общие сведения и технология, изготовление сварочного аппарата своими руками
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками. Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
- Общие сведения
- Основные преимущества
- Краткая технология
- Подготовительные мероприятия
- Выбор электродов
- Материалы и инструменты
- Изготовление оборудования
- Источник питания
- Намотка трансформатора
- Сборка блоков контакта
- Техника безопасности
Общие сведения
Самодельная точечная сварка — это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Основные преимущества
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:
- прочность шва;
- дешевизна процесса;
- уменьшение затрат времени;
- простота оборудования;
- возможность выполнения в условиях домашней мастерской;
- автоматизация на предприятиях.
Среди большого количества преимуществ, есть и один недостаток. Специалисты считают такой вид соединения негерметичным.
Краткая технология
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:
- Соединяемые детали совмещаются в нужном положении и надёжно фиксируются.

- Затем они помещаются между электродами сварочного аппарата и плотно сжимаются.
- После этого обрабатываемые детали нагреваются. Это нужно делать до тех пор, пока материал не станет пластичным и легко деформируемым.
- Устройство передаёт кратковременный импульс, благодаря которому металл плавится в местах контакта с электродами.
- Как только действие тока прекращается, расплавленный материал застывает и надёжно скрепляет детали между собой.
Подготовительные мероприятия
Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
Выбор электродов
Главный атрибут контактной сварки — электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.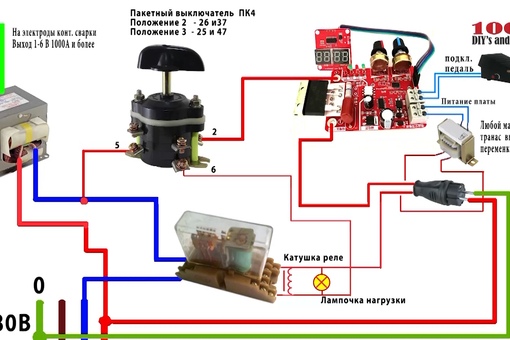
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника — конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
- Для сварки изделий из того или иного материала необходимо подбирать оптимальные для него виды электродов.
- Не использовать тонкие наконечники для тяжёлой сварки.
- Пользоваться водяной рубашкой.
- Соблюдать условия хранения электродов и избегать их механических повреждений.
Специалисты не рекомендуют подпиливать их, так как это может привести к трещинам и неровностям.
Из-за таких дефектов процесс сварки усложнится, а полученный шов будет некачественным.
Материалы и инструменты
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов. В процессе работы над устройством понадобится:
- электрическая дрель;
- болгарка;
- фрезер;
- ножовка по металлу;
- напильник;
- паяльник;
- молоток;
- зубило;
- острый нож;
- отвёртка;
- ножницы по металлу;
- металлическая линейка;
- штангенциркуль;
- гаечные ключи.
Изготовление оборудования
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Источник питания
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:
- Управление разрядом осуществляется за счёт тиристоров.
- Необходимый заряд накапливается на обкладках конденсаторов. При этом вспомогательная цепь трансформатора должна быть отключена.
- В качестве выпрямителей сигнала используются диоды.
В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.
Разряд конденсаторов осуществляется так:
- Во время размыкания главной цепи происходит зарядка установленных конденсаторов.
- После включения сварочного аппарата они разряжаются на обмотку.
 Сила разряда меняется при помощи тиристоров.
Сила разряда меняется при помощи тиристоров. - Весь цикл повторяется при выключении устройства.
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Намотка трансформатора
Одна из главных составляющих аппарата для точечной сварки — выходной трансформатор. С его помощью на электрод подаётся нужная сила тока. Такой прибор можно делать своими руками и использовать его в общей конструкции. Для этого нужно выполнить несколько простых действий:
- Из поломанного трансформатора изымается сердечник. Необходимо выбирать тот, который будет состоять из стальных пластинок с поперечным сечением не менее 60 квадратных сантиметров.
- На одну из его стоек наматывается первичная обмотка. Для этих целей лучше всего применять медные провода диаметром не более 3 мм.
- Поверх обмотки кладётся специальная бумага для трансформаторов. Она выполняет функцию электроизоляции и помогает уберечь устройство от преждевременного выхода из строя.

- Края провода фиксируются на контактной колодке, которая располагается в верхушке сердечника.
- На другую стойку наматывается вторичная обмотка. Делается она в виде двух витков шины, которая собирается из медных проводов.
- Для дополнительной безопасности она обматывается любым видом изоляции.
- Сверху также кладётся трансформаторная бумага, а концы провода выводятся на колодку.
Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Сборка блоков контакта
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
- Первым делом берутся 2 пластины из текстолита или гетинакса. Их толщина должна варьироваться в пределах 8−10 миллиметров.
- Из них выпиливаются две заготовки, которые по форме напоминают пистолет.
