
Как выбрать аппарат для полуавтоматический сварки (MIG/MAG)
Основные вопросы, на которые надо ответить при выборе сварочного аппарата для полуавтоматической сварки MIG/MAG:
Какие толщины металла свариваете?
| Толщина листа, мм | Диаметр проволоки, мм | Сила тока, А | Напряжение на дуге, В |
|---|---|---|---|
| 1 | 0,8 | 65 | 17 |
| 1,5 | 0,8 | 115 | 18 |
| 2 | 0,8 | 130 | 19 |
| 3 | 1 | 215 | 22,5 |
| 3 | 1 | 210 | 21,5 |
| 4 | 1 | 220 | 23 |
| 4 | 1,2 | 280 | 28 |
| 5 | 1,2 | 300 | 29,5 |
| 5 | 1,2 | 190 | 19,5 |
| 6 | 1,2 | 300 | 29,5 |
| 6 | 1 | 115 | 17,5 |
| 8 | 1,2 | 300 | 29,5 |
| 8 | 1 | 130 | 18,5 |
| 10 | 1,2 | 300 | 29,5 |
Нужна ли сварка длинномерных конструкций?
Тогда будет необходим полуавтомат с отдельным механизмом подачи. Его можно соединять с источником при помощи кабеля управления, получая большую рабочую зону. Если работа производится на одном месте, можно купить полуавтомат со встроенным механизмом подачи.
Его можно соединять с источником при помощи кабеля управления, получая большую рабочую зону. Если работа производится на одном месте, можно купить полуавтомат со встроенным механизмом подачи.
Присутствуют ли необходимые Вам функции?
Описание основных функций аппаратов MIG/MAG приведено ниже.
- СИНЕРГЕТИКА— Система управления сварочным инвертором , которая автоматически подбирает наиболее оптимальный режим сварки исходя из заданных значений ,например диаметра сварочной проволоки или толщины свариваемого металла.
- ИНДУКТИВНОСТЬ— Регулировка индуктивности трансформатора источника питания для более стабильного и ровного горения дуги , управления шириной шва, уменьшения разбрызгивания.
- МЯГКИЙ СТАРТ – плавное нарастание сварочного тока при возбуждении дуги, это позволяет избежать стартовых брызг и выплесков.
- BURNBACK (МЯГКИЙ ФИНИШ) — регулировка времени дожигания сварочной проволоки после остановки подачи проволоки, что позволяет избежать залипания проволоки в ванне.
 Дожигание проволоки производится, когда прекращается подача проволоки, а дуга еще горит в течение нескольких десятых секунды.
Дожигание проволоки производится, когда прекращается подача проволоки, а дуга еще горит в течение нескольких десятых секунды. - РЕЖИМ 2/4T – Режим сварки в 2/4 такта – Данная функция позволяет не держать нажатой кнопку на горелке при сварке продолжительных швов. В режиме 2T сварщик нажимает кнопку на горелке – зажигается дуга, начинается процесс сварки, отпускает – дуга гаснет. В режиме 4Т сварщик нажимает кнопку на горелке – зажигается дуга начинается процесс сварки, отпускает процесс сварки продолжается, кнопу держать не нужно. При повторном нажатии сварка прекращается.
Полуавтоматическая сварка. Сварка MIG/MAG полуавтоматом
Полуавтоматическая сварка или MIG-MAG сварка.
Сварка полуавтоматом (полуавтоматическая сварка MIG/MAG) — это второй по полурности вид сварки (первый — ручная дуговая сварка MMA), при котором сварка осуществляется с помощью сварочной проволоки, которая автоматически подается в зону сварки, а сам процесс сварки проиходит в среде защитных газов.
Популярности сварки полуавтоматами обусловлена высокой производительностью полуавтоматической сварки и высоким качеством получаемого в процессе сварки полуавтоматом сварного шва.
Что означает аббревеатура MIG/MAG?
MIG – это сварка, в которой используется инертный газ, например, гелий или аргон, или их смеси.
MAG – это сварка, в которой используется активный газ, например, азота или углекислый газ, или их смеси.
Сегодня методы полуавтоматической сварки применяются во всех областях промышленности, в строительстве и производстве. Современное автомобилестроение, судостроение, производство металлоконструкций не возможно представить без сварочных полуавтоматов и полуавтоматической сварки.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока автоматически подается в зону сварки, она поступает по кабель каналам через сварочную горелку, которой управляет сварщик. Сварочная проволока выступает в роли токопроводящего электрода и присадочного материала. Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия.
Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия.
Если сварочный полуавтомат будет использоваться в бытовых условиях, например, дома или в гараже;в небольшом производстве, то лучше выбрать полуавтомат ESAB Caddy® Mig C160i/C200i. Данная модель компактного полуавтомата отличается высокой производительность, надежностью и качеством. Аппарат идеален для кузовного ремонта, для автосервиса.
Если нужен сварочный полуавтомат для постоянной работы, например, для сварки металлоконструкций, металлических изделий, то стоит присмотреться, к серии сварочных полуавтоматов SYNERGIC.PRO2® 170-2-310-4 от немецкой компании REHM.
Если полуавтомат будет работать в условиях крупного производства или в областях промышленности, где нужны мощные сварочные аппарата, высокой производительности, то стоит опробовать в работе профессиональные сварочные полуавтоматы серий Origo™ Mig от ESAB, SYNERGIC.PRO2® или MEGA.ARC2® от REHM, мощностью до 600A.
Сварочные полуавтоматы в каталоге оборудования для полуавтоматической сварки магазина «ВСЁ ДЛЯ СВАРКИ» компании Сваркомплект.
Что такое сварка MIG/MAG
Сварка методом MIG/MAG является разновидностью дуговой сварки в сфере защитных газов. Название метода расшифровывается как Metal Inert/Active Gas. Соответственно защитные газы могут использоваться инертные – для сварки MIG, или активные – для сварки MAG.
В качестве
 Инертный газ не вступает в реакцию с металлом. Он обволакивает сварочную ванну, создавая защитный слой, предохраняющий металл изделий и создаваемый шов от окисления. Обычно инертные газы используются в смеси с кислородом или углекислым газом для повышения качества сварного соединения.
Инертный газ не вступает в реакцию с металлом. Он обволакивает сварочную ванну, создавая защитный слой, предохраняющий металл изделий и создаваемый шов от окисления. Обычно инертные газы используются в смеси с кислородом или углекислым газом для повышения качества сварного соединения.
Активными газами для MAG-сварки выступают кислород и углекислый газ. Активный газ позволяет ускорить процесс плавления металла и обеспечить лучшие качества дуги. Но использование чистого углекислого газа ведет к образованию нестабильных капель. При их попадании в сварочную ванну снижается качество шва. Поэтому активные газы также используются в смеси с инертными. Поэтому современные сварочные аппараты для MIG/MAG-сварки рассчитаны на работу как с инертными, так и с активными газами.
Сварка MIG-MAG
– полуавтоматический процесс. В первую очередь это связано с необходимостью своевременной подачи проволоки для сварки. Высокая производительность обеспечивается за счет использования полуавтомата, который подает присадочную проволоку, образуя «непрерывный электрод». Сварщик лишь вручную ведет горелку вдоль планируемого места соединения свариваемых изделий, получая идеальный сварной шов.
Сварщик лишь вручную ведет горелку вдоль планируемого места соединения свариваемых изделий, получая идеальный сварной шов.
Процесс сварки методами MIG или MAG имеет ряд преимуществ:
- простота технологии,
- высокая производительность,
- отличное качество сварочного шва,
- снижение затрат на дополнительные материалы,
- возможность работы в любом положении,
- сокращение послесварочных работ по обработке шва,
- возможность выполнения длинных швов без остановки,
- возможность работы при низком тепловложении,
- отсутствие прилипания проволоки, особенно вначале процесса,
- возможность плавного регулирования процесса и другие.
Благодаря своим преимуществам сварка методом MIG/MAG может применяться как для работы с тонкими листами металла, где важно тщательно контролировать процесс для того, чтобы не пережечь металл, так и для заготовок большой толщины. Метод MIG/MAG можно применять для сварки различных металлов и сплавов, включая нержавеющие стали разных марок, алюминий, титан, никель, магний и многие другие.
Метод MIG/MAG можно применять для сварки различных металлов и сплавов, включая нержавеющие стали разных марок, алюминий, титан, никель, магний и многие другие.
Сварочный аппарат mig, mag, tig, mma – универсальное оборудование для сварщика
На сегодняшний день разработаны десятки способов сварки. Наиболее распространенные виды – это mig, mag, tig, и mma сварка. Все они относятся к термическому классу по способу получения энергии для сварочного процесса.
Тепловая энергия, выделяемая при образовании электрической дуги, позволяет сваривать любые металлы. Основная теплота выделяется в самой дуге из-за того, что ее сопротивление больше, чем сопротивление электрода и свариваемой детали, поэтому оплавление происходит вблизи дуги. Это, в свою очередь, приводит к образованию сварочной ванны, которая при остывании обеспечивает неразъемное соединение.
Применение инертных газов
Сварка MIG (МИГ) – это международное обозначение сварочного процесса металлов в среде инертного газа. В качестве инертных газов используются аргон, гелий или их смеси.
В качестве инертных газов используются аргон, гелий или их смеси.
Газ поддают из баллонов по шлангам высокого давления в горелку. Он вытесняет атмосферный воздух вокруг электрической дуги, благодаря чему исключается вредное воздействие кислорода на сварочное соединение.
Шов получается качественным и плотным, без пор. Недостатком МИГ сварки является высокая стоимость инертного газа. Аргон стоит в 45 раз, а гелий в 156 раз дороже углекислого газа.
MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
Углекислота в области сварки разлагается на кислород и оксид углерода, что приводит к вредным последствиям, типа пористости сварного шва. Чтобы это избежать, необходимо использовать электроды или присадочную проволоку с примесью марганца и кремния.
Они связывают освобождающийся кислород и раскисляют сварочную среду. Газы хранятся в баллонах высокого давления, для использования применяются понижающие редукторы. При использовании углекислого газа рекомендуется переворачивать баллон и выпускать пары воды, только затем начинать МАГ сварку.
Газы хранятся в баллонах высокого давления, для использования применяются понижающие редукторы. При использовании углекислого газа рекомендуется переворачивать баллон и выпускать пары воды, только затем начинать МАГ сварку.
С вольфрамовым электродом
Сварка TIG – это международное обозначение сварочного процесса металлов в среде инертного газа с помощью вольфрамового неплавящегося электрода.
В России и СНГ ТИГ сварка получила название аргонодуговой из-за применяемого инертного газа. Благодаря постоянной длине электрода процесс сварки значительно упрощается, отсутствие других примесей позволяют получать швы высочайшего качества.
Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Он полезен при работе с тонкими листами, не перегревает их, при сварке отсутствует коробление. Обычно устанавливается несколько режимов на частоте 1 Гц, 10 Гц, 500 Гц. В результате получается красивый чешуйчатый шов.
В результате получается красивый чешуйчатый шов.
Сварка MMA – это международное обозначение ручной электродуговой сварки. Она производится электродами покрытыми специальной защитной обмазкой. Процесс ММА сварки происходит за счет образования дуги между электродом и свариваемой деталью.
Электрод, расплавляясь, поступает в сварочную ванну, которая образовалась вследствие расплавления кромок заготовок. Обмазка также расплавляется и образует защитный слой на поверхности ванны, после остывания превращается в шлак. Легко удаляется молотком.
