
Как правильно настроить полуавтомат для сварки проволокой?
Содержание
- Как самому настроить сварочный полуавтомат?
- Общая информация
- Особенности настройки
- Настройка полуавтомата
- Вместо заключения
- Настройка параметров сварочного полуавтомата
- Возможности оборудования
- Рекомендации в инструкции
- Настройка тока и скорости подачи проволоки
- Регулировка параметров
- Типичные ошибки
- Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
- Сварка полуавтоматом. Обучающее видео.
- Отличия полуавтоматической сварки от электрода
- Устройство сварочного полуавтомата
- Как работает сварочный полуавтомат
- Режими полуавтоматической сварки
- Как варить полуавтоматом.
- Как правильно настроить сварочный полуавтомат: таблица настройки
- Внешнее влияние на настройки
- Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Настройка аппарата сварочного полуавтомата
- Как проводится сварка полуавтоматом
Как самому настроить сварочный полуавтомат?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».

Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.

- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Как правильно настроить сварочный полуавтомат: таблица настройки
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.

- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С , которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
для работы, по толщине металла (видео)
Большое количество домовладельцев, которые приобрели сварочный полуавтомат, задумываются над вопросом о том, как настроить сварочный полуавтомат правильно. Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов.
Для качественной настройки агрегата необходимо придерживаться инструкцией по эксплуатации.
Особенности и функции сварочного полуавтомата
Сварочные полуавтоматы являются наиболее распространенными и наиболее популярными устройствами для осуществления сварочных операций.
Полуавтомат в процессе функционирования выдает сварочный ток большой плотности. Процесс проведения сваривания с использованием полуавтомата осуществляется значительно легче, так как подача электродной проволоки в зону проведения сварочных операций осуществляется автоматически. Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.
Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.
Устройство сварочного полуавтомата.
Для питания сварочного полуавтомата используется ток бытовой электрической сети с напряжением в 220 вольт. Основными компонентами полуавтоматического сварочного агрегата являются:
- механизм, обеспечивающий автоподачу электродной проволоки в зону проведения сваривания;
- источник электропитания;
- горелка.
Горелка устройства является одним из основных компонентов конструкции. Использование этого элемента конструкции позволяет осуществлять подачу защитного газа, флюса и специальной проволоки в зону проведения сварки.
Подающие проволоку механизмы могут быть нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие.
Тянуще-толкающие устройства являются универсальными.
Современными производителями выпускаются различные варианты агрегатов, которые можно применять при выполнении операций. Такими агрегатами можно проводить дуговую сварку алюминия, стали и изделий из других металлов. Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Вернуться к оглавлению
Разнообразие агрегатов, обеспечивающих осуществление процесса полуавтоматической сварки
Функции сварочного полуавтомата.
Классификация полуавтоматических сварочных агрегатов осуществляется в соответствии с имеющимися у них техническими характеристиками. В зависимости от того какой используется тип перемещения, какой тип защиты применяется для сварного шва и какая разновидность проволоки применяется в процессе работы, существует несколько различных классификаций агрегатов.
В зависимости от характера перемещения специалистами выделяются полуавтоматы стационарного типа и полуавтоматы переносные. В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В различных моделях оборудования могут использоваться разнообразные типы сварочной проволоки. Если имеется у агрегата возможность использования в работе проволоку из различных материалов, то такое оборудование носит название универсального сварочного аппарата. Помимо стальной проволоки в сварочных устройствах полуавтоматического действия может применяться также проволока, изготовленная из алюминия.
Вернуться к оглавлению
Преимущества и недостатки полуавтоматического сварочного агрегата
Подготовка к работе сварочного полуавтомата.
Как и каждое техническое устройство, полуавтоматические агрегаты для проведения сварных операций обладают целым рядом преимуществ и недостатков. К основным преимуществам и достоинствам этого типа приспособлений можно отнести следующие:
- при помощи оборудования можно работать с тонколистовой сталью, осуществляя сваривание элементов конструкции, толщина которых может составлять 0,5 мм;
- полуавтоматическое оборудование обладает низким порогом чувствительности к коррозионным процессам, ржавчине и иным загрязнениям или вредным процессам для основного металла заготовки;
- установки для осуществления процесса полуавтоматического сваривания имеют относительно невысокую стоимость, она значительно ниже, чем у оборудования другого типа;
- при помощи использования этих аппаратов можно проводить технические операции с металлическими изделиями, обладающими внешним покрытием.

