
Какие защитные газы и смеси применяются для сварки полуавтоматом (MIG/MAG)
Для работы с полуавтоматическими аппаратами MIG/MAG необходимо использовать защитные газы или их смеси. Они препятствуют проникновению в сварочную ванну атмосферной влаги и других элементов содержащихся в воздухе.
Технология сварки
Перед началом работы необходимо зачистить место сварки от различных загрязнений и ржавчины с помощью специальных щеток или наждачной бумаги. Когда заканчивается общая подготовка, подается защитный газ и только после этого зажигается дуга. Проволока подается с помощью специальной кнопки, держать ее необходимо в перпендикулярном положении относительно основного металла. Стоит так же держать свариваемые детали с небольшим зазором относительно друг друга, размер зазора регулируется относительно толщины самого металла.
|
Диаметр проволоки, мм |
Толщина детали, мм |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
0,8 |
1-2,5 |
70-150 |
17-21 |
20-35 |
7-9 |
6-7 |
|
1,0 |
1-3 |
100-180 |
18-23 |
25-40 |
8-10 |
6-8 |
|
1,2 |
2-4 |
140-300 |
20-28 |
30-45 |
9-24 |
7-9 |
Какой газ используется для сварочных полуавтоматов
Сам газ используемый при автоматической сварке делиться на два вида: инертный и активный, который используется в качестве флюса. В чем отличие?
В чем отличие?
Активный газ влияет на состав самого шва, так как во время сварки меняет его физико-химические показатели. Защитный газ не проникает так глубоко в состав шва, но защищает сварочную ванну и еще не готовый шов от окислительных процессов. Для алюминия и его сплавов это актуально, так как этот металл быстро окисляется.
К инертным газам относятся аргон (Ar) и гелий (He), если использовать их вместе это повышает устойчивость горения дуги и ее тепловую мощность. Активная группа гораздо больше, в нее входят азот (N), углекислый газ (CO2), кислород (O2) и другие.
Некоторые газы, вне зависимости от их типа, можно использовать как самостоятельные, а некоторые используются только в смеси с другим газами.
Какой газ нужен для полуавтомата
Подбирать газ необходимо из специфики его свойств и того, какой металл необходимо сваривать.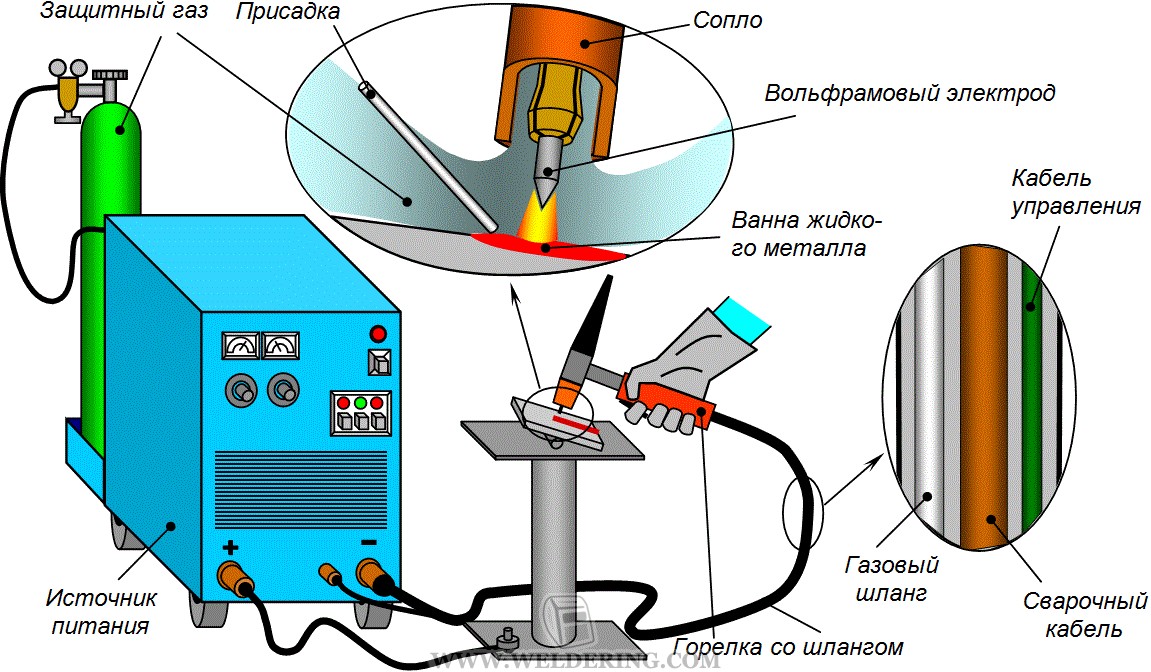
- Углекислый газ (CO2)
- Аргон (Ar)
- Кислород (O2)
Хороший вариант для работы в одиночку, его можно спокойно использовать в чистом виде без примесей, при этом металл глубоко проплавляется. За счет использования этого газа может применяться сварка с короткой дугой и сварка порошковой проволокой. У углекислого газа есть существенный минус – нестабильное горение дуги, так что избавиться от брызг в процессе сварки достаточно тяжело.
