
Расточка и хонингование блока цилиндров в Москве и области
Во время работы двигатель испытывает сильные нагрузки, как термические, так и механические. Производитель закладывает свой ресурс для каждого мотора, но этот показатель может меняться в зависимости от условий эксплуатации, регулярности обслуживания, качества запчастей и горюче-смазочных материалов и даже стиля езды. Но что бы водитель не делал, каждая сотня километров приближает время капитального ремонта. К счастью, сделать в Москве расточку и хонингование блока цилиндров сейчас не проблема.
Если двигатель дымит, греется, уровень масла выше нормы, забрасывает антифриз в бачок или видны его следы в масле, что-то подозрительно стучит – самое время записаться на дефектовку.
Расточка позволяет убрать все дефекты, вернуть пропорции цилиндру, избавившись от конусности, овализации и эллипсности. Процедура производится двумя способами: под «зеркало» и с последующим нанесением сетки рисок. Более правильным технологически является именно второй метод, так как хон позволяет повысить мощность двигателя, его КПД, а масло лучше снимается с поверхности гильзы.
Более правильным технологически является именно второй метод, так как хон позволяет повысить мощность двигателя, его КПД, а масло лучше снимается с поверхности гильзы.
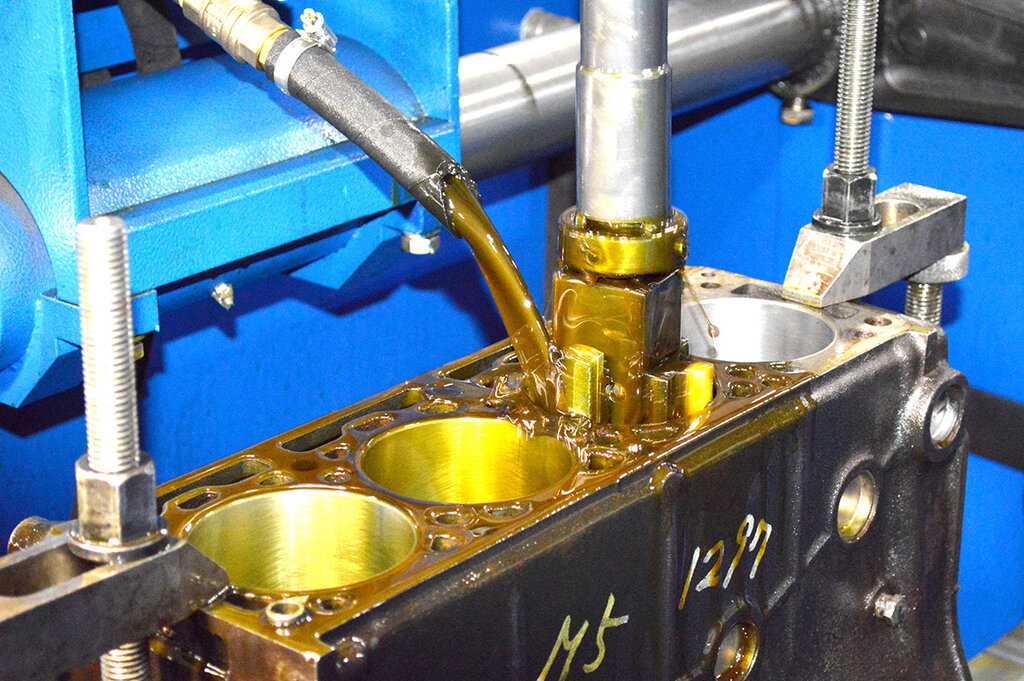
Расточка и хонингование блока цилиндров в Москве в сервисе «Агрегат» делают опытные и добросовестные мастера на профессиональном оборудовании, ведь проведение этой процедуры дома невозможно.
