
Импульсная сварка: особенности, виды и технология
1 / 1
Содержание:
- Как работает импульсная сварка
- Виды импульсно-дуговой сварки
- Аккумуляторный способ преобразования тока
- Конденсаторное преобразование энергии
- Магнитно-импульсный способ
- Инерционная импульсная сварка
В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого — поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
-
аккумуляторным;
-
конденсаторным;
-
электромагнитным;
-
инерционным.
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
-
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
-
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
-
Происходит повторение цикла.
Шов получается ровным и качественным.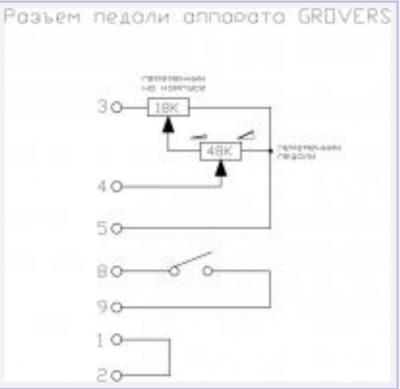 Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
-
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
-
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
-
Для работы потребуется минимальное количество дополнительного оборудования.
-
Дугу и форму сварочной ванны легко контролировать.
Этому способствует и то, что рабочую зону не заволакивает дымом.
-
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
-
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
-
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Поможем выбрать аппарат для TIG сварки.
Аргонно-дуговая сварка соединяет в себе элементы электрической и газовой сварки. Неразрывная связь металлов появляется под воздействием электрической дуги в аргоновой среде, которая не дает металлам окисляться при нагреве. Именно окисление препятствует свариванию некоторых металлов обычным способом. Аргоновый аппарат позволяет получить неразъемные соединения таких металлов, как:
- титан,
- алюминий,
- медь,
- нержавеющая сталь,
- бронза,
- латунь,
- дюралюминий,
- никелевые сплавы,
- чугун,
- разнородные стали.

При этом используют плавящийся или неплавящийся электроды, ток переменный или постоянный, с использованием присадки или без нее – все зависит от вида сварочного аппарата и свойств металлов.
Аргон играет роль защитной среды, которая не дает металлу окисляться, тем самым обеспечивая надежное соединение.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
Особенности сваривания различных металлов
При аргоновой сварке любого материала нужно усвоить несколько правил. Зазор между электродом и поверхностью должен составлять 2-5 мм. Держать горелку следует под углом 45 градусов. Обычно ее удерживают правой рукой, а присадочную проволоку подают левой. Нельзя касаться присадкой конца иглы — электрод испачкается, ухудшится дуга, вольфрам может ионизироваться в сварочную ванну. Присадка подается на встречу горелке. Сформированный шов должен оставаться позади, а горячий газ выходить на еще не соединенные стороны заготовки.
Зазор между электродом и поверхностью должен составлять 2-5 мм. Держать горелку следует под углом 45 градусов. Обычно ее удерживают правой рукой, а присадочную проволоку подают левой. Нельзя касаться присадкой конца иглы — электрод испачкается, ухудшится дуга, вольфрам может ионизироваться в сварочную ванну. Присадка подается на встречу горелке. Сформированный шов должен оставаться позади, а горячий газ выходить на еще не соединенные стороны заготовки.
При сварке некоторых металлов существуют дополнительные правила, которые следует знать начинающему аргонщику.
Алюминий
Здесь преградой служит тугоплавкий оксид сверху. Чтобы его разрушить, используют переменный ток обратной полярности. Это содействует прогреву поверхности без перегрева электрода. Переменное напряжение чередует процесс, не давая заготовке чрезмерно расплавиться, чтобы образовался прожог. Особенно пригодится функция пульса или двойного пульса, от которой швы станут еще качественнее.
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Медь
В жидком состоянии вступает в реакцию с водородом, что приводит к образованию крупных пор. Здесь можно использовать постоянный или переменный ток, но только с обратной полярностью. Еще рекомендовано увеличить подачу аргона с 1.5 до 2 л в минуту. Присадочная проволока в этом случае не требуется, поскольку металл жидкотекучий и достаточно расплавления кромок, чтобы образовался прочный шов. Вместо вольфрамового электрода стоит использовать графитовый, тоже относящийся к категории неплавящихся.