Аргон один из самых востребованных газов для сварки, его используют и самостоятельно, и в смесях с другими газами. Сам по себе аргон инертный газ, за счет этого сваривает даже тугоплавкие и химически активные металлы. С помощью этого газа получаются глубокие и тонкие сварочные швы за счет его низкой теплопроводности.
Кислород часто смешивают с другими газами (аргон или углекислый газ), это гарантирует высокий уровень «смачиваемости» и струйный перенос.
Рекомендуемые защитные газы для сварки различных металлов
Сварка полуавтоматом чаще всего производится смесями газов, но какая смесь лучше для полуавтомата стоит выбирать по необходимым свойствам каждой:
-
Аргоно-углекислый состав (Ar — 75-90% + CO2 — 10-25%) — инертно-активная среда, снижает разбрызгивание металла, позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла;
-
Аргоно-гелиевый состав (40% + 60%)
— защитная среда, повышает тепловую мощность дуги и устойчивость ее горения, за счет этого получается широкий шов; -
Аргоно-кислородная газовая смесь (95-99% + 1-5%) — инертно-активная среда для низколегированных и легированных сталей, понижает критический ток, предупреждает возникновение пор, улучшает форму шва;
-
Углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
 Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Критерии выбора газа для полуавтомата
Чтобы выбрать необходимую вам смесь или однородную среду, следует обратить внимание на индивидуальные требования. Выбор будет завесить от
Чтобы точно выбрать нужную смесь газов стоит обратиться к таблицам, в которых к каждому металлу или сплаву указаны составы, предназначенные для работы с ними, с учетом глубины сварочной ванны и других характеристик.
Кроме того, некоторые газы дают дополнительный эффект. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла, поэтому с их помощью удобно варить потолочные швы. А также, это хорошая профилактика типичных для сварщика травм, вызванных брызгами расплавленного металла.
Газ для полуавтоматической сварки — группы компаний «Партнер» в Липецке
Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Для сваривания металлов используются защитные газы, такие как: аргон, углекислый газ, гелий и прочие. Их основная цель, защищать сварочный шов металла от окисления, за счет так называемой сварочной ванны, что обеспечивает прочность, надежность и долговечность сварки. Для достижения необходимого результата рекомендуется подготовить металл и очистить его от возможной ржавчины и загрязнений щеткой по металлу или наждачной бумагой. После настройки оборудования и подготовки поверхности приступают к процессу сварки. Дуга зажигается после открытия вентиля подачи газа. Для запуска процесса используется проволока, которая подается при нажатии на кнопку Пуск. Проволока должна находиться в перпендикулярном положении к свариваемому металлу, что обеспечит качественную сварку. В процессе работ рекомендуется выдерживать зазор, показатель которого зависит от толщины свариваемого металла. Свариваемые детали должны находиться в горизонтальном положении на металлической подкладке.
Проволока должна находиться в перпендикулярном положении к свариваемому металлу, что обеспечит качественную сварку. В процессе работ рекомендуется выдерживать зазор, показатель которого зависит от толщины свариваемого металла. Свариваемые детали должны находиться в горизонтальном положении на металлической подкладке.
Дальнейший сварочный процесс с применением защитного газа может осуществляться в двух формах:
- Точечное нанесение. Заключается в соединении металлов сварочными точками, которые ставят равномерно определенными промежутками. Такой подход позволяет ускорить процесс и нести ощутимую экономию сварочных материалов, при снижении прочности соединения.
- Цельный сварочный шов. Его наносят по всей длине свариваемой поверхности, по сути получается монолитное соединение металла.
