
Хромирование деталей — покрытие деталей хромом, цены на услугу от ПК «ПластМет»
Хромирование деталей предусматривает их индивидуальную обработку для увеличения эксплуатационных и декоративных характеристик. Основная цель процедуры – придать яркий зеркальный внешний вид и укрепить поверхностный слой детали. Защитный слой хрома наносят на любой материал, будь то древесина, металл или пластик. Для того чтобы повысить декоративные особенности деталей, технология хромирования выполняется в несколько этапов, в результате которых вы получаете аккуратную и гладкую поверхность.
Примеры работ
Преимущества хромирования деталей
- Обеспечивает устойчивое блестящее покрытие;
- Защищает изделия от воздействия факторов внешней среды;
- Улучшает эксплуатационные свойства и внешний вид покрываемой детали;
- Наносится на любой материал.


Хромирование от ПК «Пластмет»
Опыт хромирования деталей любой сложности более 5 лет
Выполняем все оговоренные условия, заключаем договор
Подбор технологии в соответстви вашей задачей
Готовность заказа в сжатые сроки
Контроль качества на каждом этапе
100% довольных клиентов
Оформите заявку на услугу покрытия деталей хромом и получите подробный расчет покрытия вашего изделия
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Извините, но произошла ошибка во время отправки вашей заявки, позвоните по телефону или попробуйте позже отправить еще раз! Извините за неудобства!
Пожалуйста, заполните все обязательные поля *
Заявка принята
Ваша заявка принята. Наш менеджер свяжется с вами в ближайшее время, спасибо!
По любым вопросам звоните по телефону:
(4872) 34-04-93
Частые вопросы
Из чего складывается стоимость металлизации?
Проект каждого клиента подразумевает отдельный расчет стоимости исходя из его потребностей и задач.
- Габаритные размеры. Чем меньше изделие, тем ниже стоимость его покрытия.
- Количество. При пересчете на единицу изделия, покрытие партии одинаковых деталей обойдется гораздо дешевле.
- Состояние поверхности. Если не требуется предварительной подготовки, стоимость ниже.
Свяжитесь с нами для получения более точной информации о стоимости металлизации Вашего изделия по телефону или через форму обратной связи на сайте.
Вы работаете с заказчиками из других городов?
Заказы на металлизацию принимаются из любого региона. Вы можете отправить изделия транспортной или логистической компанией. Доставку оплачивает заказчик.
Какие сроки выполнения заказа?
Максимально короткие, но все зависит, как и в случае со стоимостью, от многих параметров: размера, количества, качества поверхности изделия, а также от типа покрытия. Для более точной оценки сроков выполнения заказа, оставьте заявку или позвоните нам на предприятие.
Хромирование запчастей
- Главная
- Компания
- Новости и статьи
- Хромирование запчастей
01.04.2021
Промышленное применение.
В промышленности хромирование используется для снижения трения, повышения износостойкости, повышения коррозионной стойкости. Этот процесс обеспечивает повышенную устойчивость стали к газовой коррозии (окалиностойкость) при температуре до 800 °C, высокую коррозионную стойкость в таких средах, как вода, морская вода и азотная кислота. Хромирование сталей содержащих свыше 0,3—0,4 % С, повышает также твёрдость и износостойкость.
Хромирование деталей пар трения, работающих в жёстких условиях (поршневые кольца, зеркало цилиндра ДВС), как показала практика, требует создания покрытия с порами сравнительно крупного размера, способными удерживать масло. Без этого противоизносные и противозадирные свойства покрытия даже хуже, чем у нехромированной детали. Для расширения естественных канальцев на поверхности покрытия используется кратковременное электрохимическое травление обратным током (деталь-анод).
Как наносится хром?
Деталь погружают в ванну с электролитическим раствором.
Изделие соединяют с источником питания через выходной канал «плюс».
К минусовому контакту подключают любое хромированное изделие.
После подачи электротока ионы хрома начнут отслаиваться от заготовки и направляться по электролиту к восстанавливаемой (изготавливаемой) детали.