Здесь можно использовать постоянный или переменный ток, но только с обратной полярностью. Еще рекомендовано увеличить подачу аргона с 1.5 до 2 л в минуту. Присадочная проволока в этом случае не требуется, поскольку металл жидкотекучий и достаточно расплавления кромок, чтобы образовался прочный шов. Вместо вольфрамового электрода стоит использовать графитовый, тоже относящийся к категории неплавящихся.
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Покрытый | 2 | 2-3 | 100-120 | — |
| 3 | 3-4 | 120-160 | — | |
| 4 | 4-5 | 160-200 | — | |
| 5 | 5-6 | 240-300 | — | |
| 6 | 6-7 | 260-340 | — | |
| 8 | 7-8 | 380-400 | — | |
| 10 | 7-8 | 400-420 | — |
Титан
Активный материал, вступающий в реакцию с окружающим воздухом. Сварка ведется на увеличенной подаче аргона, чтобы защитить сварочную ванну. В отличие от меди и алюминия, титан обладает низкой теплопроводностью. Чтобы обеспечить надежное соединение сторон, края шва потребуется укрепить дополнительными швами. При работе с заготовками толще 1.5 мм применяют титановую присадочную проволоку.
Сварка ведется на увеличенной подаче аргона, чтобы защитить сварочную ванну. В отличие от меди и алюминия, титан обладает низкой теплопроводностью. Чтобы обеспечить надежное соединение сторон, края шва потребуется укрепить дополнительными швами. При работе с заготовками толще 1.5 мм применяют титановую присадочную проволоку.
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | — | 40 |
| 0,8-1,2 | 1,6 | — | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Теперь, изучив особенности выбора аппаратов для аргонодуговой сварки и рассмотрев рейтинг лучших моделей, Вы сможете подобрать инвертор под выполнение своих задач в частной мастерской или на производстве.
Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.

- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.

Применяется при сваривании нержавеющих сталей и алюминия.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Аппараты аргонодуговой сварки
Артикул: 005.100.302 ПТК МАСТЕР TIG 200A F55 Аппарат для аргонодуговой сварки постоянным током (DC). Наличие дополнительной функция ручной дуговой сварки. Гарантия 2 года.
Цена: 23 573 р
Гарантия 5 лет Артикул: 005.300.471 ПТК RILON TIG 200 P AC/DC GDM
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Сварка в импульсном режиме. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 66 600 р
Гарантия 5 лет Артикул: 005.300.371 ПТК RILON TIG 200 P GDM
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 36 100 р
Гарантия 5 лет Артикул: 005.300.301 ПТК RILON TIG 200 CT
Аппарат для аргонодуговой сварки постоянным током (DC). Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 27 250 р
НАКС Артикул: 005.200.411 ПРОФИ TIG 315 P AC/DC (НАКС)
Свидетельство об аттестации НАКС. Аппарат для промышленного использования от сети 380±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие дополнительной функции ручной дуговой сварки. Подключается к ПДУ. Горелка подключается к БЖО.
Цена: 97 178 р
НАКС Артикул: 005.200.311 ПРОФИ TIG 200 P AC/DC (НАКС)
Свидетельство об аттестации НАКС. Аппарат для промышленного использования от сети 220±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ.
Аппарат для промышленного использования от сети 220±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ.
Цена: 65 657 р
Гарантия 5 лет Артикул: 005.300.406 ПТК RILON TIG 315 P AC/DC
Промышленный сварочный аппарат TIG 315 AC/DC, который идеально подходит для сварки алюминия и его сплавов, а также для всех видов стали, никеля и меди. Сварка на постоянном и переменном токе с импульсом. Дополнительная функция MMA сварки. Гарантия 5 лет.