При использовании определенного газа в полуавтоматической сварке, достигается улучшение качества шва. Так каждый вид газа позволяет по-своему получить дополнительную механическую надежность, высокую плотностью или необходимую пластичность.
Технология сварки
|
Диаметр проволоки, мм |
Толщина детали, мм |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
0,8 |
1…2,5 |
70…150 |
17…21 |
20…35 |
7…9 |
6…7 |
|
1,0 |
1…3 |
100…180 |
18. ..23 ..23 |
25…40 |
8…10 |
6…8 |
|
1,2 |
2…4 |
140…300 |
20…28 |
30…45 |
9…24 |
7…9 |
ПРАВИЛЬНЫЙ ПОДБОР ГАЗА
Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
- Углекислый газ. С его применением проводится полуавтоматическая сварка с короткой дугой и сварка с порошковой проволокой. Газ используется в чистом виде, без смесей, поэтому металл глубоко проплавливается. В ходе работ, возможно, осуществлять выбор режима полуавтомата, в зависимости от толщины металла.
 Недостаток его применения – нестабильность дуги, поэтому в процессе работы могут появляться брызги.
Недостаток его применения – нестабильность дуги, поэтому в процессе работы могут появляться брызги. - Аргон. С применением газа проводится аргонодуговая сварка разнообразных металлов. Благодаря химической инертности газа свариваются тугоплавкие и химически активные металлы. Материал обладает низкой теплопроводностью, что обеспечивает получение глубокого и тонкого сварочного шва.
- Гелий. Это одноатомный инертный газ, с применением которого осуществляется аргонодуговая сварка. Благодаря высокой теплопроводности и потенциалу ионизации получается широкий сварочный шов.
Для получения сварочной смеси газов используется кислород, водород, азот, коксовыеили пиролизные газы. Кислород является двухатомным защитным газом, который обеспечивает широкий сварочный шов и неглубокое проплавление металла. Кислород, как правило, смешивают с аргоном или углекислым газом, что гарантирует высокий уровень «смачиваемости» и струйный перенос.
Азот применяется в сварке для повышения коррозийной стойкости дуплексных сталей. Водород относится к категории двухатомных защитных компонентов, с помощью которых удаляется оксид и повышается тепловложение. При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
Водород относится к категории двухатомных защитных компонентов, с помощью которых удаляется оксид и повышается тепловложение. При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
Коксовый газ – это бесцветное вещество, которое имеет ярко выраженный сероводородный запах. Это безопасный состав, который применяется редко для сварки, так как имеет специфические характеристики. Пиролизный газ нуждается в постоянной генерации. С его применением свариваются тонкие стали. При использовании в генерации газа элементов нефтепродукта на горелке появляется коррозия.
Так же в сварочных работах возможно применение газов метана, бутана, пропана. Самым распространенным сварочным газом является ацетилен, который имеет высокую температуру горения. С его применением проводится резка и сваривание металлов. Ацетилен – это прозрачный состав, который имеет специфический запах.
Какой газ используется для сварки MIG?
При создании идеальной горелки MIG вам предстоит многое учесть. От того, какую горелку выбрать, до того, какой газ использовать, вам необходимо определить, какой из них лучше всего подходит для вашего приложения.
От того, какую горелку выбрать, до того, какой газ использовать, вам необходимо определить, какой из них лучше всего подходит для вашего приложения.
Итак, в этой статье мы обсудим:
- Что такое защитный газ?
- Какой газ используется для сварки MIG?
- Расходные материалы на выбор
Приступаем!
Что такое защитный газ?
Сварка MIG с защитными газами обеспечивает более чистые и быстрые сварные швы и избавляет от необходимости часто останавливаться для замены электродов, как при сварке электродом. Снижение очистки и повышение эффективности также связаны с использованием защитных газов, но это помогает понять роль этих газов в процессе сварки, а также то, какой газ используется для сварки MIG и их специфические свойства.
Основной целью использования защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, водорода и азота в воздухе вокруг вас. В результате реакции этих элементов в сварочной ванне могут возникнуть различные проблемы, в том числе чрезмерное разбрызгивание и образование отверстий в валике сварного шва, известных как пористость, которые приводят к более слабым сварным швам.
Технически, когда используется углекислый газ или кислород, это уже не сварка MIG или Metal Inert Gas. Тогда это сварка MAG или Metal Active Gas. Это потому, что ни углекислый газ, ни кислород не являются инертными газами. При сварке MIG используются инертные защитные газы, такие как гелий или аргон, тогда как при сварке MAG вместо них используются активные газы.
