
Сварка профильной трубы для начинающих
В последнее время для сооружения беседок, теплиц и других малых архитектурных форм все чаще используют профильную металлическую трубу. Это и не удивительно, ведь получаемый каркас выходит очень прочным и легким, а главное стоит относительно недорого.
Однако, в процессе сварки возникают некоторые сложности, связанные с особенностями конструкции самой профильной трубы. Чтобы избежать неприятных моментов во время работы, лучше заранее изучить возможные проблемы и методы их устранения.
- Основы сварки профильной трубы
- Способы соединения профильной трубы сваркой
- Сварка профильной трубы инвертором
- Электроды для сварки профильной трубы
- Тонкости сварки под углом 90 градусов
- Сварка каркаса своими руками
- Секреты сварки профильной трубы без прожогов
Основы сварки профильной трубы
Большинство профильных труб, представленных на отечественном рынке изготовлены из углеродистой стали с толщиной стенки от 0,8 до 2 мм.
-
настроить силу сварочного тока в диапазоне от 10 до 60 А;
-
использовать электроды диаметром до 2 мм;
-
стараться накладывать сварочный шов в один проход.
Еще одним немаловажным фактором является скорость сварки. Шов лучше всего закончить до того момента, когда кромки трубы начнут остывать. Это позволит улучшить прочностные характеристики стыка. Использование электродов с рутиловым покрытием позволяет формировать шов в несколько этапов.
Кроме того, при работе с профильной трубой не следует забывать об общих правилах сварки:
-
воздействие высоких температур может привести к деформации свариваемых изделий, что в случае с профильной трубой как нельзя актуально;
-
расплавленный металл может заполнять внутреннюю полость изделия.
 Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство;
Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство; -
торцевая сварка увеличивает внутреннее напряжение, особенно в углах конструкции.
Способы соединения профильной трубы сваркой
Профильная труба может свариваться любым доступным способом, каждый из которых обладает своим набором достоинств и недостатков.
Ручная дуговая сварка
Одним из наиболее распространенных способов соединения профильных труб является ручная дуговая сварка. Она позволяет добиться отличного качества сварочного шва без использования дорогостоящего оборудования. Для выполнения работ необходимы:
сварочные инверторы
покрытые электроды
маски сварщика
вспомогательное оборудование
Достоинства и недостатки ручной дуговой сварки
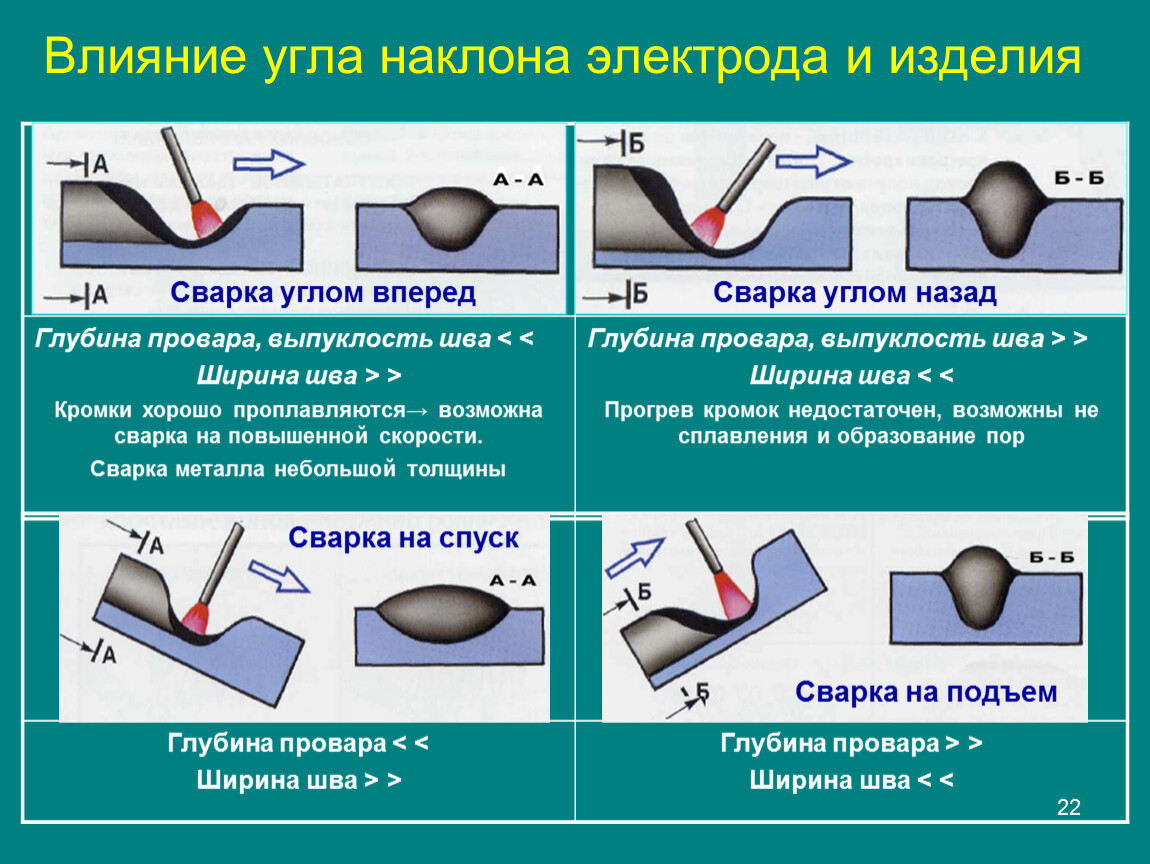
Применение плавящегося электрода позволяет производить сварку в любых пространственных положениях и под необходимым углом.
