
какие виды бывают, где и как применяется, правила выбора
Время на чтение: 3 мин
1078
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Содержание статьиПоказать
- Применения метода
- Что применяют в сварочных работах
- Как правильно подобрать
- Характеристики
- Особенности сварочных процессов
- Преимущества метода
- Заключение
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ.
 Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами; - Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
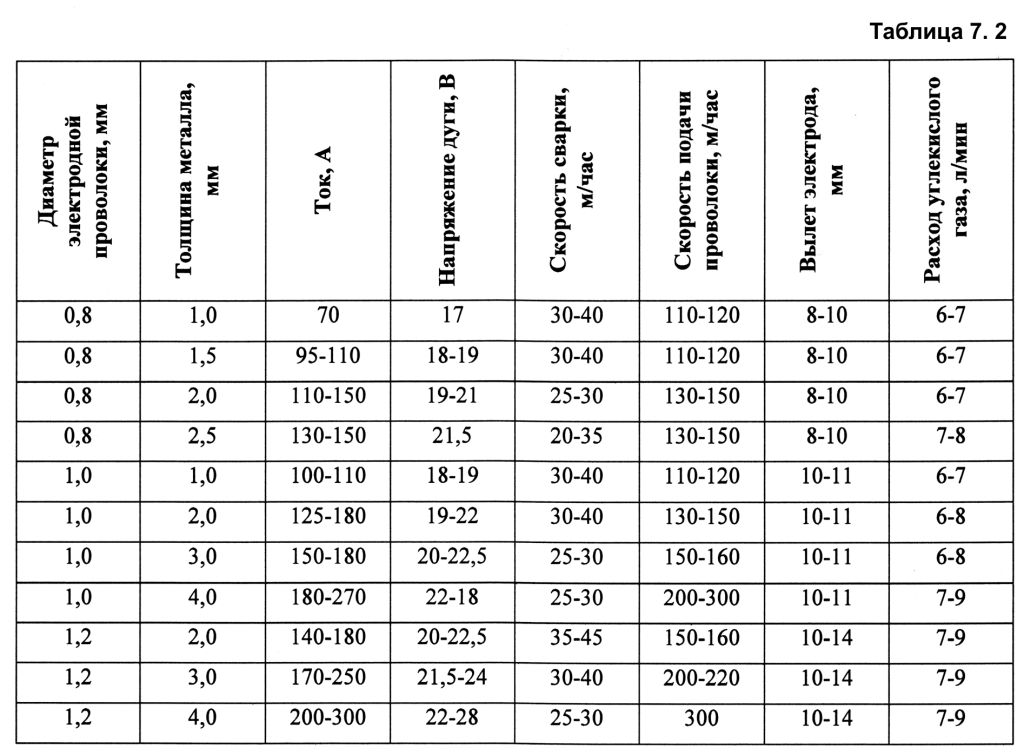
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.

Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Преимущества метода
Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.
Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!
Желаем вам успехов!
Защитный газ для сварки полуавтоматом: критерии и особенности выбора
В отличие от ручной дуговой сварки использование полуавтомата в большинстве случаев предполагает проведение работ непокрытым плавящимся электродом, что требует постоянной защиты сварочной ванны от пагубного воздействия атмосферного воздуха. Кроме того, некоторые металлы, склонные к быстрому поверхностному окислению, предъявляют особые требования к количеству и качеству внешней среды вокруг стыка свариваемых заготовок.
Содержание
- 1 Какие газы используются для сварки полуавтоматом
- 2 Аргон
- 3 Гелий
- 4 Углекислый газ
- 5 Пиролизный газ
- 6 Водород
- 7 Коксовый газ
- 8 Критерии и особенности выбора газа
- 9 Маркировка баллонов
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси.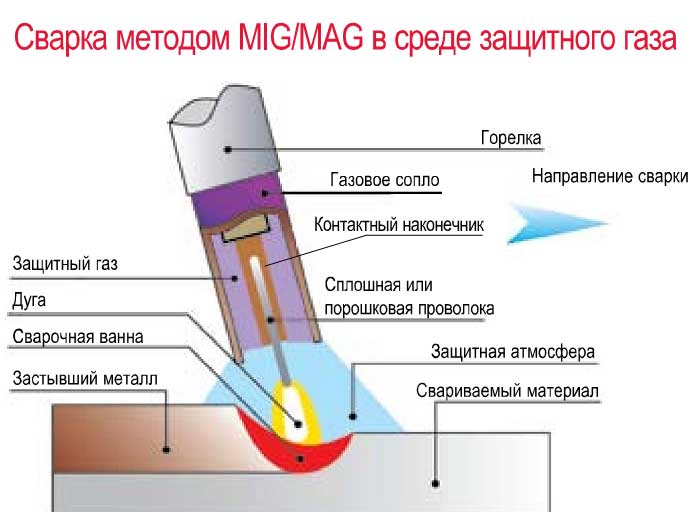 Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна.
Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.

Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.
При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Водород
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.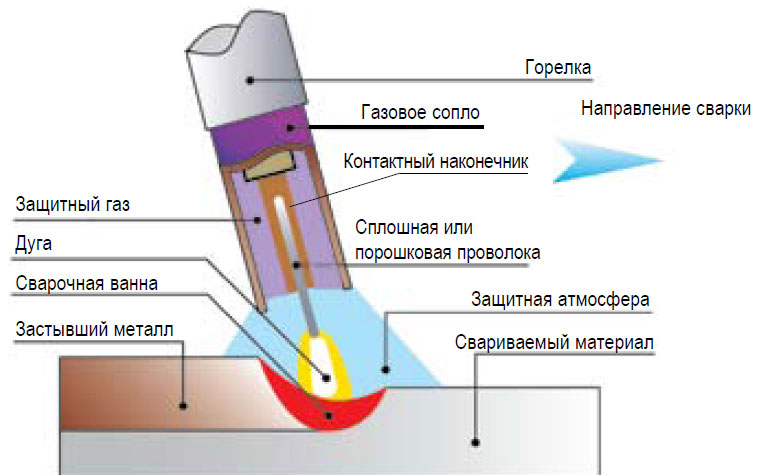
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
- осторожную проработку стыка без перекала и прожига;
- стабильное горение дуги;
- низкое разбрызгивание.
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.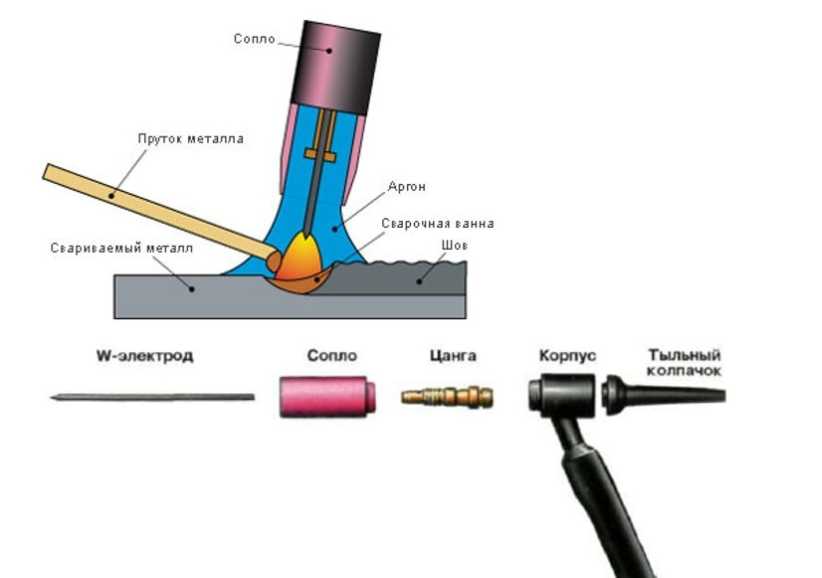
| Материал | Сталь низкоуглеродистая | Сталь легированная, средне- или высокоуглеродистая | Алюминий и алюминийсодержащие сплавы |
| Ar | Да | Да | Да |
| He | Нет | Нет | Да |
| CO2 | Да | Да, ограниченно | Нет |
| Ar+CO2 | Да | Да | Нет |
| Ar+O2 | Да | Да, ограниченно | Нет |
| Ar+He | Нет | Да | Да |
| Ar+CO2+O2 | Да | Да, ограниченно | Нет |
| Ar+H2 | Да, ограниченно | Да | Нет |
| Ar+He+CO2 | Да | Да | Нет |
| He+Ar+CO2 | Нет | Да | Нет |
Для MIG- и MAG-сварки подходят все указанные газы, для метода TIG рекомендуются аргон или гелий в чистом виде, а также их смесь.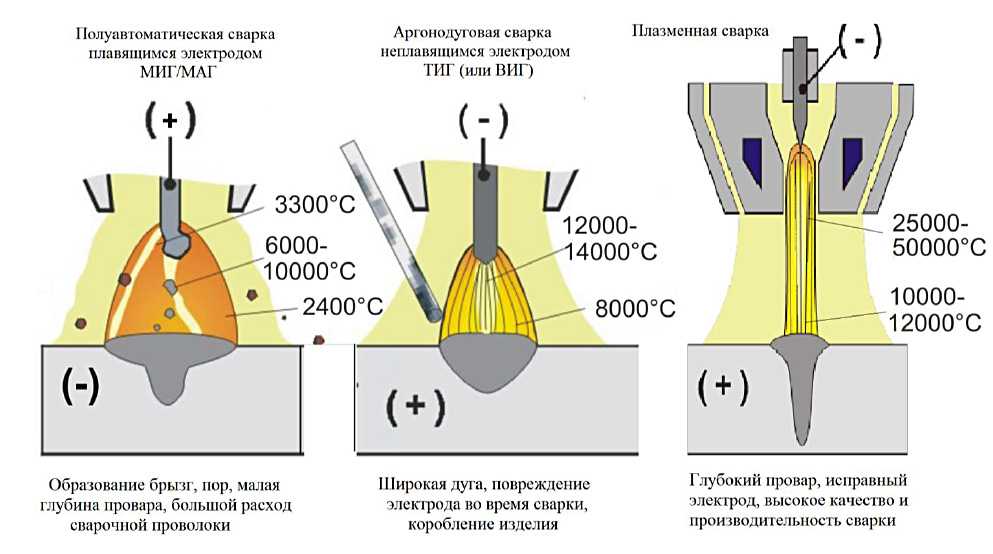 Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
- качество и аккуратность шва;
- безопасность проведения работ;
- финансовые и трудовые затраты.
