
Как варить тонкий металл полуавтоматом. Полезная информация
Екатерина
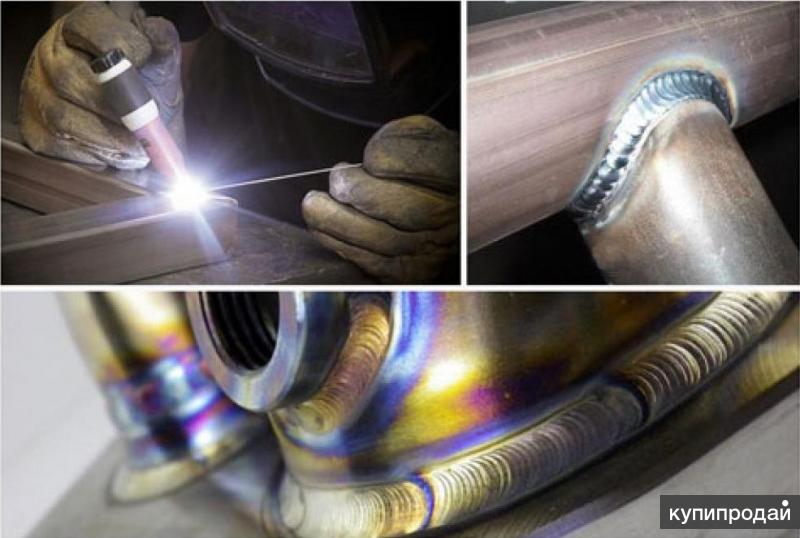
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание статьи
- Сварочный полуавтомат: конструкция и технология
- Что и какими методами можно сваривать полуавтоматом
- Плюсы и минусы сварки металла полуавтоматом
- Подготовка прибора к сварке
- Как варить тонкий металл полуавтоматической сваркой
- Как варить толстый металл при помощи полуавтомата
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматомНаиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.

К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокойПеред началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.

Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтоматаПроизвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений.
 При очистке не стоит снимать большой слой металла.
При очистке не стоит снимать большой слой металла. - Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
точечный сварной шов полуавтоматомС охраной труда при сварке можно ознакомиться здесь.
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металлШов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Похожие публикации
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 672 Опубликовано Обновлено
Содержание
- 1 Преимущества сварки полуавтомата
- 2 Выполнение работы своими руками
- 3 Виды сварных швов
- 4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
- Преимущества сварки полуавтомата
- Выполнение работы своими руками
- Виды сварных швов
- Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
Разница между ручными, полуавтоматическими и автоматическими ленточнопильными станками | RMT
Выбор подходящей ленточной пилы«Я собираюсь купить горизонтальную ленточнопильный станок для своего цеха», — сказал как-то вечером за ужином новый слесарь своему другу-изготовителю.
«Что за ленточная пила?» — спросил друг.
«Конечно, пила по металлу», — сказал новичок.
«Да, но их много видов. Первые вопросы, которые вам нужно задать, — это какие металлы вы собираетесь резать и какого размера заготовка вам понадобится».
«Ну, я бы хотел получить что-то, что могло бы справиться практически со всем».
Изготовитель улыбнулся и сказал: «Вам нужно немного сузить круг, и есть много других факторов, которые необходимо учитывать. Например, вам нужна переменная скорость вращения лезвия?»
«Угу».
«Вам нужна пила, чтобы можно было скосить?»
«Гм…»
«А как насчет резки пакета?»
Новый слесарь лишь непонимающе посмотрел на него.
«Начнем с того, как работает пила. Если вы новичок, вам не понадобится ничего более сложного, чем автоматическая ленточная пила, и, вероятно, вы сможете обойтись только ручным управлением».
«Ты имеешь в виду автомобильную трансмиссию?»
— Не совсем так, — с новой улыбкой ответил фабрикант. «Позвольте мне объяснить разницу между ручными, полуавтоматическими и автоматическими ленточнопильными станками».
Он знал, что вечер будет долгим.