Использование оборудования позволяет работать с оцинкованными деталями, не повреждая оцинкованного покрытия.
Настроечная таблица для сварочного полуавтомата.
Помимо приведенных достоинств и преимуществ, оборудование этого типа имеет и некоторые недостатки. Основным недостатком использования является возникновение эффекта разбрызгивания капель расплавленного металла при отсутствии защитной среды из инертного газа. Еще одним недостатком применения агрегата является высокая степень излучения, возникающая при формировании электрической дуги.
Несмотря на наличие недостатков, этот тип оборудования широко применяется в промышленности, автосервисе и домашнем хозяйстве. Чаще всего эта разновидность оборудования применяется при проведении сварных работ с черным металлом, нержавейкой и алюминием.
Вернуться к оглавлению
Основные этапы настройки оборудования
На начальном этапе настройка полуавтомата заключается в подборе силы сварочного тока с учетом толщины используемого в работе металла. Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=sILz3pZgYDs
После того, как проведена настройка силы тока или напряжения, проводится настраивание скорости подачи рабочей проволоки. Скорость подачи должна соответствовать табличным показателям. Для изменения скорости подачи рабочей проволоки можно использовать сменные шестерни, которые имеются в комплекте оборудования, поставляемого совместно со сварочным аппаратом. Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Вернуться к оглавлению
Особенности, которые требуется соблюдать при проведении настройки аппарата
Режим сварки, который используется в процессе работы, зависит от большого количества факторов. Все эти факторы, влияющие на качество работы, должны учитываться при проведении подготовки оборудования к работе.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=uNIF5YuJP8M
Если планируется в процессе проведения работ использование газа или смеси газов для создания защитной среды, то перед включением аппарата следует открыть вентиль подачи газовой смеси. Перед использованием газа на редукторе следует выставить рабочее давление, которое необходимо в процессе работы. Перед использованием газового баллона его следует проверить на целостность и исправность. Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ. Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ. Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
В процессе работы не следует перегружать аппарат и непрерывно использовать его.
Настройка полуавтомата для сварки профильной трубы!
содержание видео
Рейтинг: 4.0; Голоса: 1
Настройка полуавтомата для сварки профильной трубы! Olegs: Добрый Вечер! Я думаю, что лучше людей учить сразу правильно, а не методом не научного втыка. На андройде есть куча приложений (например Fronius Weld Design) где можно рассчитать оптимальные параметры для сварки. Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине). Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины.
Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине). Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины. Думаю что нужно обязательно показать стрекотаниенормальной дуги, зачастую сварщик не имеет на аппарате ваще никаких рабочих показаний и отстраивает режим только лишь по стрекоту дуги, понятно что начинающим это сложновато, но дать это услышать, и постараться запомнить, в видосе обязательно нужно. В любом случае спасибо Вам за ваш труд. Такие видосы воодушевляют не рукожопых граждан к подвигам!
Думаю что нужно обязательно показать стрекотаниенормальной дуги, зачастую сварщик не имеет на аппарате ваще никаких рабочих показаний и отстраивает режим только лишь по стрекоту дуги, понятно что начинающим это сложновато, но дать это услышать, и постараться запомнить, в видосе обязательно нужно. В любом случае спасибо Вам за ваш труд. Такие видосы воодушевляют не рукожопых граждан к подвигам!
Дата: 2020-11-18
← Важный нюанс при сварке, который должен знать каждый!
Тест электродов Арсенал Стоит ли брать? →
Похожие видео
Бетонный лаз в погреб Погреб своими руками Погреб из бетона
• Александр Кваша
DIY — How to make JUMONJI YARI from A4 paper
• Оригами и поделки из бумаги А4
Почва не пушистая, а плодородная! Как вернуть плодородие любой почве? Восстанавливаем и улучшаем!
• Иван Русских
Главный для чеснока! Чем бы ни заправляли грядку под чеснок, не забудьте об этом чесночном витамине!
• Иван Русских
Подготовка почвы и внесение удобрений для урожая! Что надо сделать сейчас, чтобы картофель не болел.
• Иван Русских
Самый вкусный рецепт капусты! Квашеная капуста с помидорами на зиму
• Во саду ли в огороде
Комментарии и отзывы: 9
Alexey
Сила тока, это на самом деле не сила тока, а скорость подачи проволоки. Настраивается по звуку. Выставляем предварительно напряжение и индуктивность, потом на куске металла прикладываем одной рукой горелку, поджигаем, второй рукой крутим силу тока (скорость подачи проволоки) и добиваемся по звуку мягкой равномерной дуги, минимального разбрызгивания. По Вашей методике можно весь день настраивать.
Сергей
Много тока и малая скорость сварки. Недопустимо покраснение всей детали. Валик с обратной стороны это не провар а пережог и ценности в шве не имеет никакой. Для стопроцентного провара нужно варить детали в зазор и заполнением металлом обеих кромок. Учите людей правильно, многие могут составлять опасность себе и окружающим латанием авто в гараже и подальшей эксплуатацией его.
Richard
Взял Русэлком 160 MIG/MMA. Есть только сварочный ток и скорость подачи проволоки. Написано что в режиме MIG ручка форсажа дуги не используется. Подбираю методом практики: профильную трубу приварил отлично, все проварилось. А вот начал варить уголок на воротах (толщина тройка) стало не хватать провара. Добавил сварочный ток и все равно провар слабый.
Есть только сварочный ток и скорость подачи проволоки. Написано что в режиме MIG ручка форсажа дуги не используется. Подбираю методом практики: профильную трубу приварил отлично, все проварилось. А вот начал варить уголок на воротах (толщина тройка) стало не хватать провара. Добавил сварочный ток и все равно провар слабый.
Алексей
Существует стандартная формула расчета сварочного напряжения. Напряжение = 14 + 0. 05Сварочный ток. Так при токе 200 ампер, напряжение равно 24 вольтам. Все конечно зависит от того в каком положении варится деталь и от личных предпочтений сварщика. Но для начинающих сварщиков эта формула должна служить ориентиром
zmei
Друг, скажи такую вещь. Силу тока на минимуме ставлю, подачу проволоки по середине. Пробую варить металл 1 мм. Шов получается высокий, а у тебя широкий, если я добавляю тока, то метал горит. Подачу пробовал убовлять и прибовлять, качество еще хуже. В чем может проблема быть? В провалоке может?
Алексей
С расходом прокол. Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Vine
Здравствуйте Роман. Скажите почему при подботе оптимальных настроек вольтажа и подачи, когда звук сварки ровный, валик получается выпуклым? У меня получились настройки 19вольт и подача 6. 5 м/мин. Звук прям гул стоит. Но валики именно выпуклые. Варил П трубу стенка 1. 5
Андрей
Добрый день. мне предложили полуавтомат ресанта саипа 200, прежний хозяин измучился с настройками никак у него не получалось. Если было видео по настройке именно ресанты буду очень благодарен если нет то на нет и суда нет
Дмитрий
В меня эдон миг 315 нев. Как мен его настроить? У меня флюсовая проволка, нет пока балона. Мне надо жесть заварить, верней лопату для уборки снега. Там тонкий метал. Помоги друг
Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание статьи
- Общая информация
- Особенности настройки
- Настройка полуавтомата
- Подготовительный этап
- Поиск оптимальных настроек : 1 этап
- Поиск оптимальных настроек : 2 этап
- Итог
- Вместо заключения
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Желаем удачи в работе!
советы для новичка по правильной сварке проволокой
Содержание:
- Разные виды полуавтоматической сварки
- Как настроить сварочный аппарат для полуавтоматической сварки
- Как правильно варить
- Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом — один из самых известных и популярных методов соединения деталей. Технология несложная даже для новичка, главное — выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
- в среде инертного газа;
- за счет защитного газа;
- пользуясь порошковой проволокой.
Сварка полуавтоматом в среде инертного газа — сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: «Что такое полуавтоматическая сварка: виды, устройство и принцип работы»
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто — в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.
- Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
- Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
- Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока.
 Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: «Что лучше выбрать: сварочный полуавтомат или инвертор»
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: «Как выбрать сварочный полуавтомат для дома»
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: «Рейтинг сварочных полуавтоматов по надежности в Украине — ТОП 7 лучших моделей»
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Содержание страницы
- 1 Сварка полуавтоматом
- 2 Что нужно знать о сварке полуавтоматом
- 3 Общие правила сварки
- 4 Настройка сварочного аппарата
- 5 Виды сварочных швов
- 6 Вертикальный шов
- 7 Сварка тонкого металла
- 8 Сварка толстых металлов
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит; - если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т. к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.

По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Самодельная полуавтоматическая установка TIG.
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Самодельная полуавтоматическая установка TIG.
28.08.2016 #1
Самодельная полуавтоматическая установка Tig.

Не знаю, как это началось, но мы просто болтали глупости в местном хакерском пространстве. Мы нашли старый портал от большого чертежного плоттера или что-то в этом роде, привязали к нему горелку Tig. После пары прогонов, набирая скорость со старым блоком питания, мы получили неплохие результаты. Смотрите видео. Как вы можете видеть на видео, очевидно, что он все еще нуждается в дозвоне, тем не менее мы задались вопросом, что еще мы могли бы сделать.
С этой текущей настройкой угол, высота и скорость горелки TIG были определены за нас, так как нам все еще нужно было использовать педаль управления и подающий стержень. Мы провели мозговой штурм идей и хотим включить: автоматическую подачу присадочной проволоки, регулируемый контроль высоты и, надеюсь, контроль силы тока, а. Ардуино.
Это позволит нам контролировать скорость, уровень наполнения и управление псевдо-педалями.
Пожалуйста, вернитесь к этому для получения дополнительных обновлений.
Скоро будут фото.
Ответить с цитатой
28.08.2016 #2
Re: Самодельный полуавтоматический Tig.
отлично подходит для плоской пластины в горизонтальном положении!
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
28.
 08.2016
#3
08.2016
#3Re: Самодельный полуавтоматический Tig.
Спасибо. Сегодня вечером поработаю еще над этим. Мы собираемся отказаться от рамы принтера и использовать алюминий с Т-образными пазами для новой рамы с регулируемым креплением горелки TIG. Как упоминалось выше, мы используем механизм подачи проволоки MIG в качестве двойного держателя стержня TIG/держателя проволоки MIG. Вечером должно быть новое видео с фотками.
Ответить с цитатой
28.
 08.2016
#4
08.2016
#4Re: Самодельный полуавтоматический Tig.
вот фото результатов. это все еще подается с наполнителем вручную… следующее обновление будет с автоматической подачей….
Прикрепленные изображенияОтветить с цитатой
08-29-2016 #5
Re: Самодельный полуавтоматический Tig.

Интересный проект!
На прошлой работе я участвовал в сборке аппарата для автоматической сварки TIG.
Деталь вращалась под резаком ходовым винтом/серводвигателем.
Наполнитель подавался с помощью механизма подачи проволоки. Серводвигатель, механизм подачи проволоки, усилители
и газовый клапан управлялись с ПК. Машина сделала
красивых сварных шва, но по-прежнему требовался опытный оператор
(сварщик TIG).
Удачи и держите нас в курсе!Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион ЭлитаОтветить с цитатой
29.08.2016 #6
Re: Самодельный полуавтоматический Tig.

