
болтов головки блока цилиндров, клапанной крышки, форсунок и т.д.
Содержание
Важность правильной затяжки болтов или гаек ГБЦ
Последствия от перетяжки болтов крепления ГБЦ
Что будет, если недостаточно затягивать болты крепления ГБЦ
Виды ключей для правильной затяжки резьбовых соединений
Какое усилие нужно прикладывать
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
Как сделать динамометрический ключ своими руками
Момент затяжки и порядок затяжки болтов ГБЦ
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Видео: как проверить затяжку головки блока цилиндров
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты.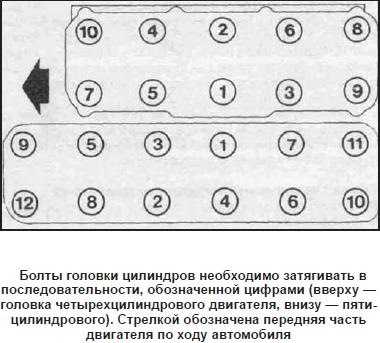 Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Проверка плосткости головки блока специальной линейкойНедостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.

Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент.
 С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля. - Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
- Нерегулируемые динамометрические ключи используются на производстве
- Регулируемые трещоточные динамометрические ключи часто входят в состав профессиональных наборов для затяжки ГБЦ
- Стрелочные динамометрические ключи имеют шкалу и стрелку
- Циферблатные динамометрические ключи надёжны и удобны в работе
- Комбинированные динамометрические ключи позволяют контролировать усилие затяжки и не превышать его
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния.
 Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять. - Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
Динамометрический ключ несложно сделать своими рукамиДля работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг.
Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
Порядок затяжки болтов крепления ГБЦНачинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности.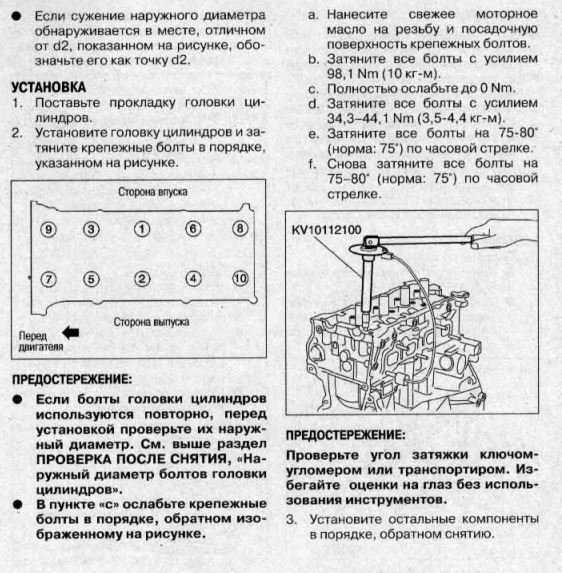 Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Затяжка головки блока цилиндров — как правильно выполнить?
При любом виде ремонта, часто приходится иметь дело с откручиванием и закручиванием всевозможных болтов и гаек, что хоть и не трудно сделать, но сам процесс возни может слегка нервировать. Этот факт, не стал исключением и в случае проведения ремонтных работ в двигателе транспортного средства. Казалось бы, что такого в этой затяжке болтов головки блока цилиндров (ГБЦ), взял и зажал, однако, оказывается, не все так просто. Далеко не каждый автовладелец отдает себе отчет в важности правильного проведения этой процедуры, а ведь она может повлиять на стабильность исправной работы силового агрегата. Вот мы с Вами сегодня и выясним для чего водителю знать порядок затяжки ГБЦ, какие особенности данной технологии и каких правил стоит придерживаться при выполнении работы.
- 1.
 Почему знание правил затяжки ГБЦ так важно для водителя?
Почему знание правил затяжки ГБЦ так важно для водителя? - 2. Общие особенности технологии затяжки ГБЦ разных моделей двигателей
- 3. Основные правила затяжки
1. Почему знание правил затяжки ГБЦ так важно для водителя?
Основная масса автомобилистов даже не задумывается над вопросом необходимости соблюдения последовательности и регулировки момента затяжки ГБЦ. Однако, все мы должны понимать, что при использовании неподходящей технологии проведения данного процесса, запросто можно получить сбои в роботе двигателя. Этот вопрос, вопреки мнению некоторых автовладельцев, не отличается заурядностью, а значит надо уделить внимание более глубокому его изучению, особенно, если, зачастую, Вы сами занимаетесь всеми ремонтными делами, без помощи специалистов СТО.
Что касается периодичности проведения процесса затяжки, то, чаще всего, к ней прибегают, когда хотят предотвратить появление влаги или конденсата в местах соединения блока цилиндров и его головки, тоесть на стыках.
Конечно, если Вы имеете лишние денежные средства, то и переживать не за что. Достаточно просто подъехать на ближайшее СТО, а там его сотрудники сделают все что надо (или даже то чего не надо, главное же содрать побольше денег). Ну а те, кому все-таки интересна данная тема, должны знать: прежде чем разбираться в особенностях порядка затяжки головки блока, надо учитывать особенности параметров этого процесса для разных моделей автомобилей.
Если Вы, к примеру, уже проводили подобные действия на ВАЗе, не стоит считать себя профи, ведь при работе с ГБЦ современных иномарок эти знания и опыт могут вообще не пригодиться.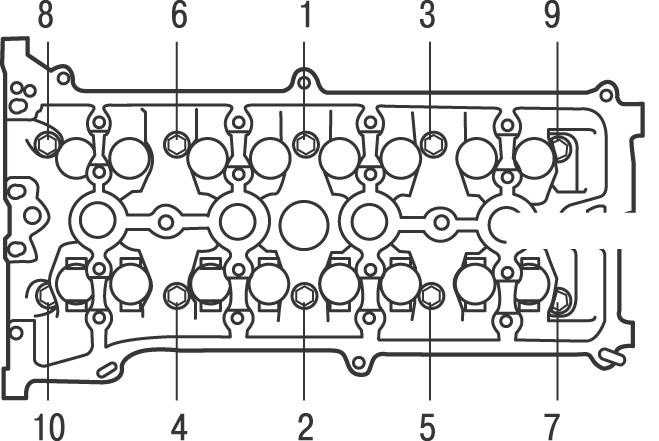
Обычно, подобные знания выручают когда нужно провести на них замену прокладки ГБЦ или отремонтировать силовой агрегат, а так как это случается не так часто, то и на практике применять их приходится сравнительно редко. Однако, некоторые мастера, после ремонта головки блока рекомендуют проводить выравнивание момента затяжки через тысячу километров пробега
2. Общие особенности технологии затяжки ГБЦ разных моделей двигателей
Процесс затяжки ГБЦ, так же как и прочие ремонтные вмешательства в ее работу (например, опрессовка) имеет свои особенности и параметры для каждой модели. Именно поэтому, лучше доверить выполнение всех действий квалифицированным работникам, имеющим определенные навыки и практику затяжки болтов ГБЦ.