 Их длина не должна превышать 25 сантиметров.
Их длина не должна превышать 25 сантиметров. - В передней части деталей выполняются полукруглые проточки для установки электродов. Их радиус должен быть примерно 6 мм, а длина — 6 см.
- Отступив от крайнего среза треть метра, вытачивают паз прямоугольной формы для установки гайки, которая будет крепить электрод.
- В месте изгиба исходной заготовки просверливаются необходимые отверстия для крепления пускового выключателя.
- По всей поверхности двух частей пистолета проделываются отверстия для их соединения друг с другом.
- Затем выполняются проточки, которые обеспечат беспрепятственный подвод кабеля.
- Из медного прутка диаметром 8 миллиметров делается электрод длиной не менее 60 мм.
- На одном из краёв нарезается резьба под используемую в устройстве гайку.
- Верхушка электрода затачивается в виде конуса с закруглённым концом.
- На следующем этапе работы выполняется сборка всех деталей. Для этого на электрод накручивается гайка.

- Затем к торцу припаивается провод, соединяющийся с пусковым механизмом.
- После этого вставляется и подключается выключатель.
- Обе половинки пистолета прочно скрепляются между собой.
Техника безопасности
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
- Заземление всех потенциально опасных частей оборудования. Такая мера поможет избежать поражения током.
- Перед началом работы необходимо проверять исправность устройства.
- Надевать защитные средства, которые помогут избежать удара током.
- Все элементы управления не должны быть под высоким напряжением.

- В устройстве должны быть использованы провода с большим сечением.
- Использовать рукавицы, которые уберегут руки от случайно отлетевших брызг металла, а также специальный головной щиток. Последний убережёт глаза сварщика от негативного воздействия яркой вспышки.
- Применять защитные средства для органов дыхания или выполнять работу в хорошо вентилируемом помещении. Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
- Все кнопки аварийного отключения должны находиться в рабочем состоянии. При этом доступ к ним нельзя загораживать какими-либо предметами.
- Место проведения работы желательно отгородить щитками, чтобы избежать различных негативных последствий, возникающих в случае непредвиденной ситуации.
- Необходимо максимально снизить вероятность получения травмы от движущихся частей аппарата.
Точечная сварка — это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе.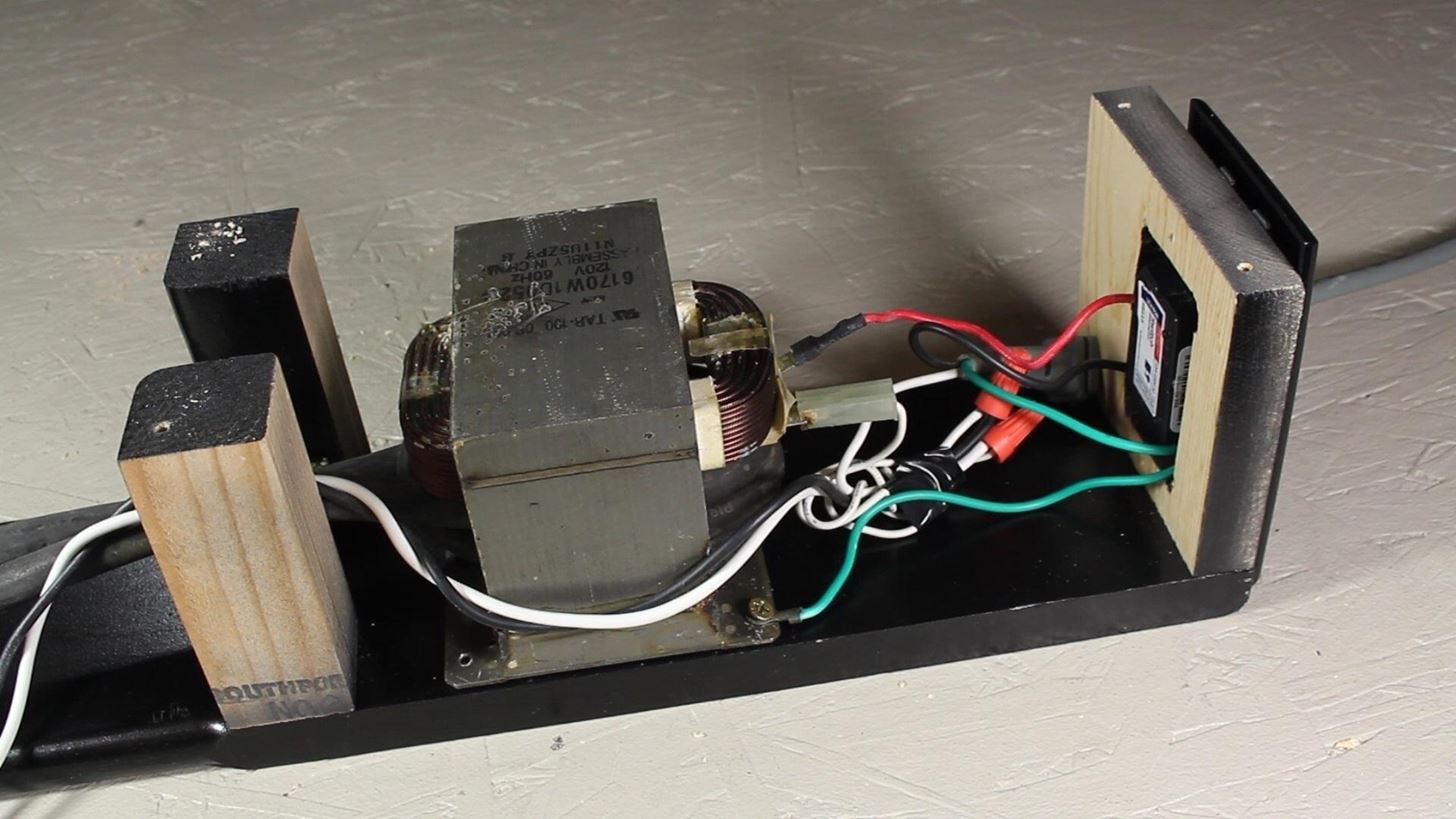 При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
Как сделать аппарат точечной сварки своими руками из телевизора?
