
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
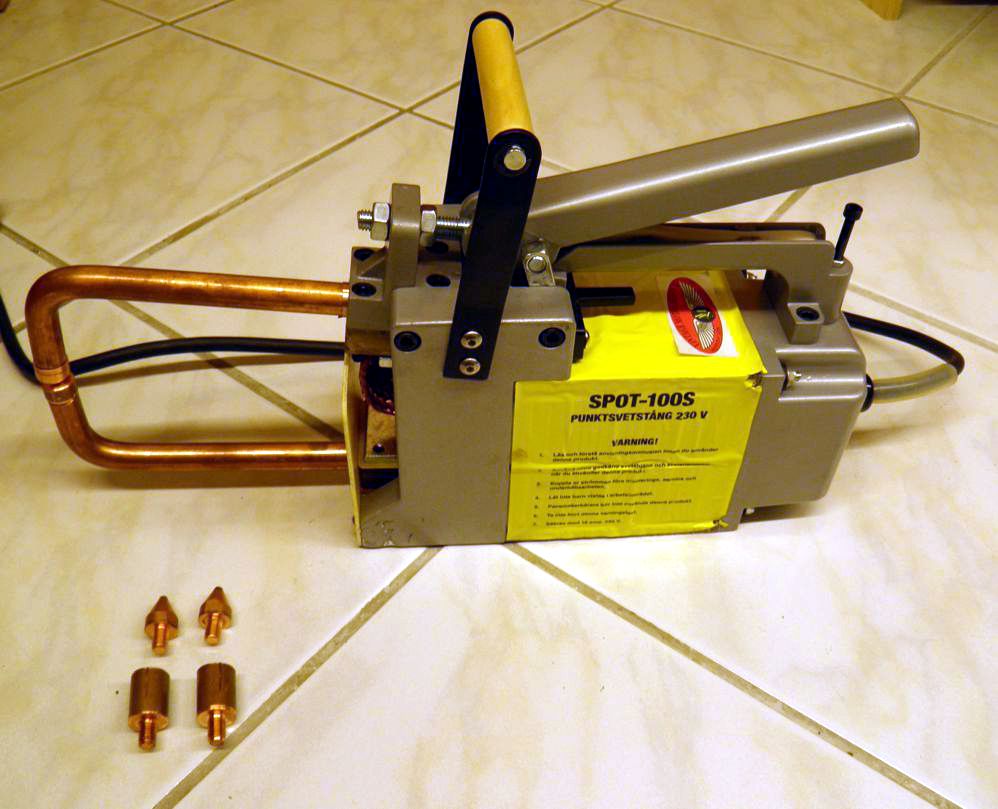
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки Обозначения:- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.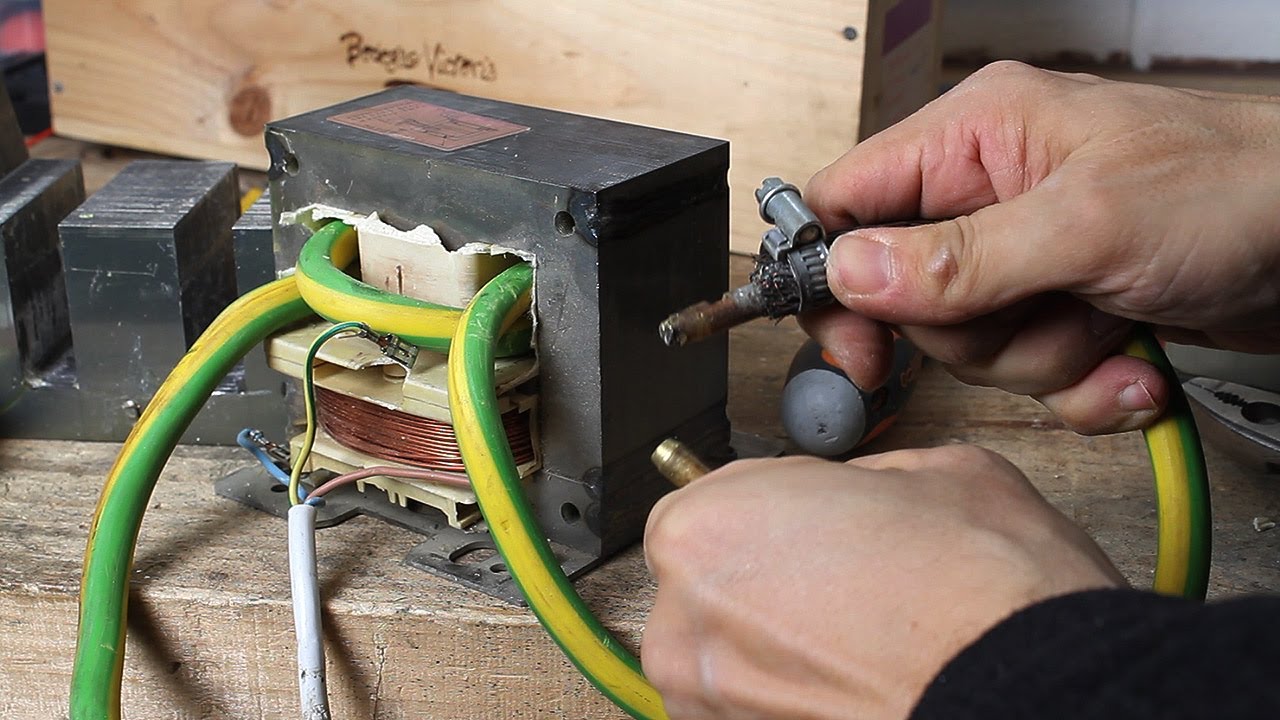
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т. д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка своими руками из микроволновки – схема, видео, фото
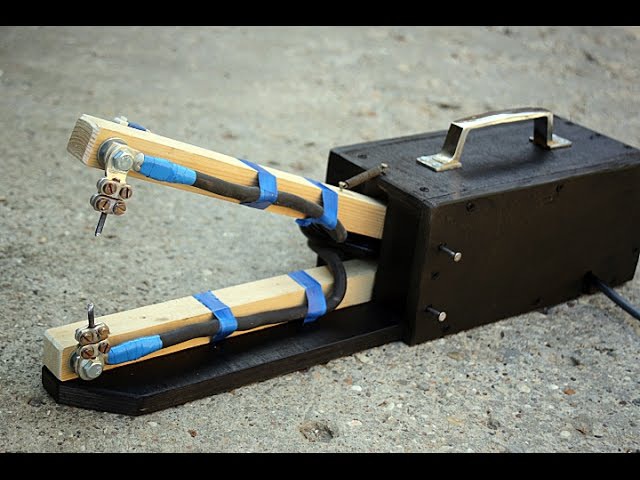
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации.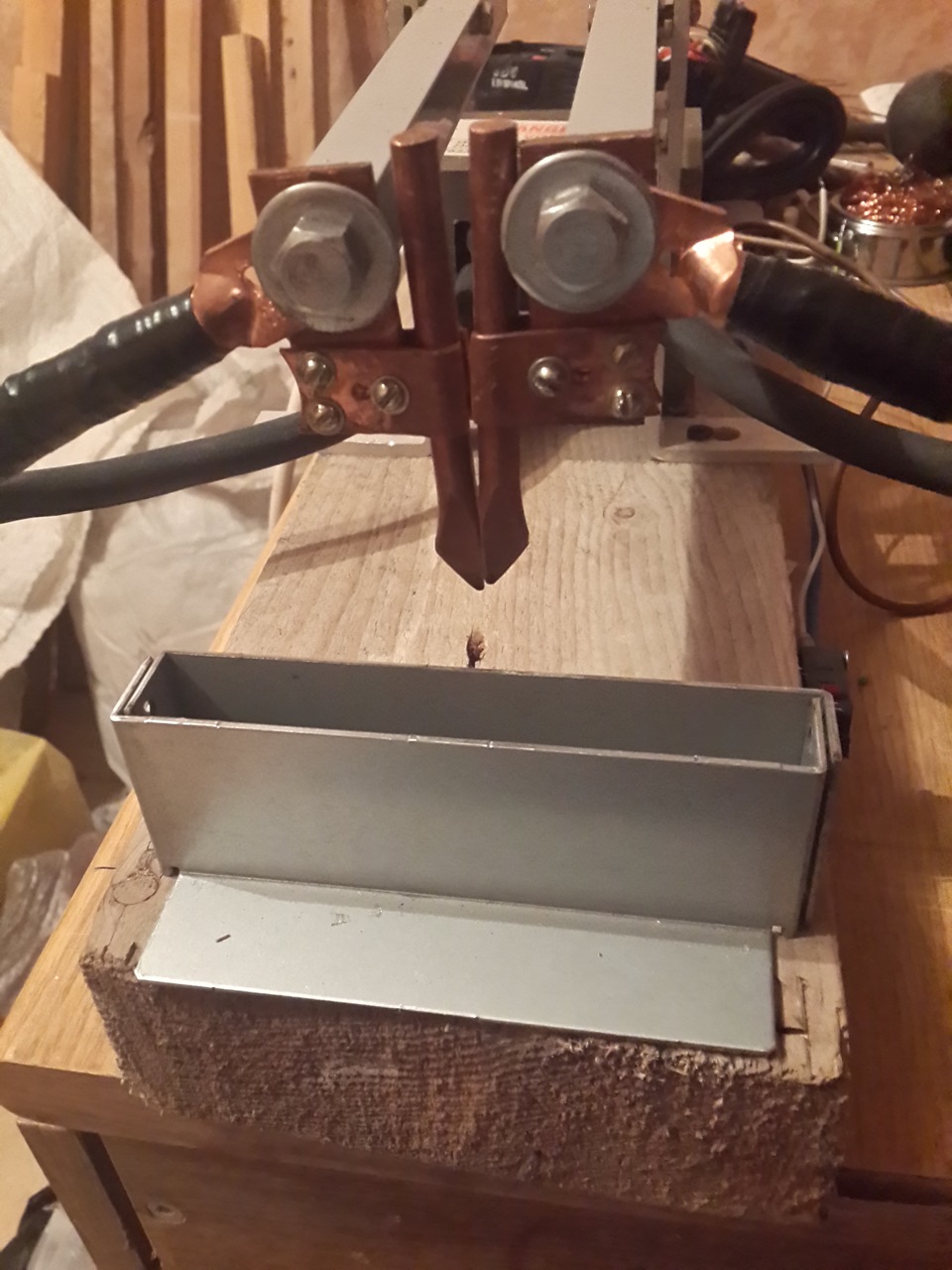 Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
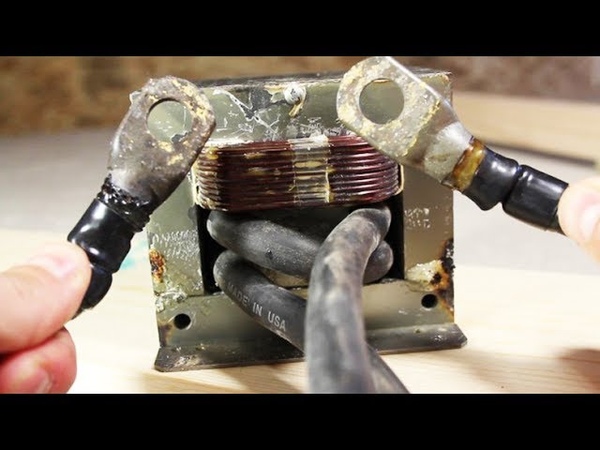
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см.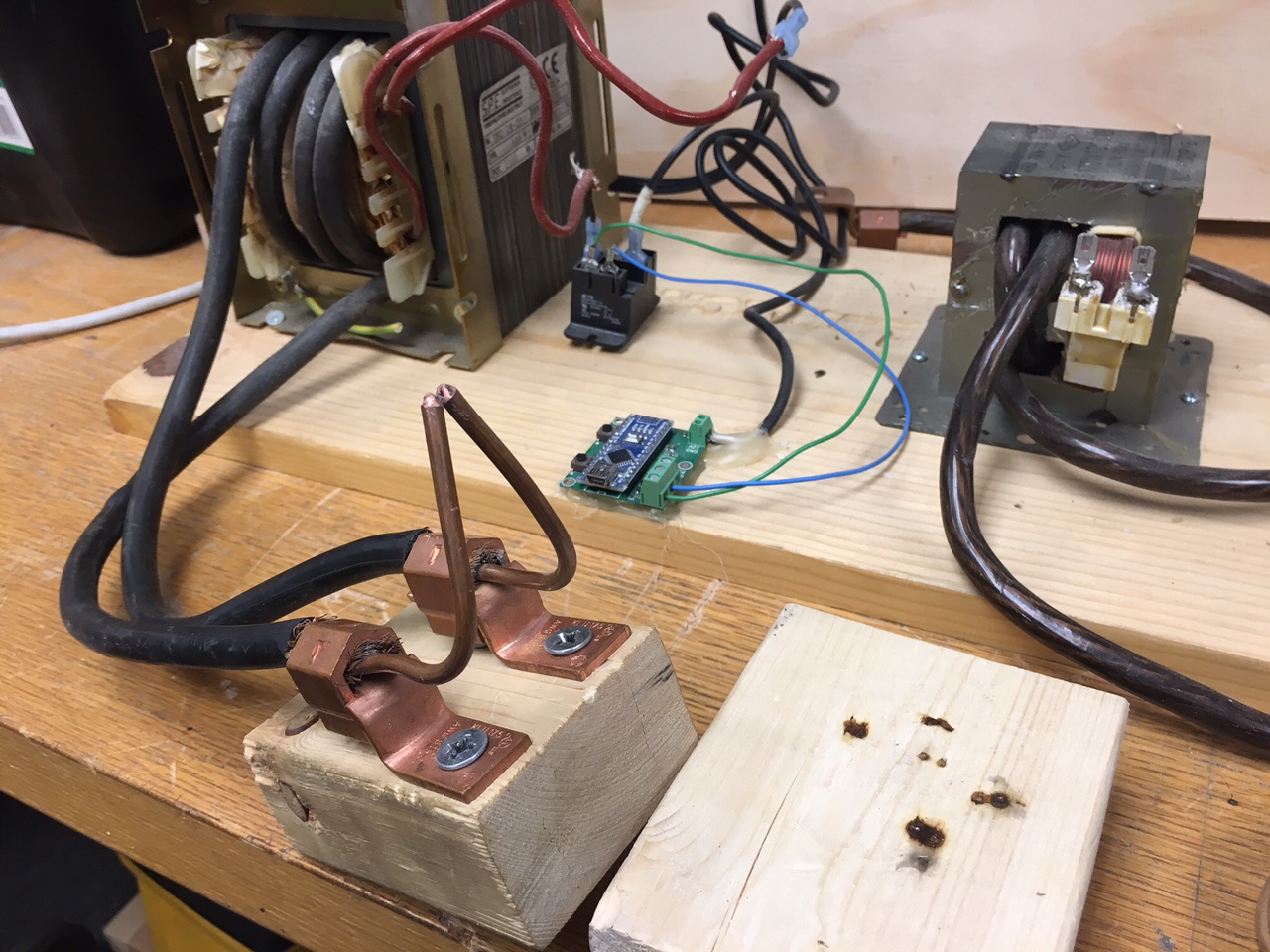 Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки.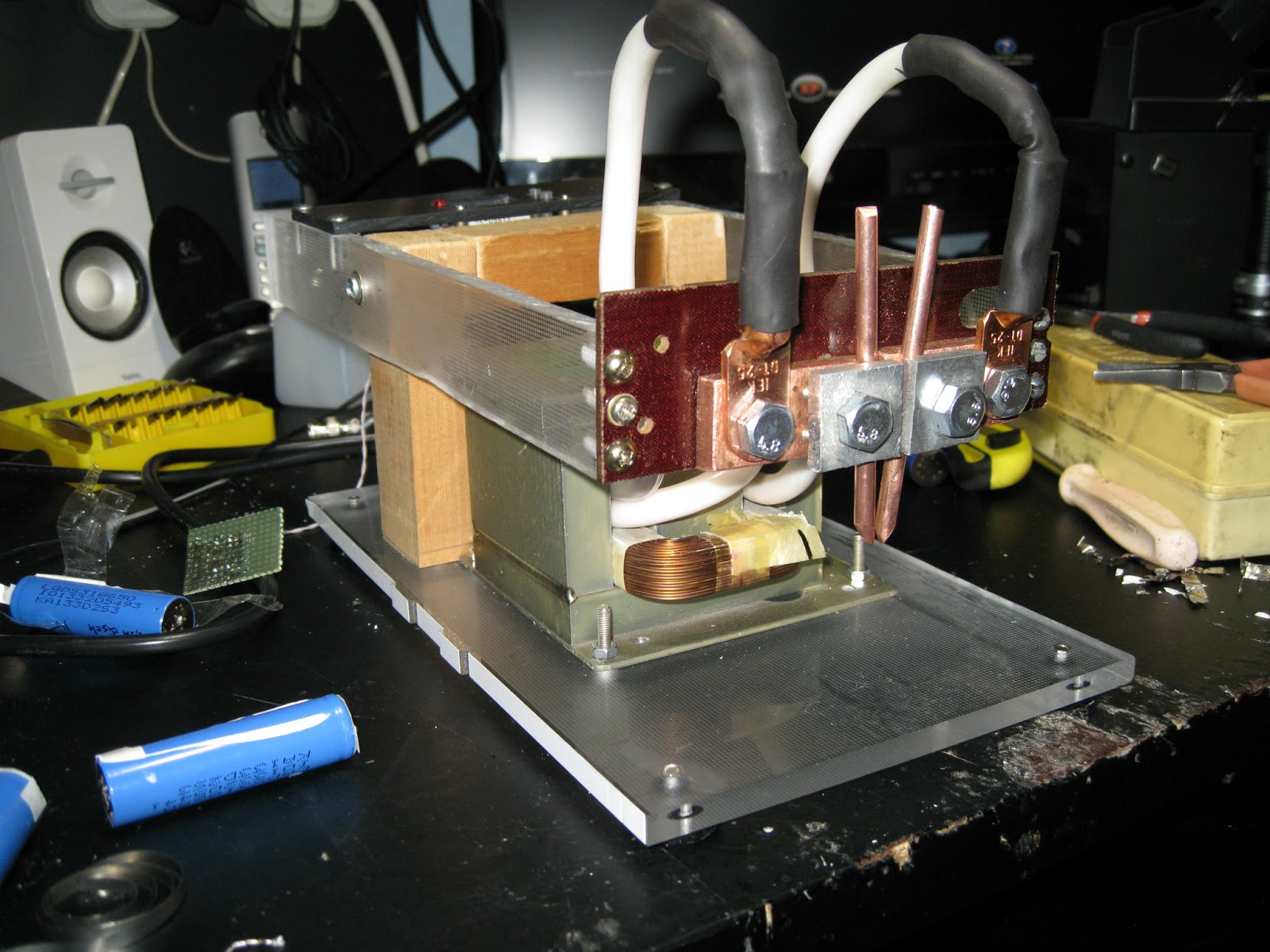 Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.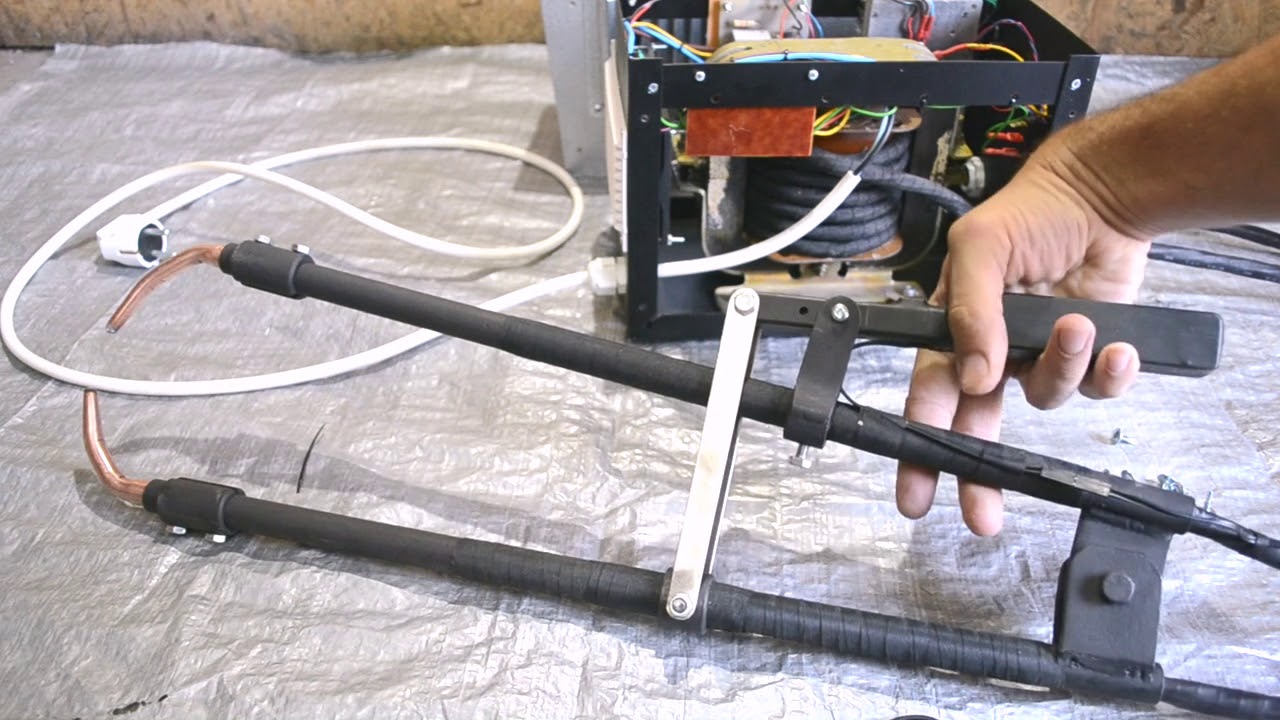
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.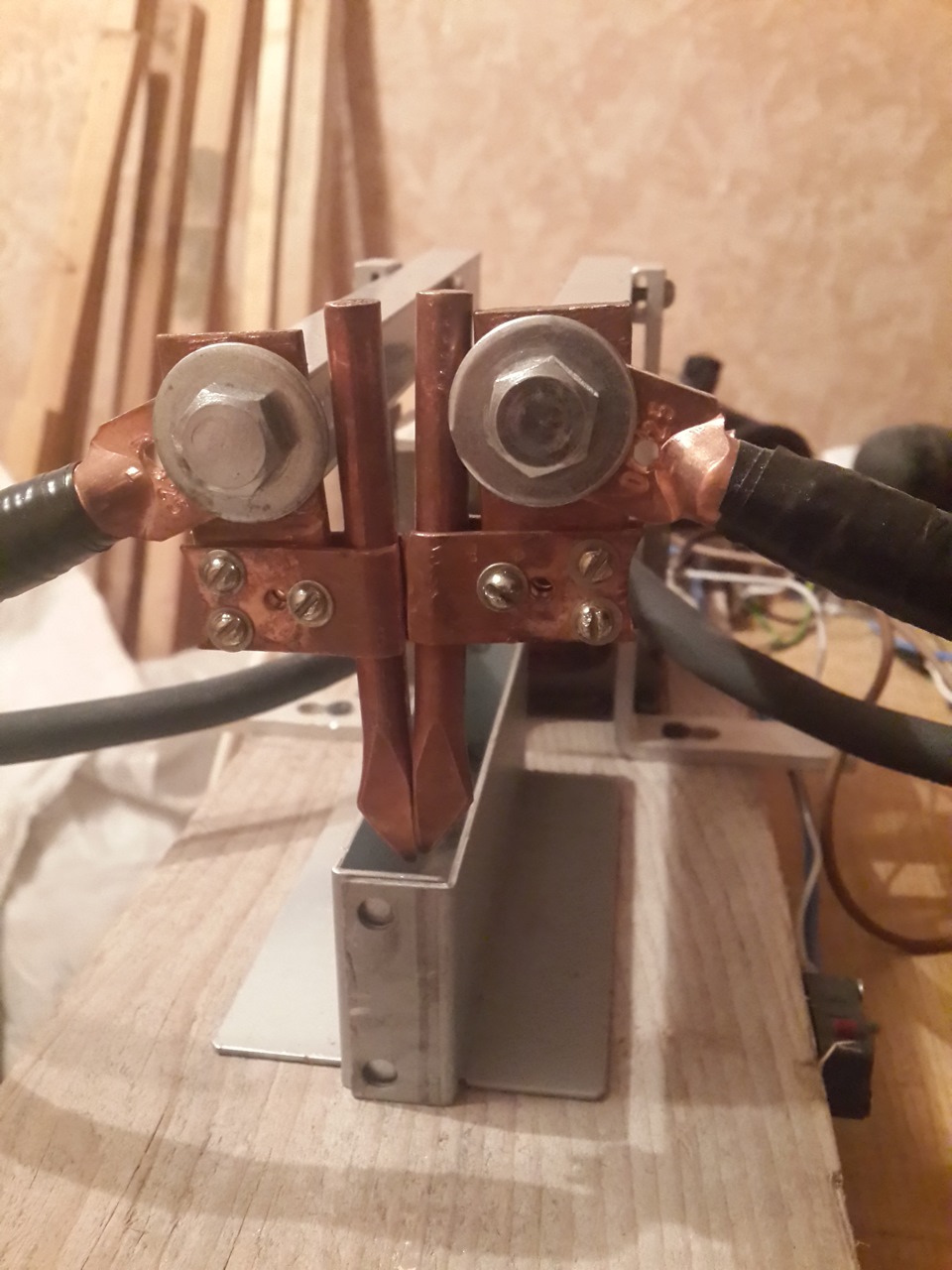
