
Сварка полуавтоматом в среде углекислого газа для начинающих
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Понятие сварки полуавтоматом в среде СО2
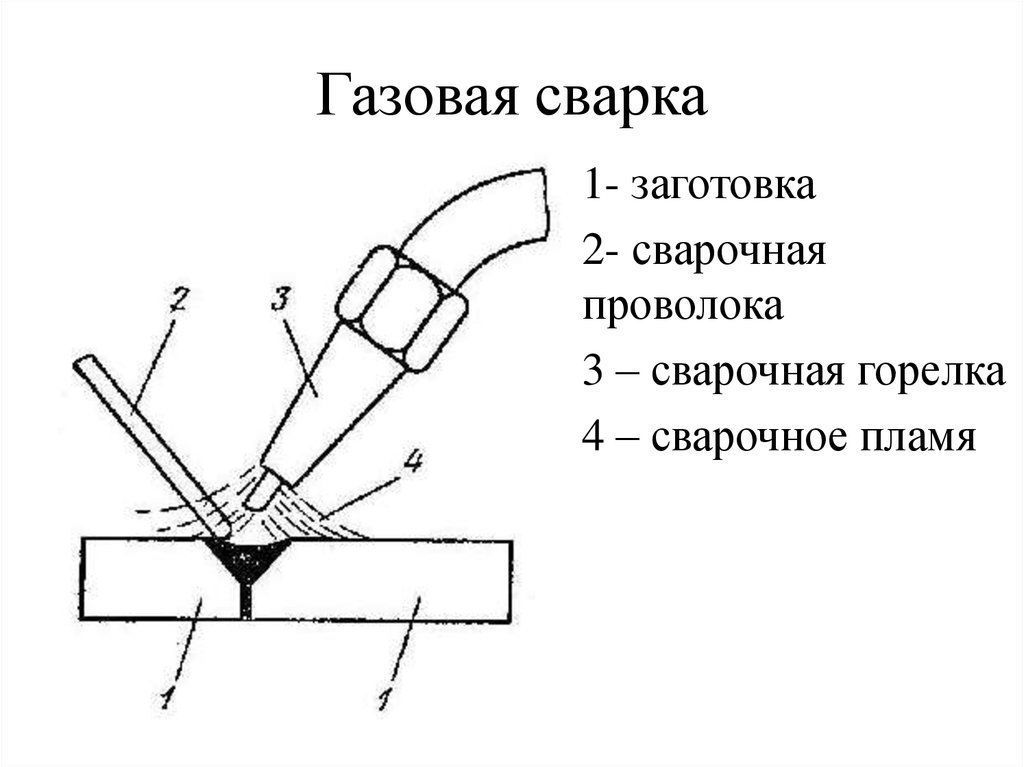
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока – позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.

- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет
Перед тем как подключать аппарат к питанию, убедитесь, что сеть имеет подходящие напряжение и мощность для полуавтомата.
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой. Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик.
 Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться). - Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.
Рекомендуем! Расшифровка методов сварки — MMA, TIG, MIG, MAG
Теперь аппарат готов к работе.
Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Так же, желательно удалить и ржавчину.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Как варить полуавтоматом видео :
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.

Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:
- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.
Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Как правильно варить с углекислотой для начинающих
О чем статья:
Как правильно варить с углекислотой для начинающих
Сварка в среде углекислого газа имеет свои плюсы и минусы.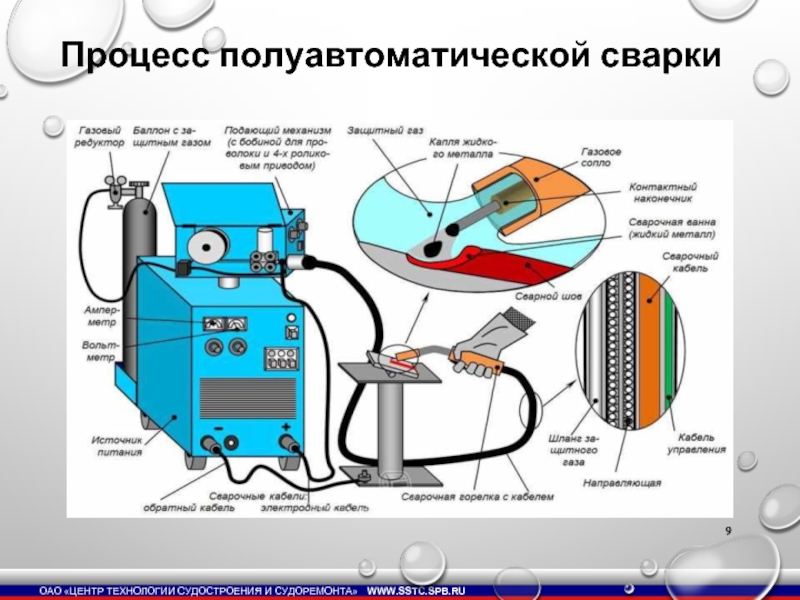 Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Независимо от того, получили ли вы серьезные травмы в результате неправильного медицинского лечения, жестокого обращения в доме престарелых, несчастного случая с телесными повреждениями или потеряли близкого человека в результате неправомерной смерти, мы призываем вас воспользоваться богатой историей успешной работы нашей фирмы в гражданских судебных процессах и исключительной преданностью делу это дело в компетенции медицинского адвоката в спб.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.
Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
- Горелка полуавтомата располагается в сварочной зоне, таким образом, чтобы наконечник находился в месте формирования шва.
 Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла.
Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла. - При этом будет инициализирована сварочная дуга и начнётся процесс сварки полуавтоматом.
- Во время этого процесса необходимо равномерно перемещать наконечник сварочной горелки вдоль шва, постоянно контролируя его наклон и положение.
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.
Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:
- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.

Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Пропечать | Машины | Полуавтомат
Полуавтоматическая двухпозиционная машина для запайки лотков с поворотным столом и полным вакуумом
Способна запаивать до 20 Вакуум/Газ упаковок в минуту с помощью 2 пресс-форм.
