
Сварочный аппарат для MIG и MAG сварки: что это такое?
Сварка MIG-MAG была изобретена в 50-х годах XX века, и главные ее принципы успешно используются и сегодня. Обычно, если говорится о сварке в полуавтоматическом режиме, то практически всегда под ней подразумевают именно MIG и MAG-методы. Данная сварка является универсальной, она легка в применении и гарантирует качественный результат. Полное и правильное название этого типа сварки имеет аббревиатуру GMAW – Gas metal arc welding, что переводится как электродуговая сварка металла в среде защитного газа. Среди профессионалов, любителей и производителей оборудования чаще всего такая сварка обозначается как:
- MIG (Metal Inert Gas) – здесь средой-изолятором выступает инертный газ: аргон или гелий.
- MAG (Metal Activ Gas) – процесс происходит с применением активного газа: углекислый газ или азот и т.д.
В нашей статье мы рассмотрим вопросы, касающиеся полуавтоматической сварки различными методами:
- MIG-сварка
- MAG-сварка
- Режим сварки MAG-методом в среде двуокиси углерода
- Полуавтоматы для сварки MIG-MAG
- Преимущества полуавтоматического оборудования для MIG-MAG сварки
- Соотношение тока и диаметра проволоки при сварке различных металлов
- Устройство автоподачи проволоки в аппаратах MIG/MAG
- Режимы работы полуавтоматов MIG-MAG
- Проволока для аппаратов-полуавтоматов MIG/MAG
Общая информация
MIG (МИГ)/MAG (МАГ) сварка — это разновидность дуговой сварки, которая выполняется с применением плавящейся присадочной проволоки в среде защитного газа. Газ может быть как активным, так и инертным. Как вы понимаете, такой способ соединения металлов существенно отличается от сварки MMA (ручная дуговая сварка). Поэтому для этих целей нужно использовать специальный сварочный полуавтомат.
Газ может быть как активным, так и инертным. Как вы понимаете, такой способ соединения металлов существенно отличается от сварки MMA (ручная дуговая сварка). Поэтому для этих целей нужно использовать специальный сварочный полуавтомат.
Сварочный аппарат MIG/MAG оснащается подающим механизмом, в который заправляется присадочная проволока. Также полуавтомат MIG или MAG нужно использовать в комплекте с горелкой, через которую подается защитный газ.
Давайте подробнее остановимся на этой технологии сварки, чтобы лучше понимать ее суть. При сварке MIG/MAG сварочная дуга горит между концом присадочной проволоки и поверхностью свариваемого металла. Присадочная проволока непрерывно подается в сварочную зону. Благодаря теплу, исходящему от сварочной дуги, металл и присадочная проволока начинают плавиться. Образовывается сварочная ванна, где смешивается основной металл и расплавленная проволока.
Не забываем и о газе. Он так же непрерывно подается в зону сварки на протяжении всего процесса сварки. Именно благодаря газу удается избежать проникновения кислорода в зону сварки. Поэтому окисление металла исключено.
Именно благодаря газу удается избежать проникновения кислорода в зону сварки. Поэтому окисление металла исключено.
Как осуществляется пайка
При выполнении пайки подача газа осуществляется через специализированное сопло, прикрепленное к сварочному агрегату. На производствах работы с применением технологии МАГ обычно выполняются в специально обработанных помещениях. При использовании данной методики главное — это равномерная безостановочная подача проволоки, тогда гарантирован аккуратный и прочный сварной шов. Поэтому подобные работы должны производиться исключительно опытными сварщиками, в особенности при сборке высокоточных конструкций.
Еще одно различие МИГ пайки и МАГ в том, что в первом случае проволока подается автоматически, вручную.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование. Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном. Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.
Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.
Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку. Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку. Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.
Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.
Принцип работы
Принцип работы сварки mig состоит в следующем: в процессе выполнения соединения металлических образцов электрод перемещается по стыковочной линии. Подача проволоки производится автоматически через горелку, далее она расплавляется под влиянием сварочной дуги.