| Наименование работы по ремонту двигателей | Ед. изм. | ЦЕНА за ед. руб | ЗаписатьсяЗаписаться |
| БЦ | 566 | ЗаписатьсяЗаписаться | |
| Демонтаж масляных форсунок | форсунка | 100 | ЗаписатьсяЗаписаться |
| Демонтаж масляных форсунок с применением специального инструмента | форсунка | 312 | ЗаписатьсяЗаписаться |
| Восстановление микрорельефа поверхности (чугун) | цилиндр | 440 | ЗаписатьсяЗаписаться |
| Восстановление микрорельефа поверхности (алюминий) | цилиндр | 508 | ЗаписатьсяЗаписаться |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — чугунный БЦ | цилиндр | 1 210 | ЗаписатьсяЗаписаться |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — алюминиевый БЦ | цилиндр | 2 420 | ЗаписатьсяЗаписаться |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — БЦ «Субару» | цилиндр | 1 573 | ЗаписатьсяЗаписаться |
Наносить насечки можно и вручную, но это требует большого опыта и трудозатрат, поэтому самый эффективный способ – использовать токарный станок:
- Нанесение крупных рисок производится крупным абразивом специальных брусков количеством от 5 до 8.

- Финишная обработка, которая сглаживает дефекты первой операции. Нанесение сетки выполняется под определенным углом, поверхность сглаживается и приближается к своим ремонтным параметрам.
- Промывка детали, которая должна быть не только внешней. Важно, чтобы ни малейшей частички металлической стружки и абразива не остались в труднодоступных полостях, иначе может быть нанесен внушительный ущерб двигателю. Научное название этой завершающей процедуры – хонинговое кварцвевание, и в чугунных блоках оно имеет свои нюансы.
Хонингование создает структуру поверхности, максимально полезную для смазки деталей. Масло лучше задерживается на стенках цилиндров, предотвращая непосредственный контакт металла, минимизируя трение и снижая износ запчастей.
Стоимость на расточку и хонинговку блока цилиндров не стоит того, чтобы на них экономить, ведь при неудачно проведенном кустарном ремонте есть риск замены всей силовой установки. Компания «Агрегат» дает 185 дней гарантии на все виды своих работ, а машина не задержится в ремонте надолго, благодаря отсутствию простоев и слаженной работе всех специалистов.
Компания «Агрегат» дает 185 дней гарантии на все виды своих работ, а машина не задержится в ремонте надолго, благодаря отсутствию простоев и слаженной работе всех специалистов.
Эксплуатация оборудования для расточки и хонингования цилиндров двигателя автомобиля (урок 16)
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
1. ПМ.01. Техническое обслуживание и ремонт автотранспорта МДК 03.04 Производственное оборудование Глава 1. Технологическое и
диагностическое оборудование, приспособления иинструмент для технического обслуживания и ремонта автомобилей
Тема 4. Эксплуатация оборудования для ремонта агрегатов автомобиля
Урок № 16
Особенности эксплуатации оборудования для расточки и хонингования цилиндров двигателя
Учебное пособие для студентов вузов
В.
 А. Першин, А.Н. Ременцов, Ю.Г. Сапронов, С.Г. Соловьев
А. Першин, А.Н. Ременцов, Ю.Г. Сапронов, С.Г. СоловьевТИПАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ АВТОСЕРВИСА
Глава 5. Техническая эксплуатация оборудования 279
https://avtorazborka77.ru/salon/honingovanie-tsilindrov-chto-eto-takoe.html
2. Хонингование цилиндров: что это такое?
3. Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для
шлифовки конусных ицилиндрических деталей. Данная операция удобна при изготовлении отверстий
4. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым
абразивным кругом.Только методом хонингования можно добиться нужного результата при работе с
блоком цилиндров
5. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой
6. Для процесса хонингования используются специальные станки.
 Это приспособления с горизонтальным или вертикальным расположением впространстве шпинделя. Каждый из
Это приспособления с горизонтальным или вертикальным расположением впространстве шпинделя. Каждый изних имеет свое назначение в зависимости от проводимой работы. Хонинговальное
оборудование специализировано под узкий профиль. Изготовление универсальных станков
отошло в прошлое
7. В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной
шероховатостиповерхности и достижение необходимой точности размеров с помощью
хонинговального инструмента
8. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое
хонингование находит применение наряду сбакелитовым.
У полученных деталей минимизируются потери на трение при работе в сопряжении с
другими элементами конструкции
9. Различается несколько видов хонингования:
Сухое. При таком процессе
не участвует смазочная
жидкость.