В основе дизайна «e» лежит его гибкость для выполнения любого типа термосваривания предварительно сформированного лотка, будь то атмосферный, MAP, VMAP, Skin, Skin Plus или Skin Deep. Каждая из этих опций может быть добавлена сейчас или позже, или даже удалена по мере необходимости. Эта гибкость дает пользователю уверенность в том, что, какой бы ни была последняя тенденция в области упаковки, у него есть оборудование, подходящее для будущего.
- Функции
Особенности и преимущества стандартной конструкции
- Замена инструмента за пять минут
- Полимерные подшипники, не требующие особого ухода
- Простая и точная система подачи пленки с легким маршрутом пленки
- Удобная в обслуживании прочная конструкция
- Точный контроль температуры и давления уплотнения
- Автоматический зажим рулона пленки
- Полностью переносной и на колесиках
- Высокоточная система выравнивания инструмента обеспечивает постоянно точную герметизацию и/или разрезание пленки с профилем полки лотка
- Простота конструкции и эксплуатации
- Только уплотнение по всему периметру (без разреза) для упаковок с предварительно обрезанными или откидными крышками
- Запечатывание по всему периметру и контурная обрезка пленки с каркасной перемоткой пленки
- Автоматическая работа уплотнения с точным временем выдержки уплотнения
- Гигиеническая конструкция и защита от мытья, одобренная пищевой промышленностью
- Высокоточная система выравнивания инструмента с революционной системой демпфирования стола
- Полная охрана категории 3
- «Auto Tool» — система смены инструмента одним нажатием кнопки, автоматически находит и подключает инструмент к функциям станка, включая все опции MAP
- Интеграция периферийного оборудования, такого как: подающие и разгрузочные конвейеры, чеквейеры, металлодетекторы и принтеры
- Инструмент можно модернизировать для работы на поточном станке GT0
- Eseal® — высокоэффективная, высокоточная, высокоэффективная, энергосберегающая электрическая система уплотнения, обеспечивающая значительное увеличение силы уплотнения
GTR Герметичность
Количество лотков Длина Ширина Глубина Диаметр Один 270 мм 439 мм 120 мм 270 мм Два 270 мм 207 мм 120 мм 207 мм Три 270 мм 104 мм 120 мм 104 мм Четыре 270 мм 71 мм 120 мм 71 мм Доступные опции
- Промывка безнапорным газом MAP (упаковка для модифицированной атмосферы)
- Газовая промывка с высоким содержанием кислорода (O2)
- Вакуум — используется для таких применений, как автоклав, или когда необходимо контролировать уровень крышки
- Вакуумный газ — идеально подходит для случаев, когда уровень остаточного газа должен быть ниже 1%
- SKIN — нижний фланец для упаковки в кожу
- SKIN PLUS — скин-упаковка до 50 мм над фланцем лотка
- SKIN DEEP — скин-упаковка до 100 мм над фланцем лотка
- CLOSE CUT — Метод максимального увеличения производительности и сокращения отходов пленки
- Inboard Cut (IC) Опция для представления лотка «формирование, наполнение и запечатывание»
- Кодирование пленки и печать
- Обжим фольги
- Блокировка теста
- Фармацевтические блистерные упаковочные машины
- Герметик для упаковки в сэндвич-панели для картона, перерабатываемого и неперерабатываемого пластика
- Опциональная интеграция периферийного оборудования, такого как: устройства для извлечения солей, наполнители, мультиголовочные весы, лазерные кодировщики, этикетировочные машины
- HOT ROD — долговечный, водостойкий нагревательный элемент инструмента для запайки, обеспечивающий снижение энергопотребления, специально разработанный для запайки лотков из фольги с гладкими стенками
- Портативный, с отдельным компрессором.
 Может работать от стандартного источника питания 220–240 В переменного тока
Может работать от стандартного источника питания 220–240 В переменного тока - Доступны варианты продажи, аренды, покупки и аренды
Технические характеристики GTRe
Высота 2038мм Стандартная длина 1296 мм Ширина 1148 мм Вес 700 кг Электроснабжение 400 В, 3 фазы + нейтраль (предохранитель на 16 А) Варианты трансформатора 208 В, 3 фазы (предохранитель на 30 А)
480 В, 3 фазы (предохранитель на 20 А)
600 В, 3 фазы (предохранитель 15 А)
Метрическая система
Имперский
Давление Поток Давление Поток 6 бар
140 л/мин
87psi
5CFM
Доступны трансформаторы для обеспечения электроснабжения в разных странах
Скорость производства GTRe
до 4 циклов в минуту Skin Deep
до 10 циклов в минуту Вакуумный газ
до 12 циклов в минуту Газовая промывка
до 15 циклов в минуту Стандартное уплотнение
- Картинки
- Упаковочные материалы
Лотки
- C·PET
- А·ПЭТ
- Р·ПЭТ
- Полипропилен
- ПВХ
- Стирол
- Доска
- Бумага
- Фольга с гладкими стенками
- Картонные сковороды для сэндвичей
Крышка
- Коэкструдированные и ламинированные полиэфирные пленки
- Фольга
- Доска
- Бумага
- КАРТА
Упаковка с модифицированной атмосферой
Упаковка с модифицированной атмосферой — это метод упаковки пищевых продуктов, при котором нормальная пригодная для дыхания атмосфера Земли была модифицирована либо одним газом, либо смесью газов.
 Обычно он используется с барьерной пленкой с низким пропусканием кислорода и иногда называется газовой промывкой.
Обычно он используется с барьерной пленкой с низким пропусканием кислорода и иногда называется газовой промывкой.Атмосфера в упаковке МА может содержать N2, O2, CO2. Каждый пищевой продукт имеет свою идеальную газовую смесь, обеспечивающую максимально длительный срок хранения.