Ионы хрома сцепляются с поверхностью и по мере скопления образуют прочное покрытие, защищающее деталь от внешнего воздействия.
Помимо хрома технология применима для нанесения серебра, цинка, алюминия и многих других видов металлов. Процесс обработки сопровождается выделением токсичных веществ, оказывающие вред здоровью. Поэтому работы проводятся только в нежилых помещениях.
Хромирование горячим методом.
Это самая эффективная и сложная в реализации технология. Она целесообразна только на крупных производствах, где высокие затраты на энергоресурсы нивелируются большим количеством заказов.
Горячий метод основан на погружении обрабатываемой детали в резервуар с расплавленным металлом. В результате металлическая субстанция наносится на изделие равномерным слоем.
В результате металлическая субстанция наносится на изделие равномерным слоем.
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
 Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.Назад в статьи
Хромирование: что это такое и как оно работает Обычно это означает, что эти предметы не сделаны полностью из сплошного хрома, а вместо этого покрыты слоем хрома в процессе, известном как хромирование. Хромирование — это процесс нанесения хрома на другой металлический предмет. Хром является химическим элементом (Cr) с атомным номером 24 и является добавкой к стали.
Хромирование или хромирование помогает свести к минимуму износ, а также увеличить срок службы металлических или технических деталей. Добавляя слой хрома к другому объекту, можно улучшить его устойчивость к коррозии, уменьшить трение, предотвратить истирание и, в некоторых случаях, улучшить его внешний вид.
Что такое хромирование?
Хромирование выполняется в процессе гальванического покрытия , метода, при котором катионы растворенных металлов уменьшаются в ванне с солевым электролитом, что позволяет сформировать бесшовное металлическое покрытие на желаемом объекте. Почва или грязь сначала удаляются с желаемого объекта, и часто основной металл предварительно обрабатывается перед помещением в ванну для хромирования.
Почва или грязь сначала удаляются с желаемого объекта, и часто основной металл предварительно обрабатывается перед помещением в ванну для хромирования.
В зависимости от типа металла, на который наносится покрытие, процесс требует различной предварительной обработки для травления металла определенных типов, чтобы придать поверхности шероховатость и подготовить металл к хромированию.
Затем через гальваническую ванну пропускают электрический ток в течение определенного времени. Металлические объекты можно покрывать медленно или быстро, в зависимости от силы тока. Требуемое время варьируется в зависимости от толщины необходимого хромового покрытия и применяемого тока.
Процесс хромирования
Хромирование осуществляется двумя основными способами: шестивалентным хромированием и трехвалентным хромированием.
Шестивалентное хромирование — это традиционная форма хромирования, которая в основном используется в функциональных целях.
Трехвалентное хромирование является экологически безопасным решением для традиционного варианта хромирования и использует сульфат хрома или хлорид хрома в качестве основных ингредиентов вместо триоксида хрома.
Типы хромирования
Хромирование имеет множество преимуществ. Он не только придает объектам новый и эстетичный вид, но и очень полезен при реставрационных работах и консервации дорогих инженерных деталей. Есть два типа хромирования, твердое хромирование и декоративное хромирование , а тип используемого хромирования сильно зависит от того, для чего оно нужно.
Твердое хромирование
Твердое хромирование, также известное как промышленное или инженерное хромирование, представляет собой тип хромирования, который обеспечивает очень плотное покрытие хромом на технических деталях, которые обычно изготавливаются из стали. Это помогает сохранить срок службы деталей и может обеспечить высокую устойчивость к коррозии и износу дорогих металлических предметов. Он также используется для предотвращения заклинивания деталей и увеличения срока службы.
Примеры деталей, требующих твердого хромирования, включают штоки гидравлических цилиндров, пресс-формы, поршневые кольца и многое другое. Твердое хромирование покрывает слои хрома толщиной до 0,025 дюйма, и хотя оно сохраняет свой блестящий вид, оно не используется в эстетических или декоративных целях.
Твердое хромирование покрывает слои хрома толщиной до 0,025 дюйма, и хотя оно сохраняет свой блестящий вид, оно не используется в эстетических или декоративных целях.