Подача проволоки производится автоматически через горелку, далее она расплавляется под влиянием сварочной дуги.
Технология считается полуавтоматической из-за того, что горелку сварщику приходится перемещать вручную.
Некоторые советы специалистов
- Лучше использовать для работы дуги ток постоянного типа с обратной полярностью. Конечно же, можно использовать и ток переменного типа с прямой полярностью, но в таком случае дуга не будет стабильной, в результате чего будет энергично разбрызгиваться расплавленный материал.
- Достаточно важно правильно настроить на сварочном оборудовании рабочий режим: тип электрического тока, сварочный ток, диаметр используемой сварной проволоки, скорость подачи электродов, напряжение дуги, скорость самой сварки.
- Скорость, подачу защитного газа также нужно постоянно держать под контролем.
Применение инертного газа (смесь углерода с гелием, аргоном) для выполнения сварочных работ абсолютно безопасно, так как он не вступает под действием дуги с металлом в реакцию!
Благодаря данной технологии можно соединять элементы, выполненные из нержавеющих, высоколегированных, низколегированных сталей. Прекрасно поддаются свариванию алюминий, медь, сплавы алюминия.
Прекрасно поддаются свариванию алюминий, медь, сплавы алюминия.
В зависимости от сварной дуги МИГ сварка может быть стационарной, импульсной. Бывают ситуации, когда необходимо увеличить мощность дуги, для чего предусмотрена импульсная технология: скорость плавления электрода не соответствует скорости его подачи, поэтому для его быстрейшего расплавления используется токовый импульс — на конце проволоки формируется капля.
Сваривание металлов импульсным методом имеет преимущества перед стационарной методикой: минимальное разбрызгивание металла, низкий уровень тока, переход, благодаря короткому замыканию, в струйный перенос.
Защитный газ
Особенности и технология лазерной сварки
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки.
 Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений. - Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.

- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%.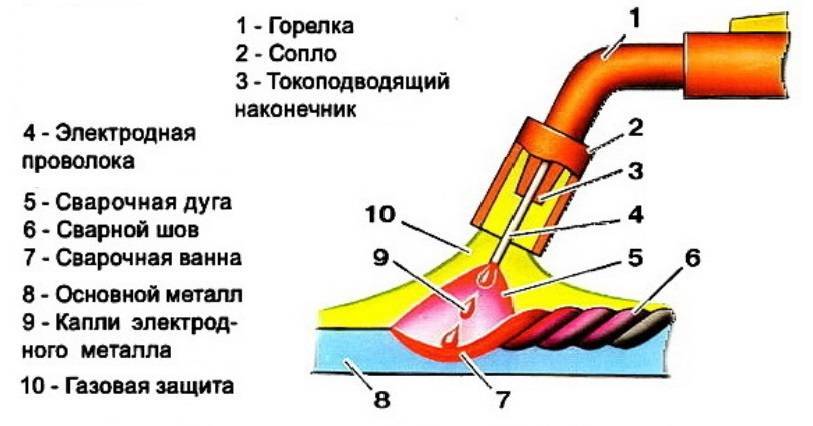 Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Что такое MIG сварка и где она применяется?
Существуют самые разнообразные виды и типы сварки. Но всех их объединяет одно — необходимость применения электрической дуги, без которой формирование шва невозможно. И среди большого разнообразия именно MIG/MAG сварка с использованием газа одна из наиболее популярных.
Такой тип сварки прост и удобен в использовании, он подойдет как для начинающего сварщика, так и для опытного мастера. С помощью миг сварки можно без проблем сварить разные типы металлов, при разной толщине и любой сложности швов. В этой статье мы расскажем, что такое MIG, какие есть особенности сварки в среде защитного газа.
С помощью миг сварки можно без проблем сварить разные типы металлов, при разной толщине и любой сложности швов. В этой статье мы расскажем, что такое MIG, какие есть особенности сварки в среде защитного газа.
