Основы сварки самозащитными порошковыми проволоками
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т. п.
п.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Несколько слов о газозащитных проволоках.
Самозащитная порошковая проволока отличается от газозащитной. Вторая предназначена в основном для полу- и автоматической сварки. Ее используют для изделий, произведенных из углеродистых, низколегированных сталей. Газозащитная проволока применяется для сварки в среде защитных газов (углекислом и смесях с аргоном).
Данная проволока характеризуется большой глубиной проплавления. Что идеально подходит при угловых соединениях, сваривании встык или внахлест.
При использовании этого вида проволоки сварка проходит с меньшим количеством брызг, корку из шлаков потом легче отделить от шва. Кроме того, этот вид обеспечивает довольно стабильный струйный перенос и хорошие показатели сопротивляемости образованию пористости и включения в швы шлаков.
Также стоит отметить, что использование этого вида проволоки позволяет достигать более высокой скорости ведения шва, увеличивает коэффициент наплавки, при этом обеспечивает малое дымление.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Преимущества
- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Технологические особенности сварки порошковой проволокой
Выбор марки и диаметра порошковой проволоки определяется маркой свариваемой стали, требованиями к качеству металла шва и сварного соединения, положением швов в пространстве и другими условиями сварки. При этом учитываются технологические особенности применения проволоки и ее возможности по режимам сварки и производительности, экономическая целесообразность. Выбранная для использования проволока подлежит обязательной проверке. Проверяется соответствие коэффициента заполнения установленным нормам, регламентированным техническими условиями.
Выбранная для использования проволока подлежит обязательной проверке. Проверяется соответствие коэффициента заполнения установленным нормам, регламентированным техническими условиями.
Основные требования к сварочно-технологическим свойствам порошковых проволок следующие: дуга должна легко зажигаться и гореть равномерно, без чрезмерного разбрызгивания металла и шлака, наплавленный металл должен равномерно покрываться шлаком, который после охлаждения должен легко удаляться и не должен иметь пор, трещин и шлаковых включений.
Увлажнение сердечника проволоки недопустимо. Проволоку, сердечник которой увлажнился при хранении, следует прокалить при температуре 230-250оС в течении 2-3 ч. Последнее не рекомендуется делать для проволок рутил-органического типа, содержащих органические материалы, начинающие разлагаться при температуре ниже 300оС. Поверхности свариваемых деталей перед сваркой должны быть очищены от грязи, масла, ржавчины.
Прихватки при сборке изделий необходимо выполнять либо электродами с качественной обмазкой, либо порошковой проволокой.
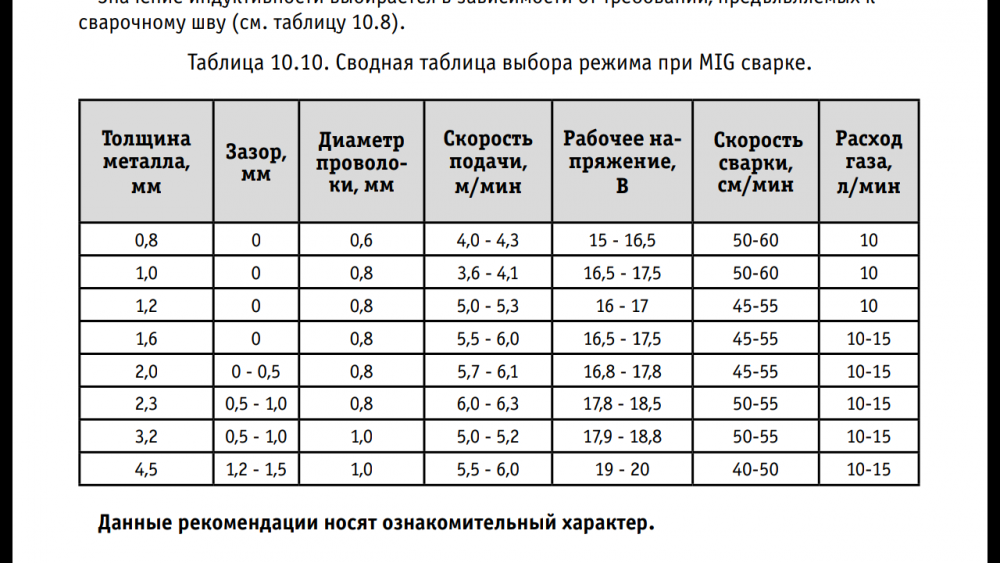
Сварку порошковой проволокой выполняют на постоянном токе обратной полярности. Перед сваркой необходимо произвести настройку режима применительно к намеченному объекту сварки. Настройку режима сварки производят в такой последовательности: вначале выбирают необходимую скорость подачипроволоки для получения заданного тока, затемустанавливают среднее значение напряжения дуги в рекомендуемом диапазоне и соответствующий данному режиму расход газа, если сварка выполняется в углекислом газе. Поддерживая рекомендуемый вылет, производят опытную сварку. При необходимости корректируют установленный режим.