Цена: 97 800 р
Артикул: 005.100.373 ПТК МАСТЕР TIG 200 P AC/DC D92
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме и наличие дополнительной функции ручной дуговой сварки (MMA). Гарантия 2 года.
Цена: 52 536 р
Артикул: 005.100.372 ПТК МАСТЕР TIG 200 PULSE D91
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Возможна ММА сварка с настройками горячего старта и форсажа дуги. Гарантия 2 года.
Возможна ММА сварка с настройками горячего старта и форсажа дуги. Гарантия 2 года.
Цена: 28 287 р
Артикул: 005.100.371 ПТК МАСТЕР TIG 200 D90
Сварочный аппарат для сварки в среде инертных защитных газов с дополнительной функцией MMA. Возможна регулировка спада тока и времени продувки газа. Гарантия 2 года.
Артикул: 005.200.403 ПРОФИ TIG 315 P AC/DC
Сварочный инвертор для промышленного использования от сети 380±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ. Горелка подключается к БЖО.
Цена: 88 715 р
Артикул: 005.200.401 ПРОФИ TIG 200 P AC/DC
Аппарат для промышленного использования от сети 220±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ.
Цена: 59 987 р
Артикул: 005.200.301 ПРОФИ TIG 200 A
Инверторный аппарат аргонодуговой сварки в среде защитных газов с дополнительной функцией ручной дуговой сварки.
Артикул: 005.100.301 ПТК МАСТЕР TIG 200
Инверторный аппарат аргонодуговой сварки в среде защитных газов с дополнительной функцией ручной дуговой сварки.
Дополнительно
Чтобы завершить формирование комплекса сварочного оборудования, потребуется также комплектующие для проведения аргонодуговой сварки:
- газовый баллон для хранения запаса аргона;
- аргонный редуктор с фильтрами газовым клапаном;
- средства индивидуальной защиты: маску-хамелеон и спилковые краги;
- горелка под аргон;
- компоненты редуктора;
- Потребуются также привычные аксессуары сварщика – угловая шлифмашина для зачистки и растворитель для обезжиривания.
Источники питания
Специализированные источники питания используются на средних и крупных предприятиях, при серийном и массовом производстве.
К таким устройствам относят:
- осциллятор;
- приборы для контроля рабочего цикла;
- источник тока;
- блоки поджига и стабилизации дуги.

В частных мастерских и небольших бизнесах стараются применять универсальные многорежимные устройства. В них все эти блоки интегрированы в качестве основных или дополнительных функций.
Шланги
Приобретаемый шланг должен по назначению и разъемам соответствовать сварочному аппарату и горелке.
Если планируется выполнение строго определенных видов работ, то можно сэкономить и купить шланг, постоянно присоединенный к горелке.
Для сохранения универсальности набора оборудования лучше потратиться на универсальный шланг со сменными горелками, каждая из которых наилучшим образом выполняет свою операцию.
Электроды
Электроды для сварки в среде аргона различаются по своему составу и назначению. Интернациональная система обозначений расходников выделяет следующие популярные виды:
- WP зеленый. Это стержни сделаны из вольфрама практически без примесей, чистота 99, 5%. Они оптимизированы для работы переменным синусоидальным напряжением с осциллятором.
 Рекомендованы для сварки алюминия, магния.
Рекомендованы для сварки алюминия, магния. - WZ-8 белый. В них добавлен оксид циркония. Обеспечивает высокостабильную электродугу, рекомендован для алюминиевых, бронзовых и никелевых сплавов.
- WT-20 красный. С добавлением небольших количеств тория. Демонстрируют большую стабильность электродуги, чем чисто вольфрамовые. Ввиду радиоактивности тория необходимо исключить риск вдыхания сварщиком паров или аэрозолей. Следует обеспечить мощную вытяжную вентиляцию или автономное дыхание в маске. Ториевые электроды оптимизированы для работы постоянным током и используются для сварки нержавейки, титана и других цветных и редких металлов.
- WY -20 темно-синий. С добавлением около 2% иттрия. Оптимизирован для сварки особо нагруженных швов постоянным током.