Содержание
Определение
MIG/MAG сварка (она же электродуговая сварка в среде газа, дуговая сварка в среде защитных газов, она же маг и миг сварка, GMAW) — это полуавтоматическая, ручная и автоматическая сварка в среде защитного газа методом плавления (расшифровка GMAW означает «Gas metal Arc welding»).
Ниже схематично показана TIG (тиг сварка) и MIG/MAG сварка. Вы можете сравнить их и понять, в чем отличия.
MIG/ MAG сварка возможна только при постоянном токе, а вот полярность может быть как прямой, так и обратной. Вы наверняка заметили, что помимо MIG мы также употребляем в этой статье аббревиатуру MAG. MAG — это тоже сварка полуавтоматом, только с применением углекислого газа.
У маг сварки все так же, как и у миг. Только вместо, скажем, аргона, используется углекислота. Она значительно дешевле. Но с помощью такой сварки можно соединить только детали из легированных и низколегированных сталей. Это ограничение. Так что выбирайте профессиональные полуавтоматы, которые могут работать как в MAG, так и в MIG режиме. Такие аппараты дают вам больше возможностей, в работе можно использовать присадочную проволоку любого диаметра.
Она значительно дешевле. Но с помощью такой сварки можно соединить только детали из легированных и низколегированных сталей. Это ограничение. Так что выбирайте профессиональные полуавтоматы, которые могут работать как в MAG, так и в MIG режиме. Такие аппараты дают вам больше возможностей, в работе можно использовать присадочную проволоку любого диаметра.
Теперь, когда мы знаем, что такое mig, пора узнать, какое оборудование для данного метода будет оптимальным.
Оборудование и комплектующие
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.
MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
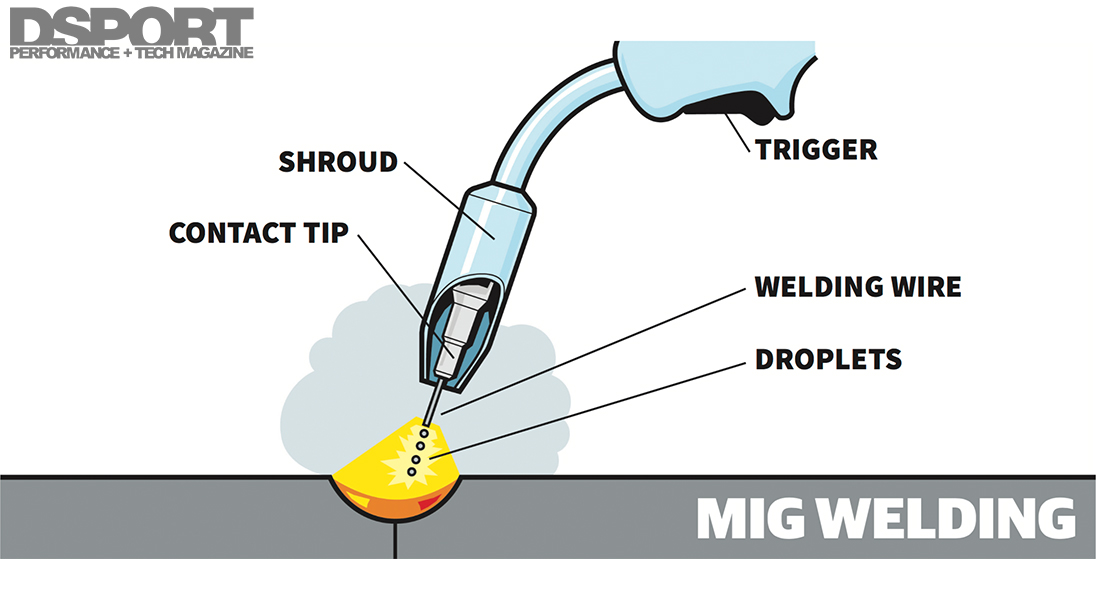
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Сварочный аппарат для MIG часто ругают за его громоздкость. Его просто так не повесишь на плечо, придется тащить с собой огромный баллон с газом и прочие комплектующие.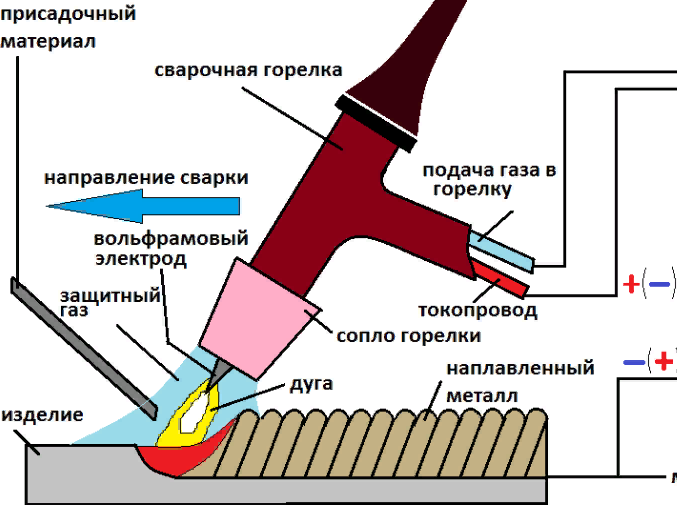 Вы не сможете быстро переместиться с одной точки в другую, только если не установите весь комплект оборудования на специальную тележку.
Вы не сможете быстро переместиться с одной точки в другую, только если не установите весь комплект оборудования на специальную тележку.
Но, несмотря на это, у миг сварки множество достоинств, которые с лихвой перекрывают недостатки. Так, например, при работе не выделяются опасные пары, дуга достаточно легко разжигается (это плюс оценят новички), проволока расходуется очень экономно, есть возможность варить практически любые металлы любой толщины.
Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата. Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги.
Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.

- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Вместо заключения
Как вам статья?
В чем разница между сваркой MIG и MAG?
Сварка MIG и MAG — два наиболее эффективных метода сварки. Сварка MIG/MAG позволяет получить высококачественную долговечную поверхность, и этот универсальный процесс сварки используется во многих отраслях промышленности по всему миру.
Процессы сварки MIG и MAG представляют собой разные типы дуговой сварки металлическим электродом в среде защитного газа (GMAW). Хотя оба процесса теоретически очень похожи, в них используются разные типы защитного газа. Таким образом, они могут иметь различное применение, при этом один тип сварки лучше подходит для определенных материалов или сварочных работ, чем другой.
Важно отметить, что сварку MIG/MAG можно автоматизировать с помощью роботизированных систем, что позволяет стабильно получать превосходный сварной шов. Если вам нужно больше узнать о различиях между процессами сварки MIG и MAG, команда Cyber-Weld готова все объяснить.
Сварка МИГ и МАГ
Сварка МИГ и МАГ — это два разных процесса, которые подпадают под более широкое понятие дуговой сварки металлическим электродом в среде защитного газа (GMAW).
GMAW — это процесс сварки, в котором используется электрическая дуга в сочетании с расходуемой присадочной проволокой для создания нагретой сварочной ванны, позволяющей сплавлять два материала. GMAW работает только тогда, когда используется защитный газ для защиты электрической дуги от загрязнения и для поддержания постоянного тепла. Без защитного газа процесс сварки просто бы не работал, так как электрическая дуга и сварочная ванна будут реагировать с кислородом и другими молекулами в атмосфере.
В этом защитном газе возникают принципиальные различия между сваркой MIG и MAG. В двух сварочных процессах используются разные типы защитного газа. Фактически, отсюда и произошли их соответствующие аббревиатуры. Вот что означают эти два процесса:
В двух сварочных процессах используются разные типы защитного газа. Фактически, отсюда и произошли их соответствующие аббревиатуры. Вот что означают эти два процесса:
● Сварка MIG: сварка металла в среде инертного газа
● Сварка MAG: сварка металла в среде активного газа
Разница заключается в том, что при сварке MIG используется инертный газ для создания защитного слоя в процессе сварки, тогда как MAG при сварке используется активный газ.