Erie Hard Chrome может помочь
Хромирование — это непростой процесс погружения предметов в ванну с хромом. Процесс требует тщательного контроля температуры и веществ при медленном покрытии объектов слоями хрома. Это утомительный процесс, в котором используются высокотоксичные химические вещества, и его всегда должен выполнять профессионал. Позвольте Erie Hard Chrome снять тяжелую работу с ваших плеч. Позвоните сегодня, чтобы узнать больше о том, что мы предлагаем, или запросить бесплатное предложение.
Запросить цену
« Вернуться к новостям
Основное руководство по хромированию — LEADRP
Хромирование детали в основном состоит из следующих этапов:
- Обезжиривание для удаления сильных загрязнений детали.
- Деталь для ручной очистки для удаления всех остаточных следов грязи и поверхностных загрязнений.

- Различные виды предварительной обработки зависят от подложки, чтобы обеспечить надлежащую адгезию.
- Поместите деталь в ванну для хромирования и дайте ей нагреться до температуры раствора.
- Подайте электростатический ток в течение времени, необходимого для достижения заданной толщины.
Типовой процесс хромирования
Хромирование доступно в двух типичных процессах: шестивалентное хромирование и трехвалентное хромирование.
Шестивалентный хром
Шестивалентный хром представляет собой традиционный вид процесса хромирования, который в основном используется для функциональных целей. Это самый токсичный хром и доказанный канцероген для человека. Токсичные отходы, образующиеся в ванне с шестивалентным хромом, являются опасными отходами и должны быть обработаны перед утилизацией.
Трехвалентный хром
Основным ингредиентом трехвалентного хромирования является сульфат или хлорид хрома. В определенных случаях применения и толщины трехвалентное хромирование может заменить шестивалентный хром.
Трехвалентный хром гораздо менее токсичен, чем шестивалентный хром. Это экологически выгодное решение по сравнению с традиционным процессом хромирования. Однако использование трехвалентного хрома и утилизация любых отходов также строго контролируются.
Этапы хромирования
Первым этапом хромирования является очистка и обезжиривание металлической заготовки или предмета. После того, как заготовка или объект были тщательно очищены от всех следов грязи, вы можете поместить их в контейнер с хромовым ангидридом. Затем контейнер получает электрический заряд, вызывающий химическую реакцию, в результате которой хром прилипает к заготовке или объекту. В некоторых случаях могут потребоваться дополнительные действия, такие как финишная обработка и полировка.
Назначение хромирования
Хромирование обычно используется в декоративных или инженерных целях. Что касается декоративных целей, то хромирование придает изделию гладкий и блестящий вид. В технических целях хромирование может придать поверхности металла очень высокую степень твердости. Эта высокая твердость может повысить износостойкость, обеспечить антизадирные свойства и улучшить коррозионную стойкость. Хромирование — это электролитический метод, используемый для таких материалов, как обычная сталь, нержавеющая сталь, алюминий и другие.
Эта высокая твердость может повысить износостойкость, обеспечить антизадирные свойства и улучшить коррозионную стойкость. Хромирование — это электролитический метод, используемый для таких материалов, как обычная сталь, нержавеющая сталь, алюминий и другие.
Типы хромирования
Хромирование бывает двух видов – декоративное хромирование и твердое хромирование. Давайте подробнее рассмотрим каждый.
Декоративное хромирование
Декоративное хромирование должно быть эстетичным и долговечным. Стандартный диапазон толщины декоративного хромирования составляет от 0,002 мм до 0,02 мм. Поскольку декоративный слой хрома очень тонкий, его долговечность уступает твердому хромированию.
Как правило, процесс декоративного хромирования начинается с гальванического никелирования, за которым следует хромирование. Медь иногда гальванизируется вместо никеля. Уровень никеля или меди обеспечивает гладкость, коррозионную стойкость и отражательную способность.
Преимущества декоративного хромирования
Повышенный внешний вид: Декоративное хромирование создает гладкую и глянцевую поверхность, повышая визуальную привлекательность детали. Украшенное хромирование может повысить воспринимаемую ценность таких потребительских товаров, как кухонная утварь и оборудование. Кроме того, хромирование повышает привлекательность автомобилей и музыкальных инструментов.