Надо сказать, что профилактическая протяжка данных деталей, которая была так популярна в прошлые десятилетия и применялась в основном на моторах отечественных автомобилей (после проведения капитального ремонта силового агрегата или головки блока цилиндров), сегодня уже не актуальна. На выпускаемых современных транспортных средствах, для крепления головки блока, используют самозатягивающиеся (пружинные) болты и после первой затяжки, повторять действие не имеет смысла.
На выпускаемых современных транспортных средствах, для крепления головки блока, используют самозатягивающиеся (пружинные) болты и после первой затяжки, повторять действие не имеет смысла.
Более того, так как конструкция этих деталей не предусматривает совершение протяжки, то подобное действие может только навредить качеству болтов. Соответственно, если раньше выполнение протяжки являлось обязательной составляющей любого техосмотра, то в наше время, данный пункт можно применить разве что к устаревшим моделям двигателей ВАЗов, ГАЗов и Москвичей.
3. Основные правила затяжки
Как уже говорилось, параметры и характеристики процесса затяжки ГБЦ у разных моделей двигателей существенно отличаются. Однако, существует ряд общих правил, которые могут быть использованы в ходе работы с любым из них. К ним относят следующие пункты:
• Применение указанного производителем порядка (схемы) затяжки болтов головки блока цилиндров и момента силы затяжки является обязательным условием качественного проведения ремонта.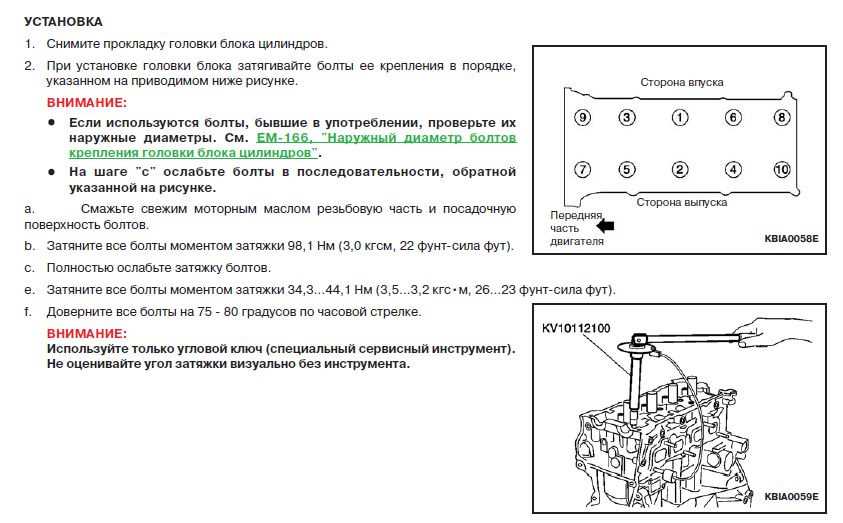
• В ходе выполнения затяжки ГБЦ, стоит пользоваться только исправным и проверенным динамометрическим ключом. Обычный гаечный ключ для этих целей не подойдет. Также, не стоит полагаться на личный глазомер и надеяться на мышечную память.
• Сменные болты крепления ГБЦ должны находиться в идеальном состоянии (обязательное требование!!!). Применять старые или перерезанные детали – категорически не рекомендуется. Кроме того, не забудьте перед затяжкой проверить состояние и чистоту резьбы. Что касается «пружинных болтов», то они являются одноразовыми, и при повторном применении уже не будут обеспечивать необходимой силы затяжки, что в результате, чревато появлением масляной течи из-под прокладки головки.
• При использовании болтов типа TTY (применяются в основном на алюминиевых головках) проводить любую дотяжку или подтяжку категорически запрещается. Эта разновидность болтов, не имеет отношения к моменту силы затяжки, так как затягивается в соответствии с установленным градусом. Более детальная информация должна быть предоставлена в инструкции производителя.
Более детальная информация должна быть предоставлена в инструкции производителя.
• Покупая прокладку для ГБЦ, обратите внимание на наличие спецификации производителя, в которой обычно указывается, какой именно момент силы затяжки можно применять по отношению к данному типу прокладки. Эти данные очень важны, так как результаты (цифры) момента затяжки мотора не должны, сильно расходится с данными, касающимися момента затяжки прокладки.
• При наличии «слепого» отверстия для болта крепления ГБЦ, постарайтесь не перелить масло, заливая его перед затяжкой головки, в противном случае, болт не сможет дойти до конца. Если это отверстие сквозное, а второй его конец выходит в систему охлаждения, то прежде чем закручивать болт, смажьте резьбу пластичным герметиком.
• При проведении дотяжки/протяжки болтов головки цилиндра (допустим Вы приняли именно такое решение), обратите внимание на тот факт, что у двигателя с чугунной головкой она производится при минимальной температуре около 800 (что называется «на горячую»), а у двигателя с алюминиевой ГБЦ – на «холодную».
Методы затяжки резьбовых соединений
Методы затяжки резьбовых соединенийМы иметь веб-сайт, посвященный обучению, загляните на www.bolting.info — материал на этом сайте содержит дополнительную информацию по данной теме.
Один из
Основными проблемами при использовании болтовых соединений является точность в отношении
для достижения точного предварительного натяга выбранного метода затяжки болтов.
Недостаточная предварительная нагрузка, вызванная неточным методом затяжки, является
частая причина выхода из строя болтовых соединений. Для дизайнера важно
оценить особенности и характеристики основных используемых методов
затянуть болты. Ниже представлено краткое описание основного болта.
способы затягивания. Обратите внимание, однако, что какой бы метод ни использовался для затягивания
болта, следует ожидать степень разброса предварительного натяга болта.
Существует шесть основных методов контроля предварительной нагрузки. резьбового крепления. Конкретно:
1. Затяжка регулятора крутящего момента.
2. Затяжка регулятора угла.
3. Затяжка с регулируемой производительностью.
4. Метод растяжения болта.
5. Термозатяжка.
6. Использование методов индикации натяжения.
Контроль крутящего момента Затяжка
Контроль крутящего момента, с которым затягивается крепеж, является
наиболее популярные средства контроля преднагрузки. Номинальный крутящий момент
можно определить необходимую затяжку болта до заданного предварительного натяга
либо из таблиц, либо расчетным путем с использованием зависимости между
крутящий момент и результирующее натяжение болта.
При затяжке болта на стержень действует прямое напряжение из-за
деформации растяжения вместе с напряжением кручения из-за
к крутящему моменту, действующему на резьбу. Большинство таблиц затяжки болтов
крутящие моменты игнорируют напряжение кручения и принимают прямое напряжение
в резьбе какой-то доли предела текучести болтов, обычно
75%. Для условий с высоким трением величина крутящего момента
напряжение может быть таким, что в сочетании с прямым напряжением
эквивалентный стресс по урожайности может привести к отказу.