Газы
Углекислый газ (CO2)
Углекислый газ подавляет рост большинства аэробных бактерий и плесени. Вообще говоря, чем выше уровень CO2, тем дольше достижимый срок хранения. В большинстве случаев, когда CO2 необходим для контроля роста бактерий и плесени, требуется минимум 20-30%. Однако CO2 может поглощаться жирами и водой и в некоторых случаях вызывать разрушение упаковки.
Азот (N2)
Азот — это инертный газ, который используется для исключения воздуха; он также используется в качестве уравновешивающего газа (газа-наполнителя) для восполнения разницы в газовой смеси. Это помогает предотвратить разрушение упаковки в местах поглощения CO2.
 Для упаковки сухих закусок в модифицированной газовой среде используется 100% азот для предотвращения окислительного прогоркания.
Для упаковки сухих закусок в модифицированной газовой среде используется 100% азот для предотвращения окислительного прогоркания.Кислород (O2)
Во многих пищевых продуктах кислород должен быть исключен, но часто есть веские причины для его присутствия в карте газовой смеси.
- Для сохранения свежего естественного цвета красного мяса
- Для поддержания дыхания (во фруктах и овощах)
- Для подавления роста анаэробных организмов (в некоторых видах фруктов и овощей)
Идеальный уровень остаточного кислорода зависит от испытаний и допусков на срок годности каждого клиента.
Производители пищевых продуктов должны проконсультироваться с поставщиками пищевого газа, прежде чем решить, какой режим подачи газа наиболее подходит для их нужд.
Рекомендации приведены в руководстве по карте CCFRA (Ассоциация пищевых исследований Кэмпдена и Чорливуда).
Наши эксперты MAP и Test Kitchen готовы помочь вам с вашими запросами.

Пожалуйста, свяжитесь с нами или позвоните нам, чтобы узнать больше.
Продукт Азот
N2Кислород
O2Углекислый газ
CO2Достижимый срок годности
днейГовядина 70–80 20–30 от 5 до 8 Баранина 70–80 20–30 от 5 до 8 Свинина 70–80 20–30 от 5 до 8 Курица разная 70–80 20–30 от 10 до 14 Курица разная 50 20 30 от 10 до 14 Курица разная 70 30 от 10 до 14 Турция 70–80 20–30 от 7 до 14 Турция 70 30 от 10 до 14 Утка 70–80 20–30 от 10 до 14 Колбаса 70–80 20–30 от 10 до 14 Бекон 70 30 от 14 до 21 Вареное мясо 70 30 от 14 до 21 Вареная курица 70 30 от 14 до 21 Колбасные изделия 70 30 от 14 до 21 Сырая белая рыба 30 30 40 от 4 до 6 Сырая жирная рыба 70 30 от 4 до 6 Ракообразные 30 30 40 от 4 до 6 Приготовленная рыба 70 30 от 7 до 21 Готовые блюда 50–70 30–50 от 7 до 14 Бутерброды 70 30 от 3 до 5 Пироги/рулетики с сосисками 70 30-50 от 7 до 14 Киш 70 30–50 от 7 до 14 Салаты/овощи 90 5 5 5+ Твердый сыр 50–70 30–50 от 2 до 12 Макаронные изделия 50 50 от 3 до 4 Пекарня 0–30 70–100 от 2 до 12
Федеральные стандарты транспортных средств — Центр климатических и энергетических решений Центр климатических и энергетических решений
Краткий обзор
- 29 процентов выбросов парниковых газов в США приходится на транспортный сектор, что делает его крупнейшим источником общих выбросов парниковых газов в США.

- Федеральные и государственные стандарты выбросов транспортных средств и экономии топлива устанавливаются тремя агентствами: Агентством по охране окружающей среды (EPA), Национальным управлением безопасности дорожного движения (NHTSA) и Калифорнийским советом по воздушным ресурсам (CARB).
- В декабре 2021 года Агентство по охране окружающей среды издало окончательное правило о пересмотре существующих национальных стандартов выбросов парниковых газов для легковых автомобилей и легких грузовиков до 2026 модельного года. В августе 2021 года НАБДД опубликовало свои предлагаемые стандарты экономии топлива для легковых автомобилей 2024–2026 модельного года.
- Президент Джо Байден подписал Исполнительный указ «Укрепление американского лидерства в области чистых автомобилей и грузовиков» , в котором ставится необязательная цель: к 2030 году производить 50 процентов легковых автомобилей и легких грузовиков с нулевым уровнем выбросов. NHTSA разработает стандарты экономии топлива и выбросов парниковых газов для автомобилей средней и большой грузоподъемности, которые должны быть завершены к декабрю 2022 года.

Транспортный сектор является крупнейшим прямым источником выбросов парниковых газов в США, превзойдя энергетический сектор в 2015 году. На автомобили и легкие грузовики (включая пикапы и внедорожники) приходится 58 процентов транспортных выбросов. Транспортные средства средней и большой грузоподъемности, в том числе тягачи с прицепом, большие пикапы и фургоны, грузовики для доставки, автобусы и мусоровозы, производят около 24 процентов транспортных выбросов.
Выбросы в транспортном секторе США, 2019 г.
Справочная информация
В апреле 2010 года федеральное правительство в сотрудничестве с крупными автопроизводителями и штатом Калифорния завершило подготовку первого согласованного набора стандартов для легковых автомобилей. Агентство по охране окружающей среды (EPA) установило стандарты выбросов парниковых газов, а Национальное управление безопасности дорожного движения (NHTSA) установило корпоративные стандарты средней экономии топлива (CAFE). Первые стандарты CAFE были приняты в 1975, а в 2010 году были приняты первые стандарты для транспортных средств с выбросами парниковых газов.
Первые стандарты CAFE были приняты в 1975, а в 2010 году были приняты первые стандарты для транспортных средств с выбросами парниковых газов.
Закон об энергетической политике и энергосбережении 1975 года поручил министру транспорта США установить стандарты корпоративной средней экономии топлива (CAFE) для новых легковых автомобилей. CAFE — это средневзвешенная экономия топлива в милях на галлон (миль на галлон) автомобилей в автопарке производителя. Этот закон был обновлен в 2007 году, когда Конгресс повысил стандарты экономии топлива для легковых автомобилей, а также установил стандарты эффективности для транспортных средств средней и большой грузоподъемности.