Не допускается смена защитной среды в процессе сварки, даже если она проходит послойно с полной кристаллизацией. Подача газа должна начинаться за 15-30 секунд до поджига дуги и завершаться после затвердевания ванны.
Маркировка баллонов
Баллоны для газов
№#
Название
Рейтинг
Цвет
Горючий
1
Пропан
Красный
Подробнее
2
Ацетилен
Белый
Подробнее
3
Кислород
Синий
Подробнее
4
Углекислота
Чёрный с белой маркировкой
Подробнее
5
Аргон (чистый)
Серый
Подробнее
6
Азот
Чёрный с жёлтой маркировкой
Подробнее
7
Гелий
Коричневый
Подробнее
Понимание различных типов сварочных процессов BEPeterson — BEPeterson
Сварка выполняется для соединения различных металлов или термопластов. Это помогает создать прочное и надежное соединение по сравнению с другими методами соединения металлов. В BEPeterson мы занимаемся различными типами процессов сварки металлов. Все эти виды сварки выполняются с использованием различных типов автоматического, полуавтоматического и ручного сварочного оборудования. Этот пост знакомит вас с нашими сварочными процессами.
Это помогает создать прочное и надежное соединение по сравнению с другими методами соединения металлов. В BEPeterson мы занимаемся различными типами процессов сварки металлов. Все эти виды сварки выполняются с использованием различных типов автоматического, полуавтоматического и ручного сварочного оборудования. Этот пост знакомит вас с нашими сварочными процессами.
Различные типы сварочных процессов в BEPeterson
Мы предлагаем различные виды сварочных услуг:
Сварка MIG — это полуавтоматический процесс сварки. В этом процессе электрическая дуга создается между расходуемым проволочным электродом и металлом заготовки с использованием источника питания и расходуемого проволочного электрода. Заготовка плавится и плавится под воздействием тепла, выделяемого электрической дугой.
Преимущества сварки GMAW
- Сварка GMAW обеспечивает эффективное проплавление сварного шва.
 Это обеспечивает большую прочность в процессе сварки при меньших размерах сварного шва.
Это обеспечивает большую прочность в процессе сварки при меньших размерах сварного шва. - Сварка MIG производит меньше дыма по сравнению с другими видами сварки.
2. Дуговая сварка вольфрамовым электродом (GTAW): Дуговая сварка вольфрамовым электродом или сварка вольфрамовым электродом в среде инертного газа (TIG) использует неплавящийся вольфрамовый электрод и рабочий металл. Между вольфрамовым электродом и свариваемым металлом образуется электрическая дуга. Вокруг сварного шва используется защитный газ, защищающий его от окружающей среды. Этот процесс сварки используется в аэрокосмической промышленности или при сварке тонких заготовок из цветных металлов.
Преимущества сварки TIG
- Этот метод позволяет получить более качественные и привлекательные сварные швы. Сварка ВИГ
- используется для сварки тонких сечений металлов или различных типов деликатных заготовок.
3. Дуговая сварка порошковой проволокой (FCAW): Дуговая сварка порошковой проволокой представляет собой полуавтоматический или автоматический процесс дуговой сварки. Для этого требуется непрерывно расходуемый трубчатый электрод с флюсом и источник постоянного напряжения. Эта сварка подходит для отраслей, где необходимо бесконечное количество сварки. FCAW идеально подходит для мягких и стальных сплавов, сплавов с высоким содержанием никеля и нержавеющих сталей.