Более последовательный подход заключается в определении величины
прямое напряжение, которое в сочетании с кручением даст
эквивалентное напряжение некоторой доли выхода. Пропорция
обычно используется с этим подходом 90%.
Большинство таблиц затяжки болтов
крутящие моменты игнорируют напряжение кручения и принимают прямое напряжение
в резьбе какой-то доли предела текучести болтов, обычно
75%. Для условий с высоким трением величина крутящего момента
напряжение может быть таким, что в сочетании с прямым напряжением
эквивалентный стресс по урожайности может привести к отказу.
Более последовательный подход заключается в определении величины
прямое напряжение, которое в сочетании с кручением даст
эквивалентное напряжение некоторой доли выхода. Пропорция
обычно используется с этим подходом 90%.
Крепежные изделия с преобладающим крутящим моментом (такие как Nyloc, гайки Cleveloc и т. д.)
часто используются там, где существует риск ослабления вибрации.
Преобладающий крутящий момент приводит к увеличению крутящего момента.
напряжение в стержне болта при затяжке. Это влияет на конверсию
момента затяжки в предварительный натяг болта и должно быть разрешено
при определении правильного значения крутящего момента для этого типа
застежка.
Как видно из приведенной выше диаграммы, фундаментальная проблема с моментной затяжкой заключается в том, что
большая часть крутящего момента используется для преодоления трения (обычно между 85% и
95 % от приложенного крутящего момента), незначительные изменения коэффициента трения
условия могут привести к большим изменениям предварительного натяга болта. Этот
эффект можно уменьшить за счет использования так называемых стабилизаторов трения. Эти
вещества, которые наносятся на застежки для уменьшения
фрикционный разброс. Другие способы повышения точности
метод:
1. Не используйте простые шайбы; их использование может привести к относительному
переход от гайки к шайбе, от шайбы к поверхности соединения,
во время затягивания. Это как эффект изменения трения
радиуса и, следовательно, влияет на соотношение крутящий момент-натяжение. Если,
из-за чрезмерного давления на подшипник требуется большая опорная поверхность.
требуется, следует подумать об использовании фланцевых гаек и
болты.
2. Определите правильный момент затяжки, выполнив тесты. Тензометрические датчики можно прикрепить к стержню болта и затянуть завершено на фактическом соединении. Тензодатчик под головкой болта можно использовать, однако он не так точен, как тензометрия, так как общие характеристики были изменены.
3. Если невозможно установить с помощью испытаний фактическую затяжку крутящий момент, определите момент затяжки, используя наилучшую информацию доступный т. е. отделка крепежа, размер опорной поверхности головки гайки и преобладающие характеристики крутящего момента, если применимо. (Компьютер программа TORQUE, разработанная Bolt Science, может учесть все эти эффекты.)
4. Убедитесь, что значение момента затяжки указано на
сборочный чертеж. Цитата плюс или минус 5% допуска
хорошая практика. Что более необычно, процитируйте, что калиброванный крутящий момент
гаечный ключ должен использоваться для проверки крутящего момента после установки.
способ затягивания болта оказывает существенное влияние на
разброс предварительной нагрузки (см. ниже).
ниже).
Этот метод, также известный как метод поворота гайки, был введен для ручной сборки вскоре после Второй мировой войны, когда указан определенный угол затяжки. Метод был применен для использования с силовыми гаечными ключами, болт затягивается до заданного угол выходит за пределы диапазона упругости и приводит к небольшому изменению в предварительном натяге частично из-за допуска предела текучести. Основные недостатки этого метода заключаются в необходимости точного, и, если возможно, экспериментальное определение угла; также застежка может выдержать только ограниченное количество повторных применений прежде чем он потерпит неудачу. Затяжка с контролируемым выходом
Этот метод, разработанный организацией СФС, также известен под фирменным названием «Метод совместного контроля». Очень точные предварительные нагрузки могут быть достигнуты этим методом за счет минимизации влияние трения и его рассеяние. Метод имеет свое корни в «чувстве» мастера на гаечном ключе что позволило ему определить предел текучести крепежа с помощью разумная точность.
 С электронным эквивалентом этого метода,
используется система управления, чувствительная к градиенту крутящего момента
затягиваемого болта. Быстрое обнаружение изменений в
наклон этого градиента указывает на то, что точка текучести была достигнута
и останавливает процесс затяжки. Это достигается включением
датчики для считывания крутящего момента и угла во время процесса затяжки.
Поскольку угол поворота и крутящий момент измеряются системой управления
допустимые значения можно использовать для обнаружения крепежа, который
лежат за пределами их спецификации (например, имеют слишком низкий выход).
С электронным эквивалентом этого метода,
используется система управления, чувствительная к градиенту крутящего момента
затягиваемого болта. Быстрое обнаружение изменений в
наклон этого градиента указывает на то, что точка текучести была достигнута
и останавливает процесс затяжки. Это достигается включением
датчики для считывания крутящего момента и угла во время процесса затяжки.
Поскольку угол поворота и крутящий момент измеряются системой управления
допустимые значения можно использовать для обнаружения крепежа, который
лежат за пределами их спецификации (например, имеют слишком низкий выход).Небольшой разброс предварительной нагрузки по-прежнему возникает из-за этого метода. из-за влияния трения. Метод определяет выход точка крепления под действием комбинированного напряжения и кручение. Чем выше трение в резьбе, тем выше крутящий момент. напряжение, которое при заданном пределе текучести приводит к меньшему предварительному натягу из-за меньшего прямого напряжения.
Этот метод использовался в критических приложениях, таких как цилиндр
болты с головкой и шатуном, для того, чтобы постоянно высокие предварительные нагрузки
может быть достигнуто (что позволяет использовать болты меньшего размера). Однако,
из-за стоимости инструментов, необходимых для использования этого метода
(ручной ключ со схемой управления стоит много
раз больше, чем у обычного динамометрического ключа), широкое распространение
этого метода маловероятно. (Хотя производители могут
инвестировать в оборудование, если у обслуживающего персонала нет подобных
оборудования, конструктор не может полагаться на высокие предварительные нагрузки.
сохраняется в полевых условиях.)
Однако,
из-за стоимости инструментов, необходимых для использования этого метода
(ручной ключ со схемой управления стоит много
раз больше, чем у обычного динамометрического ключа), широкое распространение
этого метода маловероятно. (Хотя производители могут
инвестировать в оборудование, если у обслуживающего персонала нет подобных
оборудования, конструктор не может полагаться на высокие предварительные нагрузки.
сохраняется в полевых условиях.)
Метод растяжения болта
Проблема, связанная с затяжкой больших болтов, заключается в том, что очень
требуются высокие моменты затяжки. Хотя это может быть отчасти
преодолевается с помощью гидравлических динамометрических ключей (реакция
крутящего момента, однако может быть проблемой), использование гидравлического
Натяжные устройства являются обычным явлением для болтов диаметром более 20 мм.
В этом методе используется небольшой гидравлический цилиндр, который надевается на гайку.