К общим правилам техники сварки, которыми следует руководствоваться, можно отнести следующие:
- При сварке стыковых соединений порошковая проволока должна располагаться почти перпендикулярно изделию: угол ее отклонения от вертикального положения не должен превышать 15°.
 При выполнении тавровых и нахлесточных соединений необходимо выдержать указанный угол наклона электрода по направлению сварки, а угол между вертикальной плоскостью (стенкой тавра) и проволокой должен быть в пределах 30-45°.
При выполнении тавровых и нахлесточных соединений необходимо выдержать указанный угол наклона электрода по направлению сварки, а угол между вертикальной плоскостью (стенкой тавра) и проволокой должен быть в пределах 30-45°. - При многослойной сварке перед наложением каждого последующего слоя рекомендуется очистить предыдущий слой от шлака. Следует учитывать, что выполнение за один проход швов катетом более 10-12 мм нецелесообразно. Для швов более 6-8 мм рекомендуются плавные поперечные колебания электрода.
- При случайном обрыве дуги или нарушении подачи проволоки возбуждать дугу следует на расстоянии 10-15 мм от места обрыва и после зажигания перенести ее на незаплавленный кратер.
- Сварку следует прекращать резко обрывая дугу, чтобы избежать удлинения вылета.
- Необходимо предотвращать любую возможную причину колебания режима сварки: нестабильную подачу проволоки по шлангу полуавтомата, неправильное манипулирование электродом, значительные колебания сетевого напряжения и т.
 д. Не рекомендуется производить сварку полуавтоматом с изношенным мундштуком держателя или наконечником мундштука.
д. Не рекомендуется производить сварку полуавтоматом с изношенным мундштуком держателя или наконечником мундштука.
Причиной пористости могут быть завышенный ток, малое напряжение дуги, некачественная сборка металлоконструкций(с большими зазорами между свариваемыми элементами), повышенное содержание углерода и кремния в основном металле.
Техника сварки проволоками различных типов имеет свои особенности. Например, при сварке проволоками рутил-органического типа необходимо поддерживать вылет 15-20 мм. Сварка на большом вылете приводит к перегреву проволоки, ухудшению механических свойств металла шва, возникновению пористости. В случае повышенного содержания углерода и кремния в свариваемой стали сварку следует прекратить после плавного удлинения дуги, в противном случае возможны вздутия и поры в кратере шва. Сварка проволокой карбонатно-флюоритного типа производится при вылете 30-50 мм. В случае недостаточно хорошей подготовки изделий под сварку или неудачной сборки заварить зазор проще при увеличенном вылете электродной проволоки. При наличии загрязнений и небольшого слоя окалины на поверхности свариваемого металла появление дефекта можно предупредить снижением напряжения на дуге до минимального рекомендуемого.
При наличии загрязнений и небольшого слоя окалины на поверхности свариваемого металла появление дефекта можно предупредить снижением напряжения на дуге до минимального рекомендуемого.