Время чтения: 8 минут
У многих из нас в гараже, на балконе или на даче есть старые ламповые телевизоры советского производства. Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны. Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.8 мм. Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
У самодельного аппарата для точечной сварки много преимуществ перед заводскими моделями. Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
В этой статье мы подробно расскажем, что из себя представляет точечная сварка и как смастерить аппарат точечной сварки своими руками в домашних условиях. Вам понадобится набор простых деталей, которые несложно найти у себя в гараже или купить с рук. В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
Содержание
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек. Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Читайте также: Что такое аппарат точечной сварки?
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен.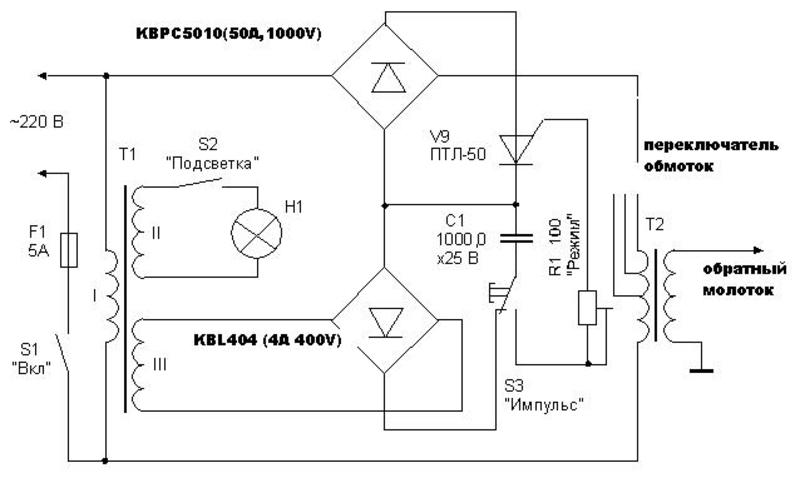 Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Как сделать точечную сварку
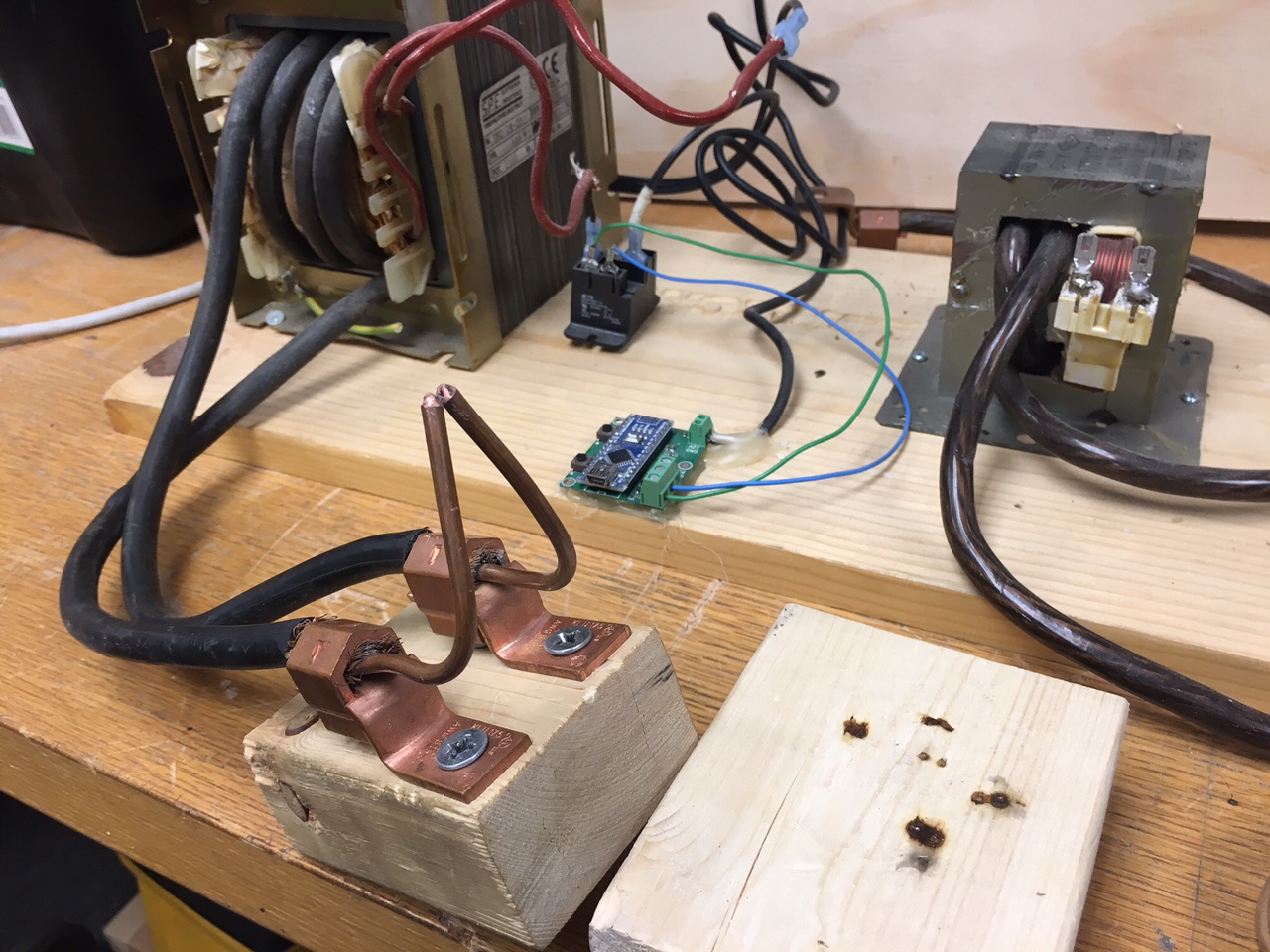
Чтобы сделать наш самодельный аппарат точечной сварки, понадобится время и терпение. Контактная сварка своими руками из подручных материалов потребует от вас силовых трансформаторов типа ТС-270, которые как раз и можно достать из телевизора. Трансформаторов нужно не менее 6 штук. Также вам понадобятся петли размагничивания кинескопа.
Если у вас нет нужных трансформаторов, их можно найти на онлайн-досках объявлений. Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Эскиз аппарата
Ниже вы можете видеть эскиз нашего самодельного аппарата. Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Каркас и вторичная обмотка