Одним из недостатков такого способа сварки является умение сварщика правильно подобрать силу тока и диаметр электродов, а также выдержать необходимое расстояние для формирования дуги.
Сварка неплавящимся электродом в среде защитного газа
Чуть более дорогим, но не менее качественным способом изготовления каркаса из профильной трубы является TIG-сварка. За счет минимального расстояния между вольфрамовым электродом и свариваемой поверхностью, такой метод позволяет сделать более ровный шов. А применение инертного газа улучшает его прочностные характеристики.
Необходимый набор приспособлений включает в себя:
источник сварочного тока;
баллон с защитным газом;
вольфрамовый электрод и присадочный пруток;
индивидуальные средства защиты;
уголки, струбцины, центраторы.
Диаметр неплавящегося электрода подбирается в зависимости от стенки трубы. Так, например, при толщине стенок около 2 мм лучше использовать электрод диаметром 1 мм, а при их увеличении можно взять электрод 1,6 мм.
Так, например, при толщине стенок около 2 мм лучше использовать электрод диаметром 1 мм, а при их увеличении можно взять электрод 1,6 мм.
Сварка полуавтоматом
Еще одним популярным способом соединения профильной трубы является сварка при помощи полуавтомата MIG/MAG. Постоянная подача сварочной проволоки в сочетании с использованием защитного газа позволяет получить красивый, ровный и прочный шов. Однако, в силу громоздкости и более высокой стоимости оборудования, такой метод используется реже. Для сварки таким методом потребуется:
Следует помнить, что диаметр сварочной проволоки должен быть таким же, как и толщина стенок свариваемых изделий. Только в этом случае удастся получить качественное соединение.
сварочный полуавтомат MIG/MAG
сварочная проволока и баллон с защитным газом
средства индивидуальной защиты
вспомогательное оборудование
Газовая сварка
Газовая сварка основывается на подаче присадочного прутка в область, предварительно нагретую ручной горелкой. В результате этого он расплавляется и заполняет полость между деталями. Такой способ сварки требует большого уровня квалификации сварщика, так как велик риск того, что вместе с прутком оплавятся и края трубы.
В результате этого он расплавляется и заполняет полость между деталями. Такой способ сварки требует большого уровня квалификации сварщика, так как велик риск того, что вместе с прутком оплавятся и края трубы.
Кроме того, из-за использования ацетилена и открытого пламени, такой способ является наиболее опасным.
Сварка профильной трубы инвертором
Рассмотренные способы сварки не лишены достоинств, однако наиболее простым и надежным способом сварки является ручная дуговая сварка при помощи инвертора. Одним из главных преимуществ является невысокая стоимость оборудования, возможность сварки в импульсном режиме, а также мобильность.
Особенностью применения ручной дуговой сварки является возможность сваривать трубы с различной толщиной стенок. Для тонкостенных изделий достаточно силы тока в 50 – 60 А, а для более толстых конструкций ее необходимо увеличивать.
Кроме того, в процессе оплавления электрода, из его оболочки выделяются газ, который сводит окисление сварочного шва к минимуму.