Украшенное хромирование может повысить воспринимаемую ценность таких потребительских товаров, как кухонная утварь и оборудование. Кроме того, хромирование повышает привлекательность автомобилей и музыкальных инструментов.
Коррозионная стойкость: Декоративное хромирование защищает предметы от коррозии, вызванной химическими веществами или другими окислителями. Этот декоративный хромированный слой подходит для деталей автомобилей или других изделий, используемых вне помещений или во влажных условиях.
Простота очистки: Благодаря своей коррозионной стойкости декоративное хромированное покрытие легко очищается с помощью обычных бытовых чистящих средств и химикатов. Гладкая декоративная хромированная поверхность также предотвращает скопление грязи и пыли и сохраняет свой блеск с течением времени.
Некоторая износостойкость: Декоративное хромирование может повысить прочность изделия. Однако из-за своей тонкости он также подвержен повреждениям. Например, автомобильная авария может привести к тому, что декоративный хромированный слой на бампере разрушится, подвергая основной металл коррозии и ржавчине. Хромированная кухонная утварь может испортиться, когда со временем отслоится тонкий слой хрома.
Например, автомобильная авария может привести к тому, что декоративный хромированный слой на бампере разрушится, подвергая основной металл коррозии и ржавчине. Хромированная кухонная утварь может испортиться, когда со временем отслоится тонкий слой хрома.
Применение декоративного хромирования
Автозапчасти: Декоративное хромирование можно увидеть на многих автомобильных деталях, включая бамперы, отделку салона, пороги, дверные ручки и решетки. Нанесение декоративного хромирования повышает коррозионную стойкость этих деталей, предохраняя их от ржавчины под дождем или снегом. Декоративный хром также предлагает несколько вариантов отделки и полировки для повышения блеска и эстетической привлекательности.
Инструменты: Нанесение декоративного хромирования повышает долговечность и износостойкость инструментов и метизов. Некоторые инструменты включают гаечные ключи, розетки, плоскогубцы и шестигранные ключи. Хромированные инструменты выдерживают сложные ситуации без повреждений.
Оборудование для инструментов: Некоторые инструменты, такие как гитары, кларнеты и т. д., иногда тонко покрыты декоративным хромовым покрытием для улучшения внешнего вида и долговечности. металлические кухонные принадлежности, такие как щипцы, ножи, шпатели, ложки и вилки. Хромированная кухонная утварь проста в уходе и обеспечивает долговечность при длительном использовании. Блестящая хромированная кухонная техника очень нравится как домашним поварам, так и шеф-поварам.
Твердое хромирование
Твердое хромирование, также известное как техническое хромирование или техническое хромирование, представляет собой чрезвычайно толстый слой хрома на инженерных деталях, обычно изготовленных из стали. Это процесс гальванического покрытия, при котором деталь погружают в раствор хромовой кислоты и наносят на поверхность слой хрома. Стандартная толщина твердого хрома составляет от 0,02 мм до 0,04 мм.
Твердое хромирование продлевает срок службы деталей и обеспечивает превосходную коррозионную стойкость и износостойкость дорогих металлических предметов. Он также используется для предотвращения заклинивания деталей и повышения их долговечности. Еще одним выдающимся свойством твердого хромирования является его способность повышать химическую инертность, особенно стойкость к окислению.
Он также используется для предотвращения заклинивания деталей и повышения их долговечности. Еще одним выдающимся свойством твердого хромирования является его способность повышать химическую инертность, особенно стойкость к окислению.
Преимущества твердого хромирования
Превосходная твердость: Твердое хромирование тверже большинства промышленных абразивов и металлических покрытий. Он очень твердый, его твердость составляет от 65 до 69 HRC (также в зависимости от твердости основного металла). Твердое хромирование может выдерживать жесткие промышленные условия и высокие нагрузки.
Durable Толщина: Толстое твердое хромовое покрытие защищает компоненты машины от износа во время обычной эксплуатации или в агрессивных средах, например, при воздействии агрессивных химикатов.