Полуавтоматическая сварка
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
Универсальный полуавтомат
Яркий пример универсализации – сварочный аппарат полуавтоматического типа марки Triton MIG MT 250. Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
В пиковом режиме продолжительность включения составляет 60 %, при токах до 200 А – 100%. Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для подачи присадочной проволоки используется привод на 4 роликах, имеется возможность использования 300 мм катушки.
Специальный разъем позволяет работать аппарату с горелками типа Push-pull и spool gun. Это горелки, которые имеют собственное устройство подачи присадочной проволоки, на нем расположена катушка. Присадочная проволока используется любых марок, в том числе порошковая диаметром до 1,2 мм.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.
Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.
Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
В момент возникновения дуги высокочастотные помехи отсутствуют, что позволяет использовать его в радиопромышленности и других сферах производства (или любительской сварки), связанных с электроникой.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Подача присадки
Устройство подачи присадки находится внутри корпуса инвертора. Привод подает проволоку равномерно без зажевывания, она не проскальзывает и не растягивается. В аппарат можно заправлять катушку весом 15 кг вместе с присадочной проволокой, диаметр которой варьируется от 0,8 до 1,2 мм.
В комплект поставки универсального сварочного аппарата входят:
- источник питания инверторного типа;
- MIG/MAG горелка с 3 м кабелем;
- TIG горелка с 4 м кабелем;
- сетевой кабель;
- шланг, чтобы подавать защитный газ;
- держак с кабелем для ручной работы MMA;
- кабель для подключения «массы» (на нем предусмотрен зажим).
Масса аппарата с функциями MIG, MAG, TIG и MMA составляет 32 кг, имеются колеса для транспортировки. На передней панели отражается вся информация о состоянии прибора в текущий момент.
Расположены разъемы для быстрого разъединения кабелей. Пин разъем обеспечивает подключение SPOOL GUN горелок, что дает возможность использования почти любых видов сварочной проволоки. Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Предусмотрена защита от перегрева и перегрузок.
Такой подбор функций аппарата позволяет ему быть универсальным устройством, что обеспечивает выполнение практически всех видов сварочных работ без приобретения дополнительного оборудования.
Полуавтоматическая сварка MIG/MAG от А до Я (Обучение, подготовка, подбор оборудования и материалов, эксплуатация).
Если проанализировать динамику изменений потребления сварочных материалов в мире для различных видов сварки, представленную диаграммой на следующей странице, то видно, что MIG/MAG-сварка показывает самый значительный прирост. Причиной такого роста являются высокая производительность данного процесса сварки, а также простота его автоматизации. Данный рост произошел за счет вытеснения процесса ручной дуговой сварки покрытым электродом, который до этого являлся наиболее широко применимым способом сварки. В настоящее время во всем мире полуавтоматическая сварка MIG/MAG является самым часто применяемым видом сварки.
MIG/MAG-сварка была разработана в 1940 году в США как способ сварки алюминия. В качестве защитного газа использовались аргон или гелий. Для сварки сталей MIG/MAG-процесс не использовался до тех пор, пока не стало ясно, что в качестве защитного газа может использоваться чистая углекислота. Сварка выполнялась только в нижнем пространственном положении, при этом она давала изрядное количество брызг.
Усовершенствование источников питания, а также переход на меньшие диаметры проволок и аргон-углекислотные сварочные смеси позволили значительно снизить количество образующихся брызг и выполнять сварку в различных пространственных положениях.
В промышленном производстве MIG/MAG — процесс начал применяться только с 60-х годов. Однако далее данный вид сварки стал активно развиваться и усовершенствоваться в направлениях связанных с разработкой новых сварочных материалов, источников питания и защитных газов.
Популярность MIG/MAG-процесса с каждым годом неуклонно растет. На сегодняшний день это наиболее часто применяемый вид сварки во всем мире. Причиной тому послужили высокая производительность данного процесса и простота его автоматизации.
Принцип данного процесса сварки заключается в том, что в дугу непрерывно подается металлическая проволока, которая в ней плавиться. В данном случае проволока выполняет функцию, как электрода, так и присадочного материала. Электрическая энергия, необходимая для горения дуги, подается от сварочного источника питания. Сварочная дуга и расплавленный металл от воздействия атмосферы защищаются газом, который может быть как инертным, так и активным. Их отличие в том, что инертный газ не вступает в реакцию с расплавленным металлом. Например, аргон и гелий являются инертными газами. Активные же газы принимают участие в процессах, которые протекают в сварочной дуге и расплавленном металле. Аргон с добавками углекислого газа или кислорода является активным газом. Для получения наилучших результатов, крайне важно, чтобы были правильно установлены все параметры сварки. К основным параметрам MIG/MAG-сварки относятся сварочное напряжение, скорость подачи проволоки и расход защитного газа.
Для получения наилучших результатов, крайне важно, чтобы были правильно установлены все параметры сварки. К основным параметрам MIG/MAG-сварки относятся сварочное напряжение, скорость подачи проволоки и расход защитного газа.
При MIG/MAG, как и при других видах сварки, человек подвергается воздействию ряда неблагоприятных факторов, оказывающих отрицательное воздействие на его здоровье. Поэтому крайне важно уделять серьезное внимание средствам защиты сварщика, чтобы свести к минимуму их влияние. Основными вредными факторами, связанными с MIG/MAG-сваркой, являются выделяемые при данном процессе дымы и газы в сочетании с жестким ультрафиолетовым излучением, исходящим от сварочной дуги. Современные средства защиты позволяют максимально полно изолировать сварщика от воздействия этих вредных факторов на его здоровье. К таким средствам можно отнести сварочные горелки, совмещенные с системой удаления дыма непосредственно из зоны сварки, сварочные маски, позволяющие видеть все, что происходит в процессе подготовки к сварке, но мгновенно затемняющиеся при зажигании дуги, а также системы подачи чистого воздуха в зону дыхания, что практически полностью исключает воздействие выделяемого при сварке озона на здоровье человека.
Принцип сварки
MIG/MAG-процесс относиться к электро-дуговым способам сварки, при котором электрическая дуга используется для плавления основного и присадочного металлов, из расплава которых формируется окончательный сварочный шов. К дуговым методам также относятся ручная сварка покрытым электродом (MMA), сварка в защитном газе неплавящимся вольфрамовым электродом (TIG), плазменная сварка и сварка под флюсом (SAW).
На рисунке схематически представлен принцип дуговой сварки плавящимся электродом в защитном газе (MIG/MAG). Дуга (1) горит между изделием и металлической проволокой, которая непрерывно подается в зону сварки и плавиться. При данном способе металлическая проволока одновременно выполняет функцию, как электрода, так и присадочного материала. Она наматывается на катушку (3) и подается в зону сварки подающими роликами (4) через наплавляющий канал (5), проходящий внутри шланг-пакета (6) сварочной горелки (7). Электрическая энергия на дугу поступает от сварочного источника (8). Сварочный ток на электрод передается через контактное сопло (9) (более известное под названием «контактный наконечник») находящееся внутри сварочной горелки. Обычно на контактное сопло подключается к положительному полюсу сварочного источника, а изделие к минусу. После возбуждения дуги по цепи начинает протекать сварочный ток. Защитный газ (10) подается через газовое сопло (11), расположенное вокруг контактного сопла. Данная конструкция позволяет защитить электрод, дугу и расплавленный металл от воздействия окружающей атмосферы. Защитный газ может быть как инертным, т.е. неактивным и не принимающим участие в процессах, которые протекают в сварочной дуге и сварочной ванне, так и активным. В зависимости от типа защитного газа, процессы сварки подразделяются на MIG (дуговая сварка плавящимся электродом в инертном газе) и MAG (дуговая сварка плавящимся электродом в активном газе).
Сварочный ток на электрод передается через контактное сопло (9) (более известное под названием «контактный наконечник») находящееся внутри сварочной горелки. Обычно на контактное сопло подключается к положительному полюсу сварочного источника, а изделие к минусу. После возбуждения дуги по цепи начинает протекать сварочный ток. Защитный газ (10) подается через газовое сопло (11), расположенное вокруг контактного сопла. Данная конструкция позволяет защитить электрод, дугу и расплавленный металл от воздействия окружающей атмосферы. Защитный газ может быть как инертным, т.е. неактивным и не принимающим участие в процессах, которые протекают в сварочной дуге и сварочной ванне, так и активным. В зависимости от типа защитного газа, процессы сварки подразделяются на MIG (дуговая сварка плавящимся электродом в инертном газе) и MAG (дуговая сварка плавящимся электродом в активном газе).
Общее название этих процессов дуговой сварки плавящимся электродом в защитном газа имеет аббревиатуру GMAW. Данная аббревиатура чаще встречается в США. В случае, когда подача присадочного материала происходит автоматизировано, а перемещение горелки по стыку изделия вручную, данный способ MIG/MAG-сварки сварки обычно называют полуавтоматической.Данный способ сварки достаточно легко автоматизируем за счет применения системы механического перемещения сварочной горелки или самого изделия.
Параметры
При MIG/MAG-сварке процесс задается рядом различных параметров.
Среди них:
• Напряжение на дуге (длина дуги)
• Скорость подачи сварочной проволоки (которая определяет величину сварочного тока)
• Индуктивность (на большинстве источников питания может регулироваться)
• Расход защитного газа
• Скорость сварки
• Угол наклона горелки
• Вылет проволоки (расстояние от контактного наконечника до изделия)
Для получения наилучших результатов данные параметры должны сочетаться друг с другом. Первые три параметра задаются на источнике питания или на подающем механизме. Они подбираются в зависимости от марки основного материала, его толщины, типа разделки кромок, диаметра проволоки, пространственного положения сварки и типа защитного газа. Ориентировочные параметры сварки приведены в таблице.
Они подбираются в зависимости от марки основного материала, его толщины, типа разделки кромок, диаметра проволоки, пространственного положения сварки и типа защитного газа. Ориентировочные параметры сварки приведены в таблице.
Данная таблица помогает сварщику правильно подобрать рабочую точку.
Рабочая точка должна попадать в рабочую область, которая определяется комбинацией присадочного материала и защитного газа, при этом тепловая мощность, выделяемая дугой, должна быть правильно подобрана под конкретное изделие. Кроме скорости подачи проволоки, напряжения и защитного газа, на получаемый результат сварки также можно влиять изменением индуктивности источника питания. Принципы подбора этих параметров достаточно детально рассматриваются в последней главе данного справочника. Скорость сварки, угол наклона горелки и вылет электродной проволоки – это параметры, которые сварщик должен сам контролировать в процессе сварки, и их влияние также рассмотрено в последней главе.
Что происходит в дуге?
Самым главным процессом, происходящим при дуговой сварке, является переход плавящегося присадочного материала в сварочную ванну. На характер этого процесса влияют различные факторы, такие как состав защитного газа, ток сварки, напряжение на дуге, материал и диаметр электродной проволоки. В зависимости от этого, процессы подразделяют на перенос металла короткими замыканиями, переходную дугу и струйный перенос присадочного материала. Четвертый тип переноса металла получают при использовании пульсирующего процесса сварки, разновидности MIG/MAG сварки, который все чаще находит применение в последние годы.
Короткая дуга
Процесс сварки с короткими замыканиями дуги является наиболее часто встречающимся типом переноса присадочного материала при MIG/MAG сварке. Сварка «короткой дугой» происходит при достаточно низких значениях дугового напряжения и сварочного тока.
Это означает, что тепловложение в изделие не очень велико, поэтому короткая дуга является предпочтительной при сварке тонкостенных изделий и при сварке в различных пространственных положениях, т. к. размеры расплавленной ванны невелики и она быстро кристаллизуется. В процессе сварки короткой дугой образуются достаточно крупные капли, которые периодически закорачивают дуговой промежуток.