резьбовая часть болта/шпильки хорошо выступает за
прилагается гайка и съемник с резьбой. Гидравлическое масло от малого
насос воздействует на гидроцилиндр, который, в свою очередь, воздействует на съемник.
Это передается на болт, что приводит к удлинению.
Затем гайку можно вращать вручную с помощью встроенного
гнездо, которому помогает Томми-бар.
Гидравлическое масло от малого
насос воздействует на гидроцилиндр, который, в свою очередь, воздействует на съемник.
Это передается на болт, что приводит к удлинению.
Затем гайку можно вращать вручную с помощью встроенного
гнездо, которому помогает Томми-бар.
Контроль гидравлического давления эффективно контролирует предварительную нагрузку в болт. Однако небольшое уменьшение предварительной нагрузки возникают при снятии давления, когда гайка упруго деформируется под нагрузкой. Удаление гаек, приржавевших к болтам, может быть проблема с этим методом.
Тепловая затяжка
Тепловая затяжка использует характеристики теплового расширения
болта. Болт нагревается и расширяется: гайка индексируется
(используя метод угла поворота) и системе дали остыть.
Когда болт пытается сжаться, он ограничивается в продольном направлении.
зажатым материалом и предварительным натягом. Методы нагрева
включают прямое пламя, нагревательный змеевик в оболочке и сопротивление углероду
элементы. Процесс идет медленно, особенно если напряжение в
болт должен быть измерен, так как система должна вернуться к окружающей среде
температуры для каждого измерения. Это не очень распространенный метод
и обычно используется только на очень больших болтах.
Процесс идет медленно, особенно если напряжение в
болт должен быть измерен, так как система должна вернуться к окружающей среде
температуры для каждого измерения. Это не очень распространенный метод
и обычно используется только на очень больших болтах.
Эта категория включает использование специальных болтов, указывающих нагрузку, шайбы, указывающие нагрузку, и использование методов, определяющих изменение длины застежки. Существует большое количество способы косвенного измерения натяжения болтов и обсуждение представленное здесь не является исчерпывающим.
Были разработаны специальные болты, которые дадут указание
силы в болте. Одним из таких креплений является Rotabolt.
измеряет удлинение болта с помощью центрального измерительного штифта, который
проходит через центрально просверленное отверстие в болте. Под
головка калибровочного штифта, сохраняется вращение, которое может свободно вращаться
в очень точно выставленном зазоре. Застежка эластично растягивается,
в то время как калибровочный штифт не двигается, так как не испытывает нагрузки. По мере затягивания болт будет достаточно растягиваться, чтобы
устранить зазор и предотвратить ротацию от возможности вращения.
Это свидетельствует о том, что болт правильно нагружен. Другой
запатентованная застежка использует аналогичный метод. HiBolt использует
штифт, расположенный по центру затвора, как и у Rotabolt, за исключением
штифт зажимается за счет небольшого сокращения диаметра болта;
штифт блокируется, когда достигается правильный предварительный натяг.
По мере затягивания болт будет достаточно растягиваться, чтобы
устранить зазор и предотвратить ротацию от возможности вращения.
Это свидетельствует о том, что болт правильно нагружен. Другой
запатентованная застежка использует аналогичный метод. HiBolt использует
штифт, расположенный по центру затвора, как и у Rotabolt, за исключением
штифт зажимается за счет небольшого сокращения диаметра болта;
штифт блокируется, когда достигается правильный предварительный натяг.
Использование шайб, указывающих нагрузку, широко распространено в строительных конструкциях. инженерия. Такие шайбы имеют на поверхности небольшие выступы. которые пластически деформируются под нагрузкой. Правильная предварительная нагрузка достигается при наличии заданного зазора между шайбой и под головкой болта. Это измеряется с помощью щупов. В целом они не используются в машиностроении, но широко в гражданском строительстве.
Удлинение, которое испытывает болт, может быть измерено либо
с помощью микрометра или более изощренных средств, таких как использование
ультразвук.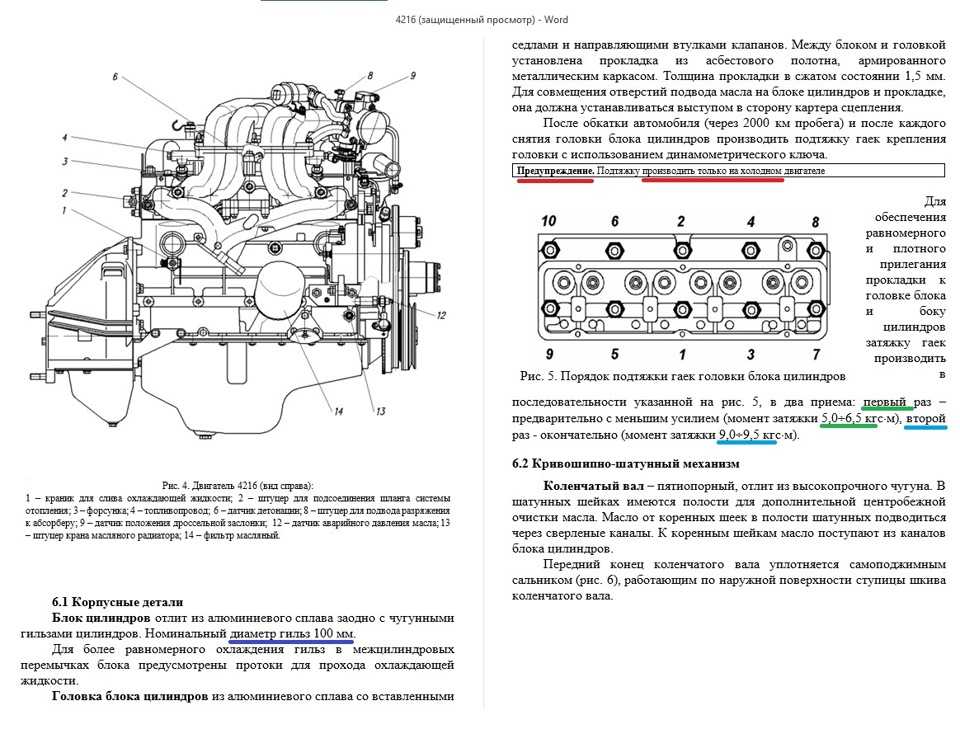 Расширение может быть связано с предзагрузкой напрямую,
по калибровке или косвенно по расчету. Если ультразвуковое измерение
используется, то конец стержня болта и головка могут потребовать
шлифовка поверхности для получения хорошего акустического отражателя.
Расширение может быть связано с предзагрузкой напрямую,
по калибровке или косвенно по расчету. Если ультразвуковое измерение
используется, то конец стержня болта и головка могут потребовать
шлифовка поверхности для получения хорошего акустического отражателя.
Чтобы помочь инженеру в преодолении проблем, связанных с использованием резьбовых соединений и болтовых соединений, компания Bolt Science разработала ряд компьютерных программ . Эти программы разработаны так, чтобы их было легко использовать, чтобы инженер, не обладающий глубокими знаниями в этой области, мог решать проблемы, связанные с этой темой.