Вот краткий обзор этих газов:
● Инертный газ — включает благородные газы, такие как гелий и аргон. Инертный газ имеет валентный или внешний слой электронов, который гарантирует, что газ не вступает в реакцию и не будет подвергаться химическим реакциям в процессе сварки.
● Активный газ — включает такие газы, как азот, кислород и двуокись углерода. Активный газ не имеет валентности и поэтому с большей вероятностью вступает в химические реакции. Активный газ гораздо более активен, чем инертный газ
Как подтипы GMAW, процессы MIG и MAG позволяют создавать высококачественные сварные швы, которые являются прочными и долговечными. Оба являются универсальными процессами, оба могут использоваться для сплавления различных металлов, и оба легко адаптируются к автоматизации с помощью роботизированных систем.
Оба являются универсальными процессами, оба могут использоваться для сплавления различных металлов, и оба легко адаптируются к автоматизации с помощью роботизированных систем.
Однако, несмотря на их сходство, между сваркой MIG и MAG существуют и принципиальные различия. Важно понимать эти различия, чтобы убедиться, что вы выбираете наилучшую сварочную систему для задачи и имеющихся материалов.
Давайте рассмотрим каждый из этих процессов более подробно.
Процесс сварки MAG
Сварка MAG (сварка металлов активным газом) — это особый подтип GMAW, в котором в процессе сварки используется активный газ.
Как и все типы сварки GMAW, сварка MAG использует электрическую дугу для создания высоких температур, необходимых для сплавления двух материалов. Эта электрическая дуга экранируется активным газом, который подается в сварочную систему. Активный газ предотвращает гашение электрической дуги, а также защищает присадочную проволоку и образовавшуюся сварочную ванну от загрязнения.
Уникальным качеством сварки MAG является использование активного газа, но что именно это означает?
Активный газ — это газ, который является более реакционноспособным (или активным), чем инертный газ, включая соединения и элементы. Существует ряд активных газов, которые можно использовать при сварке MAG, в том числе:
● Азот
● Кислород
● Водород
● Хлор
● Углекислый газ
Наиболее рентабельным активным газом часто является углерод диоксид, который легко доступен. Активные газы также можно смешивать с другими газами, включая инертные газы, для улучшения характеристик сварного шва.
Использование активного газа или смеси газов имеет ряд преимуществ перед инертным газом. Самым большим преимуществом является тот факт, что использование активного газа в качестве защитного газа означает, что газ будет частично вступать в реакцию со сварочной ванной.
И наоборот, инертный газ просто защищает сварочную ванну от загрязнения и не оказывает прямого реактивного действия в этом отношении. Хотя это выгодно во многих сценариях, если вам нужно, чтобы электрическая дуга проникла дальше, то активный газ (из-за его очень реактивной природы) помогает достичь этого. Если для сплавления двух металлов необходимы чрезвычайно высокие температуры, то активный газ может помочь достичь этих температур и поддерживать их на высоком уровне.
Хотя это выгодно во многих сценариях, если вам нужно, чтобы электрическая дуга проникла дальше, то активный газ (из-за его очень реактивной природы) помогает достичь этого. Если для сплавления двух металлов необходимы чрезвычайно высокие температуры, то активный газ может помочь достичь этих температур и поддерживать их на высоком уровне.
По сравнению с инертными газами активные газы намного дешевле, более доступны и, следовательно, часто являются первым выбором при составлении бюджета и поиске поставщиков газа, особенно при работе в промышленных масштабах.