Количество таких коротких замыканий находиться в интервале от 30 до 200 в секунду. В эти моменты дуга исчезает и образуется некоторое количество сварочных брызг. Попадание этих брызг на изделие приводит к тому, что возникает необходимость в его финишной зачистке после сварки. Причем этот отрицательный эффект характерен для всех марок проволок. Правильно настроенная дуга издает равномерно трещащий звук.
Переходная дуга
При небольшом повышении сварочного тока и напряжения, образуется так называемая «переходная дуга». Образующиеся капли имеют различные размеры и могут, как замыкать дуговой промежуток, так и не замыкать его. В результате имеем нестабильную дугу, которая создает большое количество сварочных брызг и дыма. В связи с этим рекомендуют избегать сварку в этой зоне.
Струйный перенос
Когда для конкретного диаметра проволоки и типа защитного газа сварочный ток и напряжение достигают достаточно высоких значений, расплавленный присадочный материал мелкими каплями переходит в сварочную ванну, не замыкая дугового промежутка, см. рис.7. При сварке со струйным переносом, дуга достаточно стабильна и не образуется крупные брызги, которые прилипают к изделию. Данный процесс характеризуется высокой производительностью, а потому его, например, рекомендуют применять для наплавки заполняющих слоев при сварке толстостенных изделий. При этом в изделие вкладывается достаточно много тепловой энергии, и как следствие, расплавленная ванна имеет достаточно большие размеры. Поэтому сварку в режиме струйного переноса рекомендуют выполнять только в нижнем положении.
Короткий пульс
Пульсирующая дуга совмещает в себе преимущества, как короткой дуги, так и струйного переноса – другими словами, тихая стабильная дуга сочетается с достаточно умеренным вложением тепла в изделие. Это достигается благодаря использованию пульсирующего сварочного тока, см. рис. 8. При каждом импульсе этого тока капля отрывается от сварочной проволоки. Благодаря этому капли не замыкают дуговой промежуток, брызги имеют маленький размер, а дуга очень стабильна. Величина дежурного тока невелика, что позволяет поддерживать действующее значение сварочного тока на достаточно низком уровне. Как следствие, тепловложение в изделие не очень велико, что позволяет выполнять сварку в различных пространственных положениях и варить достаточно тонкие пластины.
Это достигается благодаря использованию пульсирующего сварочного тока, см. рис. 8. При каждом импульсе этого тока капля отрывается от сварочной проволоки. Благодаря этому капли не замыкают дуговой промежуток, брызги имеют маленький размер, а дуга очень стабильна. Величина дежурного тока невелика, что позволяет поддерживать действующее значение сварочного тока на достаточно низком уровне. Как следствие, тепловложение в изделие не очень велико, что позволяет выполнять сварку в различных пространственных положениях и варить достаточно тонкие пластины.
Преимущества, ограничения и области применения
Основными преимуществами MIG/MAG процесса сварки являются его высокая производительность, относительно низкое
вложение тепла в изделие и простота его автоматизации. В сравнении с процессом сварки покрытым электродом (MMA-сваркой), его более высокая производительность в первую очередь объясняется тем, что нет необходимости тратить время на смену электрода и удаление шлака с наплавленного металла. Кроме того, скорость плавления присадочного материала значительно выше из-за более высокой плотности сварочного тока, протекающего через него. MIG/MAG процесс является одним из наиболее легко приспосабливаемых видов сварки и может применяться для:
Кроме того, скорость плавления присадочного материала значительно выше из-за более высокой плотности сварочного тока, протекающего через него. MIG/MAG процесс является одним из наиболее легко приспосабливаемых видов сварки и может применяться для:
- сварки тонких пластин (толщин более 0,5 мм). Чтобы избежать деформаций и короблений при сварке небольших толщин, требуется свести к минимуму удельное тепловложение. При наплавке заполняющих проходов у толстостенных изделий, данный процесс позволяет получить высокие значения производительности.
- сварки всех стандартных конструкционных материалов, таких как низкоуглеродистые, низколегированные и высоколегированные стали, алюминия и его сплавов, а также некоторых других металлов и сплавов.
- сварки во всех пространственных положениях. Благодаря этим преимуществам MIG/MAG процесс нашел широкое применение, как в крупномасштабном производстве, так и в мелком. Он используется в автомобилестроении, сварке строительных и оффшорных конструкций, судостроении и многих других отраслях.

MIG/MAG-сварку можно охарактеризовать одновременно как легко, так и трудно осваиваемый и применяемый вид сварки. Если речь идет просто о сварке двух деталей друг с другом, без каких либо особых требований к свойствам сварного соединения, то данный вид сварки очень прост для применения. С другой стороны, если требуется глубокий провар, не допускаются несплавления или газовые поры и т.п., MIG/MAG процесс требует от сварщика соответствующих знаний и навыков. Также свои ограничения в применяемость данного вида сварки вносит то, что оборудование состоит из нескольких узлов, оно на много дороже и более громоздко в сравнение с оборудованием для MMA- сварки. К тому же, применение данного способа сварки вне цеха весьма ограниченно, т.к. газовая защита весьма чувствительна к сквознякам. Конструкция сварочной горелки в некоторой степени снижает полноту контроля над ситуацией в процессе сварки.
Оборудование
Принципиально MIG/MAG оборудование состоит из следующих узлов: источник питания, подающий механизм, сварочная горелка с кабелем и шланг-пакетом, а также системы подачи защитного газа.
Источники питания
Источник питания обеспечивает систему постоянным током и необходимым уровнем напряжения. По конструкции источники питания можно подразделить на выпрямители со ступенчатым переключением напряжения, тиристорные и инверторные. Источники питания, позволяющие варить пульсирующим сварочным током, как правило, имеют синергетическое управление. Это означает, что сварщику достаточно установить необходимую скорость подачи проволоки и исходную информацию о материале сварочной проволоки, ее диаметре, а также типе защитного газа. Далее источник сам установит необходимые параметры пульсации сварочного тока и соответствующее напряжение. Из параметров сварки на источнике питания задается рабочее напряжение, и, если возможно, величина индуктивности. Напряжение на дуге напрямую связано с длиной дугового промежутка. Чтобы в процессе сварки не происходило колебаний длины сварочной дуги, источник питания должен иметь жесткую или полого падающую внешнюю вольт-амперную характеристику.
Подающие механизмы
Подающий механизм состоит из двух основных узлов, ступицы для установки катушки с проволокой и самой системы подачи. Ступица должна быть оснащена регулируемой тормозной системой, останавливающей вращение катушки в момент прекращения подачи проволоки. Система подачи предназначена для проталкивания электродной проволоки в направляющий канал через шланг-пакет к сварочной горелке. Системы подачи проволоки могут иметь различные варианты конструктивных решений. Например:
- с двумя подающими роликами, когда один является ведущим, а другой прижимным.
- с двумя подающими роликами,получающими привод от одного двигателя
- с четырьмя роликами, получающими привод от одного двигателя
- с четырьмя роликами, получающими привод от двух последовательно включенных двигателей
Общим для всех этих схем является то, что они проталкивают проволоку через шланг-пакет. Также можно встретить комбинацию этих систем, когда электродная проволока проталкивается по системе стандартным подающим механизмом с одной стороны и тянется специальным подающим механизмом, смонтированным на горелке с другой стороны. Эта система, называемая push-pull (тяни-толкай), позволяет использовать более длинные кабеля и шланг-пакеты. Ее также рекомендуют использовать для алюминиевых проволок, т.к. это один из вариантов решения проблемы ее недостаточной жесткости. Размер канавки у подающих роликов должен соответствовать диаметру применяемой проволоки. Некоторые типы роликов имеют канавки под различные диаметры, что позволяет выбирать нужную геометрию канавки изменением положения подающего ролика
Эта система, называемая push-pull (тяни-толкай), позволяет использовать более длинные кабеля и шланг-пакеты. Ее также рекомендуют использовать для алюминиевых проволок, т.к. это один из вариантов решения проблемы ее недостаточной жесткости. Размер канавки у подающих роликов должен соответствовать диаметру применяемой проволоки. Некоторые типы роликов имеют канавки под различные диаметры, что позволяет выбирать нужную геометрию канавки изменением положения подающего ролика
MIG-MAG сварка что это такое
О MIG-MAG сварке
О дуговой сварке, происходящей в/вне G.M.A.W-атмосфере (защитная, газовая среда) с непрерывной подачей (сварочная самозащитная или ФЛЮС) проволоки
Полуавтоматическая сварка
А. Базовая информация
Под сокращениями, аббревиатурами MAG и MIG (общая аббревиатура G.M.A.W) следует понимать сварку, которая происходит в защитной атмосфере с непрерывной, постоянной подачей проволоки. То тепло, которое необходимо для выполнении подобной сварки, обеспечивается наличием электродуги. Последняя возникает между специальным электродом (проволока) и, собственно, свариваемой деталью. В свариваемую зону обеспечивается постоянная подача припоя от электрода. Кроме того, специальная горелка направляет поток газа (газовой смеси) на место работ – это необходимо для защиты от атмосферных загрязнений свариваемого участка, дуги, расплава, проволоки.
Последняя возникает между специальным электродом (проволока) и, собственно, свариваемой деталью. В свариваемую зону обеспечивается постоянная подача припоя от электрода. Кроме того, специальная горелка направляет поток газа (газовой смеси) на место работ – это необходимо для защиты от атмосферных загрязнений свариваемого участка, дуги, расплава, проволоки.
Если частью сварочного контура являются баллон (тут может быть смесь, активный или инертный газ), целиковая проволока, то это значит, что сварка происходит в защитной газовой атмосфере. Отсутствие указанного баллона, а также применение порошковой проволоки говорит о сварке без газозащиты. В данном случае защита обеспечивается особым порошком, входящим в состав проволоки (самозащитная сварочная, ФЛЮС).
В. О сварочном контуре:
Сварочный контур состоит из следующих основных частей
1. генератор
2. горелка с пучком кабелей
3. устройство протягивания проволоки
4. узел водяного охлаждения
5. газовый баллон с регулировочной системой
газовый баллон с регулировочной системой
6. зажим с кабелем массы
Основными деталями контура являются:
- Генератор. Устройство, главная задача которого состоит в подаче в зону сварки припоя. Для этого используется горелка. Также генератор должен поддерживать сварочную дугу, сформированную межу проволокой и деталью, в горящем, активном состоянии.
Отличие генераторов T.I.G. и M.M.A.-типа от M.I.G.-M.A.G.-устройств в том, что у первых есть только один регулируемый параметр (ток). Во втором же случае регулировать можно и напряжение, и ток.
Существует два типа таких устройств:
а) DC или постоянного тока. Наиболее популярный вариант с высокой стойкостью. Последняя обеспечивается высокой устойчивостью, которая, в свою очередь, достигается постоянным напряжением на электродуге. Это напряжение возникает на проволоке. Проволока непрерывно поступает в зону сварки, что делает процесс более стабильным.
Скорость и напряжением электрода выбирают, ориентируясь на параметры сварки, но с неким допуском. Это позволяет переносить капли припоя на свариваемые детали при работе любыми (spray-arc и short-arc) методами.
Это позволяет переносить капли припоя на свариваемые детали при работе любыми (spray-arc и short-arc) методами.
- b) импульсного тока. Тут происходит регулировка только тока. Последний меняется за счет импульсов (он не постоянный), отсюда и название. Импульсы провоцируют отделение капель припоя. Но поскольку в данном случае естественной стабилизации не происходит, важна хорошая синхронизация скорости проволоки и импульсов. Только так качество работы будет достойным.