Выбор подходящего газа: какой газ используется для сварки MIG?
Различные газы играют разные роли в процессе сварки, от проникновения в сварной шов до стабильности дуги и самого готового сварного шва. Выбор расходных материалов, обеспечивающих непрерывную и равномерную подачу газа, также является очень важным аспектом, который следует учитывать при сварке MIG.
Обязательно оцените цели своего проекта, чтобы выбрать правильный газ для сварки. На что следует обратить внимание при выборе: 9.0003
- Стоимость
- Что включает в себя подготовка
- Основной материал, который вы будете сваривать
- Свойства готового сварного шва
- Что необходимо сделать для очистки после сварки
Четыре наиболее распространенных защитных газа Для сварки MIG используются углекислый газ, аргон, кислород и гелий. Каждый из них имеет свои уникальные преимущества и недостатки в любой конкретной реализации.
Каждый из них имеет свои уникальные преимущества и недостатки в любой конкретной реализации.
Конечно, всегда полезно проконсультироваться со своим поставщиком по поводу рекомендаций по газам, которые подходят для сварочной проволоки, которую вы будете использовать. Вы даже можете проконсультироваться с производителем провода для предложений. Они, скорее всего, предоставят несколько вариантов, начиная от лучшего газового варианта до газа, который обеспечит минимально приемлемые сварные швы, а также их цены. Однако ваш сварочный аппарат MIG может иметь на внутренней панели руководство по рекомендациям по электродам и газам, которое предоставит вам список нескольких вариантов.
Двуокись углерода (CO2)
CO2 на сегодняшний день является наиболее распространенным и одним из немногих газов, которые можно использовать в чистом виде без необходимости добавления инертного газа, такого как аргон или гелий. Из-за этого CO2 является наиболее рентабельным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
Чистый CO2, также известный как 100% CO2, обеспечивает глубокое проплавление сварного шва, что делает его удобным при сварке толстых материалов. При этом чистый CO2 ограничивается только процессом сварки с коротким замыканием и дает менее стабильную дугу, а также большее количество брызг, чем в сочетании с другими газами (также известными как «смешанные газы»).
Чистый CO2 подходит для проектов, где внешний вид сварного шва не важен, или сварной шов не виден, например, на днище автомобиля. Очистка после сварки также немного сложнее.
Аргон
Аргон обеспечивает более узкий провар, что удобно для стыковых и угловых швов. Он также может похвастаться плавной и относительно плавной дугой. Если вы собираетесь сваривать цветные металлы, такие как титан, алюминий или магний, вам понадобится чистый аргон. Смешайте аргон с водородом, гелием или кислородом. Это помогает усилить характеристики дуги и облегчить перенос металла.
Если качество сварки и внешний вид важны, хорошо использовать смешанные газы. У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2.
У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2.
Они обеспечивают лучшую стабильность дуги и меньшее количество брызг по сравнению со 100% CO2. Смешанные газы также могут использоваться в процессе переноса распылением, что, в свою очередь, обеспечивает более привлекательный внешний вид сварных швов, а также повышает производительность.
Смеси аргона/CO2 подходят для сварки низколегированных, некоторых нержавеющих сталей и углеродистых металлов. Однако имейте в виду, что более высокие уровни CO2 могут вызвать повышенное разбрызгивание.
Кислород
Активный газ, кислород обычно используется в небольших количествах при добавлении к защитным газам, обычно от 1 до 9%. Это улучшает текучесть сварочной ванны, а также стабильность дуги и проплавление нержавеющей стали, низкоуглеродистых и низколегированных металлов. Кислород с алюминием, медью, магнием или другими экзотическими металлами может вызвать окисление.
Смеси кислорода и аргона обычно используются для обработки нержавеющей стали и простых углеродистых металлов. Он обеспечивает стабильную дугу с ограниченным разбрызгиванием. Однако более высокие уровни кислорода могут затруднить сварку в нерабочем положении из-за того, что это увеличит текучесть сварочной ванны.
Он обеспечивает стабильную дугу с ограниченным разбрызгиванием. Однако более высокие уровни кислорода могут затруднить сварку в нерабочем положении из-за того, что это увеличит текучесть сварочной ванны.
Гелий
Обычно используется для цветных металлов, гелий также может использоваться для нержавеющей стали. Он хорошо работает с толстыми металлами благодаря своим широким и глубоким проникающим способностям.