Калифорния — единственный штат, которому разрешено устанавливать собственные стандарты выбросов в атмосферу для автомобилей. Калифорнии было предоставлено исключение в соответствии с Законом о чистом воздухе, поскольку в 1966 году штат уже внедрил стандарты для решения критической проблемы смога и учредил Совет по воздушным ресурсам (CARB) для надзора за ними. В Законе о чистом воздухе говорится, что EPA должно предоставить отказ, если стандарты Калифорнии необходимы для удовлетворения неотложных обстоятельств и являются, по крайней мере, такими же строгими, как федеральные стандарты. Другие штаты могут принять стандарты Калифорнии по выбросам транспортных средств без одобрения Агентства по охране окружающей среды. Пятнадцать штатов и округ Колумбия, на долю которых приходится около 30 процентов продаж автомобилей в США, в настоящее время соблюдают по крайней мере некоторые стандарты выбросов транспортных средств Калифорнии.
В Законе о чистом воздухе говорится, что EPA должно предоставить отказ, если стандарты Калифорнии необходимы для удовлетворения неотложных обстоятельств и являются, по крайней мере, такими же строгими, как федеральные стандарты. Другие штаты могут принять стандарты Калифорнии по выбросам транспортных средств без одобрения Агентства по охране окружающей среды. Пятнадцать штатов и округ Колумбия, на долю которых приходится около 30 процентов продаж автомобилей в США, в настоящее время соблюдают по крайней мере некоторые стандарты выбросов транспортных средств Калифорнии.
В августе 2021 года президент Байден подписал указ № 14037, «Об укреплении американского лидерства в области экологически чистых автомобилей и грузовиков». Приказ устанавливает не имеющую обязательной силы цель: к 2030 году 50 процентов всех продаж новых легковых автомобилей и легких грузовиков будут иметь автомобили с нулевым уровнем выбросов. сотовых электромобилей. Приказ был поддержан ведущими автопроизводителями США, в том числе General Motors, Stellantis и Ford, у которых есть добровольные цели сделать 40–50 процентов всех продаж электромобилями к 2030 году. Рабочие группы, включая Объединенный профсоюз работников автомобильной промышленности, также поддержали приказ.
Рабочие группы, включая Объединенный профсоюз работников автомобильной промышленности, также поддержали приказ.
В дополнение к установлению цели исполнительный указ предписывает EPA и NHTSA начать процесс разработки правил для установления стандартов выбросов и экономии топлива для легковых автомобилей и легких грузовиков, которые будут действовать до 2030 модельного года, и должны быть завершены не позднее июля 2024 года. Он также поручает агентствам выпустить стандарты для грузовиков средней и большой грузоподъемности для моделей с 2027 по 2030 год, которые должны быть окончательно согласованы не позднее декабря 2022 года.
Легковые автомобили/легкие грузовики
менялись с тех пор, как они были созданы в 1975. Совсем недавно, в августе 2021 г., администрация Байдена предложила новые и пересмотренные стандарты для легковых и малотоннажных автомобилей на период с 2023 по 2026 модельный год. В декабре 2021 г. Агентство по охране окружающей среды опубликовало окончательные правила, устанавливающие стандарты выбросов парниковых газов до 2026 модельного года. Кроме того, президент Байден подписал Исполнительный указ 14037, устанавливающий не имеющую обязательной силы цель сделать 50 процентов продаж легковых автомобилей и легких грузовиков без выбросов к 2030 году и предписываю EPA и NHTSA начать работу по установлению новых стандартов экономии топлива и выбросов для легковых автомобилей. для модельных годов 2027–2030 должны быть доработаны не позднее июля 2024 года9.0009
Кроме того, президент Байден подписал Исполнительный указ 14037, устанавливающий не имеющую обязательной силы цель сделать 50 процентов продаж легковых автомобилей и легких грузовиков без выбросов к 2030 году и предписываю EPA и NHTSA начать работу по установлению новых стандартов экономии топлива и выбросов для легковых автомобилей. для модельных годов 2027–2030 должны быть доработаны не позднее июля 2024 года9.0009
Целевые показатели соблюдения требований по выбросам углекислого газа во всем парке по сравнению с предыдущими правилами
Стандарты на 2023–2026 годы
В декабре 2021 года Агентство по охране окружающей среды (EPA) выпустило новые стандарты выбросов парниковых газов для новых легковых автомобилей и легких грузовиков. Окончательное правило требует, чтобы автопроизводители достигли прогнозируемого общеотраслевого целевого показателя в 161 грамм углекислого газа на милю (г/миль) в 2026 году, что увеличивает строгость на 9,8 процента с 2022 по 2023 модельный год, на 5,1 процента в 2024 модельном году, 6,6. процентов в 2025 модельном году и 10,3 процента в 2026 модельном году9.0009
процентов в 2025 модельном году и 10,3 процента в 2026 модельном году9.0009
Ожидается, что это правило приведет к предотвращению выбросов углекислого газа на 3,1 миллиарда тонн до 2050 года и сокращению потребления бензина на 360 миллиардов галлонов. Амбициозные стандарты приносят чистую экономическую выгоду в размере от 120 до 190 миллиардов долларов за этот период, в том числе от 8 до 19 миллиардов долларов в пользу общественного здравоохранения в результате снижения выбросов выхлопных газов других загрязняющих веществ, ответственных за смог и сажу, и экономии сотен миллиардов долларов для потребителей. долларов на заправке.