Сварку вертикальных швов рекомендуется выполнять порошковой проволокой диаметром 2,3 мм и менее. Направление сварки при выполнении вертикальных швов – снизу вверх. При таком способе за один проход можно выполнять швы катетом до 10 мм. При сварке на вертикальной плоскости необходимо придавать электроду плавные колебательные движения. Это обеспечивает благоприятную форму валика. При манипулировании электродом следует избегать обрывов дуги, так как это может привести к появлению дефектов в шве.
К особенностям применения порошковой проволоки с дополнительной защитой углекислым газом следует отнести следующие:
- Сварку рекомендуют применять в закрытых помещениях. На открытых площадках и монтаже сварка возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
- Сварку на вылете 35-40 мм нужно выполнять с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15-25 мм.
 При использовании не прокаленной проволоки сварку необходимо выполнять на повышенном вылете до 50 мм. В этом случае наконечник мундштука следует применять меньшей длины.
При использовании не прокаленной проволоки сварку необходимо выполнять на повышенном вылете до 50 мм. В этом случае наконечник мундштука следует применять меньшей длины.
Пористость в швах при сварке в углекислом газе может быть вызвана:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнений;
- большим количеством примесей (главным образом влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитой зоны сварки углекислым газом (попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа, большое расстояние между соплом горелки и изделием, чрезмерно большой угол наклона горелки относительно изделия, подсос воздуха через не плотности в горелке и газовой магистрали, эксцентричное расположение проволоки относительно сопла горелки, износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги, турбулентное истечение газа из горелки).

Выполнение технологических рекомендаций гарантирует высокое качество швов и производительность при разнообразных условиях осуществления сварочных работ порошковой проволокой.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Технология сварки полуавтоматом без газа
Именно использование флюсовой (порошковой, защитной) проволоки дает возможность получать качественные сварочные швы, не используя газовые баллоны. Она представляет собой полую трубку из стали диаметром 0.8-2 мм, полость которой заполнена специальным флюсом с добавками.
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:
Флюсовая проволока для полуавтоматической сварки без газа
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.

Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.

При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.

Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс.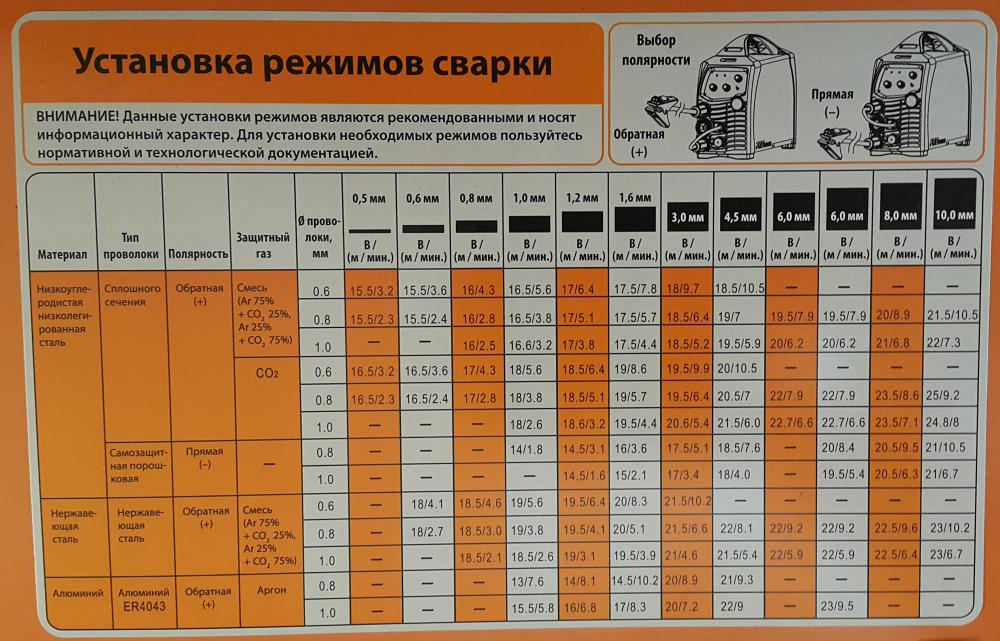 Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Дуговая сварка с флюсовой проволокой (FCAW) Объяснение
Дуговая сварка с флюсовой проволокой (FCAW) — это автоматический или полуавтоматический процесс, в котором для соединения металлов используется расходуемый трубчатый электрод в электрической дуге. Он был представлен как решение для преодоления ограничений дуговой сварки защищенным металлом (SMAW), также известной как дуговая сварка.