Уплотнение двигателя и правильное использование болтов с головкой
Насколько важны различные крепежные детали в двигателе? Учтите это: болты головки цилиндров должны выдерживать огромные нагрузки, чтобы головка блока цилиндров плотно прилегала к прокладке головки блока цилиндров и блоку цилиндров. В двигателе с диаметром цилиндра четыре дюйма и максимальным давлением сгорания около 1100 фунтов на квадратный дюйм каждый цилиндр создает около 13 827 фунтов. давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
Усилие зажима, которое обычно требуется для сохранения герметичности прокладки головки в этих условиях эксплуатации, примерно в три раза превышает пиковое давление, оказываемое на головку (это называется усилием отрыва). В результате болты вокруг камеры сгорания должны оказывать суммарное усилие около 41 500 фунтов. держать голову на месте. Если каждый цилиндр имеет четыре болта с головкой вокруг него, каждый болт должен оказывать зажимную нагрузку в 10 375 фунтов. Если на цилиндр приходится пять болтов с головкой, нагрузка должна составлять 8300 фунтов. за болт. Если на каждое отверстие приходится шесть болтов, то требуемая нагрузка падает до 6,9.16 фунтов за болт.
В мощном двигателе или дизеле нагрузки еще выше. При пиковом давлении сгорания до 1400 фунтов на квадратный дюйм или выше в мощном двигателе или 2400 фунтов на квадратный дюйм в дизеле нагрузка на болты головки намного выше. Следовательно, усилие зажима болтов головки блока цилиндров даже более критично, чем в стандартном двигателе. Болты с головкой
Следовательно, усилие зажима болтов головки блока цилиндров даже более критично, чем в стандартном двигателе. Болты с головкой
действительно являются одним из самых важных крепежных элементов в любом двигателе. Следовательно, чрезвычайно важно, чтобы все болты с головкой были в идеальном состоянии, были установлены и смазаны должным образом, чтобы они не перегружались.
Болты на растяжение и нагрузка
Хотя болты с головкой кажутся довольно жесткими крепежными элементами, на самом деле они предназначены для растяжения. Растягивание болта похоже на растяжение резиновой ленты. Это позволяет застежке прикладывать усилие к поверхности, удерживая детали вместе. Это особенно важно для поверхностей с прокладками, потому что прокладки имеют определенную деформацию, которую должны преодолевать крепежные детали для обеспечения герметичности.
Когда вы затягиваете головной болт, усилие, прилагаемое гаечным ключом, выполняет две функции. Во-первых, это преодоление трения между резьбой на крепежном элементе и резьбой отверстия в блоке и трение нижней стороны головки болта при ее вращении о головку блока цилиндров.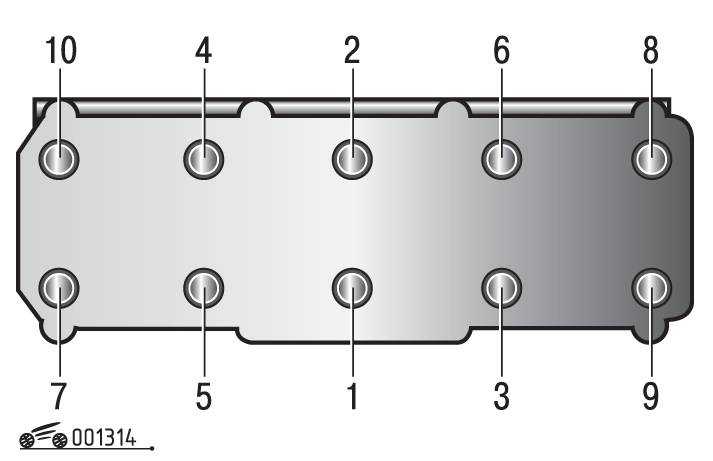 Это составляет около 90 процентов силы, действующей на ключ! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10 процентов силы, действующей на ключ.
Это составляет около 90 процентов силы, действующей на ключ! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10 процентов силы, действующей на ключ.
Одно из наиболее распространенных заблуждений относительно использования динамометрического ключа для затяжки болтов с головкой состоит в том, что значение крутящего момента на ключе указывает, какая нагрузка приходится на каждый болт. Показание на гаечном ключе говорит только о том, какое усилие закручивания прикладывается к каждому болту. Фактическая зажимная нагрузка будет намного выше и будет зависеть от трения в резьбе, размера, шага и диаметра ступеней и длины болта.
Помните, мы говорили, что каждый болт головки должен прилагать усилие от четырех до пяти тонн (от 8 000 до 10 000 фунтов), чтобы удерживать прокладку головки герметичной. Таким образом, показания динамометрического ключа 80 футо-фунтов не означают, что болт имеет 80 фунтов. нагрузки на него. Шаг резьбы действует как винтовой домкрат, увеличивая коэффициент нагрузки.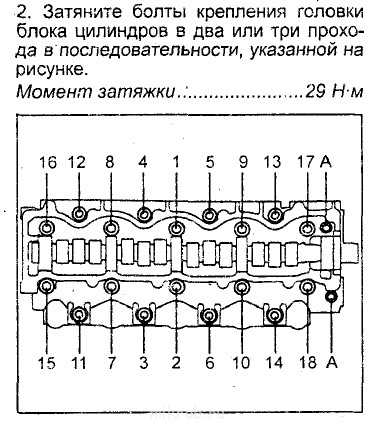 В результате каждый болт может оказывать зажимную нагрузку, в 100 и более раз превышающую показания вашего динамометрического ключа! Это также объясняет, как затяжка болта с головкой может оказать достаточное давление, чтобы фактически растянуть его на 0,006? до 0,010? или больше в зависимости от длины застежки.
В результате каждый болт может оказывать зажимную нагрузку, в 100 и более раз превышающую показания вашего динамометрического ключа! Это также объясняет, как затяжка болта с головкой может оказать достаточное давление, чтобы фактически растянуть его на 0,006? до 0,010? или больше в зависимости от длины застежки.
По мере того, как головка нагревается, тепловое расширение еще больше растягивает болты головки, особенно в двигателях с алюминиевыми головками. Алюминий расширяется более чем в два раза быстрее, чем чугун, что создает еще большую нагрузку на болты с головкой. В типичном двигателе простой прогрев двигателя до нормальной рабочей температуры может привести к растяжению болтов головки цилиндров на 0,005? или больше.
Болт с головкой проявляет максимальное усилие зажима, когда он растягивается до «предела текучести». Это точка, в которой болт не может больше растягиваться без постоянной деформации.