2023–2026 Стандарты выбросов углекислого газа (CO2) и экономии топлива для всего флота
| Автомобиль | Стандартный | 2023 | 2024 | 2025 | 2026 |
| Легковые автомобили | CO 2 (г/миль) | 166 | 158 | 149 | 132 |
CO 2 экв. | миль на галлон54 | 56 | 60 | 67 | |
| КАФЕ (миль на галлон) | 49,2 | 53,4 | 58,1 | ||
| Легкие грузовики | CO 2 (г/миль) | 234 | 222 | 207 | 187 |
| CO 2 экв. миль на галлон | 38 | 40 | 43 | 48 | |
| КАФЕ (миль на галлон) | 35,1 | 38,2 | 41,5 | ||
| Комбинированные автомобили и легкие грузовики | CO 2 (г/миль) | 202 | 192 | 179 | 161 |
CO 2 экв. | миль на галлон44 | 46 | 50 | 55 | |
| КАФЕ (миль на галлон) | 40,7 | 44,2 | 48,1 |
Примечание. Стандарты выбросов парниковых газов Агентства по охране окружающей среды выражаются в граммах углекислого газа на милю (г/миль), в то время как предлагаемый стандарт экономии топлива NHTSA выражается в милях на галлон (миль на галлон). Правило EPA также включает предполагаемое влияние на экономию топлива (обозначается как CO 2 эквивалентных миль на галлон), что предполагает соблюдение правила исключительно за счет снижения содержания углекислого газа в выхлопной трубе.
Окончательное правило EPA сохраняет и восстанавливает несколько гибких возможностей и стимулов из предыдущих правил, включая сохранение существующей программы кредитного усреднения, банковского обслуживания и торговли выбросами парниковых газов, впервые установленной в 2010 году. Хотя в проекте правила предлагается продлить срок действия предыдущих лет ‘ кредиты, чтобы сделать его более гибким, EPA объясняет в окончательном правиле, что, по его мнению, текущая траектория рынка электромобилей в сочетании со снисходительностью в соответствии с предыдущим правилом SAFE позволит автопроизводителям соответствовать стандартам без необходимости продлевать срок службы самых старых кредиты. Правило временно восстанавливает кредиты мультипликатора транспортных средств с передовыми технологиями, установленные при администрации Обамы, но удаленные администрацией Трампа, что позволило автомобилям с нулевым и почти нулевым уровнем выбросов быть более весомыми для соответствия стандартам, чем обычные автомобили. Этот множитель будет применяться только в моделях 2023-2024 годов, чтобы поддержать переход к более строгим стандартам. Кроме того, оно восстанавливает программу внецикловых кредитов, позволяющую автопроизводителям учитывать улучшения энергоэффективности, не связанные с выхлопными газами, которые сокращают выбросы гидрофторуглерода (ГФУ) или других выбросов, в общее сокращение выбросов парниковых газов для модельных годов с 2023 по 2026 год.
Хотя в проекте правила предлагается продлить срок действия предыдущих лет ‘ кредиты, чтобы сделать его более гибким, EPA объясняет в окончательном правиле, что, по его мнению, текущая траектория рынка электромобилей в сочетании со снисходительностью в соответствии с предыдущим правилом SAFE позволит автопроизводителям соответствовать стандартам без необходимости продлевать срок службы самых старых кредиты. Правило временно восстанавливает кредиты мультипликатора транспортных средств с передовыми технологиями, установленные при администрации Обамы, но удаленные администрацией Трампа, что позволило автомобилям с нулевым и почти нулевым уровнем выбросов быть более весомыми для соответствия стандартам, чем обычные автомобили. Этот множитель будет применяться только в моделях 2023-2024 годов, чтобы поддержать переход к более строгим стандартам. Кроме того, оно восстанавливает программу внецикловых кредитов, позволяющую автопроизводителям учитывать улучшения энергоэффективности, не связанные с выхлопными газами, которые сокращают выбросы гидрофторуглерода (ГФУ) или других выбросов, в общее сокращение выбросов парниковых газов для модельных годов с 2023 по 2026 год. Наконец, правило восстанавливает полноразмерные стимулы для пикапов для гибридов для моделей 2023–2024 годов, которые изначально были удалены по правилу SAFE.
Наконец, правило восстанавливает полноразмерные стимулы для пикапов для гибридов для моделей 2023–2024 годов, которые изначально были удалены по правилу SAFE.
В дополнение к стандартам выбросов парниковых газов Агентства по охране окружающей среды Национальная администрация безопасности дорожного движения (NHTSA) в августе 2021 года предложила новые стандарты экономии топлива для новых легковых автомобилей и легких грузовиков для моделей 2024–2026 годов. Жесткость стандартов будет увеличена примерно на восемь процентов в год, достигнув среднего показателя в 48 миль на галлон (миль на галлон) к 2026 году. В то время как NHTSA и EPA часто согласовывают стандарты экономии топлива и выбросов парниковых газов, от NHTSA требуется обеспечить больше времени выполнения заказа, чем от EPA. Чтобы отразить это, агентства предложили стандарты с разными датами вступления в силу.
Как EPA, так и NHTSA сослались на значительные обязательства производителей по наращиванию производства электромобилей и повышению эффективности всего парка в ближайшие годы в качестве обоснования того, что производители смогут соответствовать более строгим стандартам в предложениях. Кроме того, оба агентства сослались на добровольное соглашение пяти автопроизводителей (Ford, Honda, Volkswagen, BMW и Volvo), заключенное со штатом Калифорния, о соблюдении значительно более строгих стандартов выбросов, чем те, которые установлены правилом SAFE, демонстрируя их существующие обязательства значительно превышать эти стандарты.
Кроме того, оба агентства сослались на добровольное соглашение пяти автопроизводителей (Ford, Honda, Volkswagen, BMW и Volvo), заключенное со штатом Калифорния, о соблюдении значительно более строгих стандартов выбросов, чем те, которые установлены правилом SAFE, демонстрируя их существующие обязательства значительно превышать эти стандарты.
Стандарты 2021–2026 гг.