Низкое трение: Твердое хромовое покрытие снижает трение при контакте с углеродом, металлами, графитом и полимерами. Твердое хромирование снижает трение и нагрев между компонентами оборудования при нанесении на движущиеся части.
Износостойкость: Благодаря высокой твердости и низкому трению твердое хромовое покрытие устойчиво к износу и истиранию даже при высоких механических контактных нагрузках. Твердые хромированные детали могут быть долговечными.
Стойкость к окислению: Твердое хромирование обеспечивает исключительную стойкость к окислению, что делает его незаменимым в химической, фармацевтической и пищевой промышленности.
Легкое повторное покрытие: Если твердое хромовое покрытие со временем повреждается или изнашивается, его можно легко удалить с помощью химикатов для снятия покрытия и заменить покрытие. Замена покрытия может быть повторена, чтобы значительно увеличить срок службы компонентов оборудования.
Применение твердого хромирования
Автомобильная промышленность: Твердое хромирование также используется в автомобильной промышленности, особенно для амортизаторов, цилиндров или других деталей, склонных к длительной работе в условиях высоких циклов. Твердое хромирование может удовлетворить требования к долговечности и смазывающей способности таких компонентов.
Твердое хромирование может удовлетворить требования к долговечности и смазывающей способности таких компонентов.
Аэрокосмическая промышленность: В аэрокосмической промышленности мы также можем увидеть компоненты с твердым хромированием, такие как шасси и алюминиевые головки поршней. Использование твердого хромового покрытия продлевает срок службы различных деталей, делает их устойчивыми к износу и гарантирует, что они не будут весить слишком много.
Шестерни: Низкий коэффициент трения твердого хромового покрытия обеспечивает защиту шестерен от износа и смазывание, повышая производительность и продлевая срок службы.
Наполнитель: Твердое хромирование является отличным наполнителем, гарантирующим, что некоторые изношенные детали вернутся к своим первоначальным размерам.
Разница между твердым хромированием и декоративным хромированием
Понимание различий между твердым и декоративным хромированием поможет вам выбрать подходящий метод для вашего проекта. Ниже я объясню их различия в трех аспектах — толщине, свойствах и применении.
Ниже я объясню их различия в трех аспектах — толщине, свойствах и применении.
Толщина
Основное различие между твердым хромированием и твердым декоративным покрытием заключается в толщине хромового покрытия на готовом изделии. Твердое хромирование толще декоративного хромирования. Декоративное хромирование в основном используется для эстетической привлекательности и в качестве защитного слоя. Твердое хромирование имеет несколько промышленных применений благодаря своей прочности, износостойкости, коррозионной стойкости и другим полезным свойствам.
Свойство
Твердое хромирование придает материалам повышенную твердость и прочность. Кроме того, он обеспечивает снижение трения, износостойкость и долговечность. С другой стороны, декоративное хромирование повышает визуальную привлекательность вашего компонента. Он также обладает определенной степенью износостойкости, хотя и не такой высокой, как твердое хромирование.
Области применения
Хотя для декоративного хромирования и твердого хромирования используется один и тот же процесс производства хрома, их области применения различны. Твердое хромирование идеально подходит для промышленного применения и условий высоких нагрузок. С другой стороны, декоративное хромирование обеспечивает желаемый внешний вид и защиту многих потребительских товаров.
Твердое хромирование идеально подходит для промышленного применения и условий высоких нагрузок. С другой стороны, декоративное хромирование обеспечивает желаемый внешний вид и защиту многих потребительских товаров.
Как снять хромирование?
Как и другие виды обработки поверхности, хромовое покрытие со временем может повредиться или изнашиваться. Вот почему нам нужно знать, как удалить хромирование с пластмасс и металлов. Существует много способов удалить или снять слой хромового покрытия с подложки, например, с помощью специального оборудования и химических растворов.
Специализированное оборудование
Первый метод заключается в использовании различных специализированных машин для удаления хрома. Хотя этот метод является самым дорогим, он также и самый эффективный. Некоторые специализированные устройства включают абразивно-струйный аппарат и ультразвуковой очиститель.