Вот видео моего приятеля, описывающего нашу импровизированную машину.
Видео показывает хороший крупный план результатов, но я загружу картинку завтра или когда получу рабочий стол.
Еще не все, и, пожалуйста, оставьте комментарий, если у вас есть какие-либо идеи..
Спасибо .Ответить с цитатой
29.08.2016 #7
Re: Самодельный полуавтоматический Tig.

Очень круто. Мне нравится видеть творческие способы использования оборудования и других ресурсов.
2016 AHP AlphaTIG 200X
Dave’s Astro Shop
Dave’s Telescopes PageОтветить с цитатой
08-29-2016 #8
Re: Самодельный полуавтоматический Tig.
Прошу прощения за мой шум..
 ..
..Но вы не на пути создания автоматизированной установки MIG (GMAW)? Что-то вроде роботов-сварщиков, которые продаются уже много лет.
Продолжайте экспериментировать! Веселиться. Взломайте сколько душе угодно. Но имейте в виду, что вы можете заново изобретать велосипед.
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #9
Re: Самодельный полуавтоматический Tig.

Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 #10
Re: Самодельный полуавтоматический Tig.

Первоначально написал N2 Welding
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
вы имеете ввиду вот так: https://www.arc-zone.com/index.php?m…1354_2182_1356 ?Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #11
Re: Самодельный полуавтоматический Tig.

Не совсем то, что я имел в виду, но тем не менее это круто и, вероятно, намного дороже, чем то, что я имел в виду. Представьте себе, что приводные ролики MIG или шпульного пистолета находятся в вашей руке, как шпульный пистолет, но вместо того, чтобы подавать проволоку из колеса проволоки, он будет подавать проволоку для тиг-прутка. Хотя теперь, когда я думаю об этом, он был бы довольно тяжелым и довольно громоздким в использовании, если бы устройство не было сделано из очень легких материалов, включая приводной двигатель, что в тот момент сделало бы его непомерно дорогим.
Мозговой штурм. Если бы моторизованную часть устройства можно было привязать к предплечью над запястьем, а трубку для кормления можно было бы держать как карандаш, то оно могло бы быть не таким тяжелым и громоздким в руке.
На самом деле его можно надеть как перчатку и бандаж для запястья со встроенной в него металлической опорой, которая помогает выдерживать вес и предохраняет запястье и руку от усталости.

Наконец, его можно настроить с помощью выключателя, как у механического карандаша, а также с опцией скорости подачи 2T и 4T с синхронизацией.
Извините, я не пытаюсь отвлечь вас от вашей идеи. Просто у меня была мысль, которой я думал поделиться.
Последний раз редактировалось N2 Welding; 29.08.2016 в 11:53.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
08-29-2016 #12
Re: Самодельный полуавтоматический Tig.

N2, есть механическое устройство, похожее на карандаш, которое будет индексировать стержень в вашей руке нажатием кнопки.
Но если вы не можете повернуть стержень, удерживая горелку, поддерживать постоянный зазор при перемещении резака, а затем погружать стержень почти непрерывными движениями, удерживая сварочную ванну в движении… Тогда вас вряд ли можно назвать сварщиком TIG.
Я снова влюбился в сварку, когда открыл для себя TIG и стал неотъемлемой частью процесса!
Да, я GTAW Snob. И горжусь этим!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
08-29-2016 №13
Re: Самодельный полуавтоматический Tig.

SqWave 200
Миллерматик 190
Airco 200 AC
Hypertherm PM45
Ленточная пила Boice-Crane
Виктор О/АОтветить с цитатой
08-29-2016 №14
Re: Самодельный полуавтоматический Tig.

Ну сварщиком я пока не очень. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 №15
Re: Самодельный полуавтоматический Tig.

Первоначально Послано N2 Welding
Ну, я еще не сварщик. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Попрактикуйтесь в соединениях внахлестку без наполнителя или попробуйте укладку проволоки, чтобы почувствовать работу горелки TIG. ТОГДА добавь замешательство от координации своей небрежной руки.Вы когда-нибудь завинчивали гайку и болт трещоткой и гаечным ключом? Если да; ты уже на полпути!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.
 08.2016
№16
08.2016
№16Re: Самодельный полуавтоматический Tig.
Спасибо, Майк, надо будет попробовать.
Да, и да, я затягивал и ослаблял множество комбинаций болтов и гаек, используя обе руки либо с помощью двух комбинированных ключей, либо с помощью комбинации гаечного ключа и храповика
Последний раз редактировалось N2 Welding; 29.08.2016 в 13:07.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.

Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Дуговая сварка в замкнутом пространстве: чем может помочь удаленный видеомониторинг
Часто начинающим сварщикам требуется совсем немного времени, чтобы ощутить пагубные последствия сварки для здоровья. Глаза, обожженные вспышкой, — знакомое ощущение для многих сварщиков, несмотря на меры предосторожности, и большинство сварщиков знают, каково это работать в лихорадке металлического дыма, чтобы завершить смену. Хотя работодатели, группы безопасности рабочих и сами сварщики прилагают усилия для предотвращения обоих этих состояний, они все еще распространены, особенно для сварщиков, работающих в ограниченном пространстве.
В некоторых случаях свет от дуги отражается от поверхностей позади сварщика, а затем от внутренней линзы маски, обжигая глаза. В замкнутом пространстве иногда невозможно удалить дым, образующийся в процессе сварки, независимо от того, сколько вентиляторов установлено. Если используются процессы GMAW и GTAW, не всегда возможно вообще установить вентиляторы, поскольку чрезмерный поток воздуха сдует защитный газ и загрязнит сварной шов. Одним из решений этих проблем является использование автоматизированного сварочного аппарата с удаленным видеонаблюдением для завершения сварки, в то время как оператор наблюдает за процессом из другого места. В этой статье мы поговорим о том, почему дистанционный мониторинг сварных швов стоит вложений, а также приведем правила и рекомендации по дуговой сварке в закрытых помещениях.
В замкнутом пространстве иногда невозможно удалить дым, образующийся в процессе сварки, независимо от того, сколько вентиляторов установлено. Если используются процессы GMAW и GTAW, не всегда возможно вообще установить вентиляторы, поскольку чрезмерный поток воздуха сдует защитный газ и загрязнит сварной шов. Одним из решений этих проблем является использование автоматизированного сварочного аппарата с удаленным видеонаблюдением для завершения сварки, в то время как оператор наблюдает за процессом из другого места. В этой статье мы поговорим о том, почему дистанционный мониторинг сварных швов стоит вложений, а также приведем правила и рекомендации по дуговой сварке в закрытых помещениях.
Сварка в нормальных условиях представляет собой опасную операцию; ожоги, поражение электрическим током и вдыхание потенциально вредных газов являются обычными рисками. Дуговая сварка в небольших и закрытых помещениях усугубляет эти риски, но в некоторых отраслях она неизбежна. Сварка труб большого диаметра для водопроводных, канализационных и нефтепроводов иногда требует сварки внутренней части трубы. Любая сварка, проводимая под палубой на борту корабля, может считаться сваркой в закрытом помещении. Даже на нефтяных буровых платформах и нефтеперерабатывающих заводах, где задействованные конструкции в значительной степени открыты для атмосферы, сварка должна выполняться в ограниченном пространстве. Каждая из этих отраслей имеет свои индивидуальные, часто очень специфические правила техники безопасности, но суть этих требований в целом одинакова для разных отраслей.
Сварка труб большого диаметра для водопроводных, канализационных и нефтепроводов иногда требует сварки внутренней части трубы. Любая сварка, проводимая под палубой на борту корабля, может считаться сваркой в закрытом помещении. Даже на нефтяных буровых платформах и нефтеперерабатывающих заводах, где задействованные конструкции в значительной степени открыты для атмосферы, сварка должна выполняться в ограниченном пространстве. Каждая из этих отраслей имеет свои индивидуальные, часто очень специфические правила техники безопасности, но суть этих требований в целом одинакова для разных отраслей.
При дуговой сварке в закрытых помещениях необходимо соблюдать следующие правила:
- В помещении не должно быть атмосферных опасностей. Закрытые помещения, в которых задерживаются легковоспламеняющиеся газы, могут быть очень опасными, если дуга зажжется в присутствии этих газов. Накопление инертных газов, с другой стороны, может вызвать удушье. Перед началом сварщик должен убедиться, что пространство свободно от обоих.
 Для обеспечения отсутствия газа в помещении могут потребоваться приборы для обнаружения газа.
Для обеспечения отсутствия газа в помещении могут потребоваться приборы для обнаружения газа. - Закрытое помещение должно проветриваться. Управление по охране труда и гигиене труда США (OSHA) считает, что механическая вентиляция необходима, если на одного сварщика приходится менее 10 000 кубических футов, высота потолка менее 16 футов или поперечная вентиляция значительно затруднена.
- Механическая вентиляция или вентиляционные каналы при их использовании не должны блокировать доступ или выход из закрытого помещения. OSHA также разъясняет, что вентиляция или механические воздушные насосы, используемые для вентиляции помещения, не должны мешать сварщику входить в помещение или выходить из него. Например, если доступ осуществляется через лестницу, пандус или лифт, метод вентиляции не может препятствовать его использованию.
- Газовые баллоны и сварочное оборудование должны оставаться вне помещения. Выхлопные газы могут быстро скапливаться в замкнутом пространстве, поэтому сварочные источники питания, в которых для подачи тока используются газогенераторы, должны находиться в вентилируемом помещении.
 Газовые баллоны должны находиться на достаточном расстоянии от рабочей зоны, чтобы избежать искр или перегрева сосудов.
Газовые баллоны должны находиться на достаточном расстоянии от рабочей зоны, чтобы избежать искр или перегрева сосудов. - В случае чрезвычайной ситуации может потребоваться дежурный, знакомый с процедурами спасения. Опасности дуговой сварки в замкнутых пространствах настолько опасны, что Международная ассоциация буровых подрядчиков (IADC) указывает, что обслуживающий персонал должен быть готов вытащить сварщика из помещения в случае, если он получит травму или будет поражен дымом.
- Сварщик должен быть обеспечен надлежащими средствами индивидуальной защиты (СИЗ). Наряду с обычным защитным снаряжением IADC также предлагает оснастить сварщика страховочным поясом и страховочным тросом, чтобы у помощника была возможность вытащить его или ее в случае необходимости.
- Должна быть назначена пожарная вахта для наблюдения за соседними помещениями. OSHA содержит дополнительные рекомендации по предотвращению пожара, когда существует вероятность того, что соседние помещения могут подвергнуться воздействию искр или тепла от сварки.
 OSHA рекомендует, чтобы в этом районе наблюдал кто-то с соответствующим противопожарным оборудованием, чтобы тушить пожары до того, как они вспыхнут. Приведенный пример относится к судоремонту, но эта практика может быть легко применена и к другим промышленным объектам, где закрытые помещения соседствуют с чувствительными зонами.
OSHA рекомендует, чтобы в этом районе наблюдал кто-то с соответствующим противопожарным оборудованием, чтобы тушить пожары до того, как они вспыхнут. Приведенный пример относится к судоремонту, но эта практика может быть легко применена и к другим промышленным объектам, где закрытые помещения соседствуют с чувствительными зонами.
В данном руководстве дается исчерпывающий обзор опасностей, связанных с дуговой сваркой в замкнутом пространстве, и объем усилий, необходимых для обеспечения безопасности сварщика и окружающей среды. Рекомендация иметь помощника по технике безопасности, чтобы помочь сварщику, если он не может выбраться самостоятельно, подчеркивает, насколько действительно опасными могут быть эти ситуации. Идеальным решением является полное удаление сварщиков из закрытых помещений, что возможно благодаря усовершенствованиям в области автоматизации и оптики.
Системы дистанционного наблюдения обеспечивают безопасное решение Любой сварщик знаком с проблемой фотографирования или видеосъемки сварного шва в процессе. В результате всегда получается яркий световой шар, и даже с фильтром над объективом все равно трудно увидеть что-либо, кроме дуги и, возможно, свечения расплавленной лужи. Активная фильтрация меняет это. Оптика, фильтрующая определенные световые частоты из видеопотока, позволяет не только наблюдать за сварным швом на расстоянии, но и видеть его с уровнем четкости, превосходящим то, что можно увидеть через сварочную маску.
В результате всегда получается яркий световой шар, и даже с фильтром над объективом все равно трудно увидеть что-либо, кроме дуги и, возможно, свечения расплавленной лужи. Активная фильтрация меняет это. Оптика, фильтрующая определенные световые частоты из видеопотока, позволяет не только наблюдать за сварным швом на расстоянии, но и видеть его с уровнем четкости, превосходящим то, что можно увидеть через сварочную маску.
В сочетании с автоматизированными системами сварки, такими как орбитальная сварка, системы дистанционного наблюдения обеспечивают уровень точности контроля сварного шва, который не может быть обеспечен при ручной сварке. Преимущество возможности удаленного контроля и мониторинга процедуры сварки заключается в том, что сварщики защищены от опасностей, присущих сварке в замкнутых, плохо проветриваемых помещениях. В сочетании с механизированными процессами сварки системы дистанционного контроля сварки обеспечивают решение для дуговой сварки в замкнутом пространстве или даже в недоступном или опасном месте.
Компания Arc Machines, Inc. специализируется на автоматизированных системах орбитальной сварки и системах дистанционного наблюдения, необходимых для обеспечения безопасности сварщиков при сварке в закрытых помещениях. По вопросам продукции обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Подготовка к сварке: как настроить сварочный аппарат
Опубликовано BOC
Если вы хотите безопасно и эффективно сваривать и получать наилучшие результаты, вам необходимо правильно настроить сварочный аппарат.
Существует несколько ключевых аспектов работы сварочного аппарата, с которыми необходимо разобраться. В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
Скорость подачи проволоки, измеряемая в миллиметрах в минуту, имеет решающее значение для получения удовлетворительного наплавленного металла. Скорость и характеристики проволоки, такие как толщина, должны соответствовать металлу, с которым вы работаете.
Сварочные аппараты оснащены элементами управления для установки скорости подачи проволоки, поэтому вам будет достаточно просто отрегулировать скорость в соответствии с вашими сварочными задачами.
Важность напряжения и тока