Электроды для сварки профильной трубы
Для изготовления профильной трубы наиболее часто используются низкоуглеродистые и углеродистые марки стали. Сварку таких металлов лучше всего производить электродами следующих марок:
-
АНО – 4.
-
УОНИ 13/55. Еще одна популярная марка электродов, позволяющая сформировать прочный и надежный шов;
-
МР – 3С. Применяются в случаях, когда металл шва будет испытывать повышенные статические и динамические нагрузки;
-
ОЗС – 12. Электроды с рутиловым покрытием, использование которых позволяет получить прочный шов.
Следует отметить, что новичку лучше выбрать электроды с рутиловым типом покрытия, так как они менее восприимчивы к воздействию влаги, а также характеризуются минимальным разбрызгиванием и легким розжигом дуги.
Тонкости сварки под углом 90 градусов
Несмотря ни на какие тренировки и идеальный глазомер, сварить две трубы под углом 90° не получится. Такая работа обязательно проводится на ровной поверхности, в несколько этапов с использованием дополнительного оборудования, а именно:
- края заготовок предварительно размечают и обрезают перпендикулярно центральной оси;
- при помощи угольников или упоров выставляется необходимый угол;
- производится черновая точечная сварка;
- вымеряется правильность выставленного угла.
Только после выполнения всех указанных этапов производится окончательная сварка.
Сварка каркаса своими руками
Во время сварки профильной трубы возникает неравномерный нагрев металла, который приводит к возникновению местных напряжений и, как следствие к деформации изделия. Чтобы избежать подобных дефектов, профессионалы рекомендуют использовать во время работы специальные приспособления – магнитные кондукторы.
Также не следует забывать об особенностях сварки в различных пространственных положениях.
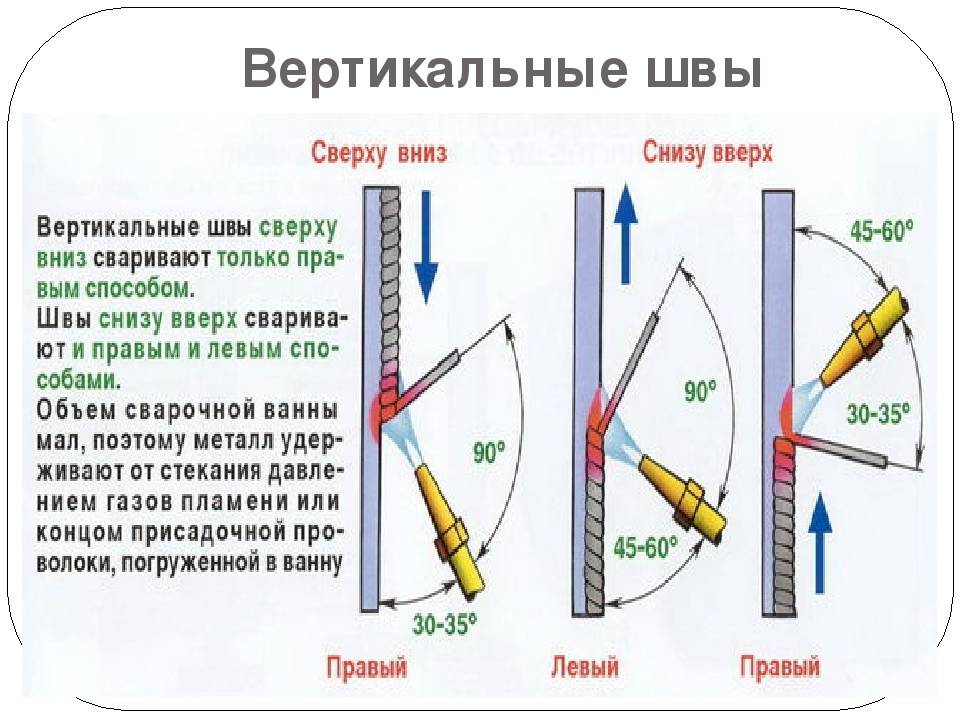
- Вертикальный шов
- При сварке в вертикальном положении электрод следует удерживать углом вперед. Это создаст необходимое давление и убережет расплавленный металл от вытекания. Розжиг дуги следует производить на более толстой заготовке, после чего стоит переходить к сварке, которую рекомендуют выполнять по направлению сверху вниз.
- Горизонтальный шов
- Горизонтальное расположение шва значительно облегчает процесс сварки. Хотя и в этом случае существует несколько нюансов, например, при неотрывном формировании шва, не стоит совершать колебательных движений электродом или, если шов накладывается на заготовки, расположенные под углом 90°, провар лучше делать на вертикально расположенной трубе.
