|
Общие сведения о кривошипных прессах Категория: Кузнечные работы Общие сведения о кривошипных прессах В кузнечно-прессовых цехах для горячей и холодной штамповки, вытяжки, гибки, чеканки, прошивки и других технологических процессов широко применяются кривошипные машины. Это общее название объединяет в одну группу разнообразное по технологическому назначению и конструкции оборудование. Однако несмотря на многообразие этих машин, для них характерно наличие в приводе кривошипных механизмов, преобразующих вращательное движение электродвигателей в возвратно-поступательное перемещение инструмента. Кривошипные прессы имеют ряд преимуществ по сравнению с молотами и гидравлическими прессами. Работа кривошипных прессов не сопровождается ударами, поэтому не приводит к сотрясениям почвы и не расшатывает здания; кривошипные прессы не требуют дорогих, громоздких и трудоемких в изготовлении фундаментов. Вместе с тем у кривошипных прессов есть и недостатки. Стоимость их значительно выше стоимости молотов, они менее универсальны. При работе кривошипных прессов нередки случаи заклинивания (распора), а вывести пресс из состояния распора не всегда бывает легко. Однако даже с учетом этих недостатков кривошипные прессы благодаря своей производительности и удобству в работе применяются все шире. Кривошипные прессы, предназначенные для обработки давлением, весьма разнообразны по назначению, особенностям конструкции, развиваемым усилиям и т. д. По важнейшему технологическому принципу — основным операциям, для которых они предназначаются, — кривошипные прессы разделяются на следующие группы: горячештамповочные, листоштамповочные, чеканочные (калибровочные), кривошипные горизонтальные (горизонтально-ковочные), кузнечные автоматы (прессы-автоматы), ножницы. На горячештамповочных кривошипных прессах выполняют горячую штамповку поковок в открытых и закрытых штампах (в частности, штамповку выдавливанием). Листоштамповочные прессы предназначены для обработки листового материала: гибки, вытяжки, вырубки и т. д. Чеканочные (калибровочные) прессы служат для выполнения чеканки: нанесения на поверхность заготовки неглубокого рельефа. На чеканочных прессах штампуют монеты и медали, выбивают узоры и надписи, выполняют чистовую обработку — калибровку поковок. На горизонтально-ковочных машинах получают из заготовок (прутков) различные изделия осадкой, прошивкой, гибкой и отрезанием. На кузнечно-штамповочных автоматах изготовляют давлением мелкие детали в несколько переходов, следующих друг за другом, без участия рабочего. На ножницах режут как листовой, так и сортовой металл. Существуют ножницы только для листа, только для сорта, а также комбинированные — приспособленные для резки листа и сорта. По конструкции станины прессы делятся на одностоечные и двухстоечные. У одностоечных прессов кривошипно-шатунный механизм размещается по одну сторону от станины. У двухстоечных прессов кривошипно-шатунный механизм расположен между стойками станины, ось рабочего вала обычно параллельна передней плоскости (фронту) пресса. Рис. 1. Двухстоечный кривошипный пресс закрытого типа: Рис. 2. Кривошипная горизонтальная машина: Рис. 3. Двухкривошипный закрытый пресс КА-3539А усилием 8 МН (800 тс): Если конструкция станины обеспечивает свободный доступ к столу пресса, то такой пресс называется открытым. Его станина (обычно одностоечная) имеет С-образную форму, поэтому к столу удобно подходить и спереди и сбоку. Однако открытые прессы имеют серьезные недостатки. Под нагрузкой С-образная станина стремится разогнуться, поэтому линия перемещения ползуна отклоняется от вертикали. Для повышения жесткости станины в ущерб удобству подхода к столу приходится делать станину рамного (арочного) типа. Такие прессы называются прессами закрытого типа, поскольку доступ к рабочему пространству с боков ограничен. Рис. 4. Одностоечный кривошипный пресс с наклоняемой станиной: По количеству кривошипов, приводящих в движение ползун, прессы делятся на одно, двух- и четырех-кривошипные. При штамповке деталей больших размеров, в особенности при несимметричных деталях, центр давления практически невозможно совместить с осью пресса, поэтому ползун нагружается эксцентрично. Как видно из приведенных рисунков, обычно привод пресса располагается в верхней части; однако встречаются и прессы с нижним приводом. Некоторое преимущество такой конструкции заключается в уменьшении высоты машины. Кроме того, в этом случае уменьшаются колебания пресса при вибрациях, что позволяет повысить его быстроходность (до 700 ходов в мин). У прессов последних моделён привод закрыт специальными кожухами, что повышает безопасность при работе и улучшает внешний вид пресса. Реклама:Читать далее:Типовая схема кривошипного пресса
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |



 Зазоры между верхней и нижней частями штампа, установленные при сборке без нагрузки, нарушаются, что отрицательно влияет на точность обработки и снижает стойкость инструмента. Так, при вырубке отверстия зазор между пуансоном и матрицей спереди уменьшается, а сзади увеличивается. Это может привести к браку, а также поломке инструмента. Чтобы уменьшить деформацию станины, ее иногда усиливают специальными стяжными болтами, закрепляемыми в приливах станины.