Вибрационное.
 Это метод,
Это метод,в котором дополнительную
помощь оказывает
вибрация.
Электрохимическое. В
процессе не только
участвуют механические
силы, но и воздействует
электрохимический
фактор.
Экструзионное
хонингование.
Плосковершинное,
или платохонингование.
10. Платохонингование по сравнению с обычным имеет свои особенности. Применяется для обработки блока цилиндров. Между цилиндрами и
кольцами существует зазор, который заполняется маслом.Формируется он автоматически в первое время работы двигателя. Для этого с помощью
платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы
он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется
маслом
11. Главные плюсы Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
После проведения хонингования
поверхностный слой деталей
приобретает повышенную
прочность, что сказывается на
длительности их эксплуатации.

Значительно меньший процент
получения бракованных деталей.
Связано это с тем, что
хонинговальный инструмент не
создает большого давления на
поверхность изделия.
Широкий выбор зернистости
хонинговального инструмента. Это
позволяет легче выходить на
нужный уровень требований к
обрабатываемой детали.
С помощью хона есть возможность
устранения брака при сверлении
отверстий на станке.
Одновременно на оборудовании
совершается хонингование
нескольких отверстий, что
повышает скорость выполнения
работы.
12. Как выполняется процесс хонингования?
• Во время расточкиблока цилиндров
токарь оставляет
небольшой запас для
последующей, более
точной, обработки.
Далее блок цилиндров
перемещается на
хонинговальный станок,
где с помощью более
крупного, чернового,
абразива наносится
первичный хон
13. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается
расточить цилиндры с погрешностью до1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на
протяжении более долгого времени и позволит уменьшить продолжительность приработки
поршневых колец
14.
 В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которыеиспользуются даже в ручных
В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которыеиспользуются даже в ручныхдрелях для быстрого восстановления хона
15. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное
давление на стенкицилиндров и приспосабливаться к различным диаметрам цилиндров
16. После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого
двигатель можно собирать и начинать обкатку17. ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных
материалов используются
специальные бруски. Сами
бруски отличаются не
только геометрическими
параметрами, но и
степенью абразивности
материала,
износостойкостью.
Для профессиональной
обработки используется
хон, в котором набор
абразивных брусков
закреплен в металлической
оправке, а сами бруски
расположены равномерно
по периметру
хонинговальной головки.

Конструкция оправки
позволяет выставить
желаемый наружный
диаметр.
18. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм
движения хона19. Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
• гибкие хонинговальные щетки(бутылочный ершик).
Приспособление представляет
собой насадку для ручной дрели
или шуруповерта, на конце которой
находится хонинговальный
«ершик». В качестве абразивных
материалов используются
шлифовальные камни,
закрепленные на пружинящих
ножках;
• 3-лапые приспособления для
ручной хонинговки. В качестве
абразивных материалов
используются шлифовальные
камни. Шток инструмента можно
зафиксировать в патроне
шуруповерта либо дрели.
20. Используемое оборудование
• С учётом перечисленныхтребований промышленность
выпускает специальные хоны,
применяемые для обработки
деталей двигателей внутреннего
сгорания.
 Подобные инструменты
Подобные инструментыимеют изменяемый диаметр,
используются в хонинговальных
станках и обладают ограниченным
ресурсом.
• Соответствие техническим
требованиям должно
подтверждаться сертификатом,
который получен в органах
стандартизации. Недопустимо
производить хонинговку с помощью
оборудования, не соответствующего
утверждённым стандартам. Это
может привести к нежелательным
последствиям.
21. Станки для хонингования
22. THE END
English Русский Правила
| |||||||||||||||||||||||||||||
| Условия использования Свяжитесь с нами | |||||||||||||||||||||||||||||

 Кроме того, эти материалы имеют по существу тот же коэффициент расширения, что и головки цилиндров, что важно для тех, кто занимается хонингованием при рабочей температуре.
Чугунные пластины
Кроме того, эти материалы имеют по существу тот же коэффициент расширения, что и головки цилиндров, что важно для тех, кто занимается хонингованием при рабочей температуре.