Сварка FCAW стала идеальным выбором для сварки черных металлов. Этот метод сварки используется в судостроении, строительстве и машиностроении. Его популярность обусловлена эффективностью и портативностью по сравнению с другими процессами сварки.
Давайте подробнее рассмотрим эту технику сварки.
Что такое дуговая сварка порошковой проволокой?
Сварка порошковой проволокой представляет собой процесс дуговой сварки, при котором присадочный материал наносится с защитным флюсом в сварочную ванну. Плавление происходит, когда сварочная дуга устанавливается между электродом с флюсовой сердцевиной и основным металлом.
Трубчатая электродная проволока подается через катушку и направляется сварочным пистолетом к сварному шву. По мере плавления электрода флюс внутри него выделяет защитный газ, защищающий сварочную ванну от атмосферных загрязнений.
Сварку порошковой проволокой часто путают с дуговой сваркой металлическим электродом в среде защитного газа (GMAW), поскольку оба метода сварки могут выполняться на одном и том же или похожем сварочном оборудовании, но между ними есть небольшие различия.
Различия между FCAW и GMAW (MIG/MAG)
Как правило, дуговая сварка порошковой проволокой и газовая дуговая сварка используют принцип использования защитного слоя и непрерывного электрода с подачей проволоки.
Сварка FCAW использует электрод с флюсовой сердцевиной, который образует защитный экранирующий слой, когда он осаждается в сварочной ванне. FCAW выделяет токсичные пары флюса, которые блокируют зону сварки от загрязнений. Этот процесс предпочтительнее для черных металлов, поскольку он практически не требует предварительной очистки.
В некоторых случаях FCAW может использовать защитный газ поверх основного защитного флюса для дополнительной защиты сварочной ванны от окисления. FCAW с двойным экраном обеспечивает более стабильные механические свойства и более высокую скорость наплавки, чем электроды со сплошной проволокой или стержневые электроды.
GMAW (сварка MIG/MAG) использует сплошной проволочный электрод вместе с внешним защитным газом для предотвращения загрязнения металла сварного шва. GMAW оставляет больше сварочных брызг, чем FCAW, и обеспечивает меньшее проникновение. Сварка MAG и MIG предлагает универсальность для сварки самых разных металлов.
GMAW имеет большую электродную проволоку (2–5 мм) по сравнению с FCAW (0,9–3,2 мм).
Хотя это два отдельных типа сварки , единственное существенное отличие заключается в защите зоны сварки с помощью электродов и защитных газов .
Что такое дуговая сварка порошковой проволокой? (FCAW)
Процесс сварки порошковой проволокой
В процессе FCAW используется тепло дуги, образующейся между трубчатым электродом и заготовкой. Электрод представляет собой полый электрод с флюсовым сердечником внутри, выступающим в качестве защитного агента при наплавке в зоне сварки. Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Электрод представляет собой полый электрод с флюсовым сердечником внутри, выступающим в качестве защитного агента при наплавке в зоне сварки. Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Существует два основных варианта выполнения FCAW:
FCAW-S (Самозащитная) – Самозащитная сварка основана исключительно на газовой защите от флюсового сердечника и его шлаковых отложений. Этот процесс в основном используется для проектов на открытом воздухе с непредсказуемыми условиями.
FCAW-G (газ/двойная защита) – При сварке с двойной защитой используется порошковая проволока вместе с внешним защитным газом для обеспечения дополнительной защиты зоны сварки. Этот процесс обеспечивает более высокую скорость осаждения и обеспечивает лучшее проникновение в более толстые металлы.