Использование абразивоструйного аппарата
Абразивоструйная очистка – это абразивная обработка материалов с помощью распыления мелкозернистого порошка или мелких гранул. Абразивоструйный аппарат — это оборудование, которое помогает в абразивоструйной очистке. Такое оборудование часто можно приобрести в автомастерских и строительных фирмах. Долгосрочная абразивно-струйная обработка может удалить хромовое покрытие с объекта, но вам может потребоваться дополнительная обработка труднодоступных мест объекта.
Абразивоструйный аппарат — это оборудование, которое помогает в абразивоструйной очистке. Такое оборудование часто можно приобрести в автомастерских и строительных фирмах. Долгосрочная абразивно-струйная обработка может удалить хромовое покрытие с объекта, но вам может потребоваться дополнительная обработка труднодоступных мест объекта.
При использовании абразивно-струйной очистки для удаления хрома необходимо учитывать несколько моментов:
- При струйной очистке хрома следует использовать абразив с довольно мелким зерном, чтобы не повредить основной металл.
- При удалении крошечных кусочков хрома абразивно-струйным аппаратом образующиеся в воздухе пыль и осадок могут быть вредными. Поэтому вы должны носить необходимое защитное снаряжение, такое как очки и маски.
Использование ультразвукового очистителя
Вы также можете использовать ультразвуковой очиститель для удаления хромированного покрытия. Ультразвуковые очистители используют высокочастотные звуковые волны для удаления грязи, копоти и других отложений с поверхностей. Они обычно используются для очистки деликатных электронных деталей или ювелирных изделий.
Они обычно используются для очистки деликатных электронных деталей или ювелирных изделий.
Ультразвуковые очистители удаляют хромовое покрытие, заставляя частицы хрома вибрировать с высокой частотой. Эта процедура отделяет хром от поверхности металла, в результате чего хром отслаивается. Кроме того, ограниченный размер может сделать ультразвуковой очиститель только для удаления хрома с относительно небольших материалов.
Химические растворы
Использование химических растворов является менее дорогим методом удаления хрома, чем специализированное оборудование. Но вы должны обращаться с химическими веществами с большой осторожностью из-за их токсичности. И не забудьте надеть защитную одежду и перчатки.
Использование соляной кислоты
Соляная кислота, также известная как соляная кислота, является сильной и агрессивной кислотой. Коррозионное свойство соляной кислоты полезно для удаления хрома из металлов. Для удаления хрома должно быть достаточно 30-40% раствора кислоты.
Ниже описан процесс удаления хрома с помощью соляной кислоты:
- Создайте 30-процентный раствор кислоты, смешав 1/3 части соляной кислоты и 1 часть воды в чане, предназначенном для химических смесей, например, в прочном пластиковом ведре. В качестве альтернативы можно приобрести предварительно смешанный раствор кислоты достаточной концентрации.
- Погрузите хромированный предмет в раствор, пока хром не сойдет.
- После удаления хрома достаньте предмет из ведра и промойте его чистой водой с мылом. Оставьте сохнуть.
Использование гидроксида натрия
Гидроксид натрия, или щелочь, является едким и основным химическим веществом. Эффективный способ удаления хромового покрытия с металла. Но стоит отметить, что использование гидроксида натрия было бы крайне опасно, если основным металлом является алюминий. Потому что, когда гидроксид натрия смешивается с водой с образованием раствора, он может разъедать алюминий и выделять газообразный водород.
Действуйте, как указано ниже:
- Смешайте в чане от 8 до 12 жидких унций (приблизительно от 227 до 355 мл) гидроксида натрия с 1 галлоном (3,785 л) воды. Обратите внимание на использование емкости из нейтрального материала, например, из прочного пластикового ведра.
- Тщательно погрузите хромированный предмет в раствор. Этот процесс может занять много времени, поэтому чаще проверяйте, не начал ли отслаиваться хром.
- После удаления хрома возьмите предмет из ведра. Затем очистите объект водой с мылом перед сушкой.