Чугунные пластины
Chevrolet Pressroom — США
DETROIT — Chevrolet Camaro ZL1 Coupe 2012 года разгоняется от 0 до 60 миль в час за 3,9 секунды и может развивать максимальную скорость 184 мили в час. От $54,995, включая Performance Traction Management и подвеску Magnetic Ride, ZL1 обеспечивает уровень производительности и технологий суперкара по цене спортивного автомобиля.
«От оригинального Camaro до нынешнего Corvette ZR1 Chevrolet имеет долгую историю поставок автомобилей мирового класса, которые превосходили конкурентов по цене в несколько раз», — сказал Крис Перри, вице-президент по глобальному маркетингу Chevrolet. «ZL1 не исключение. Очень немногие автомобили по любой цене могут сравниться по мощности, характеристикам и возможностям с гусеницами Camaro ZL1».
По цене 54 995 долларов США, включая стоимость доставки 900 долларов США, ZL1 выгодно отличается от гораздо более дорогих автомобилей:
| Базовая цена | Лошадиная сила | Момент затяжки | Магнитный аттракцион |
Камаро ЗЛ1 | 54 995 долларов | 580 | 556 | Стандарт |
Ауди Р8 ГТ | 196 800 долларов | 560 | 398 | Стандартный |
Мазерати ГранТурисмо | 122 800 долларов | 405 | 339 | Нет в наличии |
Мерседес СЛС АМГ | 185 750 долларов США | 565 | 479 | Нет в наличии |
Характеристики суперкара
Сердцем Camaro ZL1 является 6,2-литровый двигатель с наддувом, соответствующий стандарту SAE, мощностью 580 лошадиных сил (432 кВт) и крутящим моментом 556 фунт-футов. крутящего момента (754 Нм), что делает его самым мощным серийным Camaro за всю историю.
Модель LSA оснащена нагнетателем Рутса с эффективным четырехлопастным ротором и компактным промежуточным охладителем. Модель ZL1 также оснащена стандартной двухрежимной выхлопной системой с вакуумными клапанами в выхлопных трубах для улучшения звука выхлопа на низких скоростях. а также свободная система для максимальной производительности.
Мощность передается на задние колеса через шестиступенчатую механическую или автоматическую коробку передач. С любой трансмиссией Camaro ZL1 демонстрирует впечатляющие характеристики:
| Руководство | Автоматический |
0–60 миль/ч (с момента запуска) | 4,0 секунды | 3,9 секунды |
1/4 мили (с разгона) | 12,1 с при скорости 119 миль/ч | 12,0 с при скорости 119 миль/ч |
Максимальная скорость | 180 миль/ч | 184 мили в час |
Максимальное боковое сцепление | 1,0 г | 1,0 г |
«С разгоном до сотни менее четырех секунд и максимальной скоростью более 180 миль в час мощность и ускорение Camaro ZL1 соперничают со многими суперкарами», — сказал Аль Оппенхайзер, главный инженер Camaro. «И мощность — это только половина истории, поскольку наиболее важным показателем потенциала ZL1 является прохождение Нюрбургринга за 7: 41,27. Это отличное свидетельство мощности, торможения, сцепления и баланса Camaro ZL1, а также всесторонних характеристик ZL1, которые устанавливают планку для сегмента спортивных автомобилей».
Эксклюзивные гусеничные технологии
Чтобы обеспечить всестороннюю производительность, Camaro ZL1 стандартно поставляется с несколькими гусеничными технологиями, которые являются эксклюзивными для этого сегмента.
Например, Camaro ZL1 — первый спортивный автомобиль с системой Magnetic Ride третьего поколения. Эта усовершенствованная система подвески использует бесклапанное демпфирование и технологию магнитореологической (MR) жидкости для изменения жесткости подвески в соответствии с дорогой и условиями вождения.
«Традиционные системы подвески в какой-то момент ухудшают ходовые качества для сцепления с дорогой и контроля над кузовом», — сказал Оппенхайзер. «С Magnetic Ride Control мы можем предложить клиентам лучшее из обоих миров: комфортную езду, которая делает ZL1 подходящим для ежедневного вождения, и невероятно точное управление телом, которое делает ZL1 таким приятным на трассе».