Определенные условия также могут влиять на выбор процесса сварки, например, портативность, желаемые механические свойства и основной металл.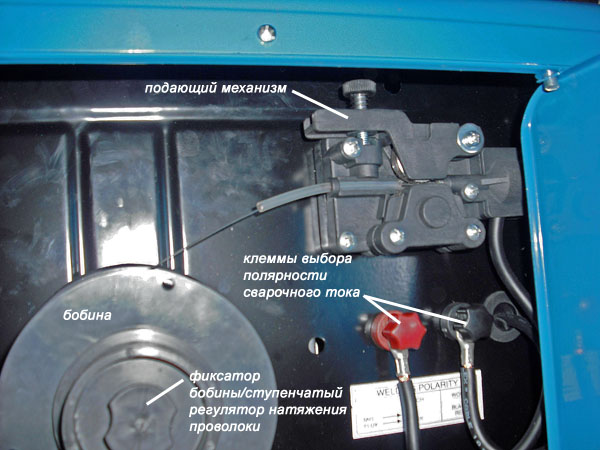
FCAW может выполняться полуавтоматически, при этом профессиональный сварщик управляет сварочной горелкой, индивидуально регулируя параметры. Это также может быть выполнено полностью автоматически с помощью роботов, которые могут создавать согласованные шарниры перемещения.
Переменные для дуговой сварки порошковой проволокой
Для достижения оптимальных результатов можно настроить следующие параметры для каждой операции:
Электроды/проволока
Существует три основных классификации флюсовых электродов для данного метода сварки:
Газозащитная проволока для сварки во всех положениях. Проволока для сварки порошковой проволокой во всех положениях, как правило, меньше 1/16 дюйма (~ 1,6 мм) с быстрозамерзающим флюсовым сердечником. Эти электроды в основном применяются для обеспечения большего контроля при сварке над головой. Недостатком является то, что их нельзя использовать с основным металлом с высоким уровнем загрязнения.
Плоское положение в газовой среде.

Самозащитный — эти электроды пригодятся для наружного применения, например, в строительстве или производстве. Они также идеально подходят для сварки оцинкованной стали или в тех редких случаях, когда газовые баллоны труднодоступны.
Выбор типа электрода в первую очередь зависит от следующих критериев: тип сварочного тока, положение, желаемые механические свойства, химический состав и окружающая среда.
Материалы
Хотя дуговая сварка с флюсовой проволокой известна для сварки черных металлов, она также популярна благодаря своей универсальности при сварке следующих металлов:
Защитный газ
Сварка с двумя защитными газами Защитный газ подается из баллонов или резервуаров в сварочную горелку через шланг подачи .
Аргон и двуокись углерода – Сочетание этих двух газов иногда используется для уменьшения разбрызгивания. Обычно он состоит из 75% аргона и 25% СО2, при этом присадочный металл обеспечивает более высокие прочностные характеристики, чем чистый газ СО2.
Аргон и кислород – Чистый аргон иногда смешивают с 1–2% кислорода для сварки металлов, которые могут подвергаться коррозии под действием CO2, таких как нержавеющая сталь. Смесь также способствует меньшему разбрызгиванию в зоне сварки, подобно смеси аргона и CO2.
Сварочный пистолет
С воздушным охлаждением – Обычно горелки с воздушным охлаждением достаточны для проектов со сварочным током менее 500 ампер. Окружающего воздуха достаточно, чтобы охладить эти пушки с флюсовым сердечником.
 Присутствие защитного газа дополнительно охлаждает сварочный пистолет. Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
Присутствие защитного газа дополнительно охлаждает сварочный пистолет. Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
С водяным охлаждением – Для операций, требующих сварочного тока более 600 ампер, рекомендуется иметь горелки с водяным охлаждением. Как правило, это предпочтительный выбор для непрерывной дуговой сварки порошковой проволокой, когда горелка подвергается воздействию высоких температур в течение более длительного времени. Пистолеты с водяным охлаждением позволяют воде обтекать сопло и контактную трубку для быстрого снижения температуры.
Устройство подачи проволоки
Трубчатый электрод непрерывной подачи приводится в действие двигателем подачи проволоки. В этом аппарате можно настроить скорость подачи проволоки, чтобы контролировать подачу проволоки с катушки на сварочную горелку.