Важно! Следует строго соблюдать рекомендации по использованию электродов.
Добавление ножной педали к сварочному аппарату TIG для хобби
Посмотреть галерею
Публичный чатКоманда (1)
- К.
 Мейер
Мейер
Этот проект был создано 14.07.2019 и последний раз обновлялся 4 года назад.
Детали
Это небольшой проект, связанный с добавлением простого регулятора тока с помощью ножной педали с потенциометром к сварочному аппарату TIG, в котором отсутствует соответствующий разъем, но есть необходимые соединения на печатной плате передней панели в корпусе.
Данный сварочный аппарат продается в Германии как Weldinger WE 200P ACDC, иначе он известен как китайский WSME 200. Одно и то же оборудование, очевидно, несколько раз подвергалось ребрендингу и продается во многих различных конструкциях корпуса.
Ножная педаль TIG для сварочного аппарата Weldinger WE 200P ACDC
К. Мейер • 14.07.2019в 15:50 • 3 комментарияОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Прежде всего — я не профессиональный электрик. Любой, кто решит модифицировать свой сварочный аппарат TIG так, как это сделал я (или подобным образом), делает это на свой страх и риск.
Безусловно, существует риск поражения электрическим током и (возможно, со смертельным исходом) травмы при работе на высокомощном сварочном аппарате, даже когда он выключен и отсоединен (из-за довольно больших конденсаторов внутри), и, возможно, вы даже можете сжечь свой дом, если вы делаете что-то не так. Вы как минимум потеряете гарантию, если сделаете это.
Вы как минимум потеряете гарантию, если сделаете это. Около полугода назад я купил TIG-сварочный аппарат для хобби у немецкого поставщика товаров для дома и мастерских.
После просмотра большого количества видео/руководств на Youtube и чтения обзоров различных сварочных аппаратов я остановился на «полуаналоговом» аппарате с функциями постоянного и переменного тока и большинством опций управления, которые вы видите на гораздо более дорогих сварочных аппаратах. Я называю его «полуаналоговым», так как параметры управляются с помощью 9 потенциометров и 4 переключателей на передней панели, поэтому вы не можете хранить какие-либо настройки или профили (что для меня как любителя не имеет значения). Отзывы на Amazon и некоторых немецких DIY-форумах также были приличными, особенно в отношении надежности и долговечности в среде хобби. Немецкий поставщик даже продает некоторые запчасти. Устройство также поставляется со всей соответствующей документацией на немецком языке.

Сам сварочный аппарат обошелся мне примерно в 450€ (конец 2018 года). Это было примерно на 10% дешевле, чем указано на Amazon, при заказе непосредственно в интернет-магазине поставщика. Насколько я помню, они утверждали, что сварочный аппарат был их собственной разработкой и изготовлен по их спецификациям в Китае.
Аппарат поставляется с горелкой TIG с опцией «кнопочный пуск/останов» и всеми необходимыми кабелями + газовый шланг (кроме регулятора сварочного газа). Педаль в комплекте не шла, но продавец даже сегодня перечисляет педаль специально для этого сварщика в своем интернет-магазине. Я заказал один сразу. Педаль была заказана из Китая, поэтому я не смог ее протестировать, когда приехал сварщик.
После сборки сварочного аппарата и выполнения нескольких тестовых сварных швов в режиме TIG я обнаружил, что функциональность кнопки пуска/остановки немного проблематична, потому что (особенно как новичок) у меня никогда не было предварительного выбора сварочного тока / силы тока с первого раза.
 пытаться. Нет возможности возиться с элементами управления на передней панели, когда вам нужно следить за зоной сварки. Поэтому мне приходилось останавливать пробную сварку, убирать горелку, менять настройки и очень часто начинать заново.
пытаться. Нет возможности возиться с элементами управления на передней панели, когда вам нужно следить за зоной сварки. Поэтому мне приходилось останавливать пробную сварку, убирать горелку, менять настройки и очень часто начинать заново. Высокочастотная схема зажигания дуги также не работала надежно из коробки (что я знаю теперь, после ее исправления — в то время я думал, что слишком глуп, чтобы использовать сварочный аппарат) .