Каркас мы будем делать из гетинакса. Возьмите листы толщиной 2.5 миллиметра и соберите каркас на основе чертежа ниже. После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.
При наматывании считайте витки. Их должно быть около 150. Не забывайте класть бумагу от трансформаторов между слоями. Когда будете наматывать последние витки, кладите сразу несколько слоев бумаги.
Далее нужно сделать вторичную обмотку. Для этого разберите петли размагничивания и намотайте 350 проводов. Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Затем намотанный жгут нужно обмотать тесьмой и полиэтиленом. Намотайте так же, как наматывали петли. Теперь нужно зачистить концы жгута, скрутить по 10 жил друг с другом и все спаять. Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Блок управления
Точечная сварка из трансформаторов от телевизора еще не закончена. Вам понадобится сделать дополнительное устройство управления. Ниже его схема.
Давайте подробнее остановимся на схеме. Как видно, устройство состоит из сварочного трансформатора (T1), блока питания (Т3), VD1-VD4 на микросхеме (D6). Также есть формирователь импульса запуска (D5.2-D5.3), устройства выдержки (D4.1-D4.3, D1-D3, D5.1, D4.5).
Схема работает так. Сначала автоматом (SA4) включается питание. Напряжение подается на первичную обмотку нашего трансформатора (Т3). Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки. Обратите внимание, что фильтрующая часть разделена с помощью диода (VD6). По этой причине частота в 100 Гц подается на резистивные делитель, прямо на вход формирователя импульсов (DD4.1-DD4. 3). А с формирователя подается на вход десятичного счетчика.
3). А с формирователя подается на вход десятичного счетчика.
Если на входе ЕС и на входе R есть логический ноль, то счетчик начинает считать. Логический ноль происходит тогда, когда нажата кнопка SB1.