Источник питания
В качестве источника питания для этого метода сварки желательно использовать постоянный ток, так как он в основном применяется для черных металлов. Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
постоянного тока с положительной полярностью (DCEP) — наиболее распространенная настройка мощности, поскольку она обеспечивает глубокое проникновение в металл сварного шва. Также предпочтительно использовать внешний защитный газ для безопасного нанесения присадочного металла на сварной шов.
DC отрицательной полярности (DCEN) используется для сварки более тонких металлов. В то время как самозащитные флюсовые электроды могут использоваться как с положительной, так и с отрицательной полярностью, DCEN иногда является выбором для достижения определенного результата.
Применение дуговой сварки порошковой проволокой
Общий ремонт
Некоторые предпочитают использовать порошковую сварку при выполнении общего ремонта из-за ее портативности. Он может выдерживать суровые внешние условия, в то же время он может сваривать черные металлы.
Трубопроводы
Поскольку сварка FCAW дает сварные швы с минимальной пористостью, производители трубопроводов предпочитают использовать этот метод. Благодаря сварным швам с постоянными механическими свойствами трубы обладают непревзойденной прочностью и долговечностью.
Производство
Обрабатывающая промышленность использует преимущества автоматизации процесса дуговой сварки под флюсом с помощью роботов. В результате получается точный и равномерный сварной шов, а все параметры сварки контролируются.
Судостроение
Трубчатый электрод непрерывной подачи обеспечивает эффективную работу в судостроении. Из-за большого количества мелких компонентов, которые необходимо сваривать, судостроителям приходится постоянно менять места сварки. Сварка порошковой проволокой работает лучше всего, так как ее легко выполнять, когда судостроители маневрируют сварочной горелкой под разными углами.
Подводная сварка
Дайверы пользуются преимуществами защиты, обеспечиваемой слоем защитного газа, создаваемым электродами с флюсовой сердцевиной. Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Преимущества дуговой сварки порошковой проволокой
FCAW обеспечивает более высокое проплавление, чем сварка MIG/MAG.
Возможность сварки черных металлов, так как электрод раскисляет основной металл.
Более портативный, чем сварка MIG, поскольку мы можем использовать FCAW без баллона с защитным газом.
Легче научиться, чем сварка электродом и сварка TIG.
- Для сварки FCAW и MIG
используется один и тот же аппарат.
Флюс создает защитный слой, что позволяет использовать его при сварке на открытом воздухе.
Недостатки дуговой сварки порошковой проволокой
Очистка от шлака.
Полуавтоматическая сварка FCAW приводит к менее качественному сварному шву, чем сварка TIG.
- Трубчатые электроды из флюса
дороже, чем сплошные проволоки.
Распад флюса приводит к чрезмерному выделению токсичных паров.
Захваченные газы в зоне сварки могут образовывать отверстия по мере затвердевания металла.
Замена присадочного металла занимает много времени, поскольку в FCAW используются катушки по сравнению с некоторыми другими процессами, в которых используются короткие электроды.
Важные моменты, которые следует помнить
Дуговая сварка с флюсовой проволокой — это универсальный и эффективный процесс сварки, что делает его лучшим выбором для некоторых применений. Его легче освоить, а переносимость, которую он приносит на стол, делает его привлекательным процессом.
FCAW постепенно заменяет дуговую сварку металлическим электродом в среде защитного газа (SMAW) в таких отраслях, как производство и строительство. Основной причиной этого является автоматизация, при которой роботы берут на себя сборочные линии, выполняя сварку с высочайшей точностью в любом положении сварки.
Мы определенно можем ожидать, что сварка с флюсовой проволокой останется сегодня одним из самых популярных методов сварки, поскольку постоянные инновации еще больше повышают ее эффективность и универсальность.
Все о сварке с флюсом
Ремонтируете ли вы что-то или изготавливаете что-то новое, скорее всего, вам понадобится сварочный аппарат. Если у вас нет сварочного аппарата, то настоятельно рекомендуется сразу его обзавестись. Хотя вы можете запутаться, поскольку существует множество сварочных аппаратов.