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Как сделать точечную сварку в домашних условиях
Полезные приспособления /08-июн,2018,23;46 / 7755В гараже и домашней мастерской, в домашнем хозяйстве часто приходится пользоваться сваркой. Один из видов – точечная сварка, с ее помощью детали соединяются между собой в одной или нескольких точках. Такой сварочный аппарат, собранный своими руками, обойдется значительно дешевле, чем аналогичное заводское устройство.
Аппарат точечной сварки своими руками
В домашних условиях проще изготовить аппарат точечной сварки, где не регулируется сила тока, а для управления меняется длительность электрического импульса.
 Это делается при помощи выключателя или реле времени.
Это делается при помощи выключателя или реле времени.Самодельную точечную контактную сварку изготовить довольно просто. Ее основным узлом – сварочным трансформатором – может послужить трансформатор от старой микроволновки, телевизора, ЛАТРа, инвертора, другой техники. При этом обмотки в подходящем трансформаторе будут перематываться исходя из нужного напряжения и сварочного тока на его выходе.
Здесь может быть использована готовая схема управления или специально разработанная. Подбор всех остальных комплектующих, в том числе для контактно-сварочного механизма, проводится в соответствии с мощностью и параметрами сварочного трансформатора. Для определения контактно-сварочного механизма ориентируются на вид сварочных работ, которые планируется проводить с этим аппаратом по той или иной известной схеме. Часто используют вариант сварочных клещей.
Поэтапный фотоотчет по изготовлению точечной сварки
Так выглядит схема нашего точечного сварочного аппарата.
Общий вид.
 Корпус раньше принадлежал ламповому усилителю ТУ 100.
Корпус раньше принадлежал ламповому усилителю ТУ 100.Крупный план.
Вид клещей.
Так расположен управляющий трансформатор.
С левой стороны – симистор.
Кнопка включения на ручке. Для изготовления ручек взяты два стержня от масляного включателя.
Иногда приходится работать в труднодоступных местах – для этих случаев изготовлен пистолет с кнопкой включения, и бронзовый стержень, он подставляется внизу в виде второго электрода.