Выполнение обратного гальванопокрытия
При выполнении обратного гальванопокрытия используется ток под напряжением, серная кислота и хромовая кислота. Поэтому обратное гальванопокрытие опасно для снятия хромирования с использованием химических средств.
Этот метод должен применяться только профессионалами, знакомыми с электричеством и химическими веществами. Выполнение обратного гальванического покрытия приведет к образованию токсичных и канцерогенных химических веществ.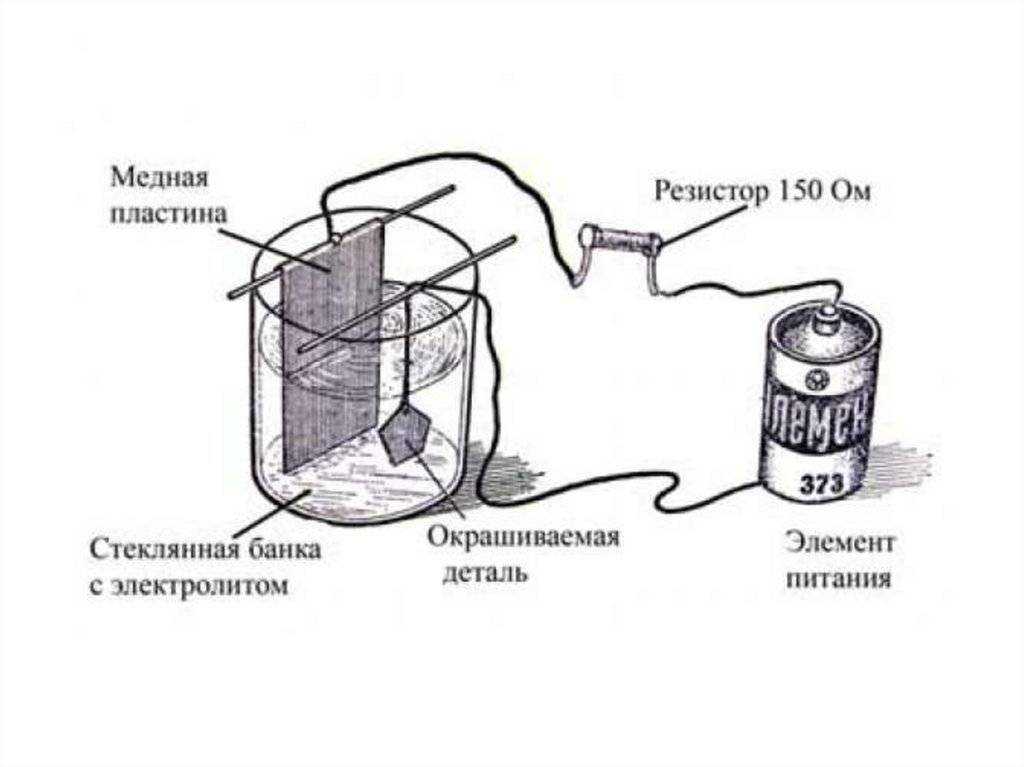 Кроме того, ток под напряжением представляет значительную опасность поражения электрическим током.
Кроме того, ток под напряжением представляет значительную опасность поражения электрическим током.
Ниже приведены этапы обратного гальванопокрытия:
- Хромовая и серная кислоты смешиваются с водой в соотношении 100:1 для получения раствора.
- Смесь нагревается. Для декоративного хрома поддерживайте температуру раствора в пределах 95 и 115 ℉. Твердый хром требует температуры от 120 до 150 ℉.
- Необходимо отправить отрицательный заряд от источника постоянного тока в раствор для хромирования по проводу.
- Присоедините положительный катод к предмету для зачистки и погрузите его в раствор. Вы можете успешно удалять положительно заряженный внешний хром с объектов.
- Промойте объект взбалтываемой проточной водой. И профессионально обрабатывать и утилизировать мусор.
Вывод
Хромирование относится к гальваническому хромированию в качестве покрытия на других металлах. Хром — это природный элемент и тип серебристо-белого металла с небольшим голубым оттенком; он легко пассивируется на воздухе и образует на поверхности тонкую пленку.