Чертеж платы
После того, как вы собрали устройство управления, его нужно поместить на печатную плату. Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.
Подробнее о деталях
Пару подробностей об используемых деталях. Как мы уже указали выше, вам понадобятся не любые трансформаторы из телевизора. Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Подобранный нами трансформатор отличается напряжением на вторичной обмотке около 20 Вольт. При этом ток потребляется крайне мало, всего около 50 миллиампер. В принципе, под эти характеристики подходит практически любой трансформатор для контактной сварки из телевизоров. Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Также используются тиристоры без радиаторов типа VS1-VS2 , но вместо ним можно использовать Т142-50. Еще можно взять один симистор типа ТС2-80.
Трансформатор нужно намотать на кольцевой ферритовый сердечник. Подойдет марка M2000НМ. Оптимальный размер сердечника — К20х12х6. Первичная обмотка должна содержать около ста витков провода. Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Что касается переключателей, то мы использовали наборные, взятые из станков ЧПУ. Отлично подходят выключатели от станков ПМП-10200ПУ3, ПП10. Но не столь важно, какие именно переключатели вы будете использовать. Главное, чтобы у них была одна группа на десять позиций. В качестве кнопки (на схеме SB1) используется микропереключатель МП11. Также можно использовать КМ1-1. Также мы использовали выключатель-автомат (на схеме SA4) типа А63. Он на 20 Ампер. Часто такой можно встретить в многоквартирных домах в электрощитках.
Он на 20 Ампер. Часто такой можно встретить в многоквартирных домах в электрощитках.
Вместо заключения
Вот и все. Теперь вы точно знаете, как сделать аппарат для точечной сварки своими руками, используя детали из старого телевизора. Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить. Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0.8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом. Но оно и не нужно от самодельного прибора.
Как вам статья?
Electroweld Ручной аккумуляторный точечный сварочный аппарат 5 кВА (BSP-5H) – Electroweld Industries
Перейти к содержимому+
Часто задаваемые вопросы (FAQ) :
Как мы можем запросить котировки цен или запросить машину для нашего конкретного применения сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
Для получения непосредственной помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в масштабе с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Звоните (офис в Индии): +91 2 22 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: sales@ electroweld.com
Напишите нам линию, и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях франко-завод FOB/CIF через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо на [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на индивидуальную настройку по адресу: [email protected]
. Для международных заказов указанная цена включает доставку, оплачиваемую поставщиком через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу
— Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0007
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна 4 ПОДДЕРЖКА: Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране. Отправьте запрос на обслуживание по следующей ссылке: Вы также можете отправить запрос на обслуживание по электронной почте service@electroweld. УСЛОВИЯ приобретения продукции ELECTROWELD INDUSTRIES доступны ЗДЕСЬ Electroweld Industries 5, Hira Compound, RC Marg, Чембур, Мумбаи, ИНДИЯ — 400074 Звоните ( Офис в Индии): +91 222 522 6180, +91-9702579330 Мобильный телефон/WhatsApp: +91-9820160332 Телефон (продажи в США/Мексике): +1 (214)-63 6-3048 Электронная почта: [email protected] Напишите нам, и мы свяжемся с вами как можно скорее Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки? Контактная информация: Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач. Электросварочные предприятия 5, Hira Compound, R.C Marg Чембур, Мумбаи, ИНДИЯ — 400074 Телефон (офис в Индии): +91 222 522 6180, +91-9702 579330 Мобильный/WhatsApp: +91 -9820160332 Телефон (отдел продаж США/Мексики): +1 (214)-636-3048 Электронная почта: [email protected]  com