Зазоры между верхней и нижней частями штампа, установленные при сборке без нагрузки, нарушаются, что отрицательно влияет на точность обработки и снижает стойкость инструмента. Так, при вырубке отверстия зазор между пуансоном и матрицей спереди уменьшается, а сзади увеличивается. Это может привести к браку, а также поломке инструмента. Чтобы уменьшить деформацию станины, ее иногда усиливают специальными стяжными болтами, закрепляемыми в приливах станины.
Ремонт и монтаж кривошипно-шатунного пресса по выгодной цене в Москве и МО
МОНТАЖ И РЕМОНТ КРИВОШИПНОГО ПРЕССА
Компания «Синтез ТМК» предлагает услуги по монтажу, демонтажу, такелажу, ремонту и обслуживанию кривошипных прессов.
ВИДЫ КРИВОШИПНЫХ ПРЕССОВ
Кривошипные прессы используются для штамповки широкой номенклатуры деталей. Такое оборудование состоит из шатуна, крутящий момент которого обеспечивается работой электродвигателя и передается на ползун, который, в свою очередь и выполняет пресс-функцию. Рабочим инструментом таких прессов является штамп, состоящий из подвижной части (крепится к ползуну) и неподвижной (крепится к столу).
Кривошипные прессы делятся на:
- одно- или двухкривошипные,
- прессы закрытого, либо открытого действия,
- наклоняемые или ненаклоняемые прессы.
Также, в зависимости от того применяется ли такое оборудование для объемной или листовой штамповки, кривошипные прессы также имеют свою классификацию.
Прессы для объемной штамповки могут подразделяться на:
- горизонтально-ковочные машины,
- холодно-высадочные автоматы,
- чеканочные прессы,
- горячештамповочные прессы;
- специальные прессы.

Прессы для листовой штамповки могут быть простого (служат для гибки, вырубки, неглубокой вытяжки и имеют один ползун), двойного (применение аналогично, но имеют два ползуна) и тройного действия (имеют три ползуна и используются для особенно сложной вытяжки).
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП РАБОТ
Специфика работы и массогабаритные характеристики кривошипных прессов накладывают повышенную ответственность на подготовительный этап работ по монтажу, демонтажу и такелажу данного вида оборудования. Для того, чтобы избежать нежелательных проблем и непредвиденных расходов в будущем, необходимо еще на начальном этапе детально изучить паспорт изделия, убедиться в качестве изготовления агрегата, отсутствии повреждений в процессе перевозки, а так же во время его хранения непосредственно перед установкой. Не меньшее внимание уделяется изучению плана промышленного здания, в котором предполагается проводить работы по монтажу или демонтажу кривошипного пресса, сбору информации о доступных мощностях и необходимых для проведения работ мероприятиях, а также составлению исполнительной документации для монтажа пресса или ППР на монтаж пресса. Только после подписания сторонами исчерпывающего пакета документов можно приступать к монтажу, демонтажу или такелажу кривошипного пресса.
Только после подписания сторонами исчерпывающего пакета документов можно приступать к монтажу, демонтажу или такелажу кривошипного пресса.