Также следует обратить внимание на регуляторы сварочного напряжения и тока на сварочном аппарате.
Некоторые источники питания позволяют устанавливать напряжение. Эти источники питания «постоянного напряжения» обычно используются для автоматических и полуавтоматических процессов сварки (GMAW, FCAW). В этом типе источника питания напряжение устанавливается ручкой на станке, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки. Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
В этом типе источника питания напряжение устанавливается ручкой на станке, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки. Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Мы видим, что это «саморегулирующаяся» система, предотвращающая «вонзание» проволоки в заготовку. Очевидно, что этому есть пределы. Что усложняет настройки напряжения и силы тока (скорости подачи проволоки) для этого типа источника питания, так это то, что вы можете переключаться между различными «режимами передачи» в зависимости от вашего напряжения, силы тока и газа, используемого в качестве защиты, в случае GMAW. Сварочное напряжение в первую очередь определяет длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине.
По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине.
Используйте слишком низкое напряжение, иначе проволока не будет достаточно плавиться для получения хорошего сварного шва. Однако при выборе слишком высокого напряжения сварочная проволока может перегреться, что также приведет к плохим результатам.
Некоторые источники питания позволяют установить только силу тока. Эти источники питания «постоянного тока» обычно используются для процессов ручной сварки (GTAW, SMAW). В этом типе источника питания напряжение является функцией дугового промежутка. Чем длиннее дуга, тем выше напряжение. Таким образом, вы не можете «установить» напряжение. Это функция техники сварщика.
Соотношение V=IR (закон Ома, где V = напряжение, I = ток и R = сопротивление) выполняется для всей дуги, но не для самого источника питания. При таком типе источника питания, когда сварщик изменяет напряжение, изменяя длину дуги, сила тока не изменяется линейно, как это следует из закона Ома. Скорее всего, сила тока изменится незначительно при изменении напряжения. Отсюда и название «постоянный ток».
Скорее всего, сила тока изменится незначительно при изменении напряжения. Отсюда и название «постоянный ток».
Подготовка сварочного аппарата
Теперь, когда вы рассмотрели скорость подачи проволоки, ток и напряжение, пришло время перейти к подготовке сварочного аппарата.
Это можно разделить на несколько этапов, каждый из которых имеет решающее значение для достижения хорошего результата:
1. Закрепите механизм подачи проволоки – Убедитесь, что ролики подачи проволоки на вашем аппарате правильно отрегулированы для толщины и типа проволоки. вы собираетесь использовать. Это можно сделать, затягивая пальцами стопорную гайку провода, пока провод не будет надежно, но не чрезмерно удерживаться на месте. Проведите проволоку через механизм подачи проволоки – проволока выйдет и затем подается во втулку шланга подачи проволоки, который соединяет блок подачи проволоки с горелкой.
Наконец, задействуйте ролики подачи проволоки, которые должны быть установлены с удовлетворительным натяжением. Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке горелки.
Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке горелки.
2. Проверьте крышку и кабель . Затем проверьте, закрыта ли крышка провода на машине и что внутри ничего не хранится. Этот шаг повышает безопасность, а также помогает гарантировать, что ваша проволока не загрязнится пылью и маслом в процессе проектирования.
Убедитесь, что обратный провод прикреплен к свариваемому изделию или, в качестве альтернативы, к рабочему столу. Шланг горелки должен быть как можно более прямым, чтобы сварочная проволока подавалась плавно во время работы.
3. Установите длину проволоки – Стремитесь к 10-кратному диаметру проволоки (например, для проволоки 1 мм хорошим ориентиром будет стержень из 10 мм). Это позволит вам увидеть наплавку сварного шва во время сварки, а также повысит эффективность защитного газа.
Выполнение пробной сварки
Какими бы хорошими ни были современные сварочные аппараты (и насколько бы вы ни были уверены в своих сварочных навыках), метод проб и ошибок зачастую является единственным способом добиться идеального сварного шва.
Вот почему рекомендуется потренироваться в виде пробного сварного шва перед тем, как приступить к реальной задаче, которую вы хотите выполнить.
Вот некоторые моменты, на которые следует обратить внимание:
- Используйте кусок металла, аналогичный тому, который вы фактически будете сваривать, чтобы получить правильные настройки и приспособиться к условиям
- Настраивайте скорость подачи проволоки, напряжение или силу тока во время выполнения пробной сварки, чтобы определить наилучший подход
- Во время сварки следите за низкой скоростью подачи проволоки, вызывающей перегрев наплавленного металла. Будьте также осторожны с высокой скоростью проволоки, которая может оставить после себя волокнистый вид и брызги.
Если вы довольны результатами пробной сварки и все остальное на вашей машине настроено правильно, можно приступать к работе. Теперь вы можете сохранить свои настройки и с уверенностью перейти к полноценной сварочной работе.
Подробнее об этой теме можно узнать из нашего видеоролика «Введение в сварку MAG — настройка сварочного аппарата»
Более практичные советы по сварке MAG см. видео серия.
Превратите свой сварочный аппарат MIG в аппарат для сварки алюминия с помощью Xtreme 4× — Baker’s Gas & Welding Supplies, Inc. . В видео ниже ведущие шоу Spike TV
Xtreme 4×4 покажет нам, как это сделать. В этом выпуске Xtreme 4×4 вы узнаете все о сварке сплавов, о том, как преобразовать сварочный аппарат MIG в сварочный аппарат для алюминия, и о многом другом.
Полная стенограмма под видео
Сегодня мы, засучив рукава, приступим к основам создания замечательных нестандартных изделий, которые вы видите на шоу. Все начинается со сварщика; сегодня Extreme 4×4:
Все начинается со сварщика; сегодня Extreme 4×4:
- Сварка алюминия
- Как преобразовать машину у вас есть
- Как работает шпулемет плюс
- Как заставить все сиять
Ян Джонсон (ведущий):
Не так давно здесь, в Extreme , мы вынесли все проекты на улицу, целый день говорили о сварщиках MIG, в частности о том, как сваривать MIG трубы из мягкой стали. Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Алюминий — это сплав, который повсеместно используется как в автомобилестроении, так и в производстве. Теперь, когда вы работаете с алюминием, вы можете получить его в самых разных формах. Вы можете получить большие листы, гладкие или текстурированные, как здесь. Вы можете получить его во всех видах различных размеров и толщины полос, стержней, круглых и даже алюминиевых труб. Затем его можно легко превратить в такие предметы, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Вы можете получить большие листы, гладкие или текстурированные, как здесь. Вы можете получить его во всех видах различных размеров и толщины полос, стержней, круглых и даже алюминиевых труб. Затем его можно легко превратить в такие предметы, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Когда мы говорим, что алюминий — это сплав, это означает, что он не чистый.
Они берут алюминий и смешивают его с другими веществами, чтобы сделать его сильнее или слабее. Теперь мы смешиваем его вместе обычно с медью, цинком, марганцем, силиконом и даже магнием. И сильные стороны варьируются от 1000 до 8000, и в этой области есть сотни различных версий этого числа. Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
7075 — один из самых прочных сплавов, в котором содержится большое количество цинка, и в зависимости от отпуска его можно сравнить с некоторыми сталями.
7075 — один из самых дорогих алюминиевых сплавов, который редко используется в автомобилях. Он стал очень популярным в мире бездорожья для длины подвески из-за его высокой прочности на растяжение и способности противостоять изгибу.
6061 представляет собой сплав, поддающийся термообработке, и поэтому вы видите, что он часто используется в легких и средних конструкциях, таких как эта опора шестерни, особенно после термообработки.Я имею в виду, что это просто. Эта опора шестерни начиналась как кусок алюминия. Затем его вырезали и помещали в печь для термической обработки. По сути, это нагревание и охлаждение предмета с определенной скоростью. Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
Итак, сегодня мы собираемся использовать этот лист, как только он будет установлен.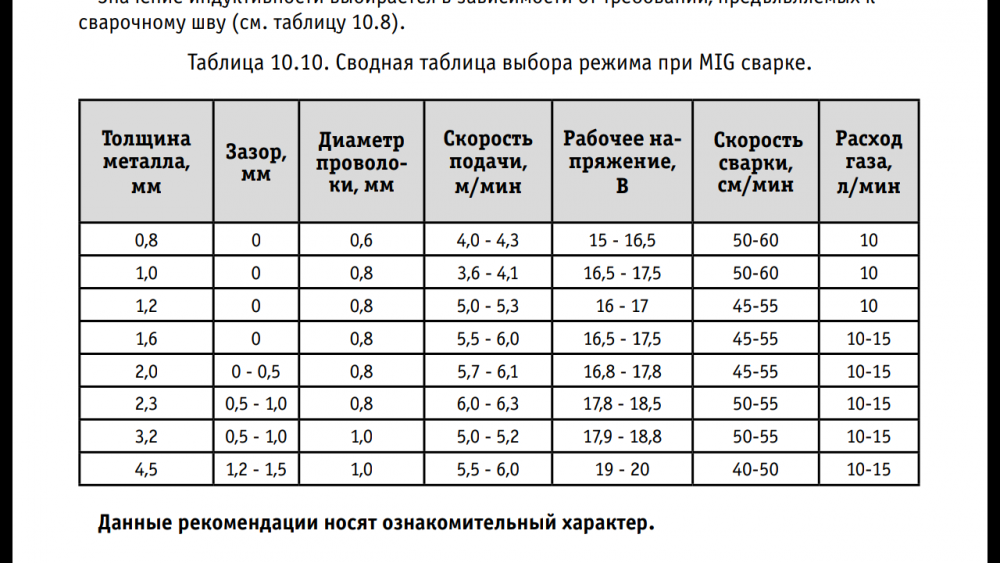
Мы собираемся разрезать этот лист алюминия 5052. Сейчас 5052 никак не поддается термообработке, но очень легко сваривается и с ним очень легко работать. Он хорошо справляется с вибрациями, не трескается, что делает его идеальным для бездорожья.
Теперь первое, что мы должны сделать с этим листом, это разрезать его.Прелесть работы с алюминием в том, что это легко сделать. Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Теперь этот тип алюминия можно использовать для целого ряда вещей. Вы можете использовать его для панелей кузова, пола, крыши, вы даже можете построить свой собственный топливный элемент. Из-за его толщины в 3/6 дюйма вы даже можете использовать его для защитной пластины, несмотря на то, что он невероятно легкий.
Из-за его толщины в 3/6 дюйма вы даже можете использовать его для защитной пластины, несмотря на то, что он невероятно легкий.
Видите ли, необработанный алюминий плавится при 1200 градусах, но оксидное покрытие, которое находится поверх этого алюминия, плавится при 3700 градусах. Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Прежде чем склеивать алюминий, нам, очевидно, нужно настроить нашу машину MIG для сварки алюминия.
Один из самых простых способов сделать это — добавить насадку для катушки. Видите ли, алюминиевая проволока слишком мягкая, чтобы протолкнуть гильзу вверх и наружу из обычного пистолета. Таким образом, добавляя пистолет для катушки, вы монтируете небольшой рулон алюминиевой проволоки прямо здесь, рядом с заготовкой. Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами.
- У вас есть основной источник питания для подачи дуги до наконечника
- У вас есть подача газа, чтобы газ мог попасть в сопло, и
- Электрическое соединение, позволяющее управлять сварочным аппаратом MIG с помощью удаленных настроек на горелке с катушкой