Сварочные аппараты MAG можно легко автоматизировать и использовать в роботизированных сварочных системах. Роботизированные сварочные аппараты MAG точны и эффективны, они обеспечивают безопасность сотрудников при использовании высоких температур и активных газов. Полученные сварные швы отличаются высоким качеством, надежностью и экономичностью.
Вот наиболее важные преимущества сварки MAG:
● Низкая стоимость и доступность активного газа
● Может увеличить глубину провара 03
● Может сварка черных металлов, таких как сталь
● Легко автоматизируется и интегрируется в роботизированные сварочные системы
Процесс сварки MIG
Сварка MIG — это особый подтип GMAW, в котором в качестве защитного слоя используется инертный газ. Лучше всего это видно по сравнению со сварочными аппаратами MAG, которые, как мы объяснили, используют активный газ (а не инертный газ) в процессе сварки.
Лучше всего это видно по сравнению со сварочными аппаратами MAG, которые, как мы объяснили, используют активный газ (а не инертный газ) в процессе сварки.
Как и в других процессах GMAW, при сварке MIG используется электрическая дуга для создания сильного тепла для создания сварочной ванны, которая может сплавлять металлы. Инертный газ подается непосредственно в сварной шов, создавая тем самым экран, защищающий сварочную ванну и электрическую дугу от загрязнения и от гашения.
Сварка MIG уникальна тем, что «в ней в качестве защитного газа используется инертный газ. Инертные газы по своей природе нереакционноспособны из-за наличия внешнего слоя электронов или валентности, которая образует оболочку вокруг атомов. Это означает, что инертный газ не будет вступать в реакцию с какими-либо другими элементами или соединениями, которые могут присутствовать в процессе сварки, гарантируя, что он создает нереактивный экран вокруг сварочной ванны.
Нереактивность является ключом к популярности сварки MIG. Инертные газы позволяют завершить сварку без какого-либо вмешательства со стороны загрязнений. Это означает, что сварка MIG является предпочтительным методом, когда необходимо поддерживать постоянную температуру (без колебаний) или когда сплавляемые металлы являются хрупкими или сами по себе реактивными и поэтому подвержены разрушению во время процесса.
Инертные газы позволяют завершить сварку без какого-либо вмешательства со стороны загрязнений. Это означает, что сварка MIG является предпочтительным методом, когда необходимо поддерживать постоянную температуру (без колебаний) или когда сплавляемые металлы являются хрупкими или сами по себе реактивными и поэтому подвержены разрушению во время процесса.
Инертные газы могут быть соединениями или элементами. Все благородные газы являются инертными газами, и они особенно ценятся за их нереактивную природу. Благородные газы при нормальных условиях ни с чем не реагируют и включают такие элементы, как гелий, неон, аргон, криптон, ксенон и радон.
Благородные газы являются инертными газами, но инертные газы могут также включать соединения, которые могут быть в некоторой степени реакционноспособными. Инертные газы также можно смешивать с соединениями активного газа, чтобы снизить реакционную способность активного газа.
Наиболее часто используемыми инертными газами являются аргон и гелий. Аргон часто является первым выбором для сварщиков MIG, так как он создает стабильную электрическую дугу, которая надежно защищает сварочную ванну. Гелий можно использовать, если сварщику требуется более глубокий шов и более высокие температуры. Аргон также можно смешивать с гелием, чтобы обеспечить сочетание двух качеств при сварке.
Аргон часто является первым выбором для сварщиков MIG, так как он создает стабильную электрическую дугу, которая надежно защищает сварочную ванну. Гелий можно использовать, если сварщику требуется более глубокий шов и более высокие температуры. Аргон также можно смешивать с гелием, чтобы обеспечить сочетание двух качеств при сварке.
Инертные газы дороже, чем активные газы, и менее широко доступны (еще одна причина, по которой их можно смешивать с более дешевыми и более доступными активными газами), что означает, что процесс сварки MIG не так широко используется, как процесс сварки MAG. .