ОБЩИЕ ПОЛОЖЕНИЯ
Компания «Синтез ТМК» обладает всем спектром технических допусков для выполнения работ, связанных с монтажом, демонтажем, а так же капитальным ремонтом кривошипных прессов. В случае отсутствия необходимой технической документации наши специалисты в состоянии ее оперативно восстановить или заново разработать. Компания «Синтез МТК» не только производит работы по монтажу, демонтажу, такелажу и ремонту прессового оборудования, но и предлагает услугу его последующего гарантийного технического обслуживания. Компания «Синтез МТК» имеет допуски на все виды работ, на все действия с промышленным оборудованием. Кроме того, Компания «Синтез ТМК» является членом СРО. Сроки и стоимость ремонтных работ, которые мы предлагаем клиентам, являются на 100 процентов обоснованными, реальными и конкурентоспособными.
РЕМОНТ КРИВОШИПНОГО ПРЕССА
В рамках ремонта кривошипного пресса заказчик получает все вышедшие из строя в процессе эксплуатации прессового оборудования и подлежащие замене комплектующие. Наличие специального инструмента, портальных систем, технической документации, запасных частей и богатый опыт работы позволяют специалистам компании «Синтез ТМК» избегать ошибок и проблем, возможных при демонтаже, такелаже, ремонте и последующем монтаже кривошипных прессов.
Наличие специального инструмента, портальных систем, технической документации, запасных частей и богатый опыт работы позволяют специалистам компании «Синтез ТМК» избегать ошибок и проблем, возможных при демонтаже, такелаже, ремонте и последующем монтаже кривошипных прессов.
Процедура капитального ремонта кривошипного пресса включает в себя целый комплекс обязательных и еще более широкий список рекомендуемых работ. Все начинается с подробного осмотра агрегата с составлением дефектных ведомостей оборудования в части комплектности его механической части и электрооборудования. После этого производится полный демонтаж всех узловых элементов пресса. Части механизмов чистятся и промываются. За этим следует этап дефектовки, контроля и сортировки деталей пресса – решается вопрос о целесообразности восстановительного ремонта и замене деталей (нередко вышедшие из строя узлы приходится изготавливать по индивидуальным чертежам). Поверхности столов, маховика, станины, ползуна и других базовых узлов соответствующим образом обрабатываются. Для капитального восстановления узлов изготовляются новые бронзовые вкладыши и втулки. Устанавливаются новые подшипники скольжения и качения. В обязательном порядке меняются элементы в системах смазки. После завершения непосредственно ремонтных работ выполняется обязательный комплекс пуско-наладочных испытаний: монтаж пресса, подключение пресса, выставление требуемых норм точности ползуна, пробная обкатка пресса, контроль норм точности, окраска агрегата.
Для капитального восстановления узлов изготовляются новые бронзовые вкладыши и втулки. Устанавливаются новые подшипники скольжения и качения. В обязательном порядке меняются элементы в системах смазки. После завершения непосредственно ремонтных работ выполняется обязательный комплекс пуско-наладочных испытаний: монтаж пресса, подключение пресса, выставление требуемых норм точности ползуна, пробная обкатка пресса, контроль норм точности, окраска агрегата.
ТРЕБОВАНИЯ К ФУНДАМЕНТУ
Кривошипные прессы могут прибыть на площадку как в полной заводской готовности, законсервированными, так и отдельными элементами (сборочными элементами – царгами). Особое внимание специалисты нашей компании уделяют этапу транспортировки пресса или его частей с территории завода изготовителя до площадки монтажа. Этот процесс делится на несколько технологических этапов: сдача оборудования заводом, погрузка на транспорт, разгрузка и временное хранение до окончательного монтажа пресса на фундамент. В ходе каждого этапа ведется контроль состояния оборудования на предмет отсутствия повреждений, окончание работ фиксируется актами с обязательным наличием подписей специалистов как сдающей, так и принимающей оборудование стороны.
В ходе каждого этапа ведется контроль состояния оборудования на предмет отсутствия повреждений, окончание работ фиксируется актами с обязательным наличием подписей специалистов как сдающей, так и принимающей оборудование стороны.