В то время как некоторые из них предназначены для небольших сварных швов и базового использования, другие могут подходить для тяжелых условий эксплуатации и промышленного использования в зависимости от типа сварочного аппарата, который вы приобрели. Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Краткое описание
Основы дуговой сварки с флюсовой проволокойПрежде чем приступить к изучению всей подробной информации, касающейся сварки с флюсовой проволокой, вы должны знать ее основы и почему она считается одним из лучших вариантов.
Если вы не знакомы с этим, дуговая сварка с флюсовым сердечником или FCAW — это простой в использовании процесс сварки, поскольку он не только является полуавтоматическим, но и очень похож на сварку MAG, которая также очень популярен для тяжелых условий эксплуатации. Для работы сварочного аппарата с флюсовой проволокой электрод с непрерывной подачей проволоки сочетается с источником сварочного тока постоянного напряжения. Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Почему сварка под флюсом? Помимо того, что она идеально подходит для тяжелых условий эксплуатации, сварка с флюсовой проволокой также достаточно универсальна, поскольку ее можно оптимизировать в соответствии с вашими потребностями. В то время как для некоторых сварочных работ может потребоваться защитный газ, другие можно выполнять без него. Если вы не используете защитный газ, он идеально подходит для использования на открытом воздухе, когда ветер может сдуть защитный газ. Но основная причина использования дуговой сварки с флюсовой сердцевиной заключается в том, что она обеспечивает высокую скорость сварки, что делает ее идеальной для тяжелых условий эксплуатации.
В то время как для некоторых сварочных работ может потребоваться защитный газ, другие можно выполнять без него. Если вы не используете защитный газ, он идеально подходит для использования на открытом воздухе, когда ветер может сдуть защитный газ. Но основная причина использования дуговой сварки с флюсовой сердцевиной заключается в том, что она обеспечивает высокую скорость сварки, что делает ее идеальной для тяжелых условий эксплуатации.
Несмотря на то, что мы более подробно и подробно рассмотрим все преимущества и недостатки сварки с флюсовым сердечником, понимаем ее преимущества, чтобы понять, почему ее можно предпочесть другим типам сварочных процессов. Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Так как он также может работать без защитного газа, вы можете использовать его во многих случаях, когда газ может сдуться. Если вы хотите выполнять высокоточные и детализированные сварные швы с помощью сварочного аппарата, то сварочный аппарат с флюсовой проволокой может стать отличным вариантом, так как его электрод подается автоматически.
Если вы хотите выполнять высокоточные и детализированные сварные швы с помощью сварочного аппарата, то сварочный аппарат с флюсовой проволокой может стать отличным вариантом, так как его электрод подается автоматически.
Теперь, когда вы знаете больше о дуговой сварке с флюсовой сердцевиной и ее основных преимуществах по сравнению с другими типами сварочных процессов, вам следует больше узнать о ее функционировании. Зная, как работает ваш сварочный аппарат, вы сможете использовать его более эффективно, а также устранять небольшие проблемы, с которыми вы можете столкнуться при его использовании.
Ключевой принцип работы аппарата для дуговой сварки с флюсовой сердцевиной включает использование высокотемпературной электрической дуги для сплавления сварочного материала вместе со свариваемым материалом. Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
В то время как некоторые из вас могут использовать внешний защитный газ во время сварки, другие могут предпочесть использовать его без газа. Помимо защитного газа, флюс, присутствующий внутри сердечника, также плавится для защиты свариваемого металла, что приводит к двойному экранированию. В результате вы можете легко сваривать более толстые металлы, если используете смесь защитного газа из аргона и углекислого газа. Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Идеально, если дует сильный ветер и защитный газ не может защитить свариваемый металл. Такая способность к самозащите достигается за счет электродов, заполненных флюсом, которые при нагревании образуют собственный защитный газ. Помимо того, что этот тип самозащитной сварки является отличным вариантом для использования на открытом воздухе, он также отлично подходит для портативного использования, поскольку вам не нужно носить с собой баллоны с защитным газом.