 Это связано с тем, что у нее лучше теплоотвод, а значит риск деформаций меньше.
Это связано с тем, что у нее лучше теплоотвод, а значит риск деформаций меньше. - Потолочный шов
- В своем роде это один из наиболее сложных типов швов. Новичкам лучше всего сваривать заготовки совершая небольшие круговые движения кончиком электрода, а шов при этом лучше всего делать прерывистым. Такой способ сварки поможет уберечь металл от прожога и перегрева.
Секреты сварки профильной трубы без прожогов
Основной причиной появления прожогов в профильной трубе является высокая сила сварочного тока. Следует помнить, что для сварки тонкостенных изделий следует выбирать минимальные значения. Кроме того, стоит придерживаться и других рекомендаций, а именно:
-
новичкам не стоит выбирать электрод диаметром больше 1,5 мм;
-
при сварке не допускается использования колебательных движений электродом;
-
дуга должна быть короткой, то есть расстояние между электродом и свариваемой поверхностью не должно превышать 1,5 мм;
-
не обрывать дугу в конце стыка.
 Для этого лучше отвести электрод назад на 15 – 20 мм и только потом разорвать.
Для этого лучше отвести электрод назад на 15 – 20 мм и только потом разорвать.
Прежде чем начинать сборку ответственной конструкции лучше поэкспериментировать на небольших обрезках. В этом случае можно оптимально подобрать силу тока и длину дуги, не опасаясь повреждений.
Какие еще марки электродов можно использовать для сварки профильной трубы? СкрытьПодробнееЛучше всего пользоваться электродами с рутиловым покрытием. Кроме ранее названных неплохим выбором будут электроды ESAB OK 46.00 или отечественные МР – 3.
Какой расход газа рекомендуется при сварке профильной трубы полуавтоматом? СкрытьПодробнее
При сварке трубы полуавтоматом максимальное значение расхода газа не должно превышать 12 л/мин.
При сварке профильных труб с малой толщиной стенки предварительное формирование не требуется. Достаточно выдержать минимальный зазор между свариваемыми поверхностями.
На какой полярности лучше всего сваривать профильную трубу с тонкими стенками? СкрытьПодробнееЧтобы снизить вероятность прожога изделий с тонкими стенками их сварку лучше всего проводить на обратной полярности.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСпрей антипригарный TBI Classic (400 мл, без силикона) 257. 30 руб
30 рубСобственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС) 535 руб / парСобственный импорт
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS 292 руб2. ВЕС:
ВЕС:
- пачка 1 кг
ПРОИЗВОДИТЕЛЬ:
Тольятти- Тольятти
Собственный импорт
Быстрый просмотрМолоток сварщика шлакоотбойный 440 г, БАРСВЕЛД 254.40 рубСобственный импорт
Быстрый просмотрМаска сварщика БАРСВЕЛД МС 207 (FULL COLOR) 3 032 рубСобственный импорт
рекомендуем
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D (220 В) 12 200 рубСварка труб под давлением и врезка в водопровод
✅ Дата публикации статьи: 2019-11-20| 📌 Категория: Технологии сварки | 👁 333 просмотров
Содержание статьи:
Сварка труб под давлением и врезка в водопроводСварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru, будут даны советы по поводу того, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением. Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить. В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.

Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу.
 Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность; - Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Поделиться в соцсетях
Полуавтоматическая система дозирования для картриджей и малых и больших туб
Для розлива продуктов любой вязкости в картриджи и малые и большие тубы.
Nannini Renato Machinery разрабатывает и производит широкий спектр объемных вертикальных полуавтоматических дозирующих систем для наполнения картриджей (или малых и больших тюбиков) продуктами любой вязкости (включая очень высокую вязкость), такими как клеи, силиконовые герметики (силикон), акриловые герметики, полиуретановые герметики, клеи, мастики, замазки, пасты, консистентные смазки, твердые кремы, зубные пасты, смолы и т. д.
д.
- Плавно регулируемый объем с диапазоном в зависимости от размера пробирки.
- Детали, контактирующие с продуктом, изготовлены из углеродистой стали , или нержавеющей стали .
- 3-ходовой клапан типа ротор + статор (куб) для частой и практичной разборки и сборки .
- Вертикальное наполнение тубы для максимальной гибкости при розливе продуктов любой вязкости, от жидких до очень вязких, имеющих миллионы сП/мПа.