Подобно резиновой ленте, болт с головкой под нагрузкой растянется и вернется к своей первоначальной длине, когда нагрузка будет снята. Но если растянуть слишком сильно, болт либо удлинится навсегда, либо сломается. Болты с головкой, которые стали постоянно удлиненными, могут деформироваться по длине стержня или в области резьбы. Таким образом, проверка болтов с головкой на предмет очевидного «сужения» в хвостовике или в верхней части резьбовой области может выявить болты, которые были слишком сильно растянуты и должны быть заменены. Повторное использование деформированного болта сопряжено с риском, потому что болт может не удерживать надлежащий крутящий момент и может выйти из строя, когда вы попытаетесь снова затянуть его. Или, что еще хуже, в какой-то момент позже он может выйти из строя, что приведет к протечке прокладки головки блока цилиндров и/или перегреву двигателя.
Но если растянуть слишком сильно, болт либо удлинится навсегда, либо сломается. Болты с головкой, которые стали постоянно удлиненными, могут деформироваться по длине стержня или в области резьбы. Таким образом, проверка болтов с головкой на предмет очевидного «сужения» в хвостовике или в верхней части резьбовой области может выявить болты, которые были слишком сильно растянуты и должны быть заменены. Повторное использование деформированного болта сопряжено с риском, потому что болт может не удерживать надлежащий крутящий момент и может выйти из строя, когда вы попытаетесь снова затянуть его. Или, что еще хуже, в какой-то момент позже он может выйти из строя, что приведет к протечке прокладки головки блока цилиндров и/или перегреву двигателя.
Когда инженеры проектируют новый двигатель, одна из многих задач, которые они должны решить, — это выяснить, какой размер болтов с головкой использовать и какой крутящий момент потребуется для достижения надлежащего усилия зажима. Что-то из этого исходит из предыдущего опыта, а что-то приходит путем проб и ошибок. Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки.
Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки.
Torque-To-Yield
Torque-To-Yield (TTY) — это термин, с которым вы должны быть знакомы, поскольку он описывает тип болта с головкой, который используется на многих двигателях последних моделей. В отличие от обычных болтов с головкой, болты с головкой TTY предназначены для деформации, но делают это контролируемым образом. Как и стандартный болт с головкой, болт TTY будет растягиваться и пружинить до своего предела текучести. Но как только предел текучести пройден, болт постоянно растягивается и не возвращается к своей первоначальной длине. По этой причине болты TTY нельзя использовать повторно.
Зачем намеренно растягивать болты головки? Инженеры обнаружили, что они могут получить гораздо более равномерный зажим прокладки головки блока цилиндров, если все болты будут равномерно нагружены. Поскольку различия в трении между болтами всегда вызывают некоторую неравномерную нагрузку, растяжение болтов гарантирует, что все болты будут оказывать одинаковое усилие зажима независимо от показаний крутящего момента на ключе. Результатом является улучшенная герметизация цилиндра, увеличенный срок службы прокладки головки блока цилиндров и меньшая деформация отверстия цилиндра (для уменьшения прорыва газов и увеличения мощности). 9Болты с головкой 0002 TTY обычно используются в двигателях с алюминиевыми головками цилиндров (с большим тепловым расширением) и с прокладками головок из многослойной стали (MLS). Прокладки головки блока цилиндров MLS представляют собой очень жесткие прокладки с гораздо меньшей сжимаемостью, чем стандартные прокладки головки блока цилиндров с мягким покрытием. С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока.
Поскольку различия в трении между болтами всегда вызывают некоторую неравномерную нагрузку, растяжение болтов гарантирует, что все болты будут оказывать одинаковое усилие зажима независимо от показаний крутящего момента на ключе. Результатом является улучшенная герметизация цилиндра, увеличенный срок службы прокладки головки блока цилиндров и меньшая деформация отверстия цилиндра (для уменьшения прорыва газов и увеличения мощности). 9Болты с головкой 0002 TTY обычно используются в двигателях с алюминиевыми головками цилиндров (с большим тепловым расширением) и с прокладками головок из многослойной стали (MLS). Прокладки головки блока цилиндров MLS представляют собой очень жесткие прокладки с гораздо меньшей сжимаемостью, чем стандартные прокладки головки блока цилиндров с мягким покрытием. С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока. Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY.
Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY.
Как отличить болты с головкой TTY от болтов с обычной головкой? Болты с головкой TTY обычно длиннее и уже, чем болты со стандартной головкой. Заводские руководства по обслуживанию сообщат вам, в каких случаях используются болты TTY, и вы часто можете определить по процедуре затяжки головных болтов, являются ли болты TTY или стандартными. Болты TTY обычно имеют спецификацию затяжки под углом, а не конкретное значение крутящего момента (что требует использования углового манометра при затяжке болтов).
Процедура затяжки болта с головкой TTY с крутящим моментом включает его затяжку до достижения определенного крутящего момента. Затем болту делают дополнительный оборот на заданный угол (скажем, на дополнительные 45–9°).0 градусов), чтобы нагрузить болт выше его предела текучести для максимального давления зажима.
Уловки с крутящим моментом
Как мы уже говорили ранее, величина крутящего момента, необходимая для достижения заданной зажимной нагрузки при затяжке болта с головкой, будет варьироваться в зависимости от величины трения между резьбой крепежного элемента и головкой болта о головку цилиндра.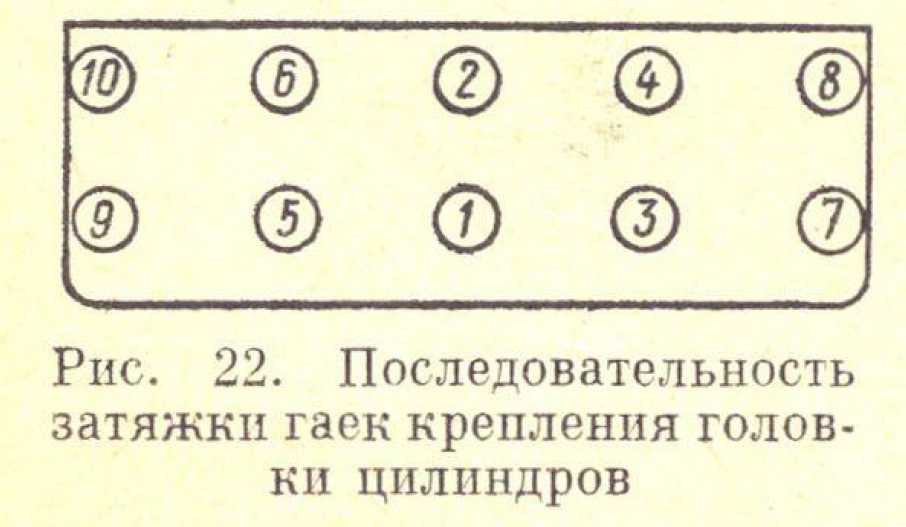 Таким образом, все, что уменьшает трение в резьбе, также уменьшает величину крутящего момента, необходимого для крепления. Другими словами, все, что снижает трение, также увеличивает зажимную нагрузку, создаваемую болтом с головкой при заданном значении крутящего момента.