Вот наиболее важные преимущества процесса сварки MIG:
● Швы защищены от химических реакций
● Производит продукт исключительно высокого качества0003
● Может использоваться для сварки цветных металлов, таких как алюминий
● Легко автоматизируется и интегрируется в роботизированные сварочные системы
Что лучше: сварка MIG или MAG?
Сварочные процессы MIG и MAG во многом схожи и часто могут использоваться взаимозаменяемо для выполнения одних и тех же сварочных задач.
Однако важно отметить, что разные газы, используемые при сварке MIG и MAG, гарантируют, что эти процессы лучше всего подходят для конкретных применений или материалов.
На практическом уровне это означает, что невозможно сказать, лучше ли сварка MIG, чем сварка MAG, или процесс сварки MAG лучше, чем сварка MIG. Это полностью зависит от того, что вам нужно сварить, и от качества требуемого готового продукта.
Если вы Например, сварка алюминия, тогда лучше всего подходит сварка MIG. Алюминий считается более сложным для сварки, чем сталь, и требует постоянной температуры, а также защиты от внешнего окисления. Сварка MIG обеспечивает все эти факторы.
Однако, если вы свариваете сталь, вам нужны более высокие температуры и коэффициент проплавления сварочных аппаратов MAG, чтобы производить лучшие продукты с максимальной эффективностью. Сталь не нуждается в такой защите от химических реакций, поэтому сварочный аппарат MAG выполнит работу с меньшими затратами, чем сварочный аппарат MIG.
Вот несколько ключевых соображений при принятии решения о том, какая сварка MIG или MAG лучше всего подходит для ваших нужд:
● Сварка MAG более рентабельна, чем сварка MIG
● Сварка MAG обеспечивает большую проникающую способность
● Сварка MAG лучше всего подходит для более толстых черных металлов, таких как сталь нер, не- черные металлы, такие как алюминий
Можно ли автоматизировать процесс сварки MIG/MAG?
Одно из основных сходств сварки MIG и MAG заключается в том, что оба процесса можно легко автоматизировать. Это означает, что сварочные системы MIG/MAG часто встраиваются в роботизированные системы, что позволяет использовать их с максимальной отдачей.
Сварка MIG и MAG — очень эффективный процесс сварки, но оба требуют большого мастерства, аккуратности и аккуратности, особенно при плавлении сложных металлов. Роботизированные сварочные системы не только обеспечивают уровень точности и прецизионности, с которым люди просто не могут сравниться, но и могут делать это на постоянной основе в течение 24 часов в сутки, если это необходимо.
Это гарантирует, что системы роботизированной сварки предоставят промышленным предприятиям экономически эффективный вариант производства, позволяющий избежать отходов, экономить ресурсы и деньги и производить превосходный продукт. Кроме того, роботизированные сварочные системы улучшают стандарты охраны труда и техники безопасности на рабочем месте, а также позволяют сотрудникам сосредоточиться на других областях бизнеса.
Роботизированные сварочные системы могут быть разработаны для работы во многих отраслях промышленности, предоставляя компаниям отличный вариант автоматизации, который может повысить эффективность, стабильность и качество.
Роботизированные сварочные системы имеют ряд преимуществ, в том числе:
● Экономия времени, денег и ресурсов
● Ускорение времени сварки и производства без ущерба для качества
● Выполнение сварочных работ 24 часа в сутки, 7 дней в неделю
● Повышение производительности и эффективности
● Улучшение условий труда и здоровья и безопасности на рабочем месте
Свяжитесь с Cyber-weld сегодня для получения дополнительной информации о решениях для роботизированной сварки MIG/MAG
Если вы хотите узнать больше о автоматизированный МИГ /MAG, наша опытная команда инженеров-робототехников готова помочь.
Cyber-weld предоставляет широкий спектр услуг по роботизированной сварке MIG и MAG, а также широкий спектр индивидуальных решений для роботизированной сварки, разработанных для удовлетворения ваших потребностей в сварке.