В обоих случаях регулировка происходит двумя (это, как минимум) ручками. Впрочем, не так давно были созданы «синергические» аппараты – тут оператор может производить регулировку всего одной рукоятью. Это становится возможным за счет внесения в память устройства оптимальных параметров еще на этапе производства. Впрочем, далее оператор может менять эти параметры по своему желанию и опираясь на специфику работы.
Различное присоединение полюсов свариваемого материала и источника сварки ведет к возможности работы двумя способами:
1) постоянный ток и прямая полярность. Тут происходит соединение горелки и свариваемого материала, соответственно, с отрицательными и положительными полюсами. Актуально только для работ с применением ФЛЮС.
Тут происходит соединение горелки и свариваемого материала, соответственно, с отрицательными и положительными полюсами. Актуально только для работ с применением ФЛЮС.
2) постоянный ток и обратная полярность. Более популярный способ, при котором соединяются горелка и деталь, соответственно, с положительными и отрицательными полюсами.
- Горелка с пучком кабелей.Отличается наличием изолированного полого корпуса (ток, газ, провод располагаются внутри). Предназначение – перенос в зону работы припоя.
На ручке обычно располагается кнопка, которая регулирует продвижение вперед проволоки, а также выход газа, включение тока. Пучок – это проводник тока, рукава проволоки и вода, необходимая для охлаждения.
Сегодня можно приобрести сварочные пистолеты (горелки) различных типов. Те, которые используют воду, актуальны в случае работы, когда сила тока настолько высока, что происходит выброс большого количества энергии (импульсный метод или токи более 300 А). Модели самоохлаждающегося типа (в роли охладителя выступает газ) более популярны. Их применяют тогда, когда значение тока ниже 300 А. У востребованных моделей с изогнутым корпусом охлаждение происходит газом. Они применяются, когда сила тока низкая (short-arc).
Модели самоохлаждающегося типа (в роли охладителя выступает газ) более популярны. Их применяют тогда, когда значение тока ниже 300 А. У востребованных моделей с изогнутым корпусом охлаждение происходит газом. Они применяются, когда сила тока низкая (short-arc).
- Устройство для протяжки проволоки. Главная задача такого оборудования – проталкивать проволоку. Для этого техника оснащается мотором. Важным элементом аппарата считается бобина, на которую, собственно, и намотан электрод, направленный в сторону горелки и, соответственно, в зону выполнения работ.
Для управления скоростью продвижения, устройство оснащается особым регулировочным органом (располагается на моторе). При этом выбранная скорость будет определять скорость плавления, а значит, и значение тока. Главный элемент агрегата – валки (их количество), обеспечивающие продвижение электрода. Причем, чем больше валков, тем более плавным является продвижение (в этом плане аппараты с четырьмя валками лучше).
- Узел охлаждения (водяного). Нужен для охлаждения горелки, в ситуациях, когда сварочный ток высоких значений ведет к перегреву. Насос гарантирует непрерывную циркуляцию жидкостью в горелки и тем самым предотвращает перегрев.
- Баллон с газом и системой регулировки. Внутри баллона содержатся чистые газы (гелий, углекислый, аргон) и (или) газовые смеси. Обычно оборудуется редуктором давления (определяет количество газа внутри), монометром, электрическим клапаном с кнопкой управления, расположенной на горелке и закрывающей/открывающей (при конце/начале работы) газовый поток.
- Зажим, оснащенный кабелем массы. Гарантирует электросвязь материала сварки и генератора тока. Кабель должен отличаться длиной и сечением, которые определяются максимальной силой тока.
С. О защитных газах
Газы, которые используются для M.I.G.-M.A.G.-сварки, принято относить к двум разным категориям. К первой – инертные, причисляют гелий, аргон, а также их смеси. Ко второй (активные) относят углекислый газ, а также смеси с ним и с кислородом.
Ко второй (активные) относят углекислый газ, а также смеси с ним и с кислородом.
Ar или агрон производят путем дистилляции (фракционированной) атмосферы. Его получают из воздуха и в нем могут содержаться пары воды, азот, кислород. Уместно использование для сварки любых видов. При применении в M.A.G.-работах дает легкий розжиг и стабильную дугу. Также, в виду малой тепловодности, центр дуги имеет высокую температуру, из-за чего капли, проходящие в этой зоне, не застывают.
He или гелий достаточно редкий газ, который в атмосфере представлен в малом количестве и который добывают из недр. Следовательно, цена этого газа выше. По сравнению с аргоном данный газ дает менее стабильную дугу, но проникновение тут больше. Потому его уместно применять тогда, когда свариваются большие толщины или когда работают с материалами с высокой тепловодностью. А еще гелий (аргон этим похвастаться не может) более легок, сравнимо с воздухом. То есть он показывает высокую летучесть и его нужно больше для обеспечения хорошей защиты рабочей зоны.
То есть он показывает высокую летучесть и его нужно больше для обеспечения хорошей защиты рабочей зоны.
CO2 или углекислый газ есть и в недрах, и в воздухе. Главная проблема при работе с ним – недостаточно стойкая дуга и возможное появление брызг. Но зато поддержание короткой дуги со стабильной длиной дает возможность для хорошего управления дугой. Работа с этим газом особенно хороша, когда нужно отличное проникновение.
Активные смеси также активно используются в виде защитной среды. Речь о смесях аргона и т.д.
Инертные газы хорошо проявляют свои защитные свойства при любом температурном режиме. Но чтобы дуга была стабильнее, а металл проволоки в расплав переносился лучше, уместно добавление газов активных. Такие комбинации никак не мешают защите.
- D. О проволоках для сварки
По химическому составу и по морфологии сечения уместно деление проволок на только металлические (целиковые) и с гранулами внутри (порошковые).
Важно, чтобы на поверхности не было влаги или жиров. Наличие таковых способно спровоцировать появление раковин, пористости, трещин. Также важно равномерное наматывание проволоки в бобины. В противном случае подача может происходить недостаточно равномерно, а отсюда – нестабильный рабочий процесс.
Самые часто используемые диаметры: 1,6, 1,2, 0,9, 0,8 и 0,6 миллиметров.
Порошковая проволока, с внутренней начинкой флюс (порошок в гранулах). Главная функция та же, что у проволоки с покрытием. Флюс бывает специальным, щелочным, рутиловым. Порошковая, сравнимо с целиковой, обеспечивает дугу с большей стабильностью и более глубокое проникновение. Это позволяет получать лучший (по внешнему виду) сварочный шов, который часто не нуждается в зачистке (к примеру, могут отсутствовать брызги). Также снижается вероятность появления пористости и прочих дефектов. Конечно же, применение такой проволоки нуждается в удалении шлаков, что также нужно при работе по M. M.A.-схеме с электродами.
M.A.-схеме с электродами.
Аппарат полуавтоматической сварки
Е. О металле припоя:
Перенос припоя в расплав, кроме электропараметров, определяется диаметром проволоки, а также типом газа и используемым генератором. Учитывая это, перенос может быть:
- Погружением. Металл переносится в виде капель, где последние погружаются в расплав при этом, создавая постоянные КЗ. При таком процессе переноса с дугой short-arc сила тока равна 200 А и используется проволока с диаметром в пределах от 0,6 до 1,2 миллиметров. За счет этого возможна работа с малыми толщинами и работа в любом положении. Сварка происходит с применением генераторов, которые работают на постоянном токе.
- Распылением. В этом случае капли переносятся не при контакте с расплавом, а под влиянием сильного тока. Причем они распыляются не на расплав, а формируя постоянный приток материала.
Актуально при применении генераторов постоянного тока, когда в ход идет ток более 200 А и когда диаметр проволоки более миллиметра. Создается текущий расплав, который дает хорошее проникновение, отвечающее горизонтальной сварке, особенно на больших и средних толщинах.
Создается текущий расплав, который дает хорошее проникновение, отвечающее горизонтальной сварке, особенно на больших и средних толщинах.
- Импульсной дугой или импульсным переносом. Актуально только при работе с генераторами импульсного типа. Последние (импульсы) провоцируют отсоединение небольших капель, что даже при низком токе дает хорошие характеристики распыленной дуги. Параметры проникновения, размеры расплава, а также температура тут схожи с теми, которые показывает spray-arc-сварка. Потому не удивительно, что данный процесс очень широко используется при работе с нержавейкой и алюминием, в общем, тогда, когда short arc не гарантирует хорошего результата.
Хороший сварочный полуавтомат
- F. О сварке разных материалов процессами M.I.G.-M.A.G.
- Углеродистая, мягкая сталь.
Для работы используется постоянный ток с обратной полярностью (электроны, соединенные с положительными полюсами). Также применяется исключительно M.A. G.-сварка. Актуально использование чистого CO2 и смесей Ar-CO2с с различным (имеется в виду процентное) содержанием обоих веществ. При этом аргона традиционно 80%, а CO2 – 20%. Вообще же, чем больше в смеси аргона, тем устойчивее дуга и тем лучше характеристики.
G.-сварка. Актуально использование чистого CO2 и смесей Ar-CO2с с различным (имеется в виду процентное) содержанием обоих веществ. При этом аргона традиционно 80%, а CO2 – 20%. Вообще же, чем больше в смеси аргона, тем устойчивее дуга и тем лучше характеристики.
Итог работы обычно очень хороший, особенно, если использовалась short-arc-дуга. Тогда получается достичь хорошего расплава и есть возможность работы в любом положении.
Использование проволоки, содержащей марганец и кремний, позволяет получать высококачественный шов без загрязнений.
Важно правильно подготовить место работы – снимайте фаску на толщинах более 3 миллиметров.
- Нержавейка.
Работать можно при постоянном токе, а также при импульсном токе, но с обратной популярностью. Тут уместно использование только M.A.G.-процесса и смеси газа из Ar + О или Ar + CO2. Важно, чтобы в смеси было не менее 98% аргона. Это позволит избежать окисления хрома, присутствующего в основе. Также важно предварительно снять фаску с соединений, если толщина последних превышает 2,5 миллиметра. Внимательно подбирайте припой – он должен соответствовать материалу основы.
Внимательно подбирайте припой – он должен соответствовать материалу основы.
Для качественного выполнения работ нужно выполнять шлифовку точек.
- Алюминий и сплавы.
Можно работать при постоянном токе или при токе импульсном, но с обратной популярностью. Уместно использовать только M.I.G.-метод,
В виде защитного газа подходит только чистый аргон. Возможно применение гелия или же Ar + He.
Если нужна сварка плоской поверхности, то при любой толщине применяются техники pulsed-arc и (или) spray-arc. Если же работать необходимо под углом, в вертикальном положение и сварки требуют небольшие толщины, то тогда выбираем технику short-arc. Учитывая особенности алюминия, стоит вместо шлифовки выбрать фрезеровку.
- Прочие. Никель, медь и их сплавы варят при помощи M.I.G.-M.A.G.-методов с током (постоянным) обратной полярности. M.I.G.-вариант выбирают тогда, когда нужно работать с толщиной более 5 миллиметров. Причем силу тока регулируем, учитывая толщину и положение соединений.

Полуавтоматический сварочный аппарат
ADVANCED THERMAL CONTROL
Разработанная компанией Telwin технология ATC в первую очередь предназначена для таких областей применения, например, кузовных работ, в которых материалы (толщиной от 0,5 до 0,8 мм) чрезвычайно чувствительны к деформациям, вызванным температурой, которая достигается во время сварки..