Ручные ленточнопильные станки Ручные ленточнопильные станки являются самым основным типом горизонтальных ленточных пил. В то время как гравитация часто подает полотно ленточной пилы в заготовку во время резки, требуется некоторая сила, чтобы снова поднять головку пилы обратно. Ручная ленточная пила требует, чтобы оператор физически поднимал головку после каждого пропила. Ручные ленточные пилы почти всегда представляют собой поворотные пилы, то есть их головки шарнирно закреплены с одной стороны и опускаются под углом, как нож для бумаги. Затем оператор снова поднимает головку пилы, когда рез сделан.
В то время как гравитация часто подает полотно ленточной пилы в заготовку во время резки, требуется некоторая сила, чтобы снова поднять головку пилы обратно. Ручная ленточная пила требует, чтобы оператор физически поднимал головку после каждого пропила. Ручные ленточные пилы почти всегда представляют собой поворотные пилы, то есть их головки шарнирно закреплены с одной стороны и опускаются под углом, как нож для бумаги. Затем оператор снова поднимает головку пилы, когда рез сделан.
Несмотря на дополнительные физические нагрузки, ручные ленточнопильные станки намного дешевле, чем полуавтоматические или автоматические пилы, и идеально подходят для изготовителей, выполняющих только работы с небольшим диаметром или которым требуется ленточнопильный станок, который можно легко транспортировать на рабочую площадку.
Полуавтоматические ленточнопильные станки S-FAB PDM 13-18 Полуавтоматический ленточнопильный станок Полуавтоматические горизонтальные ленточнопильные станки используют гидравлические поршни для подъема и опускания головок, что избавляет операторов от физического напряжения, связанного с необходимостью поднимать головку обратно после завершения распила. Полуавтоматические пилы, идеально подходящие для производителей, которым нужно сделать всего несколько надрезов в заготовке, часто предназначены для выполнения других задач в операции резки одним щелчком переключателя, таких как зажим материала, запуск лезвия, подача СОЖ и т. д. и начало хода вниз с определенной скоростью подачи. Оператор должен вручную перемещать материал для следующего разреза, но большинство других операций выполняются автоматически.
Полуавтоматические пилы, идеально подходящие для производителей, которым нужно сделать всего несколько надрезов в заготовке, часто предназначены для выполнения других задач в операции резки одним щелчком переключателя, таких как зажим материала, запуск лезвия, подача СОЖ и т. д. и начало хода вниз с определенной скоростью подачи. Оператор должен вручную перемещать материал для следующего разреза, но большинство других операций выполняются автоматически.
Гидравлическая подача вниз обеспечивает постоянное давление во время операции, позволяя выполнять более точный срез (не говоря уже о меньшем износе лезвия, чем, вероятно, в случае чрезмерно энергичного оператора, который может слишком сильно надавить головкой вниз во время реза) . Полуавтоматическая ленточная пила может быть либо поворотной, либо двухколонной, что означает, что головка поднимается и опускается на колоннах по обе стороны от головки для большей устойчивости. Несмотря на то, что полуавтоматическая горизонтальная ленточная пила стоит дороже, они являются трудосберегающими устройствами, которые снижают эксплуатационные расходы.
Там, где полуавтоматическая ленточная пила сделает один разрез, поднимет головку, а затем остановится, автоматическая ленточная пила продолжит работу, даже если оператор идет выключенный. Следуя заданной программе, пила автоматически подаст материал в нужное положение, а затем продолжит резку. Он останавливается только тогда, когда программа завершена, заканчивается материал или ломается лезвие (что автоматически обнаруживается машиной).
Автоматическая горизонтальная ленточная пила оснащена тисками, которые позволяют продвигать материал в пиле между пропилами. Это могут быть либо челночные тиски, которые перемещаются, чтобы затянуть материал на место в пиле, либо более распространенные роликовые тиски с приводом, в которых ролики с вертикальным приводом встроены в каждую сторону тисков для перемещения материала в нужное положение. Оператор загружает материал, устанавливает концевой выключатель или энкодер на точную длину разреза, вводит количество деталей в контроллер и запускает станок. Затем детали автоматически разрезаются и собираются в бункер, что экономит время и трудозатраты мастерской.
Затем детали автоматически разрезаются и собираются в бункер, что экономит время и трудозатраты мастерской.