Это устройство автор собрал еще в 80-е годы, и оно сейчас так же работает. Это аппарат с трансформатором 2 КВт. Первичка была намотана Cu 2.44 мм, сколько витков – трудно вспомнить, однако он рассчитывался в качестве трансформатора напряжения с жесткими характеристиками. Со вторичкой Cu, с двумя проводами, 120 квадрат, 3 витка. Для управления в первом варианте использовано реле времени, но со временем более удобным оказалось управление ручным способом.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.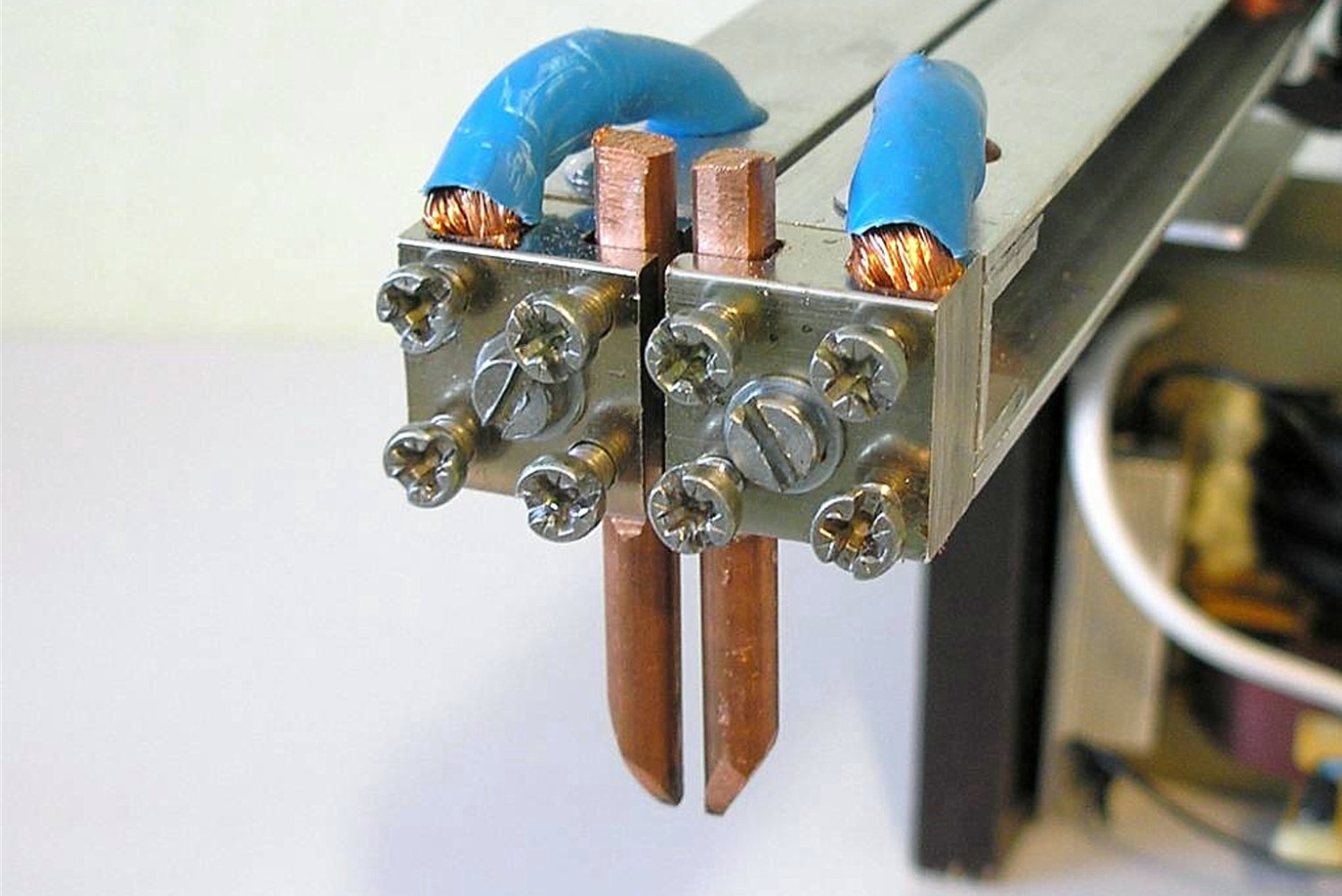
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер.
Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы.![]() Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток.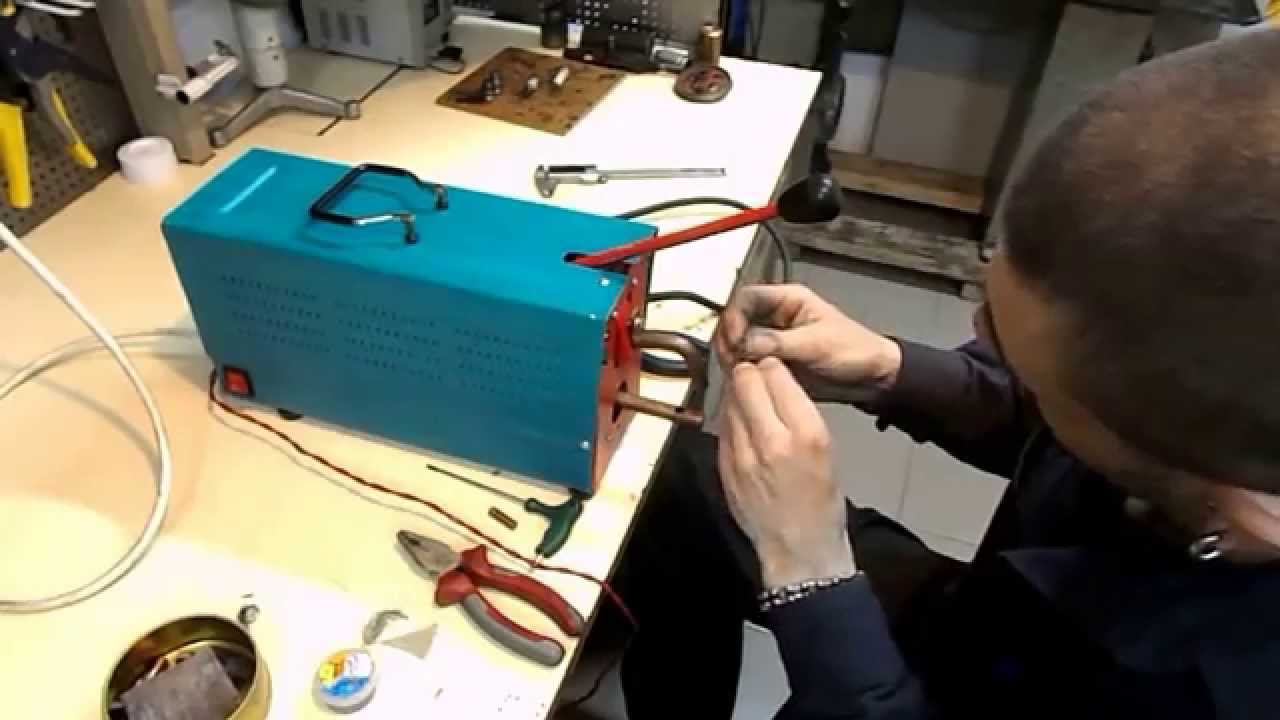 А второй рукой будете придерживать свариваемые детали.
А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка выполненная своими руками, от основ к мастерству
Технология точечной сварки
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Точечное сваривание – схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Монолитное соединениеПродолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.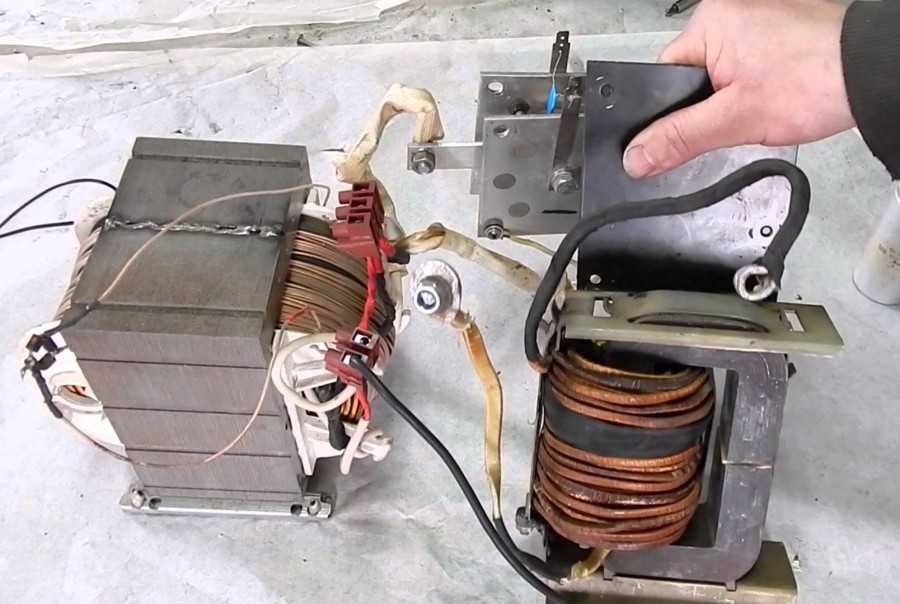
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 – 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.

- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.

- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 – 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками.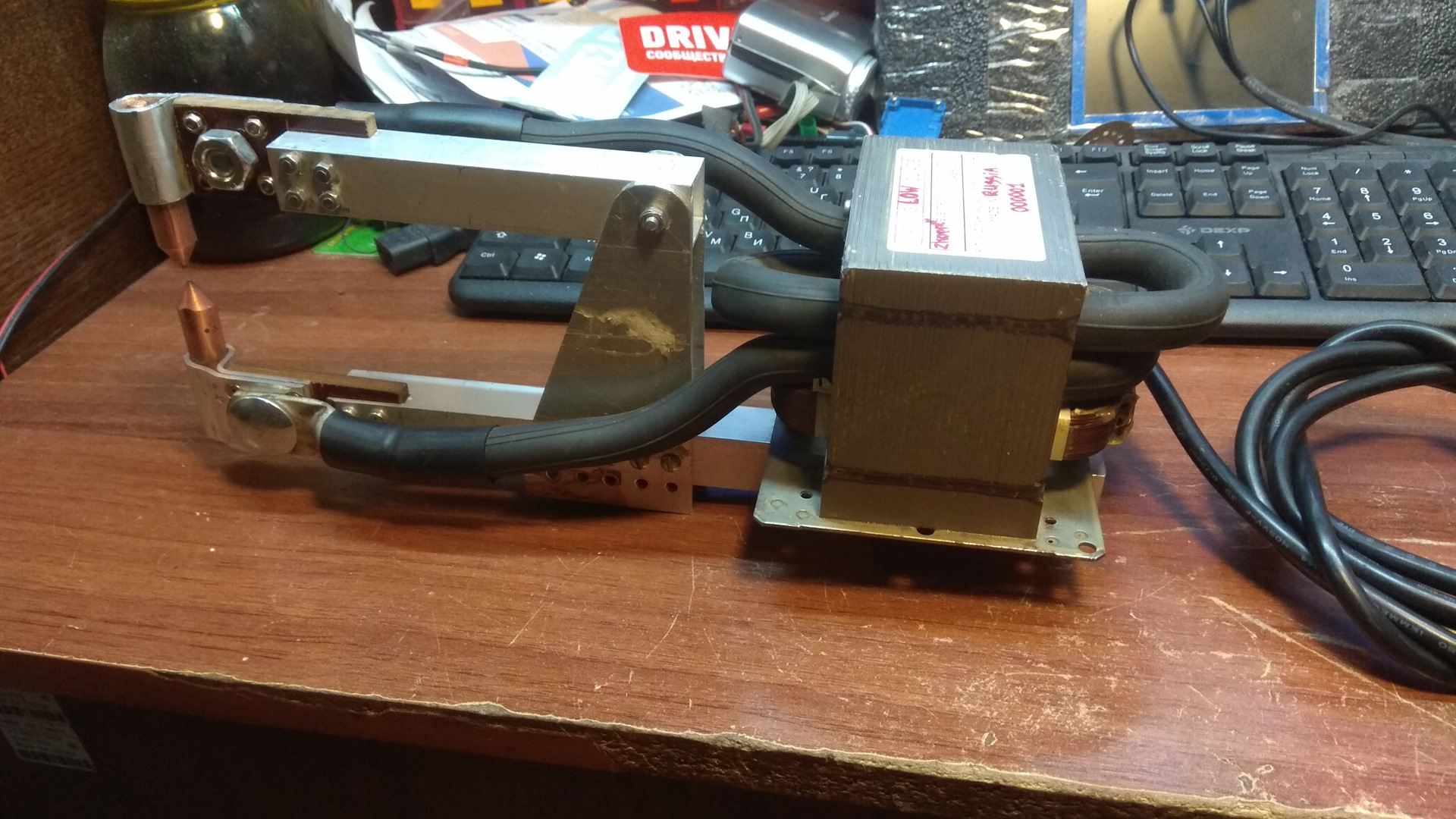 К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией – от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ – 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З – 50.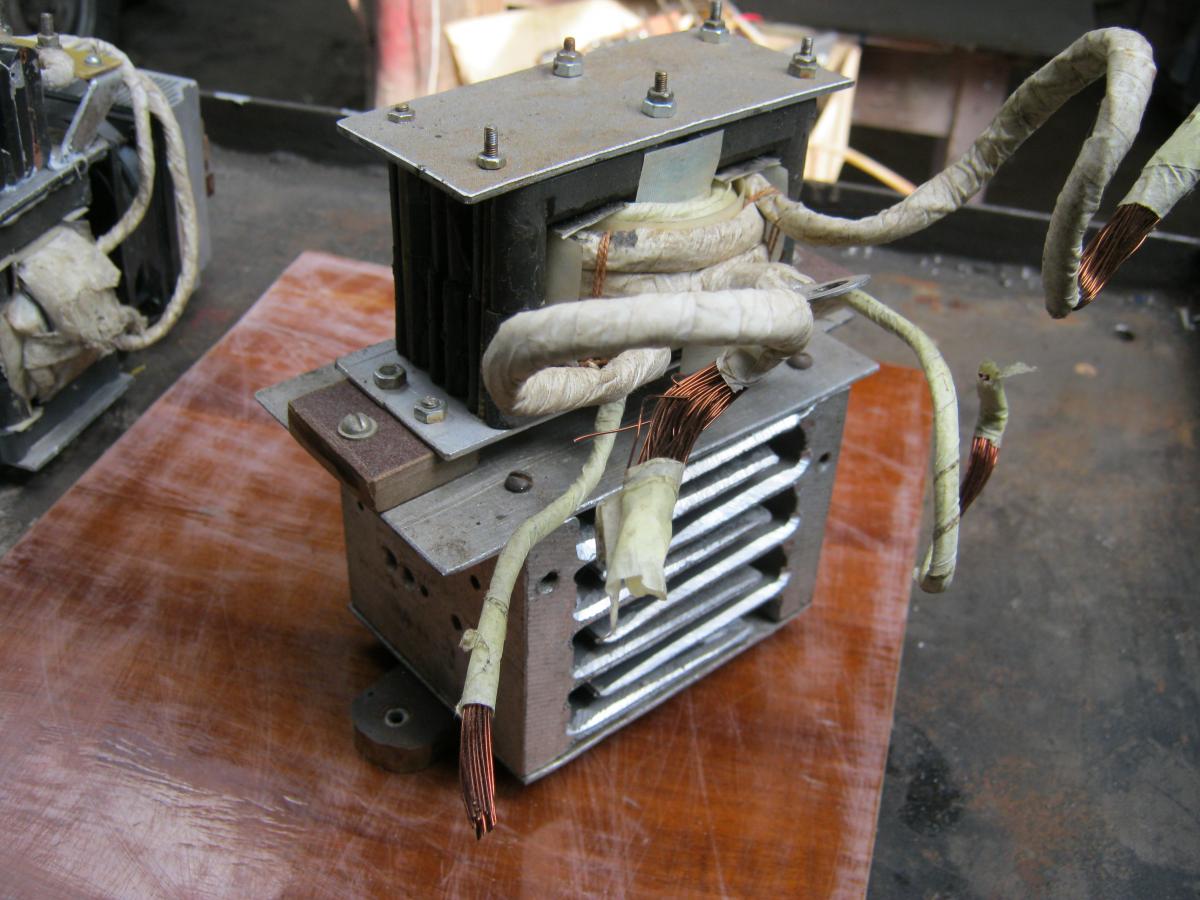 Трансформатор ОСМ – 1
Трансформатор ОСМ – 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены.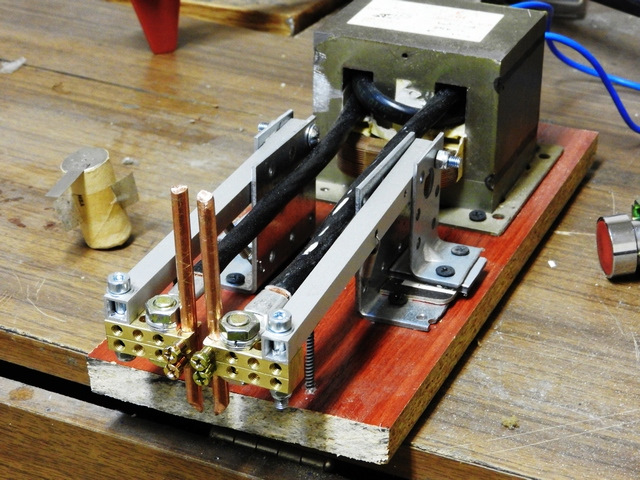 Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов:
Как самому сделать аппарат для контактной сварки
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).

Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока.
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.

Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Как произвести своими руками точечную сварку
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.
Точечная сварка – это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки – это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.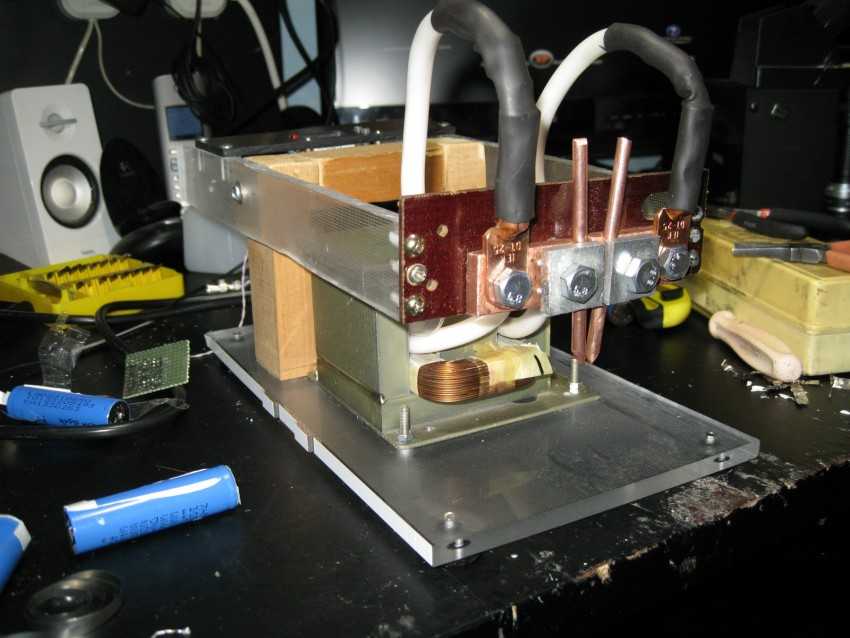
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки – размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
Преимущество и недостатки точечной сварки
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй – к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер – по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры – это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Самодельный аппарат для точечной сварки
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной – с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное – сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора – это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
Как сделать дома точечный сварочный аппарат с использованием высоковольтного конденсатора
Что такое точечный сварщик?