Таким образом, все, что уменьшает трение в резьбе, также уменьшает величину крутящего момента, необходимого для крепления. Другими словами, все, что снижает трение, также увеличивает зажимную нагрузку, создаваемую болтом с головкой при заданном значении крутящего момента.
Как правило, перед установкой болтов резьбу и нижнюю сторону головки большинства стандартных автомобильных болтов следует смазывать моторным маслом. Значения крутящего момента, указанные производителем двигателя, обычно основаны на смазанных маслом резьбах и крепежных элементах, а не на сухих крепежных элементах. В большинстве руководств по техническому обслуживанию рекомендуется использовать чистое масло 30W или мультивязкое масло 10W-30. Хотя 10W-30, очевидно, является более жидким маслом, чем обычное масло 30W, один инженер по прокладкам, с которым мы беседовали, сказал, что разница незначительна и почти не оказывает заметного влияния на нагрузку на болты.
Однако при использовании других смазок для резьбы результаты могут отличаться. Сборочные смазки на основе молибдена, графит, продукты на основе тефлона и даже пчелиный воск можно использовать для смазки резьбы и головок болтов. Но эти смазочные материалы обычно снижают трение намного больше, чем обычное моторное масло, поэтому использование любого из этих продуктов требует соответствующего уменьшения прикладываемого крутящего момента. Некоторые эксперты рекомендуют использовать на 20% меньший крутящий момент при затягивании болта с головкой, смазанного молибденом, графитом, тефлоном или воском. Следуйте рекомендациям производителя смазочного материала или болтов (болты и шпильки с головкой вторичного рынка обычно поставляются со специальной смазкой).
Сборочные смазки на основе молибдена, графит, продукты на основе тефлона и даже пчелиный воск можно использовать для смазки резьбы и головок болтов. Но эти смазочные материалы обычно снижают трение намного больше, чем обычное моторное масло, поэтому использование любого из этих продуктов требует соответствующего уменьшения прикладываемого крутящего момента. Некоторые эксперты рекомендуют использовать на 20% меньший крутящий момент при затягивании болта с головкой, смазанного молибденом, графитом, тефлоном или воском. Следуйте рекомендациям производителя смазочного материала или болтов (болты и шпильки с головкой вторичного рынка обычно поставляются со специальной смазкой).
Те же меры предосторожности применяются к болтам с головкой, ввинчиваемым в водяную рубашку. Резьба должна быть покрыта герметиком, чтобы предотвратить утечку охлаждающей жидкости, а герметик будет действовать как смазка для уменьшения трения. При использовании герметика следуйте рекомендациям OEM-производителя или поставщика герметика в отношении того, какой крутящий момент следует прикладывать к болту (болтам).
Установка болтов с головкой всухую может привести к проблемам, поскольку повышенное трение в резьбе может снизить усилие зажима до 25 процентов и более при том же показании крутящего момента.
Грязная, деформированная или поврежденная резьба также может вызвать проблемы при затяжке болтов с головкой. Вы можете подумать, что приложили правильный крутящий момент, но болт может оказывать гораздо меньшее усилие зажима, чем обычно, в зависимости от того, насколько велико трение в резьбе. Грязная резьба может снизить усилие зажима до 50 и более процентов!
Количество спусков болта с головкой также влияет на крутящий момент и усилие зажима. Новая резьба более шероховатая, чем использованная, и создает большее трение (что снижает усилие зажима). Когда болт с головкой сбивается, новая резьба слегка полируется. Это уменьшает трение и увеличивает усилие зажима при следующем повторном использовании того же болта. После четырех или пяти циклов может наблюдаться значительное снижение трения и значительное увеличение силы зажима. В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
Одна вещь, которую вы, как производитель двигателей, никогда не знаете, это то, был ли двигатель ранее перестроен или сколько раз головка блока цилиндров была включена и снята с двигателя в течение его срока службы. С двигателем с небольшим пробегом, вероятно, можно с уверенностью предположить, что головки никогда не снимались с двигателя, а если и снимались, то только один раз. Поэтому, вероятно, безопасно повторно использовать оригинальные болты с головкой, если они не являются болтами с головкой TTY (которые не следует использовать повторно).
На двигателе с большим пробегом или высокопроизводительном двигателе рискованно повторно использовать оригинальные болты головки блока цилиндров, поскольку двигатель уже мог быть разобран несколько раз. Гораздо безопаснее выбросить старые болты и установить новые.
Когда используются новые болты с головкой, некоторые эксперты рекомендуют «задействовать» болты несколько раз, чтобы повысить точность загрузки. Несколько раз затяните болты примерно до 50 процентов от их конечного значения крутящего момента, прежде чем окончательно затянуть их до полного значения.
Несколько раз затяните болты примерно до 50 процентов от их конечного значения крутящего момента, прежде чем окончательно затянуть их до полного значения.
С гоночными двигателями большинство гонщиков все равно не используют болты с головкой. Все они используют шпильки. Шпильки обеспечивают более равномерный зажим, чем болты, и не изнашивают резьбу в блоке, если головки приходится неоднократно снимать для демонтажа и проверки.
Точность крутящего момента
Многие люди никогда не проверяют точность своих динамометрических ключей. «Старомодные» динамометрические ключи с отклоняющей балкой являются наименее дорогими ключами, но также наиболее точными с точки зрения удерживающей калибровки. К сожалению, их труднее всего читать из-за указателя и шкалы на ручке. Динамометрические ключи с циферблатом легче считываются, но они дороже и могут быть повреждены при падении. Ключи с регулируемым крутящим моментом, которые можно предварительно настроить на «щелчок» или проскальзывание при достижении определенного значения крутящего момента, являются самыми простыми в использовании, но они дороги и требуют регулярной повторной калибровки (каждые 100 двигателей или шесть месяцев, в зависимости от использования). .
.
Советы по установке
1) Убедитесь, что все болты с головкой находятся в идеальном состоянии с чистой и неповрежденной резьбой. Грязная или поврежденная резьба может давать ложные показания крутящего момента, а также снижать усилие зажима болта на целых 50 процентов! Проволочной щеткой почистите резьбу всех болтов, внимательно осмотрите каждый и замените те, которые имеют надрезы, деформированы или изношены. Если болт не вкручивается плавно в отверстие одним лишь усилием пальца, возникает проблема.
На шпильках или болтах вторичного рынка никогда не используйте плашку для повторной нарезки резьбы. Большинство из них имеют «скрученные» нити, которые прочнее стандартных. Используйте нитеобрезатель, чтобы очистить нити.
2) Грязная или деформированная резьба отверстий в блоке цилиндров может уменьшить усилие зажима так же, как грязная или поврежденная резьба на болтах. Пропустите донный метчик в каждое отверстие под болт в блоке. Вершины отверстий также должны быть скошены, чтобы самые верхние нити не выходили за поверхность настила при затягивании болтов. Наконец, очистите все отверстия, чтобы удалить мусор.
Наконец, очистите все отверстия, чтобы удалить мусор.