Учитывая массогабаритные параметры кривошипных прессов и специфику и выполняемой ими работы, особое внимание еще до установки данных агрегатов уделяется монтажу фундамента для них, который изготавливается из армированного бетона высоких марок с обязательным контролем геометрии точек крепления пресса. В случае, если на объекте уже имеется фундамент для кривошипного пресса, или если работы по его строительству выполнила другая организация, специалисты компании «Синтез ТМК» выполнят комплекс работ по его проверке, а при необходимости – лабораторные исследования материала фундамента на соответствие заявленным прочностным характеристикам.
МОНТАЖ КРИВОШИПНОГО ПРЕССА
Монтаж и демонтаж кривошипного пресса выполняется как на свободных площадках, так и в условиях работающих производств, с использованием специальной техники средств механизации, а также тяжелых строительных кранов с большим вылетом стрелы. Специалисты компании «Синтез ТМК» составят задание на монтаж, проведут обследования, выполнят проектирование, разработают ППР, перевезут, выполнят строительно-монтажные работы, проведут приемочные испытания, оформят исполнительную документацию и сдадут объект в эксплуатацию.
Специалисты компании «Синтез ТМК» составят задание на монтаж, проведут обследования, выполнят проектирование, разработают ППР, перевезут, выполнят строительно-монтажные работы, проведут приемочные испытания, оформят исполнительную документацию и сдадут объект в эксплуатацию.
При необходимости может быть выполнен монтаж подкрановых путей и ферм. Стоимость монтажа кривошипного пресса строго индивидуальна и складывается из целого комплекса работ, в котором расценки на монтаж пресса являются лишь одной из составных частей.
ОПЫТ РАБОТ
Наша компания имеет уникальный опыт по проведению работ по монтажу и демонтажу кривошипных прессов. Один из проектов нашей компании состоял в перемещении работавшего в США пресса на одно из российских промышленных предприятий. Соответственно комплекс работ по данному проекту (укрупненно) включал в себя: демонтаж пресса, погрузку узлов и агрегатов сначала на автомобильный, а затем и на морской транспорт, приемку оборудования в порту прибытия, выгрузка оборудования на автомобильный транспорт, приемка оборудования на площадке монтажа, монтаж пресса и, наконец, пусконаладочные работы и окончательная приемка оборудования.
Заказывая услугу по монтажу, демонтажу, такелажу или капитальному ремонту кривошипных прессов в нашей компании вы гарантированно получаете качественную услугу и избавляете себя от необходимости устранять последствия халатного или непрофессионального отношения к делу. В случае с такими сложными и крупными агрегатами, как кривошипные прессы, эти последствия могут иметь серьезный финансовый характер.
Нормативные документы
- ГОСТ 12.2.017-93. ССБТ. «Оборудование кузнечно-прессовое. Общие требования безопасности»
- ГОСТ 12.1.003-83. ССБТ. «Система стандартов безопасности труда. Шум. Общие требования безопасности»
- ГОСТ 12.1.004-91. ССБТ. «Пожарная безопасность. Общие требования»
- ГОСТ 12.1.012-90. ССБТ. «Вибрационная безопасность. Общие требования»
- ГОСТ 12.1.019-79 ССБТ. «Электробезопасность. Общие требования и номенклатура видов защиты»
- ГОСТ 12.2.003-91. ССБТ. «Оборудование производственное. Общие требования безопасности»
- ГОСТ 12.
 2.007.1-75. ССБТ. «Машины электрические вращающиеся. Требования безопасности»
2.007.1-75. ССБТ. «Машины электрические вращающиеся. Требования безопасности» - ГОСТ 7600-90 «Оборудование кузнечно-прессовое. Общие технические условия»
- ГОСТ 18323-86 «Оборудование кузнечно-прессовое. Термины и определения»
- ГОСТ 26583-85 «Система технического обслуживания и ремонта технологического оборудования машиностроительных предприятий. Металлорежущее, кузнечно-прессовое, литейное и деревообрабатывающее оборудование. Порядок разработки и правила составления руководства по эксплуатации и ремонтных документов»
- ГОСТ 27487-87 «Электрооборудование производственных машин. Общие технические требования и методы испытаний»
- СНиП 3.03.01-87 «Несущие и ограждающие конструкции»
- СНиП II-23-81 «Стальные конструкции»
- СНиП III-18-75 «Металлические конструкции»
- СНиП 52-01-2003 «Бетонные и железобетонные конструкции. Основные положения»
- СНиП II-90-81 «Производственные здания промышленных предприятий»
Поделиться:
Бесплатная консультация
Нажимая кнопку «отправить», вы соглашаетесь с политикой конфиденциальности
узнать стоимость работ
Состав и принцип работы кривошипного пресса
Вы находитесь здесь:
Форма кривошипного пресса:
1) станина
Станина представляет собой каркас пресса, выдерживающий все давление штамповки и соединяющий все части пресса для обеспечения точности, прочности и жесткости, требуемых всей машиной. На станине закреплен рабочий стол для установки нижнего штампа штампа.