В то время как круговая пила может быть автоматизирована, большинство автоматических ленточных пил, предназначенных для производственных работ, имеют конструкцию с двумя колоннами, особенно в случае ленточных пил с ЧПУ. Автоматические ленточнопильные станки с ЧПУ оснащены удобными элементами управления, которые могут хранить десятки или сотни многоэтапных программ, оптимизируя обработку каждой заготовки за счет взаимодействия с несколькими датчиками станка. (Следует отметить, что, хотя некоторые производители обозначают свои обычные автоматические пилы как «полностью автоматические», многие сохраняют этот термин для своих ленточнопильных станков с ЧПУ, проводя различие между предлагаемыми ими автоматическими и полностью автоматическими ленточнопильными станками.)
Автоматические горизонтальные ленточнопильные станки, предназначенные для крупных предприятий, которым необходимо производить несколько заготовок одинаковой длины, являются чрезвычайно эффективными и точными станками.
Сделайте покупку следующей ленточной пилы менее сложным процессом, сотрудничая с надежным консультантом по станкам, который поможет вам определить, какой тип ленточной пилы будет идеальным для ваших текущих и будущих проектов. . Консультанты по продажам Revolution Machine Tools будут рады продемонстрировать преимущества ручных, полуавтоматических, автоматических ленточнопильных станков и ленточнопильных станков с ЧПУ, продаваемых RMT, и предоставить вам конкурентоспособное предложение на станки, которые лучше всего подходят для вашей работы.
Сборка пистолета из листового металла
- автор: Брайан Бенчофф
В Интернете гуляют чертежи полуавтоматического пистолета, изготовленного из листового металла. Как и во многих других планах по 3D-печати оружия, похоже, что никто на самом деле не построил ни одного из этих пистолетов. Он существует только как технологическая конструкция со схемами, которые вы можете фотокопировать, проследить на нескольких кусочках металла и, предположительно, собрать в пистолет. Единственным доказательством того, что эти части можно превратить в объект в форме пистолета, являются несколько случайных сообщений в блоге двухлетней давности, показывающих очень уродливый пистолет, окрашенный в матовый черный цвет.
Он существует только как технологическая конструкция со схемами, которые вы можете фотокопировать, проследить на нескольких кусочках металла и, предположительно, собрать в пистолет. Единственным доказательством того, что эти части можно превратить в объект в форме пистолета, являются несколько случайных сообщений в блоге двухлетней давности, показывающих очень уродливый пистолет, окрашенный в матовый черный цвет.
[Клинтон Вествуд] решил взяться за дело и превратить эти планы в настоящее работающее оружие. Он задокументировал свои усилия на YouTube и выложил кучу фотографий всего процесса сборки. Пистолет еще не совсем работает, но
Большая часть конструкции этого пистолета достаточно проста — в конце концов, это всего лишь листовой металл. Магазин был сконструирован путем нанесения рисунка на кусок металла, наматывания его на оправку и сварки вместе. Боковые пластины пистолета, опять же, были созданы с помощью электролобзика. Нарезка ствола — то, что делает это оружие точным и законным — потребовала создания нескольких интересных инструментов. Инструмент для нарезки представляет собой просто кусок круглого стержня, который проходит через ствол. Небольшой кусок ножовочного полотна был отрезан, чтобы поместиться внутри этого круглого стержня, и ствол был очень медленно разрезан магазинным инструментом.
Боковые пластины пистолета, опять же, были созданы с помощью электролобзика. Нарезка ствола — то, что делает это оружие точным и законным — потребовала создания нескольких интересных инструментов. Инструмент для нарезки представляет собой просто кусок круглого стержня, который проходит через ствол. Небольшой кусок ножовочного полотна был отрезан, чтобы поместиться внутри этого круглого стержня, и ствол был очень медленно разрезан магазинным инструментом.
Конечный результат выглядит так, как будто его создал лучший постапокалиптический мастер. Пистолет, который выглядит круто, бесполезен, если он не работает, и здесь пистолет, сделанный своими руками, терпит неудачу. Отработанные гильзы не выбрасываются. Это все еще шаг вперед по сравнению с первой сборкой этого пистолета, который, по слухам, стрелял только холостыми.
В последнее время мир оружейного дела наводнили 3D-печатные пистолеты, которые не работают, и 3D-печатные пистолеты, которые работают, но почему-то на 200 лет отстают от современного уровня техники.