- Заполнение тубы снизу вверх, с регулируемым опусканием до во избежание образования пузырьков воздуха во время заполнения.
- Клапан для отсечки продукта из резины с всасывающим стержнем для продуктов с высокой вязкостью или механический грибовидный клапан для продуктов с низкой вязкостью.
- Начало дозирования по выбору клиента или в зависимости от типа контейнера: с помощью педали или автоматически с помощью микропереключателя, определяющего наличие картриджа в правильном положении для начала операции наполнения.
- Кронштейны для установки системы дозирования на стороне пресса, которая ее подает, или самостоятельная опора, позволяющая сделать систему дозирования независимой и подвижной.
- Доступны версии для заливки любого продукта в любой формат картриджа, тюбика или флакона.
- Версия с встроенным верстаком и с автоматическим подъемом и опусканием картриджа в процессе наполнения.
- Станция распыления азота по запросу.
Наннини Ренато Обычай.
Благодаря полностью собственным конструкторским и производственным отделам, , мы можем удовлетворить любой запрос на индивидуальную настройку,
, принимая во внимание временные потребности вашего бизнеса.
Запросить дополнительную информацию.
Свяжитесь с нами.
Страна*АфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрменияСеверный Ледовитый океанАрубаОстрова Ашмор и КартьеАтлантический океанАвстралияАвстрияАзербайджанБагамыБахрейнБейкер-АйлендБангладешБарбадосБассас-да-ИндияБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеБразилияБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамерунКанадаКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваОстров КлиппертонКокосовые островаКолумбияКоморские островаКоста-РикаКот-д’ИвуарХорватияКубаКипрЧехияДанияДемократическая Республика Кон goДжибутиДоминикаДоминиканская РеспубликаВосточный ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияОстров ЕвропаФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузский ГвианаФранцузская ПолинезияФранцузские южные и антарктические землиГабонГамбияСектор ГазаГрузияГерманияГанаГибралтарОстрова ГлориозоГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БиссауГайанаГаитиОстров Херд и острова МакдональдГондурасГонконгОстров ХаулендВенгрияИсландияИндияИндийский океанИндонезияИранИрак ИрландияОстров МэнИзраильИталияЯмайкаЯн-МайенЯпонияОстров ДжарвисДжерсиДжорданАтолл ДжонстонИорданияОстров Хуан де НоваКазахстанКенияРиф КингманКирибатиАрхипелаг КергеленКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакаоМакедонияМадагас автомобильМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМикронезияМидуэй островаМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянмаНамибияНауруНавасса-АйлендНепалНидерландыНидерландские Антильские островаНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров Норфолк Северная КореяСеверное мореСеверные Марианские островаНорвегияОманТихий океанПакистанПалауАтолл ПальмираПанамаПапуа-Новая ГвинеяПарасельские островаПарагвайПеруФилиппиныПиткэрностроваПольшаПортугалияПуэрто-РикоКатарРеюньонРеспублика КонгоРумынияРоссияРуандаостров Святой ЕленыСент-Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаЮжная КореяИспанияОстрова СпратлиШри-ЛанкаСуданСуринамШпицбергенСвазилендШвецияШвеция ИталияСирияТайваньТаджикистанТанзанияТаиландТогоТокелауТонгаТринидад и ТобагоОстров ТромленТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАРугвайУзбекистанВануатуВенесуэлаВьетнамВиргинские островаОстров УэйкУоллис и ФутунаЗападный берегЗападная СахараЙеменЗамби аЗимбабве
Префикс+1+7+20+27+30+31+32+33+34+36+39+40+41+43+44+45+46+47+48+49+51+52+53+54 +55+56+57+58+60+61+62+63+64+65+66+81+82+84+86+90+91+92+93+94+95+98+211+212+213 +216+218+220+221+222+223+224+225+226+227+228+229+230+231+232+233+234+235+236+237+238+239+240+241+242 +243+244+245+246+247+248+249+250+251+252+253+254+255+256+257+258+260+261+262+263+264+265+266+267+268 +269+290+291+297+298+299+350+351+352+353+354+355+356+357+358+359+370+371+372+373+374+375+376+377+378 +380+381+382+383+385+386+387+389+420+421+423+500+501+502+503+504+505+506+507+508+509+590+591+592+593+594+595+596+597+598+599+670+672+673+674+675+676+677+678+679+680+681+682+683+685+686 +687+688+689+690+691+692+850+852+853+855+856+880+886+960+961+962+963+964+965+966+967+968+970+971+972 +973+974+975+976+977+992+993+994+995+996+998+1 242+1 246+1 264+1 268+1 284+1 340+1 345+1 441+1 473+ 1 649+1 664+1 670+1 671+1 684+1 721+1 758+1 767+1 784+1 868+1 869+1 876+44 28
* Я заявляю, что ознакомился с политикой конфиденциальности .