Для защиты требуется 100% чистый аргон. Теперь у некоторых сварочных аппаратов есть два блока цилиндров сзади, поэтому у вас может быть баллон с чистым аргоном с одной стороны и газовая смесь с другой, и вы можете продолжать использовать свой сварочный аппарат как для мягкой стали, так и для алюминия, когда захотите. Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ сделать дешевле.
Сегодня речь пойдет о сварке алюминия.
На данный момент мы подготовили немного металла и показали вам, ребята, один вариант — это насадка для катушки, которую вы подключаете к профессиональному сварочному аппарату, такому как этот аппарат на 220 вольт, прямо здесь. Но я знаю многих из вас, ребята; вы мечтаете о таком сварочном аппарате, тем более что к тому времени, когда вы добавите к нему шпульный пистолет, он будет стоить почти 2000 долларов. Ну, не волнуйся.
Ну, не волнуйся.
Если у вас есть такой маленький сварочный аппарат — мы купили его некоторое время назад за 350 долларов, а затем переделали. Это машина на 220 вольт, но машина на 110 вольт тоже подойдет. Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Процесс начинается с замены металлического вкладыша внутри кабеля пистолета на неметаллический вкладыш.Это предотвратит заедание алюминия внутри вкладыша и его заедание. Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Теперь, если вы помните, когда мы говорили о типах алюминия, мы упомянули, что существует множество различных сплавов.
Что ж, в алюминии есть одна особенность: вам нужно подобрать присадочный материал или проволоку к этому конкретному типу сплава. Это не похоже на сварку стали, когда вы можете просто взять моток проволоки, бросить его в сварочный аппарат и начать сварку, и обычно в итоге получается довольно хороший сварной шов. Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
И мы выбрали вот этот, который нас полностью устраивает: 17,7 и 184, он ложится ровно и дает нам хорошее проникновение.
Но прежде чем мы начнем сварку, вам нужно понять кое-что об алюминии. См. Алюминий является отличным проводником как электричества, так и тепла. Теперь эта теплопроводность может вызвать то, что называется «обратным выгоранием» на краях. Нет, это означает, что когда вы свариваете, металл на самом деле плавится от вас, независимо от того, сколько присадочного материала у вас будет, вы просто будете продолжать прожигать отверстие. Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете резак. Когда вы берете в руки свой шпульный пистолет, вы хотите, чтобы вы хотели сварить этот валик примерно в два раза быстрее, чем вы бы сварили валик из куска стали аналогичной толщины, и это предотвратит обратное прожигание.
Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете резак. Когда вы берете в руки свой шпульный пистолет, вы хотите, чтобы вы хотели сварить этот валик примерно в два раза быстрее, чем вы бы сварили валик из куска стали аналогичной толщины, и это предотвратит обратное прожигание.
Мы взяли этот кусок толстого алюминия, просто наложили девять бусин и полностью деформировали его из естественной формы. Есть пара хитростей и советов, чтобы этого не произошло.
На длинных соединениях лучше всего прихватить его в как можно большем количестве мест, а затем сварить различные участки соединения, чтобы предотвратить эту деформацию.
Между сваркой стали и алюминия есть некоторые важные различия в безопасности. Самая большая разница — это оттенок вашего шлема. Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его прямо сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь. Еще одна проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его прямо сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь. Еще одна проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Теперь сварка алюминия не заканчивается сваркой MIG. Есть еще несколько способов сделать это.
Сегодня мы подробно рассмотрим алюминий, различные свойства сплава, как с ним работать и как его сваривать.
И мы только что рассмотрели один из самых простых способов сделать это с помощью шпульного пистолета, прикрепленного к сварочному аппарату MIG. Но если вы имеете дело с очень тонким материалом, как вот этот кусок алюминия, проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [с] сварочным аппаратом TIG и ножным управлением, у вас есть полный контроль над выходной мощностью сварочных аппаратов во время сварки. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
Но если вы имеете дело с очень тонким материалом, как вот этот кусок алюминия, проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [с] сварочным аппаратом TIG и ножным управлением, у вас есть полный контроль над выходной мощностью сварочных аппаратов во время сварки. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
Видите ли, старым стандартом для алюминия был 100% чистый вольфрам, который вы загружали в горелку, а затем скручивали его конец. Это дало бы вам очень толстую дугу при сварке. Станок Миллера использует 2% тория, тот же вольфрам, который мы используем для стали, и вы затачиваете его до острого острия. Это дает вам более точную дугу, которая выходит из этого факела, и, следовательно, больший контроль. Теперь, чтобы немного упростить сварку TIG, можно приобрести одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она подходила для труднодоступных мест во время сварки, а защитный газ и газ, которые мы используем, такие же, как и при сварке MIG: чистый аргон.
Это дает вам более точную дугу, которая выходит из этого факела, и, следовательно, больший контроль. Теперь, чтобы немного упростить сварку TIG, можно приобрести одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она подходила для труднодоступных мест во время сварки, а защитный газ и газ, которые мы используем, такие же, как и при сварке MIG: чистый аргон.
Сначала механически удалить оксидную поверхность, а затем очистить ее. Присадочный материал доступен в различных сплавах и размерах, как и проволока MIG, которую мы рассматривали ранее. Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Не буду тебе врать. Сварка TIG — это очень сложный навык. Все, что нужно, это время и много практики. И я, конечно же, не могу сейчас охватить здесь все, чтобы сделать вас экспертом по сварке алюминия методом TIG. Но вот пара советов и уловок, чтобы сделать это намного проще.
Но вот пара советов и уловок, чтобы сделать это намного проще.
Номер 1: Комфорт
Приобретите табуретку, чтобы сидеть. В основном это похоже на игру на барабанах. У тебя две руки и одна нога. Поэтому вам нужно занять удобное рабочее положение.
Номер 2
Несмотря на то, что эти присадочные стержни поставляются такой длины, не работайте с ними такой длины. Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Теперь перчатки для сварки TIG отличаются от перчаток для сварки MIG.
У них очень тонкая кожа, так что вы все чувствуете в руке. Просто наденьте их, и на них только один слой овечьей шкуры, так что вы можете почувствовать этот наполнитель между пальцами. И даже если нет брызг, как при сварке MIG, не думайте, что вы сможете обойтись без одежды с длинными рукавами. Ультрафиолетовое излучение сварочного аппарата TIG мгновенно сожжет вашу кожу.
Последний совет, который я вам дал, касается вашего шлема.
Внутри этого шлема у меня есть так называемая увеличительная линза. По сути, если вы наденете этот шлем, вы ничего не увидите, пока не подойдете очень близко. Это как набор очков для чтения. Когда вы доберетесь до сварки TIG, вы сможете увидеть форму лужи и сможете ее расплавить.
Теперь во время сварки необходимо держать присадочный стержень как можно ближе к газовому облаку.Вы будете держать горелку почти вертикально и плавить алюминий. Вставляем удочку в растаявшую лужу, отводим назад и двигаемся вниз. Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Как, я уверен, большинство из вас уже поняли, работа с алюминием аналогична работе со сталью, есть только некоторые тонкие различия.