В апреле 2020 г. EPA и NHTSA выпустили Правило более безопасных и доступных топливно-эффективных (SAFE) транспортных средств, которое требует от автопроизводителей повышать эффективность использования топлива на 1,5% ежегодно с 2021 по 2026 модельные годы. Правило SAFE было менее строгим. чем правило эпохи Обамы, которое оно заменило. Это правило потребовало бы от автопроизводителей повышения эффективности использования топлива на 5 процентов в год для автомобилей 2020–2025 модельного года, достигнув к 2025 году 46,7 миль на галлон (миль на галлон). это побуждает к большему вождению и, следовательно, большему риску дорожно-транспортных происшествий; что более высокие затраты на транспортные средства из-за повышенных стандартов топливной экономичности отбивают у потребителей желание покупать новые автомобили и побуждают их продолжать ездить на старых, менее безопасных транспортных средствах; и что производители «облегчают» транспортные средства для достижения топливной экономичности, что делает транспортные средства менее безопасными. EPA и NHTSA прогнозируют, что правило SAFE снизит стоимость автомобиля более чем на 1000 долларов, но потребители будут тратить на топливо от 1125 до 1425 долларов больше в течение срока службы автомобиля. Также предполагалось, что правило SAFE замедлит темпы электрификации к 2029 году.до 7,9 процента по сравнению с 19,6 процента при правилах эпохи Обамы.
EPA и NHTSA прогнозируют, что правило SAFE снизит стоимость автомобиля более чем на 1000 долларов, но потребители будут тратить на топливо от 1125 до 1425 долларов больше в течение срока службы автомобиля. Также предполагалось, что правило SAFE замедлит темпы электрификации к 2029 году.до 7,9 процента по сравнению с 19,6 процента при правилах эпохи Обамы.
Правило SAFE также перевернуло государственные программы выбросов. В сентябре 2019 года EPA и NHTSA выпустили окончательное решение, которое позволило федеральным стандартам транспортных средств предвосхитить действия штата и отозвало отказ от Калифорнийской программы Advanced Clean Cars Program, Zero Emission Vehicle Program (ZEV) и Low-Emission Vehicle Programme (LEV). В ответ Калифорния и другие штаты подали иск в федеральный суд, чтобы оспорить окончательный иск о преимущественном преимуществе стандартов штата на транспортные средства. В апреле 2021 года Управление по охране окружающей среды и министерство транспорта администрации Байдена начали процесс снятия ограничений на освобождение штата Калифорния. В декабре 2021 года НАБДД издало постановление, отменяющее часть первую Правила БЕЗОПАСНОСТИ транспортных средств, а в марте 2022 года то же самое сделало Управление по охране окружающей среды, тем самым восстановив освобождение штата Калифорния и возможность других штатов принять стандарты Калифорнии.
История стандартов для легковых автомобилей
В октябре 2012 года EPA и NHTSA завершили второй набор национальных программных стандартов для легковых автомобилей 2017–2025 модельного года в сотрудничестве с крупными автопроизводителями и штатом Калифорния. Эти стандарты, которые теперь заменены стандартами администрации Трампа на 2021–2026 годы, были направлены на повышение совокупной средней топливной эффективности автопарка до 46,7 миль на галлон для 2025 модельного года, что почти вдвое превышает 27,5 миль на галлон, необходимые для 2010 модельного года (до того, как был принят первый набор национальных программных стандартов). усыновленный). Канада также приняла стандарты, соответствующие второму набору национальных программных стандартов до 2025 модельного года9. 0009
0009
Эти стандарты включали функции, направленные на повышение гибкости, обеспечение более экономичного соответствия требованиям и поощрение технологических инноваций. Особенности для большей гибкости включают:
- Система кредитной торговли;
- Возможность соответствия для улучшения кондиционирования воздуха;
- Квалификационные кредиты вне цикла (например, солнечные батареи на гибридных автомобилях, активная аэродинамика или адаптивный круиз-контроль) для соответствия;
- Альтернативные стимулы для транспортных средств; и
- Включение гибридизации грузовиков для соответствия.
В январе 2017 года, после среднесрочного обзора этих стандартов и проекта Технической оценки, администрация Обамы издала постановление, согласно которому стандарты сохранялись до 2025 года. Агентство по охране окружающей среды сослалось на успех автопроизводителей в соблюдении ранних стандартных требований и семилетний рост в продажах автомобилей в США в качестве причин ожидать, что автопроизводители смогут по доступным ценам продолжать соответствовать стандартам. Калифорнийский совет по воздушным ресурсам (CARB) согласился с определением EPA в своем собственном среднесрочном обзоре стандартов транспортных средств Калифорнии. Калифорния обнаружила, что автопроизводители успешно и по доступной цене внедряют передовые технологии для удовлетворения требований экономии топлива и государственной программы создания автомобилей с нулевым уровнем выбросов.
Калифорнийский совет по воздушным ресурсам (CARB) согласился с определением EPA в своем собственном среднесрочном обзоре стандартов транспортных средств Калифорнии. Калифорния обнаружила, что автопроизводители успешно и по доступной цене внедряют передовые технологии для удовлетворения требований экономии топлива и государственной программы создания автомобилей с нулевым уровнем выбросов.