Преимущества сварки FCAW
- Этот тип сварки обеспечивает высокую скорость наплавки.
- Меньше шансов на пористость.
4. Дуговая сварка под флюсом (SAW): При дуговой сварке под флюсом дуга образуется между постоянно подаваемым оголенным проволочным электродом и заготовкой. Это полностью механизированный процесс автоматической сварки. Наиболее распространенные области применения дуговой сварки под флюсом включают сварку нержавеющей стали, легированных сталей и углеродисто-марганцевой стали.
Преимущества сварки под флюсом
- Этот метод сварки обеспечивает получение высококачественного сварного шва при ограниченных навыках оператора.
- Эта сварка позволяет обрабатывать более толстые секции любых металлов или материалов.
Процесс сварки имеет решающее значение для любого проекта промышленного производства. Следовательно, важно понимать их основные различия. Все сварочные операции в BEPeterson соответствуют стандартам ASME Sect 9 и AWS D1.1, D1.6. Наше хорошо оборудованное производство позволяет нам браться за разнообразные сложные проекты и удовлетворять широкий спектр требований клиентов.
Три основных типа сварочного ремонта – Swenson Welding
Промышленный сварщик с горелкой и защитным шлемом в больших металлических профилях для сварки заловСварка является важным процессом для различных технологий и приложений.
Этот навык используется во всем: от ремонта сварочных аппаратов до аэрокосмических приложений.
Однако иногда для разных работ требуются разные виды сварки. Если у вас есть проект ремонта сваркой, вам нужно убедиться, что вы используете наиболее эффективную технику.
Читайте дальше, чтобы узнать о различных типах сварки и их применении, чтобы вы знали, какой из них лучше всего подходит для вашего проекта.
Дуговая сварка в среде защитного газа
Дуговая сварка в среде защитного газа (SMAW) является старейшим и наиболее экономичным видом дуговой сварки. SMAW также называется дуговой сваркой из-за расходуемого защищенного электрода , который часто также называют стержнем.
Электричество проходит через наконечник электрода, расплавляя и соединяя металлы вместе, создавая интенсивный тепловой конус, известный как дуга. По мере плавления стержня его металлическая защитная оболочка защищает зону сварки от газов, содержащихся в воздухе.
SMAW наиболее эффективен для металлов размером не менее шестнадцатой дюйма, включая:
- Нержавеющая сталь
- Высоколегированная сталь
- Низколегированная сталь
- Чугун из углеродистой стали
- Ковкий чугун
Это и его портативность делают его полезным в строительстве, промышленном производстве, ремонте промышленного оборудования, судостроении и подводных трубопроводах.
Дуговая сварка металлическим газом
Дуговая сварка металлическим газом (GMAW) также называется сваркой в среде инертного газа (MIG), поскольку при ней используется комбинация инертных газов, таких как аргон, двуокись углерода и гелий.
GMAW — это тип дуговой сварки, при котором электрод, электричество и защитный газ подаются через горелку MIG или «пистолет» для непрерывного заполнения свариваемого соединения, а также для защиты сварного шва от воздуха. Из-за этого GMAW иногда называют полуавтоматической сваркой.
GMAW в основном используется для обработки листового металла и высокопроизводительного производства, особенно таких металлов, как алюминий, мягкая сталь и нержавеющая сталь. Он используется при создании металлических ограждений, рельсов и зданий, хотя он также часто используется в автомобильной промышленности для выполнения сварочных работ по ремонту выхлопных газов автомобилей.
В отличие от электродов, используемых для SMAW, электроды для GMAW неплавящиеся, поэтому нет необходимости менять электроды между сварками. Однако процесс GMAW лучше использовать в помещении, чтобы ветер не повлиял на газовую защиту.
Однако процесс GMAW лучше использовать в помещении, чтобы ветер не повлиял на газовую защиту.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) — это универсальный процесс, позволяющий получить высококачественный сварной шов, но он медленный и сложный в освоении.
GTAW требует, чтобы человек держал горелку TIG одной рукой, а другой рукой вручную погружал присадочный металл в дугу. Этот процесс идеален для небольших точных сварных швов в критических сварных соединениях. GTAW также можно выполнять в замкнутых пространствах, поскольку в процессе не образуются токсичные пары.
GTAW требует внешнего источника газа, обычно состоящего из аргона. Электрод изготовлен из вольфрама, который является очень твердым, но хрупким металлом.
Вольфрам не растворяется и не выгорает во время сварки. В качестве электрода он может поддерживать дугу с температурой 11 000 градусов по Фаренгейту.