Telwin технология ATC позволяет с легкостью позволяет получить отличные результаты при сварке материалов небольших толщин благодаря усовершенствованному контролю дуги
Без ATC технологии | С ATC Telwin технологией | |
Сзади | Ретро | |
- Простота сварки материалов небольшой толщины
- Меньшая деформация материала
- Очень стабильная дуга даже при низком токе
- Быстрая и точная точечная сварка
- Упрощенное соединение листов, расположенных на расстоянии друг от друга
- Отличные результаты работы на стали, алюминии и при пайке
Telwin технология ATC
Импульсная сварка: преимущества и возможности.

«Сварка – процесс создания неразъёмного соединения в результате расплавления кромок, образования общей сварочной ванны и последующей её кристаллизации» — так звучит определение хорошо известного многим сварочного процесса.
Как известно, сварка в своём нынешнем виде была изобретена в 30-е – 40-е годы прошлого века. За столь долгий срок некогда простой процесс обрёл вид сложной технологической операции, на смену неплавящемуся угольному электроду пришла расходуемая сварочная проволока, трансформаторы уступили место электронике и инверторам, а качество соединений повысилось за счёт применения различной газовой и порошковой защиты.
В последнее время наибольшее распространение получила полуавтоматическая сварка плавящейся проволокой в среде защитных газов благодаря простоте использования, обширному диапазону свариваемых материалов и толщин, невысокой цене на оборудование при его малых габаритах и возможности автоматизации и роботизации. Многие сварщики как частники, мелкие конторки так и рабочие промышленных гигантов государственного масштаба остановили свой выбор именно на полуавтоматах, подчёркивая повышенный КПД (в сравнении с применяемой ранее ручной дуговой сваркой плавящимся электродом), неприхотливость в работе и значительное сокращение дефектов шва на выходе изделий.
Прогресс не стоит на месте, а значит и без того простые в применении аппараты для полуавтоматической сварки с каждым годом приобретают всё новые технологии по улучшению сварочного процесса и предотвращению возникновения дефектов и напряжений в сварочном шве.
| Сварка алюминия в импульсном режиме аппаратом CEA DIGITECH VISION PULSE 5000 |
Одной из таких технологий является возможность импульсной сварки.
Процесс создания сплошных сварных швов посредством расплавления металла с управляемым переносом «один импульс – одна капля» получил название импульсной сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки в защитной газовой среде.
Импульсная MIG/MAG сварка представляет собой вариант обычного процесса сварки MIG/MAG, в котором ток пульсирует с частотой. Некоторые современные аппараты позволяют регулировать частоту импульса. Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее в сварочную ванну. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Управляемый перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
По сравнению со сваркой неплавящимся электродом импульсная сварка позволяет в 3—8 раз повысить производительность процесса и значительно снизить сварочные деформации при практически одинаковом качестве сварных соединений. Импульсная сварка может применяться для конструкций ответственного назначения из разных марок сталей, алюминиевых, медных, никелевых сплавов и титана толщиной от 1 до 50 мм при выполнении швов во всех пространственных положениях. Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок.
Наибольшее распространение импульсная сварка получила для соединения алюминиевых сплавов толщиной ≥1,5 мм и специальных сталей толщиной > 1 мм.
Для каждого сварочного тока должны быть выбраны оптимальные частота и энергия импульсов. Частоту 50 Гц следует применять при малых токах, когда использование частоты 100 Гц невозможно. При токах свыше 70—100 А следует применять частоту 100 Гц, так как при частоте 50 Гц увеличивается чешуйчатость шва, его пористость и дымообразование.
Современные сварочные аппараты позволяют использовать широкий диапазон амплитуд импульсов различной длительности и формы волны на частотах от нескольких герц до нескольких сотен герц. Амплитуда и длительность импульса, объединённые должным образом, создают дугу, способную расплавить и отсоединять каплю электродной проволоки диаметром, близким к толщине этой проволоки.
Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горение дуги в пространстве, улучшается качество сварки: отсутствует разбрызгивание расплавленного металла проволоки, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Более всего для контроля параметров импульса подходят аппараты с синергетической системой управления. Такие аппараты позволяют не только настраивать основные параметры сварочного процесса: величину фонового и импульсного тока, времени их протекания, длину дуги и т.д., но и отталкиваться от предустановленных программ, рассчитанных специально под конкретные данные, как свариваемого материала, так и используемых «расходников»: состава газовой защиты и присадочной проволоки. Подобные настройки хорошо заметны на приведённых ниже изображениях меню аппарата CEA DIGITECH.
Меню выбора программ для сварки различных материалов аппарата DIGITECH
Основные преимущества импульсного режима MIG/MAG сварки:
• Она позволяет добиться плавной, без брызг сварки на средних токах (50-150A), которые иначе подходят только для сварки короткой дугой с непериодичной подачей металла в зону сварки и, как следствие, появление брызг металла.
• Импульсная передача является промежуточной между струйным переносом и сваркой короткой дугой, которая может быть слишком «холодной» (из-за прерывистого образования электрической дуги, дуга эффективно ‘выходит’ между каждым циклом плавления). Это делает его идеальным для сварки больших толщин, где необходим контроль тепловложения, но для которых струйный перенос будет уже слишком «горячим».
• Импульсный режим MIG сварки позволяет сваривать при более высоких скоростях там, где погружённая дуга или струйный перенос не применимы.
• Возможность перехода капельного переноса в мелкокапельный и струйный.
Двойной импульс| Сварка алюминия двойным импульсом аппаратом CEA DIGITECH VISION PULSE 5000 |
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, с низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза.
За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну.
Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла.
При работе с тавровыми швами двойной импульс тока позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.
Что касается системы настроек режима сварки, то она, прежде всего, зависит от назначения аппарата, цены и, если есть возможность, предустановленных программ, расширяющих функции. Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
| Выбор режима сварки двойным импульсом | Экран регулировки силы тока и напряжения |
Регулировочные параметры отображены квадратами, настраиваемый параметр подсвечен зелёным.
Слева направо: предварительная подача газа, стартовая скорость, горячий старт, начальный ток, начальная длина дуги, начальное нарастание, конечное затухание, конечный ток, конечная длина дуги, растяжка дуги, послесварочный газ.
Диаграмма двойного импульса с настройками: первая модуляция (от I1 до I2), разность токов двойного импульса, длительность двойного импульса, баланс двойного импульса, частота двойного импульса, вторая модуляция (от I2 до I1).
Регулировка динамики/частоты импульса для режима ULTRASPEED (специальная функция полуавтоматов СЕА).
В линейке СЕА следующие аппараты имеют возможность полуавтоматической сварки MIG/MAG с использованием импульса/двойного импульса: DIGISTAR 250, DIGITECH VISION PULSE 5000. C описанием аппаратов Вы можете ознакомиться, просто нажав на интересующую модель.
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса. У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления.На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс.Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится по мере того, как основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Расплавленный алюминиевый наполнитель
Правильное добавление алюминиевого наполнителя в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей и поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были склеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Нормальные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов.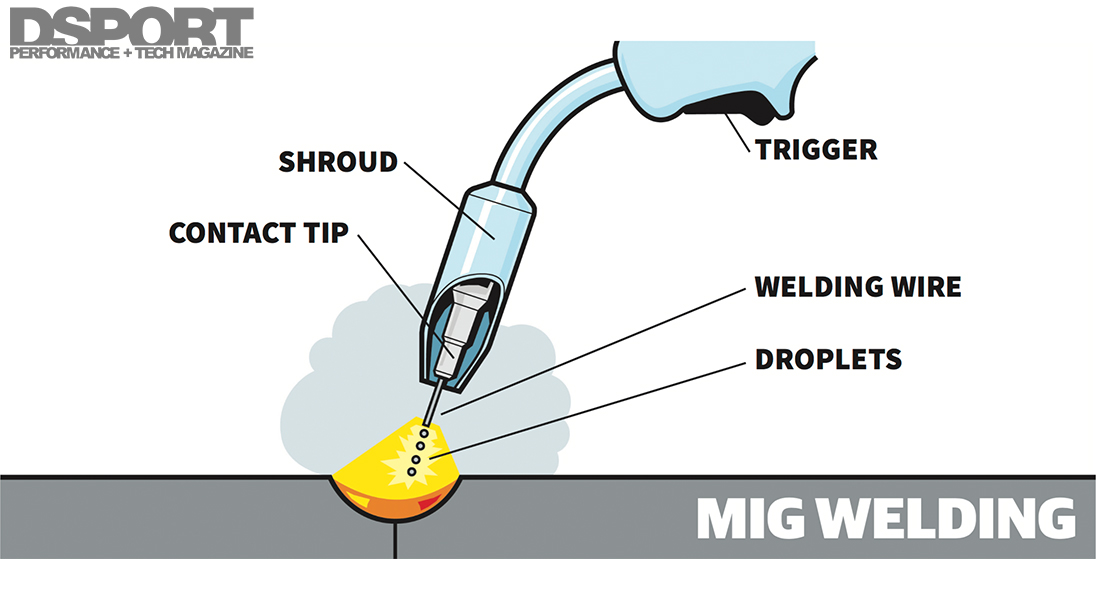 Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма от стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Нумерация из алюминиевого сплава
Разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99 процентов или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при надлежащей термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.
 Эти сплавы используются в авиастроении.
Эти сплавы используются в авиастроении. - 3ХХХ серия . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термообработке.
- 5XXX серия . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6ХХХ серия . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки.
 Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью. - 7XXX серия . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сваривать, паять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или чистящими средствами с pH выше 10, так как они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность. Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время налипания не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых секций часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют этому требованию.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку во всех положениях газовой вольфрамовой дугой и газовой дуговой сваркой металлическим электродом.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.![]()
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовым процессом.
Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Подготовка кромки листа
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции сварных соединений для стальных соединений. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. Для алюминиевых листов меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не играет роли.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Диаграмма проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 представлены технологические схемы сварки алюминия газовой дуговой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится сварным швом без шлака.
Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости перемещения.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезен при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия методом MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Двухслойный второй слой> осциллирующийГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 приведены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо восстановить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом. Новое оборудование обеспечивает программирование, предварительную и последующую подачу защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки отрицательным электродом на постоянном токе.
- В качестве защитных газов для сварки алюминия используются аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией соединения Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
Для ручной сварки алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга разрывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки. Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, он может быть добавлен к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги и добавляя в кратер присадочный металл.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть вырезаны или заострены конусом перед сваркой.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Кромочные и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но очень важна очень плотная подгонка.