com 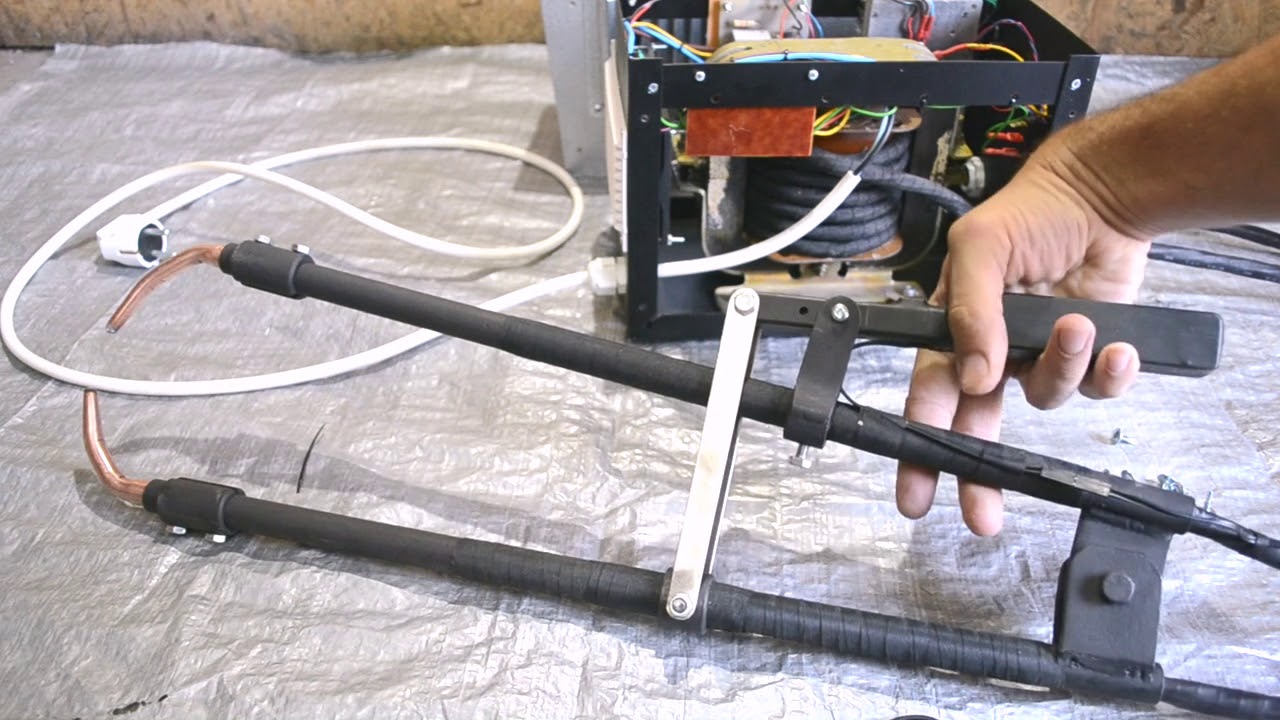
Welding Safety — Spot Weld, Inc.
В последние 10-20 лет безопасность сварщиков сопротивлением стала приоритетом. Из-за характерной точки защемления между электродами были разработаны многочисленные решения (некоторые с разной степенью успеха). Ниже мы перечислим некоторые из наиболее распространенных.
Unitrol SoftTouch доступен уже много лет. Лишь недавно он стал доступен как автономная система. Это означает, что вам не нужен контроль сварки Unitrol для установки SoftTouch Control.
Это означает, что вам не нужен контроль сварки Unitrol для установки SoftTouch Control.
Эта система Защищает от защемления с помощью пассивной системы. Его не нужно настраивать при каждой новой настройке сварки (как это требуется в некоторых системах). Устанавливается на любой тип точечной сварки.
Он работает, поддерживая низкое усилие электрода (менее 50 фунтов силы) до тех пор, пока не станет безопасным приложение полного сварочного усилия.
С некоторыми типами приварных гаек система Soft-Touch может даже использоваться в качестве системы проверки приварных гаек (система проверки гаек [NVS]).
Эта система с пассивным резервированием одобрена Управлением по охране труда и промышленной гигиене США (OSHA) на производственных предприятиях по всей стране.
нажмите здесь, чтобы узнать больше
КАК ЭТО РАБОТАЕТ: После инициации электроды начинают закрываться под действием НЕБОЛЬШОЙ СИЛА. Система UNITROL TOUCH SENSOR определяет, когда электроды сомкнулись на свариваемом металле или рядом с ним. Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение.
Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение.
При изменении силы сварки или расстояния между электродами регулировка SOFT TOUCH не требуется. Система настраивается в полевых условиях (блокируемые настройки), так что усилие между электродами на начальном участке хода остается достаточно низким, чтобы избежать серьезных травм пальцев оператора. Для прессовщиков это даже уменьшит усилие между электродами до значения, значительно меньшего, чем собственный вес домкрата.
- СИСТЕМЫ БЕЗОПАСНОСТИ: Если выключатель датчика уже замкнут при запуске сварочного аппарата, электрод даже не начнет двигаться, а на дисплее будет показано, какой вход датчика в это время закрыт.
- Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды закроются с небольшим усилием, а затем вернутся после короткой задержки, устанавливаемой пользователем (1–99 циклов).
НЕОБХОДИМОЕ ОБОРУДОВАНИЕ: Чтобы эта система работала, вам потребуется добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и прецизионный регулятор давления к существующей 4-ходовой системе с внешним управлением (или прямого действия). соленоидный клапан. Unitrol предлагает три комплекта для простой установки:
соленоидный клапан. Unitrol предлагает три комплекта для простой установки:
- ГРУЗОВЫЕ МАЧТЫ: Этот комплект #9181-34W используется на: МАШИНАХ ДЛЯ СВАРКИ ПРЕССОМ, которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) более 50 фунтов. Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
- ОБЛЕГЧЕННЫЕ ПОРШНИ: Этот комплект № 9181-34Y используется на:
- СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ПРЕССОВ, которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов или не падают под собственным весом.