* Обязательное поле
Полуавтоматическая раструбовочная машина— производители, фабрика, поставщики из 9Полуавтоматическая раструбовочная машина 0001 — производители, фабрики, поставщики из
. Мы последовательно следуем нашему духу «Инновации, обеспечивающие развитие, высокое качество обеспечения существования, управление, способствующее выгоде, кредит, привлекающий клиентов для пластиковой раструбовочной машины, автоматической двухтрубной раструбной машины, Автоматическая раструбовочная машина для четырех труб. Мы искренне рады, что вы пришли к нам в гости. Надеюсь, что у нас есть хорошее сотрудничество в будущем. Продукт будет поставляться по всему миру, например, в Европу, Америку, Австралию, Армению, Бандунг, Бурунди. Товар прошел национальную квалифицированную сертификацию и был хорошо принят в нашей основной отрасли. Наша команда опытных инженеров часто будет готова предоставить вам консультацию и обратную связь. Мы также можем бесплатно доставить вам образцы, отвечающие вашим требованиям. Вероятно, будут предприняты идеальные усилия, чтобы предоставить вам наиболее выгодные услуги и решения. Если вы заинтересованы в нашей компании и решениях, пожалуйста, свяжитесь с нами, отправив нам электронное письмо или позвоните нам прямо сейчас. Чтобы иметь возможность узнать наши решения и предприятия. Более того, вы сможете приехать на нашу фабрику, чтобы увидеть это. Мы будем постоянно приветствовать гостей со всего мира в нашей фирме. o построить бизнес-предприятие. восторги у нас. Пожалуйста, не стесняйтесь обращаться к нам за организацией. и мы верим, что поделимся лучшим практическим опытом торговли со всеми нашими продавцами.
Вероятно, будут предприняты идеальные усилия, чтобы предоставить вам наиболее выгодные услуги и решения. Если вы заинтересованы в нашей компании и решениях, пожалуйста, свяжитесь с нами, отправив нам электронное письмо или позвоните нам прямо сейчас. Чтобы иметь возможность узнать наши решения и предприятия. Более того, вы сможете приехать на нашу фабрику, чтобы увидеть это. Мы будем постоянно приветствовать гостей со всего мира в нашей фирме. o построить бизнес-предприятие. восторги у нас. Пожалуйста, не стесняйтесь обращаться к нам за организацией. и мы верим, что поделимся лучшим практическим опытом торговли со всеми нашими продавцами.
Падение с неба: дрон-бомба калифа Bellingcat
Ник — бывший офицер британской армии и аналитик открытых источников. Он проявляет особый интерес к конфликту в Сирии, социальным сетям, гражданскому обществу, разведке и безопасности. Обращайтесь через Twitter: @N_Wa
Что вам нужно знать о битве при Портленде-bellingcat
Роберт Эванс работал репортером по конфликтам в Ираке и Украине и много писал о крайне правых экстремистских организациях в Соединенные Штаты.
 Его особенно интересует
Его особенно интересуетЛучшие кухонные плиты 2021 года: обзор лучших газовых и электрических моделей | Evening Standard
Этот веб-сайт защищен reCAPTCHA, к нему применяются политика конфиденциальности и условия обслуживания Google.
Поскольку мы вот-вот закончим карантин, приготовление пищи и выпечка больше не будут рутиной. Вместо повара
Аргос запустил онлайн-акции на крупную кухонную технику, включая стиральные машины LG и холодильники с морозильной камерой Bush
Argos запустил онлайн-распродажу со скидками до 39% на крупную бытовую технику, включая холодильники и морозильники, посудомоечные машины, духовки, плиты и стиральные машины
ARGOS запустил
;
Битва за пакистанскую рупию
Пакистанская рупия падает почти три года. Излишне говорить, что это не только значительно ослабило связь между простыми пакистанцами и внешним миром, но и вызвало рост
Смерть Мухаммеда Гулзала-bellingcat
Ник — бывший офицер британской армии и аналитик открытых источников.