На станине закреплен рабочий стол для установки нижнего штампа штампа.
2) рабочая организация
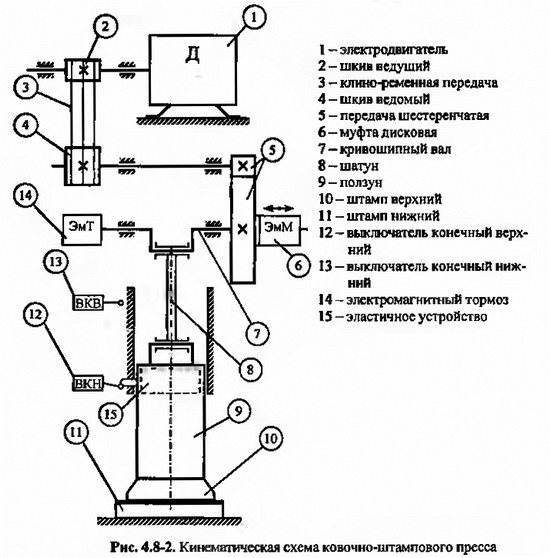
Представляет собой кривошипно-шатунный механизм, который состоит из коленчатого вала, шатуна и кулисы. Двигатель передает энергию на шкив через клиновой ремень, на коленчатый вал через трансмиссионный вал через шестерню и большую шестерню, а на возвратно-поступательное движение ползуна через шатун. Верхняя матрица штампа закреплена на выдвижном блоке. Ременное колесо также выполняет функцию маховика, так что нагрузка пресса является равномерной в течение всего рабочего цикла, а энергия может быть полностью использована.
3) система управления
Состоит из тормоза, сцепления и т.д. Муфта используется для запуска и остановки действия пресса. Тормоз предназначен для остановки ползуна в требуемом положении при выключенном сцеплении. Выключение и включение сцепления, то есть включение и выключение сцепления управляется механизмом управления.
4) система трансмиссии
Включая ременную передачу, зубчатую передачу и другие механизмы.
5) энергосистема
Включая двигатель, маховик (шкив).
В дополнение к вышеуказанным основным частям кривошипный пресс также имеет различные вспомогательные устройства, такие как система смазки, предохранительное устройство, счетное устройство и воздушная подушка.
Принцип работы кривошипного пресса:
Кривошипный пресс передает движение и энергию двигателя на коленчатый вал через систему трансмиссии, так что коленчатый вал может вращаться, а ползунок может создавать возвратно-поступательное движение через шатун.
Электродвигатель приводит во вращение коленчатый вал через шестерню, большую шестерню (маховик) и муфту, а затем ползунок совершает возвратно-поступательное движение в направляющей фюзеляжа через шатун. Верхняя матрица матрицы закреплена на ползуне, а нижняя матрица закреплена на рабочем столе корпуса машины, так что пресс может давить на штамповочные материалы, расположенные между верхней и нижней матрицей, и прижимать их. в заготовку с помощью матрицы для реализации обработки давлением. Сцепление управляется ножной педалью через механизм управления для реализации движения или остановки кривошипно-ползункового механизма. Тормоз тесно связан со сцеплением, и кривошипно-ползунковый механизм может быть остановлен в определенном положении (обычно относится к положению, в котором ползун находится в верхней мертвой точке) после выключения сцепления. Большая шестерня также действует как маховик, чтобы сделать нагрузку двигателя равномерной, а также эффективно накапливать и высвобождать энергию.