Свяжитесь с Cyber-Weld сегодня, чтобы узнать, как мы можем вам помочь.
Обзор наиболее важных аспектов сварки MIG-MAG.
Что делает сварку MIG-MAG такой особенной?
Сварка MIG-MAG или сварка металлов в среде инертного газа состоит из сварки металлов в среде инертного газа (MIG) и сварки металлов в активном газе (MAG) .
Высокая скорость сварки, минимальные требования к доработке и малая деформация делают процессы сварки MIG-MAG чрезвычайно экономичными. Особая прочность сварного шва, превосходные свойства тонколистового металла, а также простое и безопасное использование со сталью, алюминием и нержавеющей сталью делают сварку MIG-MAG универсальной.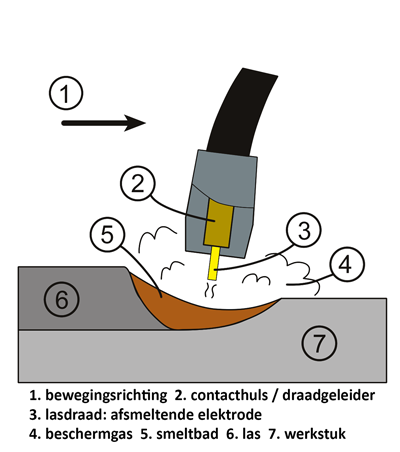
Эти огромные преимущества делают сварку MIG-MAG сварочным процессом, который в настоящее время является наиболее часто используемым процессом .
Как работает сварка MIG-MAG?
При сварке MIG-MAG электрическая дуга горит между плавящимся, автоматически подаваемым сварочным стержнем (= электродом) и заготовкой.
Отдельно добавляемый газ проходит через газовое сопло для защиты дуги и зоны сварки от кислорода окружающей среды, предотвращая окисление сварочной ванны и сварочного электрода. Однако защитный газ и сварочный электрод должны быть адаптированы к основному материалу.
Какие материалы и газы подходят для сварки MIG-MAG?
Алюминий и алюминиевые сплавы.
- Процедура: MIG
- Проволочный электрод: в зависимости от свариваемого материала
- Защитный газ: Ar, He или смеси
Общеконструкционная, котельная и трубная сталь.

- Процедура: MAG
- Проволочный электрод: SG 1-3
- Защитный газ: газовая смесь (аргон/CO² или CO²)
Нержавеющая сталь и высоколегированные стали.
- Процедура: MAG
- Проволочный электрод: в зависимости от свариваемого материала
- Защитный газ: газовая смесь (аргон/CO² или аргон/O²)
Преимущества и недостатки сварки MIG-MAG.
Преимущества:
- Простота в освоении
- Высокая скорость сварки
- Минимальная доработка и низкий уровень искажений
- Низкие затраты на дополнительный материал
- Превосходные свойства тонколистового металла
- Очень хорошо подходит для механизированной и автоматической сварки
Недостатки:
- Подача защитного газа может быть нарушена из-за сквозняков
- Подвержен ржавчине и влаге
- Не подходит для асептических и пищевых продуктов
Сварка MIG-MAG на практике: высокое качество.
 Высокая экономическая эффективность. Для вас сварка MIG-MAG с Lorch означает: быструю сварку, минимальные доработки и малую деформацию. Это обеспечивает новый уровень экономической эффективности благодаря традиционному качеству Lorch.
Высокая экономическая эффективность. Для вас сварка MIG-MAG с Lorch означает: быструю сварку, минимальные доработки и малую деформацию. Это обеспечивает новый уровень экономической эффективности благодаря традиционному качеству Lorch.Наши решения для сварки MIG-MAG
ПОДРОБНЕЕ
ПОДРОБНЕЕ
ПОДРОБНЕЕ
ПОДРОБНЕЕ
ПОДРОБНЕЕ
ПОДРОБНЕЕ
ПОДРОБНЕЕ
Всегда хорошие советы, личная и честная поддержка.