Обычно используется в соотношении 25-75% гелия к 75-25% аргона. Регулируя эти соотношения, вы можете изменить глубину проникновения и профиль борта. При работе с нержавеющими сталями гелий обычно используется в трехкомпонентной газовой смеси с CO2 и аргоном. Гелий также используется для предотвращения окисления при сварке таких металлов, как нержавеющая сталь, алюминий, магний и медные сплавы.
Гелий создает более горячую дугу, что обеспечивает более высокую скорость перемещения и, следовательно, повышенную производительность. При этом гелий дороже и требует более высокой скорости потока, чем аргон. При рассмотрении вопроса об использовании гелия важно помнить о соотношении стоимости газа и показателей производительности.
При рассмотрении вопроса об использовании гелия важно помнить о соотношении стоимости газа и показателей производительности.
Другие газы
Водород служит в качестве защитного газа в высокотемпературных применениях, таких как нержавеющая сталь. Его часто смешивают с аргоном для обработки аустенитной нержавеющей стали.
Азот используется в качестве продувочного газа при сварке труб из нержавеющей стали. Добавляемый к аргону в небольших количествах, он также может использоваться в качестве защитного газа для нержавеющей стали.
Пропан обычно используется на складах металлолома для резки углеродистой стали, где качество резки не имеет значения. Если ваше приложение не требует высокого качества резки, пропан является довольно экономичным вариантом.
Выбор расходных материалов
Расходные материалы, которые вы подключаете к горелке MIG, так же важны, как и выбор правильного газа для использования. Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от окружающего воздуха.
Если ваш диффузор забит брызгами или если ваше сопло слишком узкое, вы рискуете получить слишком мало защитного газа для защиты сварочной ванны. Это позволяет воздуху попасть в газ, что может привести к разбрызгиванию, пористости и даже загрязнению сварных швов.
Убедитесь, что вы выбираете расходные детали для горелок MIG, которые могут противостоять накоплению брызг. У вас также есть достаточно широкое отверстие сопла, чтобы быть уверенным в защите защитного газа.
Некоторые производители изготавливают форсунки со встроенной защитой от брызг. Это может удвоить диффузию газа, что даст вам гораздо более постоянный поток газа. Выбор расходных материалов требует тщательной оценки деталей. А также текущий проект и ваши операционные приоритеты.
Получите высококачественные расходные материалы с наконечником American Torch
Теперь, когда вы знаете, какой газ вам нужен, пришло время выбрать идеальный газовый диффузор. Если вам нужен газовый диффузор или сопло для вашего пистолета MIG, вы обратились по адресу. У нас есть широкий выбор качественных расходных материалов и деталей, которые помогут вам добиться чистых резов.
У нас есть широкий выбор качественных расходных материалов и деталей, которые помогут вам добиться чистых резов.
Свяжитесь с нами или позвоните по телефону 800-342-8477, чтобы узнать больше о наших самых прочных деталях, горелках и горелках для сварки MIG.
Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работы
При сварке МИГ используется ручной пистолет, содержащий проволочный электрод с катушкой, а также газовое сопло, которое подает струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты.
Загрязнение может привести к некачественному сварному шву на заготовке, поэтому выбор правильного газа абсолютно необходим для достижения наилучших результатов. Но какой газ лучше всего подходит для сварки MIG? К сожалению, ответ не так прост.
Для достижения наилучших результатов для различных металлов требуются различные типы газов, хотя в большинстве случаев смесь аргона и CO2 в соотношении 75/25 позволит вам получить хорошие результаты для большинства металлов. Но давайте сейчас рассмотрим некоторые из ваших вариантов и обсудим, как выбрать правильный сварочный газ MIG для вашей работы.
Но давайте сейчас рассмотрим некоторые из ваших вариантов и обсудим, как выбрать правильный сварочный газ MIG для вашей работы.
Аргон и гелий (инертные/благородные газы)
Инертные газы, такие как инертные газы, устойчивы к химическим реакциям, что означает меньшее разбрызгивание при сварке по сравнению с полуинертными газами, такими как двуокись углерода. Существует шесть благородных газов, но для сварки MIG обычно используются только аргон и гелий. Чистые смеси аргона/гелия обычно используются только для цветных металлов, таких как медь и алюминий.
Оба газа подходят для сварки MIG, но чаще используется аргон. Эти два газа можно смешивать вместе, чтобы воспользоваться их полезными свойствами, в зависимости от сварного шва.