В апреле 2018 года администрация Трампа пересмотрела среднесрочную оценку стандартов выбросов парниковых газов для легковых автомобилей 2022–2025 модельного года. EPA пришло к выводу, что стандарты основаны на устаревшей информации и что более свежая информация предполагает, что текущие стандарты могут быть слишком строгими, что делает автомобили менее доступными. Агентство по охране окружающей среды пришло к выводу, что с момента принятия правил в 2012 году, завершающего работу над первоначальными стандартами, ожидания в отношении цен на газ и принятия потребителями автомобилей с передовыми технологиями изменились.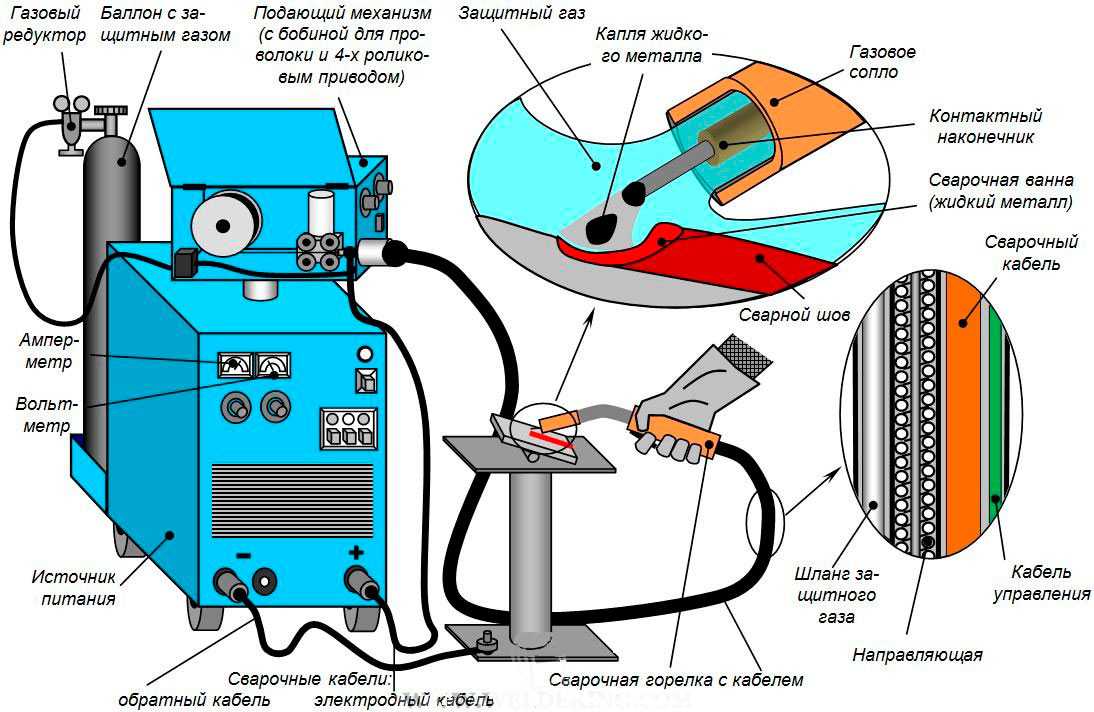 Это привело к принятию новых правил, которые стали Правилами безопасного обращения с транспортными средствами.
Это привело к принятию новых правил, которые стали Правилами безопасного обращения с транспортными средствами.
В ответ группа из 23 штатов и округа Колумбия, возглавляемая Калифорнией, подала иск в федеральный суд, чтобы оспорить пересмотр EPA. В группу входили Калифорния, Колорадо, Коннектикут, Делавэр, Гавайи, Иллинойс, Мэн, Мэриленд, Массачусетс, Мичиган, Миннесота, Невада, Нью-Джерси, Нью-Мексико, Нью-Йорк, Северная Каролина, Орегон, Пенсильвания, Род-Айленд, Вермонт, Вирджиния, Вашингтон, Висконсин и округ Колумбия. В иске утверждалось, что решение EPA не имело научного обоснования.
В январе 2021 года президент Байден подписал указ № 13990 о защите общественного здоровья и окружающей среды и восстановлении науки для преодоления климатического кризиса. Важно отметить, что Исполнительный указ, направленный EPA и NHTSA, предлагает правило, приостанавливающее, пересматривающее или отменяющее правила SAFE Vehicles. Кроме того, администрация Байдена отказалась от защиты Агентства по охране окружающей среды и Министерства транспорта от судебного иска и начала процесс восстановления отказа Калифорнии в соответствии с Законом о чистом воздухе. В августе 2021 года президент Байден подписал указ от Укрепление американского лидерства в экологически чистых автомобилях и грузовиках , в котором ставится необязательная цель сделать 50 процентов легковых автомобилей и легких грузовиков с нулевым уровнем выбросов к 2030 году, а EPA и NHTSA выпустили новые краткосрочные стандарты для легких и пассажирских автомобилей. транспортные средства.
В августе 2021 года президент Байден подписал указ от Укрепление американского лидерства в экологически чистых автомобилях и грузовиках , в котором ставится необязательная цель сделать 50 процентов легковых автомобилей и легких грузовиков с нулевым уровнем выбросов к 2030 году, а EPA и NHTSA выпустили новые краткосрочные стандарты для легких и пассажирских автомобилей. транспортные средства.
Автомобили средней и большой грузоподъемности
Грузовые автомобили средней и большой грузоподъемности составляют лишь 5 процентов транспортных средств на дорогах, но на них приходится около 24 процентов транспортных выбросов в США. В эту категорию входят тягачи с прицепом, большие пикапы и фургоны, грузовики для доставки, автобусы и мусоровозы.
Стандарты фазы 2, разработанные EPA и NHTSA, в настоящее время применяются к полуприцепам, большим пикапам, фургонам, а также ко всем автобусам и рабочим грузовикам 2021–2027 годов выпуска. Стандарты фазы 2 для фургонов, которые должны были вступить в силу в 2018 году, были приостановлены по решению суда. Агентство по охране окружающей среды (EPA) предложило отменить стандарты выбросов Фазы 2 для планеров большой грузоподъемности, двигателей для планеров и комплектов для планеров.
Агентство по охране окружающей среды (EPA) предложило отменить стандарты выбросов Фазы 2 для планеров большой грузоподъемности, двигателей для планеров и комплектов для планеров.
В августе 2021 года Исполнительный указ президента Байдена 14037, Укрепление американского лидерства в области экологически чистых автомобилей и грузовиков поручил Агентству по охране окружающей среды начать работу по установлению новых стандартов выбросов для большегрузных автомобилей для моделей с 2027 по 2030 годы или позже. Приказ призвал EPA завершить разработку этого правила к декабрю 2022 года.