Если поверхность блока была обновлена и вы используете шпильки, а не болты с головкой, снимите фаску с верхней части каждого отверстия
3) Для болтов с головкой, которые ввинчиваются в глухие отверстия, слегка смажьте резьбу болтов, а также нижнюю сторону головок болтов. с моторным маслом. Убедитесь, что болты не упираются в дно и не гидроблокируются из-за попадания масла в глухое отверстие.
Для болтов с головкой, которые входят в кожух охлаждающей жидкости, покройте резьбу гибким герметиком. Отсутствие покрытия на резьбе может привести к просачиванию охлаждающей жидкости через болт.
4) Поскольку болты с головкой TTY необратимо деформируются после затяжки, их нельзя использовать повторно. Повторное использование болтов TTY приведет к их дальнейшему растяжению, что увеличивает риск поломки. Растянутый болт также не будет выдерживать такой же крутящий момент, как раньше, что может привести к потере зажимного усилия, что приведет к протечке прокладки головки.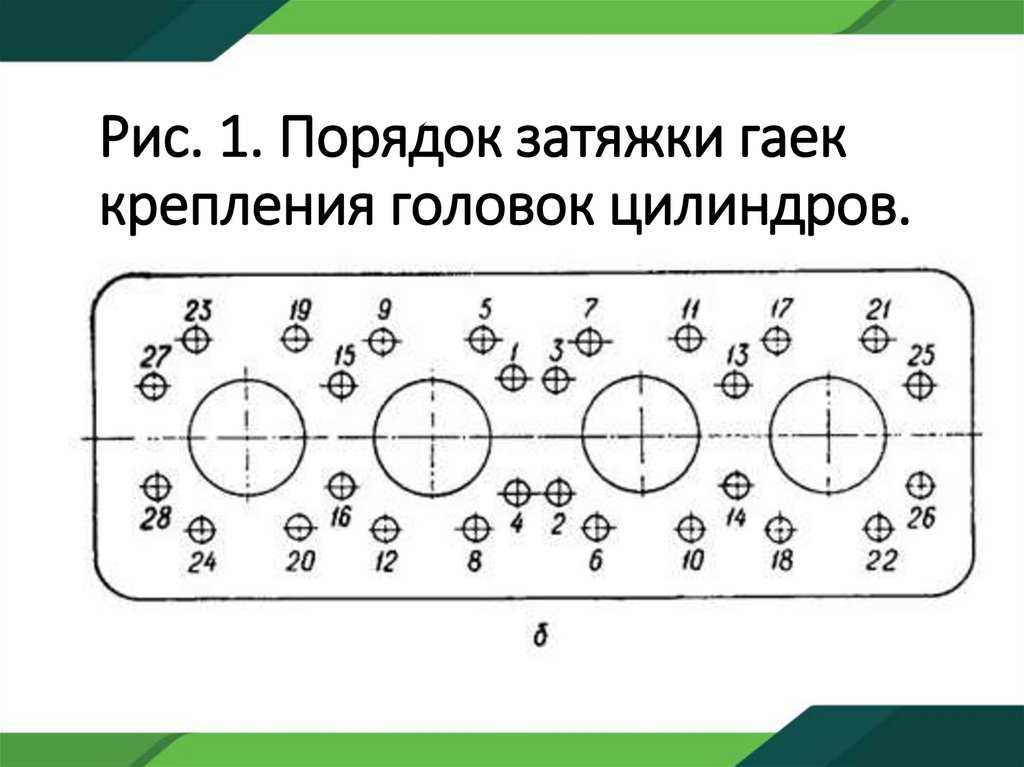
5) Проверьте длину болтов. Убедитесь, что у вас есть болты правильной длины для применения и для каждого отверстия (некоторые отверстия требуют более длинных или более коротких болтов, чем другие). Если болт слишком короткий и зацепляет только несколько витков резьбы в блоке, он может вырвать резьбу из блока.
Болты также следует измерять или сравнивать друг с другом для проверки на растяжение. Любой растянутый болт должен быть заменен, потому что 1) он может быть опасно слабым, 2) он не будет должным образом удерживать крутящий момент и 3) он может выйти из строя при установке в глухое отверстие.
6) При установке болтов с головками в алюминиевые головки цилиндров под головки болтов необходимо использовать шайбы из закаленной стали, чтобы предотвратить истирание мягкого алюминия и помочь распределить нагрузку. Убедитесь, что шайбы расположены закругленной или скошенной стороной вверх и что под шайбами нет мусора или заусенцев.
7) Замена поверхности головки блока цилиндров уменьшает ее общую высоту, поэтому обязательно проверьте длину болтов, чтобы убедиться, что они не упираются в глухие отверстия. Если болт доходит до дна, он будет прикладывать небольшое усилие зажима к головке, что может привести к протечке прокладки.
Если болт доходит до дна, он будет прикладывать небольшое усилие зажима к головке, что может привести к протечке прокладки.
Если головка была фрезерована, и один или несколько болтов головки могут находиться в опасной близости от нижней точки, проблему можно решить, установив шайбы из закаленной стали под болты, чтобы поднять их вверх, или используя медную прокладку для прокладки головки вместе с с новой прокладкой головки, чтобы восстановить правильную высоту головки.
8) Перед установкой прокладки головки всегда проверяйте указанную последовательность затяжки и рекомендуемые значения крутящего момента для болтов головки блока цилиндров. Никогда не угадывайте. Полные спецификации крутящего момента головки блока цилиндров для автомобилей отечественного и импортного производства можно найти в руководствах по обслуживанию и таблицах крутящего момента, опубликованных производителями прокладок.
9) Используйте точный динамометрический ключ для затягивания болтов с головкой стандартного типа в 3-5 шагов, следуя рекомендуемой последовательности и спецификациям крутящего момента для применения. Постепенное затягивание болтов создает равномерное прижимное усилие на прокладке и уменьшает деформацию головки. Рекомендуется дважды проверить окончательные показания крутящего момента на каждом головном болте, чтобы убедиться, что ни один из них не был упущен, и что болты нормально сохраняют крутящий момент.
Постепенное затягивание болтов создает равномерное прижимное усилие на прокладке и уменьшает деформацию головки. Рекомендуется дважды проверить окончательные показания крутящего момента на каждом головном болте, чтобы убедиться, что ни один из них не был упущен, и что болты нормально сохраняют крутящий момент.
Если болт не достигает нормального крутящего момента или не держит показания, это означает проблему. Либо болт растягивается, либо резьба вырывается из блока.
Для болтов с головкой TTY используйте индикатор момента затяжки с динамометрическим ключом, чтобы обеспечить правильную нагрузку на болт. Не гадайте на ракурсе. Будьте точны.
10) Если требуется повторная затяжка прокладки головки блока цилиндров (в большинстве случаев этого не требуется), дайте двигателю поработать, пока он не достигнет нормальной рабочей температуры (обычно от 10 до 15 минут), затем выключите его. Затяните каждый болт головки в той же последовательности, что и раньше, пока двигатель еще теплый.