Постоянный ток, прямая полярность
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая склонность к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого валика сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне выделяется больше тепла, поэтому она становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажгла в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводные язычки и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы исключить кратерные трещины. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажгла в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводные язычки и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер следует заполнить до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Экранированная дуговая сварка металла
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он дает сварные швы такого же внешнего вида, прочности и структуры, что и сварные швы, полученные при кислородно-ацетиленовой или кислородно-водородной сварке. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненная тем же способом, что и при ручной дуговой сварке других материалов углем. Подготовка швов аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварку алюминиевых шпилек можно выполнять с помощью обычного оборудования для дуговой сварки шпилек, используя либо разряд конденсатора, либо разряд конденсатора с вытяжкой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время сварочного цикла.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора с натянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварочного шва накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторным разрядом небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпилек с разрядом протянутой дуги используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в откачанной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся чуть больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к настолько интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается по стыку, все больше металла на продвигающейся стороне отверстия расплавляется. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка Сопротивлением Сварка
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но можно соединить методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и непостоянное электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с неизменно высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимо выполнить некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или идентификационной маркировки, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать поперечные нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для шовной сварки, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение. Регулируя синхронизацию, машина для шовной сварки может производить точечную сварку с равномерным интервалом, равную по качеству тем, которые производятся на обычной машине для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Полученные таким образом соединения выходят из строя за пределами области сварного шва при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполнялась с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может выполняться большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия методом TIG
Различные методы сварки и места их применения
Сварка — это процесс плавного соединения двух или более кусков металла вместе с использованием тепла и давления.Когда тепло применяется к металлу, он становится мягким, что позволяет соединять детали путем приложения соответствующего давления. Концепция сварки существует со времен средневековья, когда металлические детали сначала нагревали на пламени при очень высоких температурах, а затем сколачивали вместе, чтобы соединить их. Позже этот метод был заменен использованием электрического и газового пламени, что оказалось более безопасным и быстрым для сварщиков. Сегодня сварщики узкоспециализированы и используют около 30 видов сварки, в которых используются такие элементы, как газ, электричество и лазерные лучи.Ниже приведены наиболее часто используемые методы сварки:
Палка / дуговая сварка (SMAW)
Этот распространенный метод сварки был изобретен в 1802 году и включает использование плавящегося электрода, имеющего сердечник с покрытием из флюса, который дает электрический ток. При контакте с свариваемым металлом в зазоре возникает электрическая дуга, генерирующая высокие температуры до 6500 ° F. Это тепло плавит электрод и металл, создавая сварной шов. Этот метод сварки выгоден тем, что не требует защитного газа и эффективен для ржавых металлов.Однако тонкие металлы могут усложнить процесс, требуя присутствия квалифицированного и опытного оператора.
Дуговая сварка лучше всего подходит для тяжелых металлов размером 4 мм и более и используется при ремонте тяжелого оборудования, при монтаже стали и сварке трубопроводов, а также в обрабатывающей промышленности и строительстве.
Сварка металла в среде инертного газа (MIG) или GMAW
Этот распространенный вид сварки был усовершенствован в 1960-х годах. Для сварки MIG используется пистолет, в который непрерывно подается плавящийся электрод.В процессе используется внешний газ для защиты сварного металла от факторов окружающей среды, таких как кислород, что делает его непрерывным и быстрым. Этот метод прост в освоении, дает меньше сварочного дыма, имеет высокий КПД электрода и требует меньшего количества тепла. Однако оборудование дорогое, процесс неэффективен для толстых материалов и требует внешнего защитного газа.
СваркаMIG хорошо работает с различными сплавами, такими как нержавеющая сталь, алюминий, кремниевая бронза, магний, медь и никель.Он используется в ремонте автомобилей, строительстве, сантехнике, робототехнике, производстве и ремонте судов.
Сварка вольфрамовым электродом в среде инертного газа (TIG) или GTAW
Этот метод сварки, выпущенный в 1941 году, представляет собой сложный и трудоемкий процесс сварки, требующий высокого уровня навыков и внимания. Автогенный шов можно создать путем плавления двух металлических частей без присадочного металла. TIG позволяет получать высококачественные сварные швы без брызг из различных сплавов, которые могут быть очень тонкими.Однако для этого требуется высококвалифицированный оператор и внешний защитный газ, и он не работает с ржавыми или грязными материалами.
СваркаTIG лучше всего используется в авиакосмической сварке, производстве автомобилей, мотоциклов и мотоциклов, труб и высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки аналогичен SMAW, за исключением того, что в нем вместо сплошной проволоки используется заполненный трубчатой проволокой флюс. Он может быть самозащитным или двойным с дополнительным внешним газом.Он используется при сварке толстых материалов, ремонте тяжелого оборудования и строительстве, а также при монтаже металлоконструкций.
Сварочные процессы претерпели значительные изменения за последние годы, что привело к появлению множества новых и инновационных методов. Таким образом, необходимо понимать эти методы, чтобы знать, какой из них подходит для вашей работы. Это в значительной степени будет определять, кого вы захотите нанять для его выполнения. Каждый метод сварки имеет определенные преимущества и недостатки, и вам нужно потратить время на то, чтобы подумать, какой процесс будет оптимальным для вашей области применения.Независимо от того, какой метод сварки подходит для вашего проекта, Swanton Welding может помочь вам сегодня.
Различные методы сварки | Сварочные процессы
Различные методы сварки и их применение
Хорошая сварка обеспечивает одно из самых прочных сцеплений материалов при производстве. Однако в зависимости от материалов и функции конструкции используются разные виды сварки.В Kimastle мы со всем этим поработали. Как эксперты в области механической обработки, мы помогаем производителям проектировать, производить и интегрировать продукты и оборудование. Найдите минутку, чтобы изучить основы различных методов сварки, чтобы найти метод, который лучше всего подходит для вашей конструкции.
Ручная сваркаРучная сварка или дуговая сварка в защитном металлическом корпусе (SMAW) — старейшая и наиболее распространенная форма этой практики. Используя электрод, покрытый инертным материалом, палочка создает дугу, которая испаряет защитный газ, сплавляя металл.В процессе образуется значительное искрение, в результате чего образуется шлак (отходы побочных продуктов наполнителя), который требует очистки. Прочность сварного шва также зависит от типа сварочных стержней и присадочного материала. Кроме того, доступны разные электроды для разных металлов, что обеспечивает универсальность. Из-за нестабильного характера дуговой сварки требуется надлежащая защита и вентиляция.
Общие приложения для сварки SMAWБлагодаря своей простоте и прочности, сварка штангой используется для создания крупномасштабных стальных конструкций, таких как небоскребы и горное оборудование.Из-за шероховатости сварного шва он не идеален для отделки швов или прецизионных соединений. Однако он дешевле и проще, чем другие виды сварки, и идеально подходит для больших и быстрых соединений. Сварные швы палкой распространены во многих производственных процессах:
- Производство тяжелых металлов
- Конструкционные стальные конструкционные материалы
- Судостроение
Сварка металла в среде защитного газа (MIG) — один из самых популярных методов в производстве готовой продукции.Он быстрее и чище, чем сварка штучными швами, идеально подходит для непрерывных швов. Сварка MIG использует заряженный проволочный электрод для создания дуги. Бисероплетение наносится с помощью палочки или пистолета. Поскольку ток течет постоянно, сварочные швы получаются непрерывными и быстрыми. Защита от газа предотвращает разбрызгивание и образование шлака для более чистых сварных швов. Однако, поскольку здесь используется газовая защита, ветер и потоки воздуха могут нарушить процесс. Следовательно, эту технику можно использовать только в закрытых помещениях в контролируемых условиях.
Общие приложения для сварки MIG СваркаMIG исключительно полезна при сплавлении тонких алюминиевых листов.В результате эта практика популярна в автомобильной и производственной отраслях. Как один из самых быстрых и простых методов, он особенно эффективен для массового производства. Он также универсален, способен плавить сталь, углеродистую сталь, магний, алюминий и другие сплавы. Однако, поскольку сварка MIG не может быть достигнута на открытом воздухе, она не так распространена в строительстве.
Сварка вольфрамом в среде инертного газаСварка вольфрамовым электродом в среде инертного газа (TIG) — это универсальный метод, при котором не образуются токсичные пары или шлак.В результате сварщики могут добиться чистого соединения практически с любым типом материала. Фактически, сварка TIG может использоваться для стали, бронзы, меди, алюминия, магния, латуни и даже золота. Сварка TIG возможна во всех положениях сварки, что идеально для точных соединений. Поскольку в процессе не образуются вредные пары или дым, его можно проводить в закрытых или закрытых помещениях.
Общие области применения для сварки TIGБлагодаря своей универсальности и чистоте, сварка TIG используется во многих отраслях промышленности.От изготовления до ремонта сварочные швы TIG эффективны для различных материалов и различной толщины. Общие области применения включают аэрокосмическое производство, автомобилестроение и скульптуру изобразительного искусства. Точные и чистые сварные швы оставляют отполированное соединение, которое одновременно эстетично и долговечно.
Свяжитесь с нами для вашего следующего проектаВ Kimastle мы специализируемся на всех видах сварки для больших и малых проектов. Что еще более важно, мы работаем с вами на каждом этапе пути, чтобы обеспечить наилучшие возможные результаты.Чтобы получить помощь с производственным дизайном, свяжитесь с нами сегодня по телефону 586-949-2355 и узнайте больше о том, что мы можем предложить. Используя ваше видение и наш опыт, давайте создадим что-то, что будет надежным.
MIG и сварка TIG: сходства, различия и области применения
— Обновлено 26.02.2020
Соединение металлов сваркой дает вам несколько вариантов наилучшего метода.Среди ваших вариантов — сварка MIG и TIG. Споры о сварке MIG и TIG были популярны в обрабатывающей промышленности в течение некоторого времени, и мы здесь, чтобы предоставить факты для каждого типа сварки. Каждый имеет определенные преимущества в определенных ситуациях. Если вы когда-нибудь задумывались, в чем разница между сваркой MIG и TIG, это руководство расскажет обо всем, что вам нужно знать.
Что такое сварка MIG?
Сварка МИГ — это аббревиатура от металлического инертного газа. Этот процесс также известен под названием газовая дуговая сварка металлическим электродом (GMAW).Большинство сварщиков сначала изучают этот процесс, поскольку он сочетает в себе универсальность и простоту использования. Большинство металлов и сплавов легко адаптируются к процессу.
Часть названия, содержащая инертный газ, связана с тем фактом, что дуга не реагирует на кислород в атмосфере. Защитный газ окружает электрическую дугу, чтобы предотвратить ее воздействие за пределы обозначенной области. Этот газ помогает повысить безопасность сварки MIG.
Сварщик использует плавящийся электрод в виде металлического наполнителя.Этот металл расплавится, чтобы соединить куски металла, которые сварщик хочет соединить. Тип используемого наполнителя электродов зависит от материалов, которые необходимо соединить, и их свойств.
СваркаMIG предлагает более простой процесс по сравнению с другими видами сварки. Его простота также делает процесс быстрым, поэтому он идеально подходит для проектов в последнюю минуту, особенно если вам необходимо соединить более толстые металлы, чем может обрабатывать сварка TIG.
В отличие от других видов сварки, в которых используется расходный присадочный материал, таких как сварка штучной сваркой, MIG использует больше присадочного материала, что приводит к меньшему количеству отходов.Например, при сварке штангой до 25% присадочного электрода уходит в отходы в виде неиспользованного шлейфа. При сварке MIG на каждые 50 деталей 49 из них осаждаются на металлах в качестве наполнителя, оставляя менее 2% в виде отходов наполнителя.
СваркаMIG также дает преимущество в скорости. Этот процесс занимает гораздо меньше времени по сравнению со сваркой штучной сваркой или TIG. Для применений, где требуется максимально быстрая сварка, сварка MIG может быть лучшим выбором. Однако не забывайте о толщине металла и внешнем виде сварного шва.При соединении более толстых деталей MIG имеет преимущество перед TIG. Присадочный материал, используемый для сварки MIG, лучше склеивает металлические части друг с другом, а более толстый металл требует больше времени для нагрева, чтобы TIG работала.
Несмотря на то, что сварка MIG полезна, быстра и универсальна, самый большой недостаток — это то, где вы можете это сделать. Газы, используемые для защиты процесса сварки, не работают на улице. Сварку MIG следует проводить только в помещении с более контролируемой атмосферой.