В стандартную комплектацию Camaro ZL1 также входит система Performance Traction Management, которая включает в себя магнитную систему управления плавностью хода, контроль запуска, контроль тяги, электронную систему контроля устойчивости и реакцию рулевого управления с электроусилителем для повышения производительности. Технология была впервые представлена на Corvette ZR1. Благодаря Performance Traction Management функция управления запуском (только с механической коробкой передач) автоматически регулирует крутящий момент двигателя для максимально возможного ускорения без чрезмерной пробуксовки колес. Когда водитель нажимает на педаль газа в пол, система поддерживает заданную скорость двигателя до тех пор, пока водитель не отпустит сцепление. Затем система модулирует крутящий момент двигателя 1000 раз в секунду, чтобы максимизировать доступную тягу. Точно так же на дороге водитель может включить полный газ при выходе из поворота, а Performance Traction Management будет автоматически управлять динамикой ускорения, чтобы максимизировать скорость выхода на основе доступного сцепления с дорогой.
Кроме того, Camaro ZL1 с завода был спроектирован так, чтобы его можно было использовать на гусеничном ходу, включая радиатор заднего дифференциала, встроенный радиатор двигателя и трансмиссионного масла, а также каналы охлаждения тормозов в качестве стандартного оборудования. Таким образом, ZL1 предлагает множество технологий и функций, недоступных в Ford Shelby GT500 2012 года:
| Камаро ЗЛ1 | 2012 GT500 |
Магнитная поездка | Стандартный | Нет в наличии |
Управление тягой производительности | Стандартный | Нет в наличии |
Заводские охладители двигателя и трансмиссии | Стандартный | Опция, устанавливаемая дилером |
Каналы охлаждения заводских тормозов | Стандарт | Опция, устанавливаемая дилером |
Заводской радиатор заднего дифференциала | Стандартный | Опция, устанавливаемая дилером |
Дополнительные функции и опции
Интерьер Camaro ZL1 имеет стандартные кожаные сиденья с замшевыми вставками из микрофибры и передние сиденья с подогревом и электрорегулировкой. Стандартные технологии включают аудиосистему Boston Acoustics® с девятью динамиками; возможность подключения через USB и Bluetooth; и помощь при парковке сзади с дисплеем камеры заднего вида, встроенным в центральное зеркало заднего вида.
- Camaro ZL1 доступен в шести вариантах:
- Шестиступенчатая автоматическая коробка передач с управлением TapShift стоит 1185 долларов США
- Пакет 20-дюймовых блестящих алюминиевых дисков стоит 470 долларов США
- Люк с электроприводом — $900
- Полосатый пакет стоит 470 долларов США
- Вставка в капот из углеродного волокна с открытым переплетением — 600 долларов США
- Замшевый пакет, включающий замшевые вставки из микрофибры на рулевом колесе, ручке переключения передач и чехле переключения передач, стоит 500 долларов США
Camaro ZL1 Coupe поступит в продажу весной 2012 года как модель 2012 года. Кабриолет Camaro ZL1 поступит в продажу летом 2012 года как модель 2013 года. Цены на Camaro ZL1 Convertible будут объявлены позже.
О компании Chevrolet
Компания Chevrolet, основанная в Детройте в 1911 году, отмечает свое столетие как мировой автомобильный бренд, ежегодно продавая около 4,25 миллионов автомобилей в более чем 140 странах. Chevrolet предлагает потребителям экономичные, безопасные и надежные автомобили, отличающиеся высоким качеством, выразительным дизайном, динамичными характеристиками и доступной ценой. Портфолио Chevrolet включает в себя культовые автомобили с высокими характеристиками, такие как Corvette и Camaro; надежные, долговечные пикапы и внедорожники, такие как Silverado и Suburban; и отмеченные наградами легковые автомобили и кроссоверы, такие как Sonic, Cruze, Malibu, Equinox и Traverse. Chevrolet также предлагает «безопасные для газа» решения, включая Cruze Eco и Volt. По оценкам EPA, Cruze Eco предлагает шоссе на 42 мили на галлон, в то время как Volt предлагает 35 миль безбензинового вождения на электричестве и дополнительные 344 мили увеличенного запаса хода на бензине.