И как только вы привыкнете к этим различиям, вы обнаружите множество применений алюминия на своей установке. Вы можете построить свой собственный алюминиевый топливный элемент нестандартного размера. Вы можете модифицировать алюминиевый радиатор, чтобы он соответствовал вашему проекту, или даже создать 100% индивидуальную алюминиевую приборную панель.
Когда дело доходит до отделки алюминиевых сварных швов, есть еще несколько тонких отличий. Шлифовальный камень, как этот, предназначенный для мягкой стали, нельзя использовать для сварки алюминия. Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Носите не только защитные очки, но и респиратор для защиты от пыли. Алюминиевая пыль связана с некоторыми неврологическими расстройствами.
Когда вы посмотрите на все преимущества использования алюминия, вы удивитесь, почему вы не использовали его в своей установке все время.Он достаточно прочный, чтобы его можно было использовать в качестве защитной пластины, и в то же время достаточно легкий, чтобы его можно было легко снять и изолировать. Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Но лучше всего то, что если вы использовали его для чисто косметических целей, например, полностью алюминиевую приборную панель, вы можете отполировать его почти до зеркального блеска.
Для этого вам понадобится специальный набор для полировки, потому что так далеко вы можете добраться только с гибкими кругами. Теперь наш пришел от Fine Power Tools и включает в себя все, что вам нужно: полировальный мотор и все абразивные круги, а также тканевые круги и пасту для придания зеркального блеска.
Мы начнем с полировальной губки типа Scotch-Brite и средней скорости полировальной машины.А затем пройдитесь по трем разным тканевым кругам с компаундом, переходя от грубого к тонкому. Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением. Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Хотя я определенно думаю, что сегодня мы охватили большую часть области сварки алюминия, мы показали вам, что вам не обязательно тратить тысячи долларов.
Вы можете просто модифицировать свой маленький сварочный аппарат, который вы купили за пару сотен долларов, но вдобавок мы также показали вам суперсовременную технологию и то, как Миллер меняет то, как мы свариваем алюминий вместе, и плюс как вывести этот лак для шоумена. Так что поверьте мне, в следующий раз, когда вы будете пытаться придумать деталь для своего багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
или ваш багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
Подано в: сварка алюминия, преобразовать сварщик МИГ, сварщик, миг сварка, тиг сварщик, тиг сварка, сварочные сплавы, Сварочные видеоролики
Библиотека сварочных видеороликов Miller®
17882CA934DB574D33B6AAF476397829
Поговорите с нашими специалистами о сварочном оборудовании, газах или безопасности.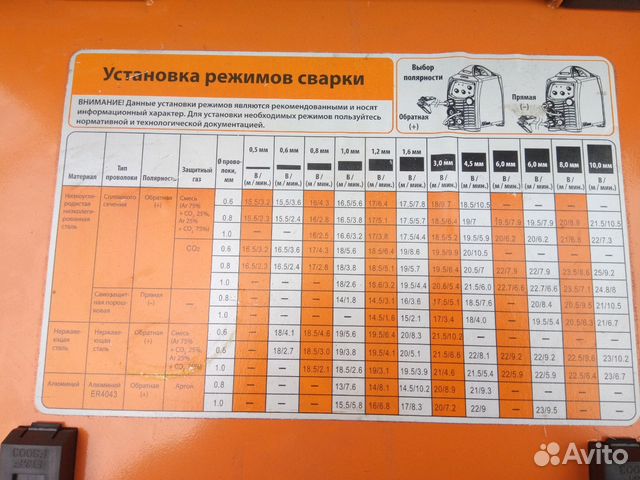 Мы можем помочь вам с вашими вопросами.
Мы можем помочь вам с вашими вопросами.
* Обязательные поля
* Имя
* Фамилия
* Компания
Заголовок
* Номер телефона
* Почтовый индекс
* Эл. адрес КомментарииДа, пожалуйста, присылайте мне сообщения о продуктах и услугах Airgas.
Эта форма требует JavaScript. Вот инструкции, как включить JavaScript в вашем веб-браузере.Представитель Airgas свяжется с вами в ближайшее время.
Узнайте, что Miller ® Welding может сделать для вас и вашего бизнеса. Познакомьтесь с некоторыми нашими продуктами, проектами и советами с помощью этих полезных видеороликов.
Также посетите умный магазин Miller Welding и учебный центр Miller Welding.
MIG Welders
Miller Welding Millermatic ® 211 MIG Welder
Посмотрите, как качественный универсальный сварочный аппарат, который легче транспортировать, настраивать и использовать, улучшает качество сварки.
Miller Welding Millermatic ® 255 MIG Welder
Узнайте, как оптимизированный, эффективный, универсальный и компактный сварочный процесс может повысить производительность с помощью сварочного аппарата 255 MIG Welder.
Miller Welding Millermatic ® 141 MIG Welder
Выполнение высококачественных сварных швов может быть проще, быстрее и удобнее. Посмотрите, как лучшее в своем классе качество дуги может сочетаться с исключительной портативностью.
TIG Welders
Miller Welding’s: что можно и чего нельзя делать при пайке TIG пайкой кремниевой бронзы
Узнайте все тонкости точной сварки валиком и пайки TIG с кремниевой бронзой.
Miller Welding’s: узнайте, как сваривать TIG-сварку труб 4130
Узнайте, как безопасно, точно и эффективно сваривать высокопрочные трубы 4130 с помощью этих простых шагов.
Miller Welding’s: Сварочная горелка TIG с газовым наконечником и корпусом цангового патрона
Научитесь легко сваривать узкие и узкие участки с помощью этой полезной регулировки цангового патрона.
Многопроцессорные сварочные аппараты
Miller Welding Multimatic ® 215 Многопроцессорный сварочный аппарат
Посмотрите, как высококачественная сварка MIG, Stick & TIG делает Multimatic 215 новым уровнем универсальности.
Miller Welding Multimatic ® 255 Multiprocess Welder
Посмотрите, как оптимизированный, эффективный, универсальный и компактный процесс сварки может повысить производительность с помощью сварочного аппарата 255 MIG Welder.
Miller Welding Multimatic ® 220 Multiprocess Welder
Вам нужен простой и универсальный аппарат для сварки MIG, Stick и TIG с отличным качеством дуги? Вам нужен сварочный аппарат Millermatic 220.
Образовательный
Miller Welding’s: не ограничивайтесь пламенным нагревом — ProHeat ™ 35 Система индукционного нагрева
Узнайте, почему индукционный нагрев — это более простой, безопасный и гибкий способ нагрева плоских пластин?
Miller Welding’s: устранение обратной продувки при сварке труб из нержавеющей стали
Узнайте, как выполнять сварку труб из нержавеющей стали в три раза быстрее, используя эти советы экспертов.
Miller Welding’s: насадки для плазменной резки Expert
С помощью этих советов экспертов вы можете настроить плазменную резку для более легкой, быстрой и качественной работы.
Проекты
Miller Welding’s: как построить костровую яму — проект сварки своими руками
Хотите насладиться костром на заднем дворе? С небольшой сваркой MIG и плазменной резкой от Miller строительство костровой ямы — это прогулка в парке.
Miller Welding’s: как сделать подставку для миски для собаки — проект по сварке своими руками
Подарите своим питомцам держатель для миски из нержавеющей стали — это легко сделать с помощью сварочного аппарата Miller TIG и этого удобного руководства.
Miller Welding’s: лоток для инструментов сварщика — проект «Сварка своими руками»
Вы когда-нибудь замечали, что ваше рабочее место загромождено сварочными инструментами и оборудованием? Избавьтесь от хлама, научившись сваривать лоток для инструментов с помощью этих простых шагов.
17882CA934DB574D33B6AAF476397829
Панель SCRS: настройка сварочного аппарата, важны пробные сварные швы — и не забудьте заблокировать время для обоих