- СВАРОЧНЫЕ МАШИНЫ ДЛЯ КОРОМЫШЕНИЙ Комплект поставляется с заводскими подводами для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
- ОБЛЕГЧЕННЫЕ ТРАНСФЕРЫ ДЛЯ ПАДЕНИЯ ГРАВИТОМ: Этот комплект № 9181-34H используется на:
- СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ПРЕССОВ, которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов и плавно падают под действием силы тяжести.
 Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
- СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ПРЕССОВ, которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов и плавно падают под действием силы тяжести.
РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный переключатель или систему LVD, настроенную на замыкание переключателя, когда расстояние между электродами составляет менее ¼ дюйма. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока металл не будет обнаружен, а бесконтактный переключатель не будет закрыт. Это часто полезно для приложений, где свариваемые детали не являются плоскими до процесса сварки.
Упрощенная настройка:
- Нет пользовательской калибровки, НИКОГДА. Просто установите и включите питание.
- Универсальный: работает с инвертором MFDC, отличного от Unitrol, и однофазным регулятором переменного тока. Замените два съемных реле для использования с напряжением электромагнитного клапана 115 В переменного тока или 24 В постоянного тока.
- Всегда готов к защите: не требует калибровки даже при включении питания, смене материала или инструментов.

- Мгновенно настраивается на ваш сварочный аппарат: не останавливает производство для повторной калибровки. Автоматически компенсирует изменения положения переключателя ответвлений трансформатора или сдвиги сетевого напряжения.
- Новый внешний вид: удобный для чтения рабочий дисплей. Точно показывает, что происходит. Возможна установка с любой стороны корпуса.
- поддерживает SOFT TOUCH RETRACT: просто добавьте дополнительную пневматическую систему RETRACT с концевым выключателем HEAD DOWN для полной защиты.
- Полное электрическое резервирование: все входы и выходы требуют закрытия как электромеханических, так и полупроводниковых резервных компонентов для полной безопасной работы. Выходное реле самоконтроля для предотвращения каких-либо операций в случае обнаружения неисправности.
Как всегда, UNITROL SOFT TOUCH:
- нельзя обойти.
- Провода датчиков всегда вдали от производственной зоны: провода датчиков подключаются к выходу вторичного сварочного аппарата.
 Никогда не нужно перемещать провод датчика ближе к электродам для любого типа сварщика.
Никогда не нужно перемещать провод датчика ближе к электродам для любого типа сварщика. - Fast Release: электроды закрываются с небольшим усилием и освобождаются менее чем за полсекунды, если между электродами не обнаружен металл.
- Закрытие электродов без начальной задержки: Электроды начинают двигаться одновременно с инициированием управления сваркой. Скорость закрытия не зависит от давления сварки.
- Работает с концевым выключателем глубины ползуна: для резервной системы, требующей замыкания как непрерывности электрода, так и замыкания концевого выключателя глубины плунжера.
Ладонные кнопки, возможно, являются старейшим доступным устройством безопасности машин. Кнопки стали более высокотехнологичными, и они стали более надежными, но, по сути, они остаются важной частью протоколов безопасности на многих объектах. Однако у кнопок ладони есть один часто фатальный недостаток; Вы должны отпустить деталь, чтобы начать сварку. В случае многих инструментов и машин на рабочем месте бывают случаи, когда просто нецелесообразно создавать приспособление для каждой детали, которую вы пропускаете через свою машину.
Кнопки на ладонях защищены от привязывания (это означает, что вы не можете заклеить их скотчем… старый промышленный обход безопасности). Они часто являются инфракрасными и обнаруживают только ваши руки (поэтому отвертка не инициирует сварку). Работают в перчатках. Кнопки обычно крепятся к оборудованию или на переносной подставке.
Физические охранники обычно используются в сочетании со световыми завесами и/или ладонными кнопками. Как правило, они состоят из алюминиевых профилей и прозрачного поликарбонатного листа. Необходимо, чтобы они изготавливались по индивидуальному заказу для каждого приложения, поскольку неограниченное разнообразие деталей и размеров сделает «стандартную защиту» непригодной для использования в большинстве ситуаций.
Физическая охрана должна быть указана после инженерного исследования вашего ассортимента деталей.