История стандартов для средних и тяжелых грузов
Министерство энергетики и EPA. В 2011 году EPA и NHTSA учредили национальную программу для большегрузных автомобилей (известную как стандарты фазы 1), первые в мире согласованные стандарты выбросов парниковых газов и стандарты экономии топлива для дорожных большегрузных автомобилей 2014–2018 модельных годов. Стандарты Фазы 1 применялись к комбинированным тягачам, большегрузным пикапам и фургонам, а также профессиональным транспортным средствам. Некоторые из стандартов находятся исключительно в юрисдикции Агентства по охране окружающей среды, например, стандарты гидрофторуглеродов, ограничивающие утечку из систем кондиционирования воздуха некоторых большегрузных автомобилей, а также стандарты выбросов закиси азота и метана для пикапов и фургонов, а также двигателей большой мощности. Стандарты Фазы 1 не распространялись на коммерческие прицепы.
Некоторые из стандартов находятся исключительно в юрисдикции Агентства по охране окружающей среды, например, стандарты гидрофторуглеродов, ограничивающие утечку из систем кондиционирования воздуха некоторых большегрузных автомобилей, а также стандарты выбросов закиси азота и метана для пикапов и фургонов, а также двигателей большой мощности. Стандарты Фазы 1 не распространялись на коммерческие прицепы.
В августе 2016 года EPA и NHTSA завершили работу над стандартами Phase 2 для автомобилей средней и большой грузоподъемности. Стандарты фазы 2 были разработаны для применения к определенным прицепам 2018–2027 модельных годов, а также к полуприцепам, большим пикапам, фургонам, а также ко всем автобусам и рабочим грузовикам 2021–2027 модельных годов.
Стандарты Фазы 2 разделены на пять сегментов и были разработаны, чтобы предоставить производителям гибкость.
- Комбинированные тракторы: комбинированные тракторы классов 7 и 8 и их двигатели должны снизить расход топлива на 25 процентов по сравнению со стандартными уровнями фазы 1 к 2027 модельному году9.
 0004
0004 - Прицепы: К 2027 модельному году прицепы должны снизить расход топлива на 9 процентов, в том числе за счет улучшения аэродинамики, снижения веса и решения проблемы давления и сопротивления в шинах.
- Большегрузные пикапы и фургоны: эти автомобили должны снизить расход топлива на 16 процентов к 2027 модельному году.
- Профессиональные транспортные средства: грузовые автомобили, автобусы, мусоровозы должны снизить расход топлива на 24 процента к 2027 модельному году. Стандарты двигателей
- : Тракторные двигатели должны сокращать выбросы углекислого газа на 5 процентов, а профессиональные дизельные и бензиновые двигатели должны сокращать выбросы углекислого газа на 4 процента по сравнению со стандартными уровнями Фазы 1 за счет улучшения обработки воздуха, снижения трения двигателя или улучшения технологий последующей обработки выбросов и рекуперация отработанного тепла.
Чтобы предоставить производителям гибкие возможности, программа позволяет проводить усреднение, банковские операции и торговлю между регулируемыми сторонами, чтобы ускорить внедрение новых технологий и снизить затраты на соблюдение нормативных требований.
В соответствии с указом президента Байдена 14037, «Укрепление лидерства Америки в области чистых автомобилей и грузовиков » Агентство по охране окружающей среды объявило о выпуске новых стандартов для грузовых автомобилей в три этапа, начиная с установления более строгих стандартов оксида азота для тяжелых грузовиков, начиная с 2027 модельного года. установление более строгих стандартов выбросов для коммерческих автомобилей средней грузоподъемности на 2027 модельный год и позже в сочетании с новыми стандартами для легковых автомобилей на 2027 модельный год и далее, а также установление стандартов выбросов парниковых газов «Фаза 3» для большегрузных автомобилей, начиная с начиная с 2030 модельного года, которые значительно сильнее стандартов, начиная с 2027 модельного года.
Штрафы за несоблюдение стандартов CAFE
Если средний расход топлива автопарка производителя не соответствует стандарту, установленному правилами NHTSA, производитель должен заплатить штраф. Автопроизводители не могут отказаться сообщать об экономии топлива, решив вместо этого заплатить штраф. Штраф за несоблюдение стандартов CAFE основан на разнице между средней экономией топлива автопарка производителя и годовым стандартом и стоит 14 долларов за десятую мили на галлон, умноженных на количество автомобилей в автопарке производителя.
Автопроизводители не могут отказаться сообщать об экономии топлива, решив вместо этого заплатить штраф. Штраф за несоблюдение стандартов CAFE основан на разнице между средней экономией топлива автопарка производителя и годовым стандартом и стоит 14 долларов за десятую мили на галлон, умноженных на количество автомобилей в автопарке производителя.
Штраф был первоначально установлен в 1975 году в размере 5,50 долларов за десятую часть мили за галлон. В 2015 году был принят Закон о корректировке инфляции, требующий от федеральных агентств корректировать гражданские денежные штрафы с учетом инфляции, а в июле 2016 года НАБДД опубликовало временное окончательное правило, повышающее ставку гражданского штрафа с 5,50 до 14 долларов. Однако в окончательном правиле, опубликованном в декабре 2016 года, НАБДД заявило, что оно не будет применять скорректированную ставку до 2019 модельного года, чтобы дать производителям достаточно времени для внесения любых необходимых изменений в продукт.
В июле 2017 года НАБДД объявило о правиле, откладывающем дату вступления в силу нового штрафа в размере 14 долларов на неопределенный срок, в то время как оно запросило новый раунд общественного мнения, фактически сохранив ставку в размере 5,50 долларов.
В ответ Совет по защите национальных ресурсов (NRDC) и другие экологические группы, а также штаты Нью-Йорк, Калифорния, Вермонт, Пенсильвания и Мэриленд подали в суд на НАБДД, чтобы сохранить в силе более высокий штраф, пока он пересматривал сумму . В июне 2018 года Второй окружной апелляционный суд США отменил правило 2017 года, заявив, что НАБДД не имеет юридических полномочий откладывать наказание на неопределенный срок.
В июле 2019 года НАБДД завершило разработку правила, определяющего, что ставка гражданского штрафа CAFE не является гражданским денежным штрафом, который должен быть скорректирован в соответствии с Законом о корректировке инфляции. В ответ NRDC и Sierra Club подали иск против NHTSA за его окончательное правило.