Иногда он работал в течение 4-5 секунд, а затем переходил в «режим ошибки» и не работал снова, пока сварочный аппарат не был выключен. Кроме того, вам нужно было поместить вольфрамовый электрод очень близко к сварочному материалу, чтобы получить зажигание дуги (2-3 мм) даже в наилучших условиях (абсолютно чистый материал, надежное заземление, выбран высокий пусковой ток).
Это привело к многократному «погружению» вольфрама в сварной шов и необходимости его повторной шлифовки. Я винил в этом в основном свою неопытность и думал, что довольно частое загрязнение электрода было причиной «ошибочных» состояний сварщика.

Когда ножная педаль для сварщика, наконец, прибыла, я заметил, что у нее два разъема GX16, один с 2 и один с 3 контактами. У моего сварочного аппарата только один 2-контактный GX16 на передней панели, он также используется кнопкой управления на горелке TIG. Измерив соединения со стороны педали, я обнаружил, что 2-контактный разъем предназначен только для запуска/остановки, а выход управления силой тока/током с помощью потенциометра находится на отдельном 3-контактном разъеме.
После повторной проверки у продавца мне сказали, что сварочный аппарат поддерживает только функцию старт/стоп и что там…
Подробнее »
Посмотреть журнал проекта
Нравится этот проект?
ДелитьсяНожная педаль для сварки TIG | PrimeWeld
Обзор плюс
Эта 5-контактная ножная педаль для сварки TIG предназначена для серии PrimeWeld Multi-Process:
- Комбинированный аппарат CT520D 50A для плазменной, TIG и электродуговой сварки
- Пилотный дуговой плазменный резак CT520DP 50A
Если вам нужна педаль для сварки TIG для PrimeWeld TIG225X, вы можете найти эту педаль ЗДЕСЬ.
Оптимизируйте свой процесс с помощью ножной педали для сварки ВИГ
Сварка ВИГ считается одним из самых сложных процессов для освоения деталей, поскольку для этого требуется три руки…
- Один для фонарика
- Один для присадочного стержня
- Один для управления нагревом, регулируя ток по ходу дела.
С регулируемой ножной педалью сварщика TIG PrimeWeld ваша нога управляет текущим уровнем. Когда вы решите свои настройки нагрева, качество сварки улучшится, потому что вам нужно всего две руки, чтобы выполнить работу.
Освойте процесс сварки TIG
С помощью этой ножной педали для сварки TIG вы сможете освоить процесс сварки TIG на наших аппаратах для плазменной резки/ВИГ/сварки электродом.
На педали есть плавно регулируемая ручка Amps, которая позволяет установить максимально допустимый уровень тока.
При первом нажатии на педаль сварки TIG начинается подача газа, и уровень тока начинает повышаться. Еще немного давления, и вы можете зажечь дугу и начать сварку.
Еще немного давления, и вы можете зажечь дугу и начать сварку.
Чтобы контролировать уровень нагрева сварочной ванны, достаточно изменить силу нажатия на педаль сварочного аппарата. Уровень нагрева в сварочной ванне увеличивается и уменьшается по мере изменения степени нажатия педали.
После того, как вы отпустите педаль, начнется текущий спад и начнется продувка газа.
Качественная конструкция для реальных условий
PrimeWeld создает наше оборудование для реальных условий. Средняя среда мастерской DIY или профессионального металлоконструктора полна пыли, мусора, дыма и перепадов температур. Когда на вас надеты шлем, перчатки и прочее снаряжение, все сбивается — МНОГО.
Наши машины и аксессуары разработаны и изготовлены для настоящих сварщиков, сжигающих тяжелые металлы. Эта ножная педаль для сварщика имеет цельнометаллическую конструкцию, прочную противоскользящую резину и промышленное качество сборки.
Всегда используйте оригинальные аксессуары PrimeWeld для достижения наилучших результатов.