Неспособность настроить сварочный аппарат на правильные настройки и выполнить пробный сварной шов перед тем, как приступить к ремонту, является ошибкой, которая может привести к недостаточному сварному шву или ослабленный металл, согласно панельной дискуссии в первых двух видеороликах образовательной трилогии MIG / MAG Общества специалистов по устранению столкновений.
Эти видеоролики являются последними в бесплатной серии SCRS на YouTube , в которой участвуют неформальные группы владельцев магазинов и других экспертов, обсуждающие как горячие, так и потенциально упускаемые из виду технические аспекты ремонта после столкновений. Видеоколлекция представляет собой отличный образовательный ресурс не только для технических специалистов и владельцев магазинов, но также для преподавателей, страховщиков и владельцев транспортных средств.
Сопредседатель образовательного комитета SCRS Тоби Чесс, участник дискуссии на обоих видео, сказал, что многие техники даже не знают, с чего начать настройку сварочного аппарата, но на более новых машинах существуют диаграммы, объясняющие, какие настройки необходимы в различных условиях.
«Если вы не знаете, с чего начать, вы просто играете с циферблатами, — сказал Чесс (Kent Automotive). По его словам, технический специалист должен учитывать такие факторы, как размер проволоки, газовая смесь и качество подложки.
«Вы должны поиграть со своей машиной», — сказал Чесс, — одна настройка не будет работать для всех ваших сварных швов. Сам I-CAR указал на то, что техник просто схватил сварочный аппарат, не проверив настройки, как на одну из распространенных ошибок, которые он наблюдал при проведении сертификационных испытаний сварщиков.
По словам члена правления SCRS Дейва Грускоса, многие новые машины имеют предустановленные настройки, но это всего лишь «руководства». Условия в цеху, такие как работа кондиционера, приводящая к снижению мощности сварщика, могут привести к неожиданным результатам, несмотря на предварительные настройки, и требуют ручной настройки техником, сказал Грускос (Reliable Automotive Equipment), другой участник дискуссии.
«Сварщик может работать немного по-другому, поэтому очень важно брать пробные образцы и пробные сварные швы, — сказал Грускос.
По словам члена правления SCRS Майкла Брэдшоу, в мастерской, пропускающей контрольные сварные швы, может возникнуть следующий сценарий: техник просто подкатывает сварочный аппарат к автомобилю, не проверяя никаких настроек, и запускает его. Узнав «Сварка холодная», техник настраивает сварочный аппарат. Последующая сварка приводит к осознанию «Сварка горячая», и техник корректирует настройки дальше.
Узнав «Сварка холодная», техник настраивает сварочный аппарат. Последующая сварка приводит к осознанию «Сварка горячая», и техник корректирует настройки дальше.
Следующие сварные швы выполнены правильно, но к тому времени техник уже неправильно сварил половину автомобиля, сказал Брэдшоу (K&M Collision).
«Холодный» сварной шов с недостаточной мощностью, из-за которого не удается должным образом проникнуть в металл, в результате чего получается сварной шов, который «может хорошо выглядеть снаружи», но не является структурно прочным, по словам Брэдшоу. По его словам, слишком жарко, и сам металл подложки ослаблен.
Разрушающие испытания позволяют техническому специалисту убедиться, что сварочный аппарат правильно настроен, прежде чем приступить к работе с автомобилем клиента, а не использовать сам автомобиль в качестве испытательного полигона.
По словам Грускоса, «достаточно одного небольшого сварного шва, чтобы сделать его неправильно» для потенциально катастрофического результата, такого как подушка безопасности, срабатывающая на миллисекунду.
Брэдшоу и Чесс предложили использовать часть металла, снятого со свариваемой детали — его все равно собирались выбросить — в качестве металла для тренировочных сварных швов и разрушающих испытаний.
Однако, по словам Чесса, один тип разрушающего испытания не подходит для всех сварных швов. Для сварки MIG-пайкой требуется другое испытание, чем для сварки MIG-сварки стали. Он заметил, что алюминий был «совсем другой игрой в мяч».
«Все дело в образовании и обучении», — сказал Чесс.
Брэдшоу, чей магазин сертифицирован для нескольких OEM-производителей, включая производителей автомобилей класса люкс, отметил, что некоторые производители даже предоставляют ремонтникам спецификации, которым должен соответствовать разрыв при испытательном сварном шве. Если разрушающее испытание дает соответствующее расстояние или длину разрыва, сварной шов считается надлежащим. Сварщик и само оборудование действительно готовы сварить реальный автомобиль клиента. 9По словам Брэдшоу, 0018
Сварщик и само оборудование действительно готовы сварить реальный автомобиль клиента. 9По словам Брэдшоу, 0018
I-CAR также подчеркивает важность контрольных сварных швов, требуя их проведения в рамках сертификационных испытаний сварщиков.
«Это то, в чем они очень хорошо разбираются», — сказал он.
Не включенные процедуры
Все это требует времени. И Брэдшоу отметил, что CCC в прошлом году обновила свои P-страницы, чтобы уточнить, что сварочные испытания и настройка сварочного аппарата не включены в его рабочее время и должны быть введены вручную.
Из-за различных типов сварочного оборудования, используемого в сфере ремонта после столкновений, трудозатраты на сварку замененных деталей не включают процедурные этапы производителя оборудования для настройки сварочного аппарата и/или испытаний и подготовки к сварке. У каждого производителя сварочных аппаратов могут быть свои уникальные конфигурации и процессы настройки. Кроме того, могут быть переменные, зависящие от транспортного средства, которые могут увеличивать или уменьшать время настройки сварочного аппарата и подготовки к сварке. MOTOR предлагает использовать оценку на месте, чтобы определить подходящую настройку и время подготовки.
У каждого производителя сварочных аппаратов могут быть свои уникальные конфигурации и процессы настройки. Кроме того, могут быть переменные, зависящие от транспортного средства, которые могут увеличивать или уменьшать время настройки сварочного аппарата и подготовки к сварке. MOTOR предлагает использовать оценку на месте, чтобы определить подходящую настройку и время подготовки.
Audatex заявила то же самое в мартовском запросе шлюза расширения базы данных относительно сварки Tesla Model S:
«Настройка сварщика и пробные сварные швы не включены в надбавку за работу», — пишет IP.
Митчелл немного неясен. Компания пишет на своих P-страницах просто, что «Настройка сварочного оборудования, вкладки «Приработка» или «Холодный пуск» включены в «R&R алюминиевой панели». В нем не указано, влияет ли это на настройку сварочного аппарата на стали или какие-либо разрушающие испытания на стали или алюминии, и мы не смогли найти запрос DEG, непосредственно касающийся этих вопросов.