Аппараты для точечной сварки — это электрический инструмент, который используется для сварки двух металлических пластин вместе путем приложения давления и электрического тока.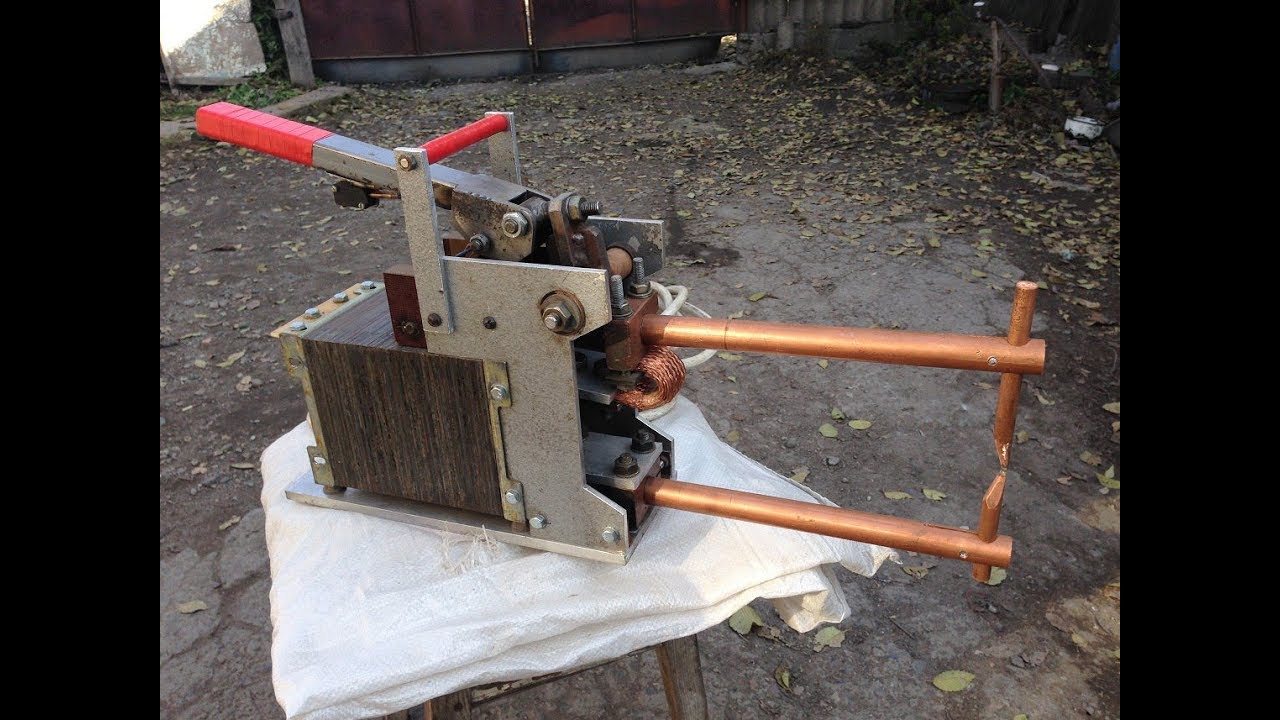 Точечная сварка используется в широком спектре отраслей, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки автомобильных кузовов из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс изготовления точечного сварочного аппарата с использованием высоковольтного конденсатора.
Точечная сварка используется в широком спектре отраслей, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки автомобильных кузовов из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс изготовления точечного сварочного аппарата с использованием высоковольтного конденсатора.
Точечная сварка использует явление Контактной сварки ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение длительного времени через металлическую область, которую необходимо соединить, создавая прочный и сфокусированный сварной шов.
Компоненты оборудования для точечной сварки
Для сборки этого проекта вам потребуются следующие детали.![]()
Полезные шаги
Ниже приведены инструкции по изготовлению точечной сварки. БУДЬТЕ ПРЕДЕЛЬНО ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их на концах 1,5-миллиметрового изолированного медного провода.
2) Сделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к двухконтактному разъему через крышку бутылки.
3) Подключите клеммы + ve и -ve конденсатора к зондам + ve и -ve соответственно, затем поместите конденсатор и питание в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлический вывод батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую / деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки, поместите два щупа в токоведущую и нейтральную клеммы сети 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЧТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРАЖЕНИЕ ТОКОМ! ).
( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЧТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРАЖЕНИЕ ТОКОМ! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами из крокодиловой кожи и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из датчиков на нижнюю металлическую деталь, а другой датчик прижмите к верхнему металлическому листу. Взлетят искры, после чего вы должны увидеть надежный сварной самородок. Полностью разряжайте конденсатор после каждой сварки.
Рабочее объяснение
При точечной сваркеиспользуется геометрия сварочных электродов для направления сварочного тока в требуемом месте сварного шва, а также давление для сварки деталей вместе. После создания достаточного сопротивления материалы складываются и соединяются, образуя надежный сварной шов.
Меры предосторожности
- НЕ прикасайтесь к металлической части зонда после зарядки, так как это может вызвать смертельный удар.

- ЗАПРЕЩАЕТСЯ прикасаться к поверхности двух металлических корпусов во время сварки, так как это может вызвать сильный удар.
- ВСЕГДА Полностью разряжайте конденсаторы после каждой точечной сварки.
- ВСЕГДА используйте перчатки и защитные очки во время точечной сварки.
Применение аппарата для точечной сварки
- Аппараты для точечной сварки обычно используются в таких местах, как производство автомобилей и заводы по производству листового металла.
См. Также: DIY 12V Зарядное устройство для свинцово-кислотных аккумуляторов | Бестрансформаторный источник питания | Схема FM-передатчика
Сварщик для точечной сварки своими руками
Я разработал D.I.Y. точечной сваркой, потому что мне нужен был специальный сварочный аппарат для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди во всем мире, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.

Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели твердых электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный аппарат для приварки батарейных язычков
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.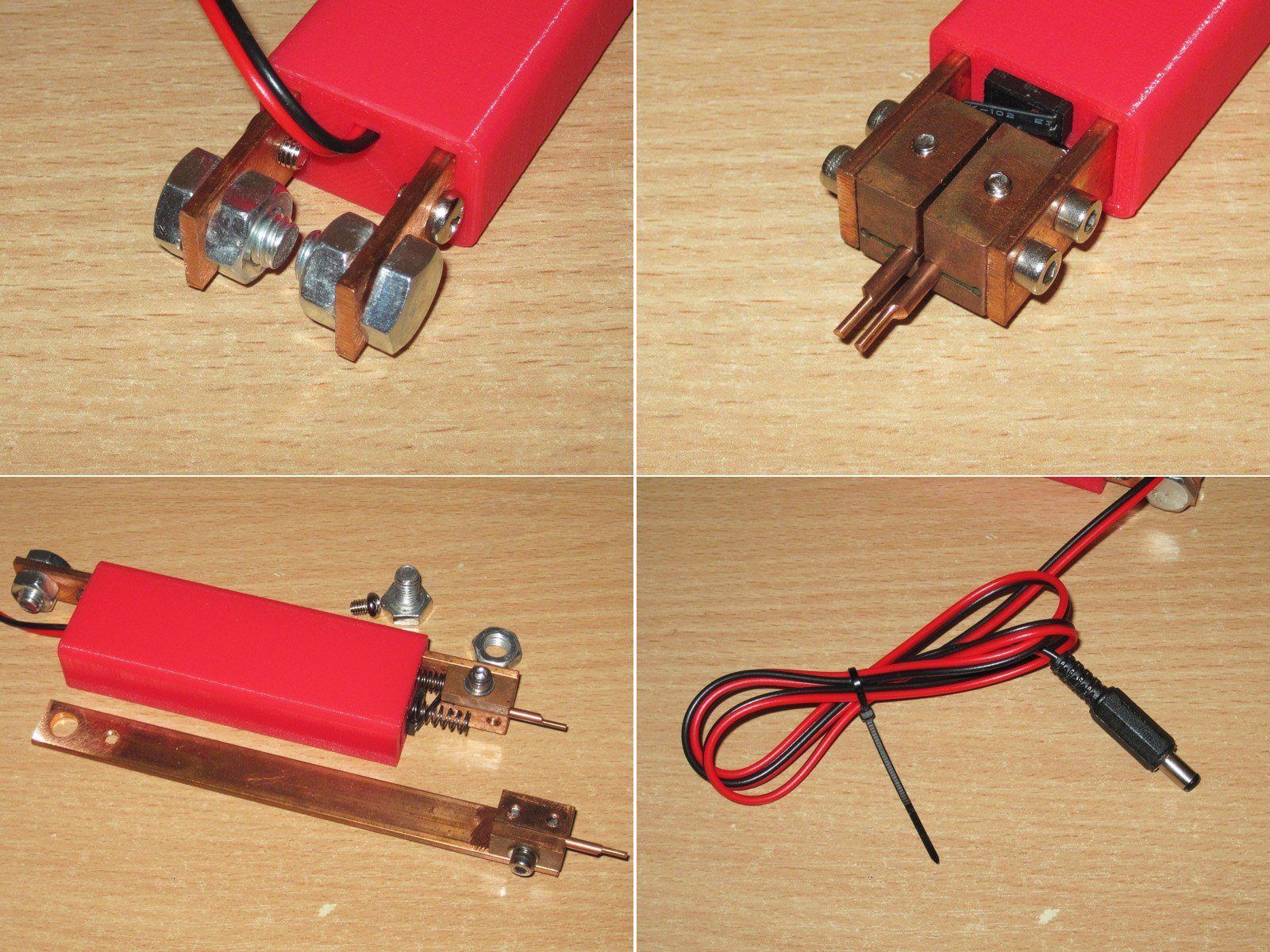 Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо сварена.
Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо сварена.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока два провода прикрепляются к сварочному кабелю на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; таким образом, максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, который короткий, смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и контактируют лучше.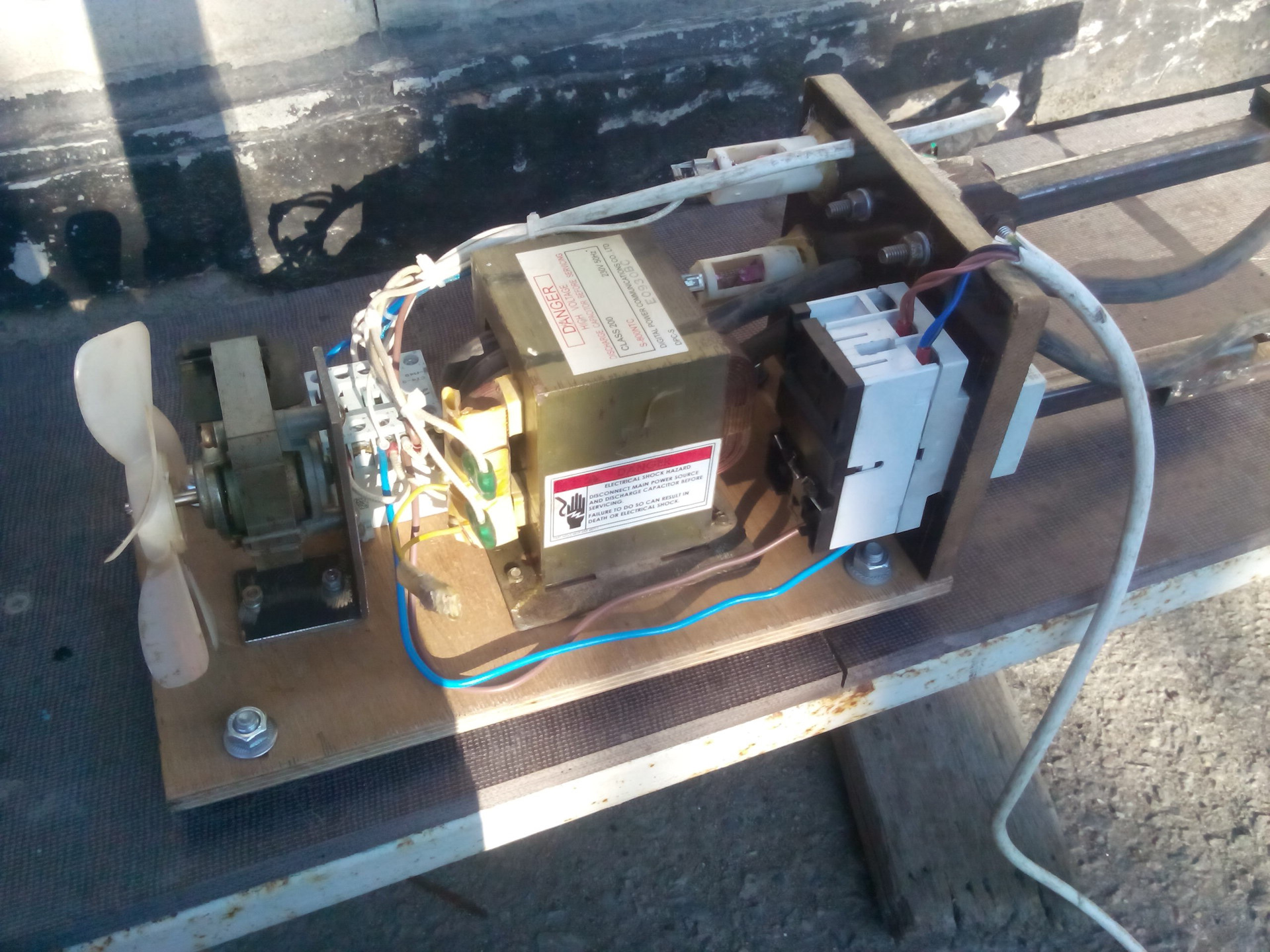
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100A может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузочная способность проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно для получения желаемого сопротивления.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на опалубочной фанерной панели толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой для точечной сварки.
Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для аккумулятора
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Смонтируйте руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов обеспечивается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм.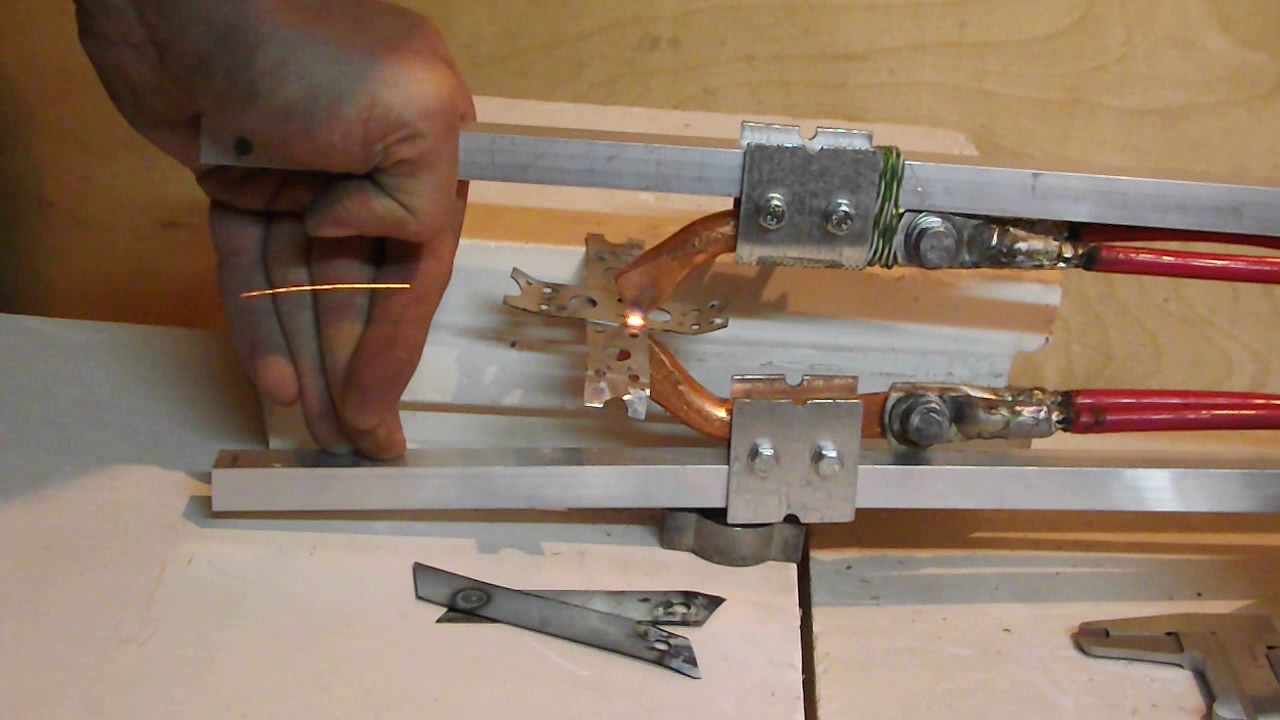 К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Кабель сварочный
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, он позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является не менее важным параметром, чем другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирольной панели толщиной 2мм:
Сварщик для точечной точечной сварки с защитным контактом для самостоятельной сборки с корпусом
5 лучших сварочных аппаратов за деньги в 2021 году
Tooluxe electric — еще один портативный аппарат для точечной сварки для профессиональной работы.Инструмент Tooluxe с удобно прикрепленной ручкой для легкого подъема и работы — настоящий портативный сварочный аппарат, хотя он и немного тяжелый, его вес составляет 34 фунта.
К сожалению, лишний вес может утомить вас, когда вы заняты большим количеством переносных работ. По-прежнему идеально, чтобы вы могли взять своего точечного сварщика туда, где он нужен. Портативный аппарат Tooluxe — это универсальный сварочный аппарат, который можно использовать для сварки различных листов металла вместе.
Этот профессиональный сварочный аппарат Tooluxe представляет собой простой в эксплуатации сварочный аппарат, что делает его идеальным как для профессионалов, так и для любителей.Tooluxe может легко стать подходящим инструментом для тех, кто хочет заняться сваркой в качестве хобби или профессии.
Tooluxe — сварочный аппарат для начинающих. Он прост в использовании и настройке для выполнения сварочных работ. Его можно использовать для точечной сварки металлических листов и изготовления тонких украшений.
Простой в обращении и эксплуатации, точечный сварочный аппарат Tooluxe является достаточно безопасным сварочным аппаратом, если вы соблюдаете безопасные рабочие параметры.Однофазный вариант делает его безопасным для домашнего использования домашним мастером и начинающим сварщиком.
Приобретая переносной аппарат для точечной сварки Tooluxe Professional, вы получаете аккуратно сконструированный, прочный и надежный сварочный аппарат, рассчитанный на долговечность. Он предоставляет вам сверхмощную машину.
Он предоставляет вам сверхмощную машину.
Сварочные наконечники изготовлены из высококачественной стали, чтобы обеспечить безупречное и надежное сварочное соединение для материалов толщиной до 0,039 дюйма.6-дюймовые сварочные наконечники обеспечивают надежный захват, помогая оказывать сильное давление, необходимое для обеспечения прочного сварочного соединения материалов, которые необходимо сваривать.
Этот аппарат поможет вам выполнять профессиональные и своевременные сварочные работы. Это надежный, идеальный аппарат для точечной сварки и профессиональный инструмент в одном комплекте.
Портативный сварочный аппарат Tooluxe Ridge Professional идеально подходит для тяжелых и обычных работ точечной сварки, которые необходимо выполнять на различных материалах.Легкость, с которой работа может выполняться с помощью этого портативного инструмента, делает его идеальным для точечной сварки по всему периметру.
Простой способ выполнения точечной сварки с помощью Tooluxe делает его подходящим выбором как для новичков, так и для профессионалов. Он также подходит для любого ремонта своими руками, который необходимо сделать. Простой способ взять аппарат для точечной сварки и перейти к следующему объекту делает его идеальным для переносных работ и ремонта на месте. Даже если вы не настолько сильны, принести его с собой не составит труда.