Сварка MIG
Процесс сварки MIG начинается с тщательной очистки металлических поверхностей, которые необходимо соединить.Любая грязь или загрязнения на поверхности могут помешать адекватному прилипанию наполнителя к металлу. Даже грязь под металлическими зажимами, удерживающими детали, может препятствовать прохождению электрического тока через систему, снижая эффективность сварки.
Настройка параметров сварки MIG зависит от металлов, которые необходимо соединить.
- Сила тока: Величина используемого тока зависит от толщины металла. Как правило, используйте один ампер на 0.001 дюйм толщины металла.
- Проволока присадочного электрода: Тип используемой проволоки зависит от типа соединяемого металла. Толщина электрода напрямую зависит от глубины металла.
- Газы: Выбранные газы также зависят от металлов. Для универсальной сварки углеродистой стали используйте смесь 75% аргона и 25% диоксида углерода. Использование 100% углекислого газа обеспечивает более глубокое проникновение наполнителя для более толстых металлов, хотя и создает больше беспорядка.Для алюминия используйте 100% аргон, в то время как равные части аргона, углекислого газа и гелия подходят для нержавеющей стали.
- Вылет: Длина проводки, выступающей от конца сварочного пистолета, должна составлять 3/8 дюйма, и при использовании она должна издавать звук, напоминающий шипение бекона. Если качество звука не соответствует ожиданиям, у вас слишком много проводов.
Во время сварки через сварочную горелку к проволоке течет энергия. Сварочный шов посылает электрическую дугу через плавящийся электрод к металлическим деталям.В этом процессе расходный наполнитель плавится в сварочную ванну, которая остывает и затвердевает, чтобы соединить металлические детали.
Во время этого процесса вы можете толкать сварочную горелку вперед или тянуть ее назад. Выбранный вами вариант зависит от ваших навыков и желаемых результатов. Независимо от того, какой метод вы выберете, стремитесь к тому, чтобы угол перемещения между поверхностью и сварочным пистолетом составлял от 5 до 15 градусов. Углы, превышающие это значение, могут увеличить разбрызгивание и снизить точность.
Толкание означает, что вы работаете перед сварочной ванной, создавая более мелкий проплав и более плоский сварной шов. Этот метод дает вам лучшую видимость процесса, потому что вы отталкиваетесь от пула.
В процессе вытягивания необходимо оттащить пистолет от лужи. Некоторые называют это методом наотмашь, потому что ваша рука движется назад. При оттягивании сварочной горелки образуется узкая полоса, которая проникает глубоко.
Для чего используется сварка MIG?
СваркаMIG имеет несколько применений.Однако, прежде чем определять конкретные области применения, следует знать о преимуществах сварки MIG, чтобы понять, насколько она лучше подходит для некоторых проектов.
Если скорость важнее точности, выберите сварку MIG. Это происходит быстрее, хотя результаты не кажутся такими чистыми, как при сварке TIG.
Для более толстых металлов присадка, используемая при сварке MIG, поможет скрепить детали. TIG не подходит для металлов толщиной 1/2 дюйма, потому что материалы не могут достаточно нагреться во время процесса.
Если вы подбираете газ и проволоку в соответствии с типами металла, который вам нужно соединить, MIG предлагает широкий спектр применений, для которых вы можете его использовать. Поскольку он создает видимую линию сварного шва, выбирайте его для проектов, которые вы можете видеть снаружи или где эстетика имеет значение.
Соответствующие области применения для сварки MIG включают следующее:
- Ремонт металлических деталей
- Ремонт и производство автомобилей
- Сцепное устройство
- Сельхозтехника
- Строительная сварка
- Сварка труб
- Проекты подводной сварки
- Ремонт железнодорожных путей
- Судостроение
Эти варианты сварки MIG показывают, насколько универсален этот процесс.Если ваш проект не обязательно должен выглядеть безупречно, требует скорости для отделки или имеет более толстые металлы, для которых сварка TIG не подходит, вы можете выбрать MIG для своей сварки.
Что такое сварка TIG?
Сварка TIG — это аббревиатура от слова «вольфрам в инертном газе». Другое ее название — газовая вольфрамовая дуговая сварка или GTAW.
Название процесса происходит от вольфрамового электрода внутри сварочного пистолета. В MIG этот электрод представляет собой расходный металл, образующий наполнитель. Однако вольфрам плавится не так легко, как другие материалы.Он проводит электрическую дугу непосредственно к компонентам, которые необходимо соединить.
Если вы не прикасаетесь вольфрамовым электродом к сварочной ванне или материалам, вы не потребляете его во время процесса. Если вольфрам коснется металла, что называется погружением, вам нужно будет отшлифовать наконечник. От того, как часто вы случайно окунете вольфрам в металл, зависит срок службы жала.
В то время как MIG использует наполнитель, TIG не требует его. Его способность соединять два металла без наполнителя означает, что детали имеют более чистое соединение без дефектов из-за неправильно использованного наполнителя.
Процесс TIG требует большего мастерства, чем MIG, а это значит, что только опытные сварщики будут использовать этот метод. Поскольку для сварки TIG требуются две руки, в случаях, когда используется наполнитель, сварщик регулирует ток с помощью ножной педали. Если сварщик не отрегулирует ток должным образом, металл может стать слишком горячим. Если во время сварки металлы перегреются, они могут треснуть от напряжения.
Точность, необходимая для сварки TIG, значительно замедляет процесс. Сварка TIG занимает как минимум в два раза больше времени по сравнению с аналогичным проектом с использованием сварки MIG.Однако это вложение времени гарантирует, что продукт, полученный при сварке TIG, будет иметь гладкий и точный сварной шов между парой металлических листов.
Поскольку сварка TIG требует нагрева металлических деталей, которые необходимо соединить, детали должны иметь достаточно тонкую конструкцию, чтобы через них мог проходить ток и достигать нужной температуры. Для очень толстых деталей требуется присадочный материал, используемый при сварке MIG для более надежного соединения.
Процесс сварки TIG
В отличие от процесса MIG, при котором сварочная горелка должна удерживаться только одной рукой, хотя для обеспечения устойчивости предпочтительно использовать две руки, для сварки TIG требуются две руки при использовании присадочного материала.Пока наполнитель находится внутри сварочной горелки при сварке MIG, вы держите ее одной рукой во время сварки TIG.
Для процесса сварки TIG вольфрам входит в сварочную горелку там, где при сварке MIG будет использоваться расходный присадочный материал. Этот вольфрам сохраняет свою форму во время процесса, что позволяет многократно использовать его.
Сварочная горелка подает электрический ток на соединяемые металлы. Этот ток нагревает металлы, позволяя им слегка плавиться, образуя сварочную лужу между ними. Поскольку электрический ток нагревает металлы, сварка TIG лучше всего подходит для очень тонких деталей, вплоть до 0.005 дюймов. Сварка МИГ может перегрузить такие тонкие листы материала.
Если вам нужен наполнитель для процесса, вы держите стержень материала в одной руке, в то время как у вас есть горелка в вашей доминирующей руке. Вы используете ножную педаль, чтобы регулировать ток через сварочный пистолет.
Вольфрамовый стержень будет иметь заостренный или закругленный шаровой конец, в зависимости от того, что вы будете сваривать, и источника питания. Для сварки алюминия и магния используйте переменный ток и шаровую головку на вольфраме.Нержавеющая сталь и сталь используют отрицательный электрод постоянного тока (DCEN) и заостренный наконечник на вольфраме.
При сварке TIG используйте аргон при сварке нержавеющей стали, алюминия или стали. В то время как при сварке MIG хорошо подходят оба метода толкания и тяги, при сварке TIG всегда используйте метод толкания.
Сварка TIG требует особой осторожности и точности. Не бойтесь тратить время. Для достижения наилучших результатов следите за чистотой свариваемых поверхностей. Грязь вызывает серьезные осложнения при сварке, особенно при использовании TIG без присадки.Потратив время на очистку поверхности и завершение сварного шва, вы получите лучший сварной шов, чем если бы вы бежали по грязным поверхностям. Несмотря на то, что это более медленный процесс, сварка TIG дает гораздо более эстетичный результат.
Для чего используется сварка TIG?
Поскольку TIG требует высочайшей точности и обеспечивает более чистые сварные швы, он лучше всего подходит для применений, где важны внешний вид и прочность. При работе без присадки TIG создает готовые изделия, на поверхности которых нет видимого сварочного наполнителя.TIG также не вызывает брызг во время процесса, так как для образования сцепления не требуется наполнитель.
Также учитывайте толщину металла. Для более толстых деталей сварка TIG не будет обеспечивать достаточного нагрева деталей для их соединения. TIG очень хорошо работает с очень тонкими металлическими листами и не требует присадки для таких сварных швов. Детали, которые плохо проводят электричество, но вместо этого нагреваются, особенно хорошо работают при сварке TIG, которая основана на выделении тепла в металле для создания сварочной ванны.
В то время как MIG должен соединяться только как металлы, TIG может соединять разнородные материалы. Например, вы можете сваривать углеродистую сталь с медными сплавами или нержавеющей сталью.
При выборе сварки TIG детали должны плотно прилегать друг к другу перед сваркой. В противном случае сварка не исправит никаких ошибок при подгонке, так как TIG обычно не использует присадку. Если детали не подходят по размеру, вы все равно можете использовать TIG, если выполняете сварку импульсным током. Хотя это может не решить проблем с подгонкой, оно лучше приспосабливает детали.
СваркаTIG имеет несколько применений, требуемых строительными нормами. Для многих проектов как минимум первый сварной шов между деталями должен выполняться с использованием сварки TIG. Эти области применения включают трубопроводы, видимые потребительские товары и ядерные работы.
Поскольку сварка TIG не имеет видимого наполнителя после завершения, она хорошо подходит для сборки деталей кузова автомобилей, компонентов авиакосмической отрасли, кораблей, деталей велосипедов и труб. Эти области применения также ценят коррозионную стойкость и прочность сварных швов, производимых TIG.
Одно из применений сварки TIG, которое демонстрирует ее прочность и надежность, — это использование для отработавшего ядерного топлива. После того, как ядерные стержни завершили свое использование, сварщики выбирают сварку TIG, чтобы запечатать эти все еще радиоактивные вещества, чтобы предотвратить утечку материала внутри.
Если у вас есть опыт сварки и вам необходимо прочное, устойчивое к коррозии, визуально привлекательное соединение и у вас есть время посвятить процессу сварки, выберите сварку TIG.
Обратитесь в PBZ по вопросам производства полного цикла
Сварка — неотъемлемая часть любого проекта в области металлообработки.В PBZ мы понимаем эту концепцию, поэтому мы нанимаем только сертифицированных сварщиков, которые могут успешно выполнять сварку TIG и MIG для выполнения самых разнообразных работ. Эти сварщики составляют часть нашей команды, которая предлагает нашим клиентам рациональное производство от проектирования до доставки. Если вашему бизнесу требуется комплексное обслуживание, свяжитесь с нами в PBZ Manufacturing.
Что такое сварка? Определение, типы и процесс
Готовы ли вы начать увлекательную карьеру сварщика? Эта востребованная отрасль позволяет вам работать руками, создавая и ремонтируя широкий спектр металлических компонентов.Что такое сварка? Узнайте сегодня и узнайте больше о том, как начать свою карьеру сварщика в Калифорнии или по всей стране.
Определение сварки
Сварка — это надежный способ соединения двух металлических частей.
Этот базовый процесс можно выполнить разными способами, но в основе своей сварка — это соединение металлических частей.