Аргон, например, обычно обеспечивает стабильную дугу, но более широкий и неглубокий провар. Гелий, с другой стороны, дороже, но горит горячее для более глубокого сварного шва. Смешивание этих газов помогает сбалансировать эти характеристики и обеспечить равномерный сварной шов.
Обратите внимание, что оба этих газа дороже других, таких как углекислый газ, поэтому их часто смешивают с углекислым газом, чтобы сэкономить деньги, но при этом они обеспечивают отличные результаты сварки.
Углекислый газ может составлять до 10-25% объема газа, в зависимости от ситуации. Смесь аргона и CO2 в соотношении 75/25 обычно считается лучшим вариантом для сварки MIG, так что это наша главная рекомендация Vern Lewis Welding Supply.
Иногда также используется «три смеси» гелия, аргона и CO2. Эта смесь газов идеально подходит для сварки нержавеющей стали, так как обеспечивает устойчивый, прочный и глубокий шов.
Двуокись углерода
Двуокись углерода является «полуинертным» газом, который относительно устойчив к химическим изменениям, но в меньшей степени, чем инертные газы, такие как аргон и гелий.
Он часто используется при сварке MIG, часто сам по себе (100% CO2) или в виде небольшого процента газовой смеси гелия или аргона. Смесь 75/25 MIG аргона и CO2 является наиболее популярным газом для сварки MIG, составляя более 90% газа, который мы продаем в Vern Lewis Welding Supply.
CO2 намного дешевле, чем инертный газ, и позволяет связующему проникать очень глубоко в металл при сварке. Однако у него гораздо более жесткая дуга, которую сложнее контролировать, а его полуинертный характер приводит к большему разбрызгиванию сварного шва, поэтому сварной шов требует большей очистки по сравнению с благородным газом.
Углекислый газ особенно полезен при работе с черными металлами, такими как мягкая сталь. Для этой цели иногда используется 100% CO2, но это более «старая школа» подхода, используемого для специальной проволоки — для общих целей сварки MIG используется 72/25 аргон/CO2 или три смеси CO2, аргона и гелия. гораздо чаще.
Какой газ лучше всего подходит для сварки MIG различных металлов?
Если вам нужен универсальный вариант, лучшим выбором будет защитный газ для сварки MIG со смесью 75/25 аргона и CO2. Vern Lewis Welding Supply предлагает высококачественную смесь 75/25 аргона и CO2, которая является идеальным и экономичным вариантом, который можно использовать для сварки большинства металлов, включая мягкую сталь и цветные металлы. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе лучшего газа для сварки MIG, свяжитесь с нами сегодня.
Если у вас есть какие-либо вопросы или вам нужна помощь в выборе лучшего газа для сварки MIG, свяжитесь с нами сегодня.
Похожие сообщения
Тенденции сварки в автомобильной промышленности
Поскольку автомобильная промышленность продолжает приспосабливаться к постоянно меняющимся нормативным требованиям в отношении выбросов, эффективности и веса, роль производства и сварки продолжает развиваться, чтобы помочь автопроизводителям достичь ключевых целей в области безопасности и производительности. Автопроизводители могут использовать множество методов сварки для автомобильных применений, включая точечную сварку, контактный шов, металл в среде инертного газа, вольфрам, лазерный луч и т. д.
Узнать больше Тенденции в области сварки в автомобильной промышленностиПродолжить
Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах…
Подробнее Покупка подержанного сварочного оборудованияПродолжить
Пайка: общие области применения, преимущества и недостатки
Пайка металлов – это процесс, которому уже три столетия. Его происхождение восходит к Древнему Египту. Археологи нашли небольшие золотые шкатулки и ювелирные изделия сложной формы, изготовленные методом пайки, датируемые 2975 годом до нашей эры. Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Подробнее Пайка: общие области применения, преимущества и недостаткиПродолжить
Какие металлы труднее всего сваривать?
При сварке не все металлы создаются одинаково. Некоторые металлы на самом деле гораздо труднее сваривать, чем другие. Часто металлы имеют так называемую плохую свариваемость, что делает их менее подходящими для работы. Плохая свариваемость – это когда существует только ограниченное количество сварочных процессов, которые можно использовать на…
Подробнее Какие металлы труднее всего сваривать?Продолжить
8 советов, которые помогут вам стать лучшим сварщиком