Световые завесы чаще всего используются при наличии физической охраны и при сварке большого количества одних и тех же деталей на одном и том же станке.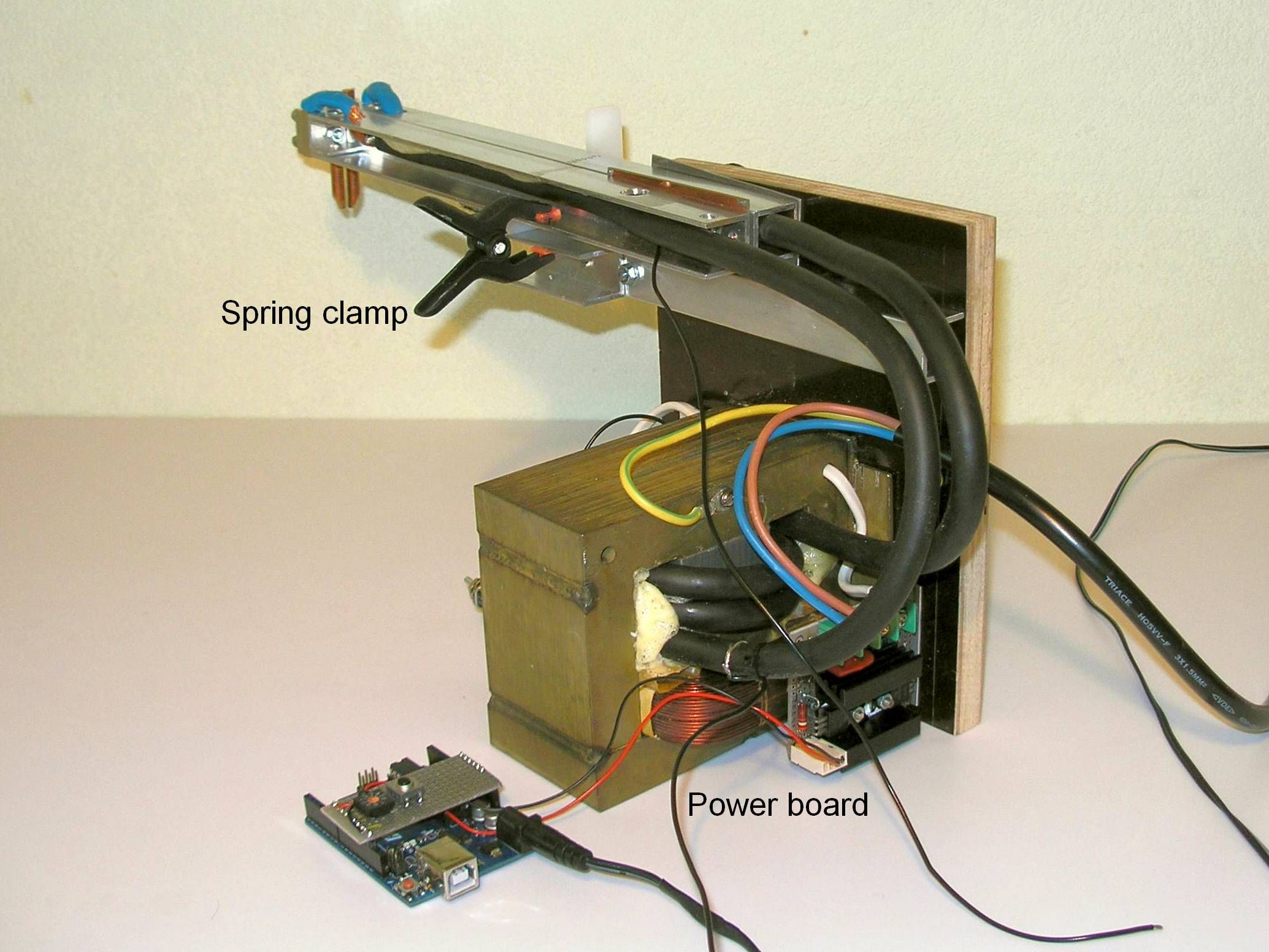 Они препятствуют тому, чтобы руки оператора находились в зоне сварки во время сварки. Они безопасны и эффективны. Световые завесы могут оказаться проблематичными при работе с крупными деталями или листовым металлом. Как и кнопки на ладони, световые завесы часто требуют, чтобы оператор уложил деталь в гнездо или приспособление. Это может быть непрактично для небольших партий деталей.
Они препятствуют тому, чтобы руки оператора находились в зоне сварки во время сварки. Они безопасны и эффективны. Световые завесы могут оказаться проблематичными при работе с крупными деталями или листовым металлом. Как и кнопки на ладони, световые завесы часто требуют, чтобы оператор уложил деталь в гнездо или приспособление. Это может быть непрактично для небольших партий деталей.
Световые завесы также должны быть указаны после инженерного исследования ваших деталей.
Защитные двери похожи на гаражные ворота, которые быстро открываются и закрываются. У них часто есть окно из прозрачного винилового стекла. Они обычно используются с автоматизированными станциями сварки MIG/TIG. Они работают очень похоже на световые завесы, но обеспечивают физическую защиту вместо невидимого светового луча. Физическая дверь может обеспечить дополнительную защиту от искр, возникающих в процессе сварки. У них часто есть датчики, чтобы убедиться, что сама дверь не создает точки защемления.