Этот процесс требует тепла и давления. Сварщик использует электрическое или газовое пламя для создания сильного тепла, чтобы размягчить кусок металла или металлический стык.Прикладывается давление, и две металлические детали соединяются вместе. После охлаждения деталь становится одной с прочным соединением.
Сварка часто используется, когда невозможно соединить два металлических куска другим способом. Заклепки, винты и другие крепежные детали не создают герметичного уплотнения. Они также могут стоить дороже и использоваться только в определенных типах соединений. Сварной шов — это прочный стиль соединения, который можно использовать по-разному. Сварщик — это карьера, которая сочетает в себе формирование навыков мышления, решения проблем и практических навыков для повседневной работы, полной азарта и возможностей для роста.
Процесс сварки
Вы можете быть удивлены количеством способов соединения двух металлических частей. Сварка используется практически во всех отраслях промышленности, поэтому сварщикам необходимо творчески подходить к выбору правильного типа сварки и стиля соединения. Вот несколько распространенных способов соединения двух деталей:
- Торцевое соединение
- Тройник
- Угловое соединение
- Соединение внахлестку
- Стыковое соединение
Сварщик выбирает тип соединения после тщательного рассмотрения материалов и заявление.Должен ли материал выдерживать большие поперечные нагрузки или скручивающие нагрузки? Это может повлиять на выбор наилучшего типа соединения и используемый тип сварного шва.
Некоторые сварочные работы требуют от вас навыков решения проблем. Подойдет ли для этого случая краевой или тройник? Какой наполнитель и инертный газ лучше всего подходят для этой конкретной области применения?
Если у вас есть навыки, опыт и ресурсы из программы качественного обучения, вы можете легко ответить на эти вопросы, чтобы создавать безопасные продукты для своей отрасли.
Типы сварных швов
Все типы сварных швов можно разделить на две категории: сварка давлением и сварка плавлением. При сварке давлением используется высокое давление при температуре плавления основного материала или выше. Сварка плавлением фокусирует тепло на краю материала и не требует внешнего давления. Во многих сварных швах плавлением используется инертный газ для улучшения прочности и других характеристик сварного шва.
В Summit College El Cajon студенты узнают о наиболее распространенных сварочных инструментах, защитном снаряжении и стилях сварки.Теперь вы узнаете только об этих распространенных стилях, но получите возможность попробовать свои силы в сварке в реальных условиях. Вот наиболее часто используемые стили сварки:
- Газовая вольфрамовая дуга
- Электрошлаковая дуга
- Порошковая дуга
- Газовая металлическая дуга
- Плазменная дуга
- Электронно-лучевой
- Лазерный луч
- Электрошлак
- Сварка атомарным водородом
Эти девять разновидностей можно разделить на три категории: трение, дуга и электронно-лучевая сварка.Сварка трением использует механическое трение и может применяться даже для дерева и алюминия. В нем не используются присадочные металлы и не требуется защитный газ, поэтому он используется в различных отраслях промышленности для прочного склеивания древесины и легких алюминиевых изделий.
Дуговая сварка — самый популярный и привычный вид сварки. Независимо от того, выберете ли вы ручной, автоматический или полуавтоматический сварочный аппарат, важно научиться создавать успешные соединения с помощью дуговой сварки. Под эту категорию подпадают TIG, MIG, GTAW и другие распространенные стили сварки.
Высокотехнологичная сварка — это лазерная сварка. Этот стиль обычно автоматизирован и используется для глубоких сварных швов. Электронно-лучевая сварка требует вакуума, тогда как лазерные сварочные аппараты можно использовать на воздухе.
Image Industries Что такое приварка шпилек?
Приварка шпилек, более правильно называемая сваркой шпилек методом вытянутой дуги, представляет собой процесс электродуговой сварки, при котором крепежная деталь быстро соединяется с основным металлом или подложкой. Крепеж может иметь разные формы: с резьбой, без резьбы, с резьбой и т. Д.Крепеж и основа могут быть из различных материалов, включая сталь, нержавеющую сталь, алюминий и т. Д.
Посмотрите ниже, насколько простым может быть процесс приварки шпилек, ознакомьтесь с этими инструкциями по настройке, составленными для нашего аппарата Smart Weld.
Видео о сварке шпилек
Процесс приварки шпилек
Приварка шпильки — это процесс соединения металлической шпильки с металлической заготовкой путем нагрева обеих частей дугой. Ключевым фактором, который отличает приварку шпилек от других процессов крепления, является то, что крепежная деталь прикрепляется к заготовке, не повреждая другую сторону.
Метод дуговой приварки шпилек обеспечивает высоконадежное крепление для самых разных применений. Этот метод позволяет быстро приваривать металлическую шпильку практически любого размера или конфигурации к заготовке, обеспечивая при этом максимальное проникновение сварного шва и надежность.
Дуговая приварка шпилек позволяет выполнять прочную одностороннюю сварку основных металлов толщиной от 0,048 дюйма (1,2 мм). Он производит сварные швы всего за 0,06 секунды.
При дуговой сварке шпилек используется источник постоянного тока для создания дуги, инструмент для приварки шпилек, металлические крепежные детали и, в некоторых случаях, наконечники.Существует три распространенных метода дуговой приварки шпилек:
- Дуговая сварка шпилек
- Приварка шпилек короткой дугой
- Приварка шпилек газовой дугой
Преимущества приварки шпилек
Приварка шпилек имеет много преимуществ по сравнению с другими процессами соединения:
- Быстро. Сварка крепежа 3/4 дюйма займет менее одной секунды.
- Односторонний. Это означает, что доступ к другой стороне заготовки не требуется.
- Это безопасно. В отличие от периферийного сварного шва, который использовался бы для приварки болта на месте, приварной шов шпильки представляет собой сварной шов полного поперечного сечения. Это означает, что вся поверхность крепежа приваривается к месту, обеспечивая прочный, беспроблемный сварной шов.
- Превосходный с косметической точки зрения. В качестве односторонней застежки нет индикаторов того, что застежка прикреплена.
- Он приварен и не будет работать как запрессовочный элемент.
- Для установки не требуется специальных навыков и небольшого обучения.
Отрасли, в которых обычно используется приварка шпилек Сварка шпилек из-за своей односторонности часто остается незамеченной. Однако приварка шпилек — широко распространенный процесс. Ниже приведены лишь несколько примеров того, как этот процесс работает эффективно:
- Здания и мосты (на изображении есть некоторые товары в новом Всемирном торговом центре)
- Cable Management (управление проводами вокруг оборудования)
- Электрораспределительное оборудование (Зеленые трансформаторы в микрорайонах)
- Служба общественного питания (используется в кофеварках, грилях в ресторанах быстрого питания, салатных барах и т. Д.)
- Транспортные средства (автомобили, строительство, сельское хозяйство, прицепы и т. Д.)
- Судостроение и военное применение
- Приложения ограничены только вашей фантазией
Распространенные заблуждения о процессе приварки шпилек
Этот процесс часто путают с другими процессами, включая контактную сварку и точечную сварку.Сварка сопротивлением и точечная сварка используют электрический ток (не дугу) и высокое давление для образования связи между двумя предметами. При дуговой сварке шпилек не требуется высокое давление.
Кто такое имидж-индустрия?
Мы — семейный производитель приварных шпилек. Если вы рассматриваете проект приварки шпилек или нуждаетесь в быстрой заявке, свяжитесь с нами сегодня.
Quick Test — MIG Welding Aluminium
Если вы хотите сваривать алюминий, вы можете подумать, что сварка TIG с высокими навыками — единственный способ.Однако, если у вас уже есть сварочный аппарат MIG, дополнительный катушечный пистолет — подходящий вариант. Пистолет Spoolmate 100 Series, продаваемый в розницу по цене 276 долларов, стоит намного меньше, чем стоимость сварочных аппаратов TIG более 1000 долларов. Мы позаимствовали сварочный аппарат Millermatic 211 Auto-Set MIG от Miller с напарником по катушке, чтобы узнать, что такое MIG-сварка алюминия.
Посмотреть все 2 фотоЗачем нужен катушечный пистолет? MIG обычно проталкивает стальную сварочную проволоку от сварочного аппарата по тому же кабелю, который подает ток и газ к рукоятке. Если вы попытаетесь протолкнуть через этот кабель мягкий алюминий, он согнется и внутри скроются гнезда.Дополнительная катушка с проволокой диаметром 1 фунт и 4 дюйма, прикрепленная к пистолету с пистолетной рукояткой, сокращает расстояние, которое необходимо пройти сварочной проволоке, чтобы предотвратить эту проблему.
Есть еще ограничения для MIG и алюминия. Толщина свариваемого материала ограничена 38 дюймами, а все, что превышает дюйм, требует предварительного нагрева. С другой стороны, калибр 18 является самым тонким, с которым может работать катушечный пистолет, хотя «чтобы сварить такую тонкость, требуется немало опыта и деталей», — говорит Бен Роменеско, менеджер по продукции интегрированных систем MIG Miller Electric.
Алюминий требует больше тепла для сварки, потому что он имеет другую теплопроводность, чем сталь. При сварке MIG алюминия используется более горячий метод распыления, при котором проволока испаряется, прежде чем коснуться основного материала. Традиционная сварка стали MIG использует перенос короткого замыкания, при котором проволока многократно закорачивается и снова сгорает. При правильном выполнении распылительный перенос не дает более слабого сварного шва, но производит намного больше тепла. «Поскольку теплопроводность алюминия намного выше, чем у стали, при использовании тонкого материала вы получаете много прожигов», — говорит Бен.
Другой причиной прожога является невозможность регулировки нагрева во время сварки MIG, как это можно сделать при использовании педали управления на сварочном аппарате TIG. «Вы не можете получить отличную лужу, потому что скорость подачи проволоки не регулируется, как с помощью ножной педали сварочного аппарата TIG. Также, почему сварка TIG сложнее и требует больше навыков, потому что есть так много переменных, которые оператор должен поддерживать «, — говорит Бен.
Сварка TIG сложнее, чем сварка MIG, независимо от основного материала; тем не менее, MIG с алюминиевой шпулей по-прежнему остается MIG, что означает, что техника в основном та же — держите пистолет одной рукой и используйте указательный палец для работы.Вот почему нам понравилась дополнительная катушка: это просто! После одного прохода мы сложили десять центов, как учил нас отец. Для сварки алюминия методом MIG по сравнению со сталью потребовались лишь незначительные изменения: расстояние от пистолета до рабочей поверхности необходимо немного увеличить, валики можно только толкать (при выполнении прохода отводите пистолет от себя), а операция должна выполняться быть намного быстрее. «Люди часто путешествуют слишком медленно, и это их большая часть разочарования», — говорит Бен. Если вы знаете, как выполнять сварку MIG, то вы знаете, как выполнять сварку алюминия методом MIG.Дополнительная катушка чрезвычайно проста в использовании.
Наша Millermatic 211 Auto-Set может работать от 110 В или 220 В при сварке низкоуглеродистой стали. Миллер предлагает, чтобы вся сварка MIG алюминия выполнялась при напряжении 220 В, но мы выяснили, что это можно делать и при напряжении 110 В — это просто еще больше ограничивает диапазон толщины материала. Макс составляет примерно 18 дюймов, в зависимости от предварительного нагрева, размера провода и чистоты. Мы не пробовали ничего тоньше дюйма на 110 В.
Для цеха хот-родов с полным наклоном ничто не сравнится со сварочным аппаратом TIG, но для человека с гаражом на одну машину, несколькими проектами и ограниченными финансами надстройка с алюминиевой катушкой является рентабельной альтернативой.