Советы по сварке с флюсовым сердечникомЕсли у вас уже есть сварочный аппарат с флюсовым сердечником в вашей мастерской или вы планируете приобрести новый, он будет достаточно эффективен для вас только тогда, когда вы знаете, как с ним работать в совершенстве. Хотя основные принципы сварки остаются теми же и для сварочных аппаратов с флюсовой проволокой, есть несколько советов, которые вы должны иметь в виду, включая следующие:
- При использовании сварочного аппарата с флюсовой проволокой необходимо убедиться, что полярность электрода установлена на отрицательную, а не на положительную.

- Очень важно поддерживать его в прохладном месте с помощью надлежащей вентиляции.
- Во время сварочного процесса вы всегда должны очищать весь шлак после каждого прохода, чтобы получить чистые сварные швы.
- Если вы хотите сделать плоские сварные швы, вы должны сваривать под углом 90 градусов и 10 градусов назад. С другой стороны, тавровые соединения должны выполняться под углом 45 градусов, а соединения внахлестку под углом 60-70 градусов в пределах одного сварного шва.
- Для горизонтального угла сварочную горелку необходимо переместить вверх на 10 градусов. А для вертикального угла вам нужно переместить его вниз для более тонких металлов и вверх для металлов толще ¼ дюйма.
- В большинстве случаев параметры вашего сварочного аппарата следует уменьшить на 10-15% для достижения наилучших результатов.
Прежде чем использовать сварочный аппарат с флюсовой проволокой в своей мастерской или в любом другом удаленном месте, убедитесь, что вы используете его только с подходящими совместимыми металлами. К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
Тем из вас, кто все еще не понимает, что такое сварочные аппараты с флюсовой проволокой, по сравнению с другими, может быть интересно узнать еще больше. Всякий раз, когда вы покупаете какой-либо инструмент или оборудование для своей мастерской, было бы неплохо рассмотреть его преимущества и недостатки. Точно так же, прежде чем выбрать аппарат для дуговой сварки с флюсовым сердечником, обязательно рассмотрите следующие преимущества и недостатки:
Преимущества- Благодаря двойному экранированию аппарат для сварки флюсовой проволокой не только может использоваться для сварки толстых металлов, но и вне помещений, где использование защитного газа может оказаться нецелесообразным.

- Если вы не используете защитный газ в сварочном аппарате с флюсовой проволокой, то он также является отличным переносным вариантом, так как не требует газового баллона.
- Поскольку сварочные аппараты с флюсовой проволокой полагаются на электроды с непрерывной подачей, их общая скорость сварки намного выше и более приемлема для крупномасштабных операций.
- Вы можете использовать свой аппарат для дуговой сварки с флюсовой сердцевиной для выполнения сварных швов практически под любыми углами и положениями с почти одинаковыми результатами, если вы используете его правильно.
- Если вы правильно используете сварочный аппарат с флюсовой проволокой, вероятность возникновения проблем с пористостью очень мала.
- Подобно многим другим типам сварочных процессов, сварка с флюсовой сердцевиной также может выделять ядовитый дым, который в долгосрочной перспективе вреден для вашего здоровья.
- В некоторых случаях вы даже можете столкнуться с пористостью, если защитный газ не сможет выйти до того, как металл сварки схватится.

- Поскольку при сварке с флюсовой проволокой для сварки используются полые электроды, вам необходимо соблюдать особую осторожность при их хранении и транспортировке.
- Если вы не подаете электрод непрерывно при использовании сварочного аппарата с флюсовой проволокой, вы можете столкнуться со многими проблемами.
- Как упоминалось ранее в советах по сварке с флюсовым сердечником, шлак необходимо удалять при каждом сварочном проходе, что для многих может быть довольно утомительным.
После проверки всех различных подробностей, касающихся дуговой сварки с флюсовой проволокой и аппаратов для сварки с флюсовой проволокой, указанных выше, вы должны знать большую часть деталей, касающихся этого типа процесса сварки. Это может быть удобно для выбора дуговой сварки под флюсом среди других типов сварочных процессов. Вы также можете узнать, как получить максимальную отдачу от вашего сварочного аппарата с флюсовой проволокой, благодаря различным советам, изложенным выше.