в заготовку с помощью матрицы для реализации обработки давлением. Сцепление управляется ножной педалью через механизм управления для реализации движения или остановки кривошипно-ползункового механизма. Тормоз тесно связан со сцеплением, и кривошипно-ползунковый механизм может быть остановлен в определенном положении (обычно относится к положению, в котором ползун находится в верхней мертвой точке) после выключения сцепления. Большая шестерня также действует как маховик, чтобы сделать нагрузку двигателя равномерной, а также эффективно накапливать и высвобождать энергию.
Новости компании
Характеристики кривошипного пресса
Новости компании
По сравнению с другим ковочным оборудованием кривошипно-шатунный пресс имеет следующие характеристики: пресс жестко связан, а ползунок имеет свойство…
Новости компании
Классификация прессов
Новости компании
В производственной и перерабатывающей промышленности машин, работающих под давлением, структура пресса различна, а структурные формы пресса с различным использованием различны. Есть…
Есть…
Новости компании
Представление однокривошипного пресса с H-образной рамой
Новости компании
Область применения однокривошипного пресса с H-образной рамой: обычно подходит для небольших, одиночных инженерных тонких стальных листов и непрерывных вырубка деталей штампов, штамповка, гибка, формовка, одиночная штамповка, сплошная штамповка, манипулятор…
Производитель кривошипных прессов | Прямолинейные двухкривошипные прессы
Прямолинейные двухкривошипные прессы
Ведущий производитель кривошипных прессов в Канаде / США с 1959 года . Кривошипные прессы Eagle Max — это прямолинейные двухкривошипные прессы с усилием от 200 до 630 тонн. Рамы и направляющие изготовлены из испытанных стальных пластин и прессованной конструкции с пониженным напряжением, что обеспечивает долгий срок службы рамы без усталости. Структура пресса проверена с помощью анализа конечных элементов, чтобы обеспечить максимальную жесткость для точной штамповки и увеличения срока службы штампа.
Структура пресса проверена с помощью анализа конечных элементов, чтобы обеспечить максимальную жесткость для точной штамповки и увеличения срока службы штампа.
Способность выдерживать высокие внецентренные нагрузки благодаря большому зазору между точками подвеса, повышенной жесткости и большой высоте салазок помогает в производстве асимметричных компонентов и идеально подходит для прогрессивных операций. Точно обработанные 8-точечные сверхдлинные направляющие обеспечивают точность и аккуратность хода.
Серия Max легко взаимодействует с различным оборудованием автоматизации, таким как транспортер, линия подачи рулона и т. д.
Экономичное решение для штамповки
Идеально подходит для прогрессивных операций / подходит для формовки, штамповки и вырубки
Отличительные особенности:
- Двойные предохранители, сблокированные в ПЛК с системой контроля обратной связи.
- Автоматическая система смазки смазывает втулки коленчатого вала, втулки шатунов и направляющие скольжения, контролируемая по последовательной линии подачи смазки для подачи сигнала неисправности на экран ЧМИ.
- Быстродействующий механизм защиты от перегрузки с гидравлическим приводом, установленный на направляющей для повышения производительности и предотвращения повреждения пресса и штампов.
- Пропитанная маслом резьба регулировки ползуна снижает трение, предотвращает заедание и увеличивает срок службы.
- Удобный интерфейс оператора с функциями диагностики.
- Демонстрационная модель доступна для немедленной доставки.
Стандартные и дополнительные аксессуары
Стандартные аксессуары
- Пневматические уравновешивающие цилиндры
- Гидравлическая защита от перегрузки
- Моторизованная регулировка ползуна
- Автоматическая принудительная смазка
- Programmable Logic Control
- Pneumatic Clutch & Brake
- Emergency Stop Buttons
- Die Height Indicator
- Portable Two Hand Operator Stand
- Production Counter
- Dual Safeties
- Die Area Light
- Safety Block
- Photo Electric Guards
Дополнительные аксессуары
- Пневматическая подушка штампа
- Регулируемая скорость через инвертор переменного тока
- Монитор дисплея тоннажа
- Quick Die Change System
- Anti Vibration Mounts
- Interfacing Provision with Coil Feeding System
- Mis-Feed Detection Socket
- Safeties conform to CE/OSHA
- Die Protection System
- Mechanical Knock Out
- Wet Clutch
Eagle Press & Equipment — ведущий производитель кривошипных прессов с более чем 60-летним опытом производства штамповочных прессов.