Он также подходит для любого ремонта своими руками, который необходимо сделать. Простой способ взять аппарат для точечной сварки и перейти к следующему объекту делает его идеальным для переносных работ и ремонта на месте. Даже если вы не настолько сильны, принести его с собой не составит труда.
Прочная и прочная конструкция профессионального портативного точечного сварочного аппарата Tooluxe делает его хорошим надежным инструментом, который поможет вам выполнять профессиональные слесарные работы в любом месте. Быстрое нажатие и отпускание зажимного механизма Tooluxe дает вам преимущество в завершении сварки металлов. Сильное давление, создаваемое наконечниками для сварки, поможет вам каждый раз получать прочный сварной шов.
С помощью Tooluxe можно сваривать различные материалы для идеального и длительного, если не постоянного, склеивания металлических листов.Нержавеющая сталь также может быть легко сплавлена с помощью Tooluxe, а также мягких сталей и углеродистых сталей. Также не забывайте о оцинкованном стальном листе без покрытия, который также можно сваривать с помощью профессионального портативного точечного сварочного аппарата Toolux Ridge.
Также не забывайте о оцинкованном стальном листе без покрытия, который также можно сваривать с помощью профессионального портативного точечного сварочного аппарата Toolux Ridge.
Как сделать самодельный сварочный аппарат для литий-ионных аккумуляторных батарей
Как и во многих моих проектах, мне нужно создать отдельный проект, чтобы создать для него инструмент. В этом случае мне нужно было сделать литий-ионный аккумулятор. Вместо пайки я решил сделать точечную сварку, чтобы собрать аккумулятор.
Литий-ионные батареичувствительны к нагреванию. Их можно спаять, если соблюдать осторожность, чтобы не подвергать их воздействию большого количества тепла в течение длительного периода времени. Однако гораздо более безопасный метод — это использовать точечную сварку для сварки батарей вместе. Для меня это был отличный повод взяться за еще один проект! К тому же никогда не знаешь, когда понадобится точечная сварка.
В этом аппарате для точечной сварки в основном используется аккумулятор автомобиля или газонокосилки, обеспечивающий ток, необходимый для точечной сварки.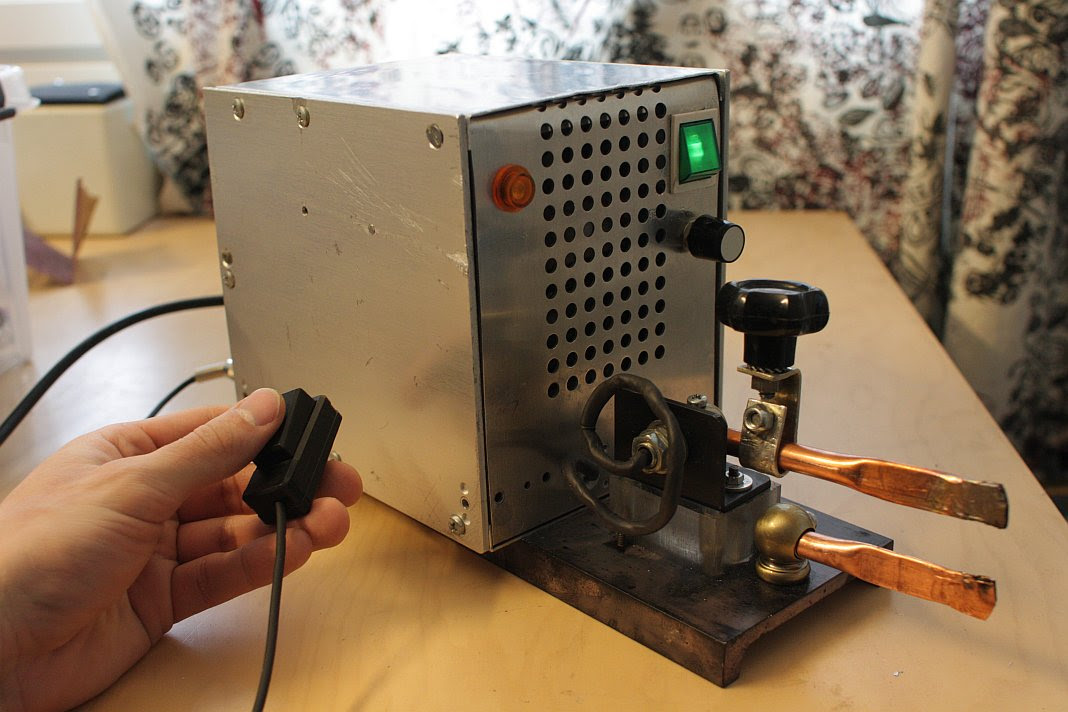
Создание аппарата для точечной сварки
Вот краткий список компонентов, которые я использовал для сборки сварочного аппарата.
- Соленоид стартера
- Цепь управления синхронизацией
- Медные стержни 3 мм (для сварочной ручки)
- красный и черный 8 Gauge Первичный провод
- Терминальные наконечники (калибр 8)
- Звонок
- Переключатель мгновенного действия
Изготовление основания для сварочного аппарата
Я начал эту сборку с того, что сделал основу из сосновых досок, которые у меня были.По сути, я сделал L-образную форму из двух частей. Одна часть является основанием, а другая — вертикальной. Вертикальная деталь будет той, к которой я прикрепил компоненты. Нижняя часть предназначена только для устойчивости.
Вертикальная деталь будет той, к которой я прикрепил компоненты. Нижняя часть предназначена только для устойчивости.
Монтаж компонентов
Затем я прикрепил соленоид к вертикальной деревянной стойке на основании. Я просверлил два отверстия и использовал болты и гайки, чтобы прикрепить его. Я также добавил плату управления синхронизацией в это время. Эта плата поставляется с двумя пластиковыми стойками, чтобы поднять плату с любой поверхности, на которой она установлена.Я установил крепления на плату управления, а затем закрепил ее горячим клеем.
Что нужно для сварки в домашних условиях — Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и даже больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно его эксплуатировать и что им нужно иметь под рукой для сварки.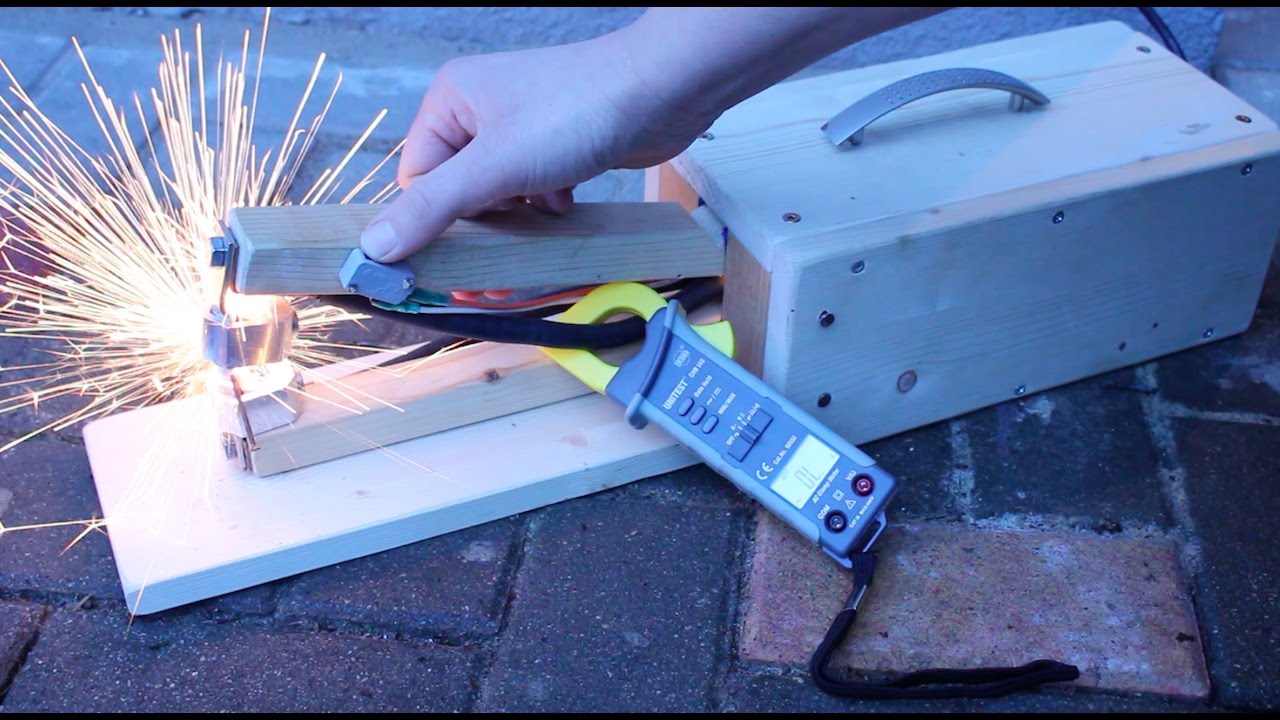 В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед его первым запуском важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен.Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, что используются в электрических сушилках.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток. Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много различных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все.(Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много различных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все.(Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка.Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварочного аппарата на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварщиков / генераторов, которые могут вызвать дополнительный шум, но будут выдавать 3000, 4300 или даже 4500 Вт мощности. . Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розеткам.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG. Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
Сварка MIG — это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и твердые присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении. Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Для выполнения сварных швов в процессе MIG используются порошковые и твердые присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении. Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и предлагает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона в зависимости от свариваемого материала. Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака — это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может возникнуть соблазн купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет использования большой баллона.Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ закончится в выходные, но покупка большего количества топлива сразу сэкономит и время, и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде.Перед покупкой узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его осмотр и надлежащее обслуживание. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, в том числе газовые баллоны под давлением.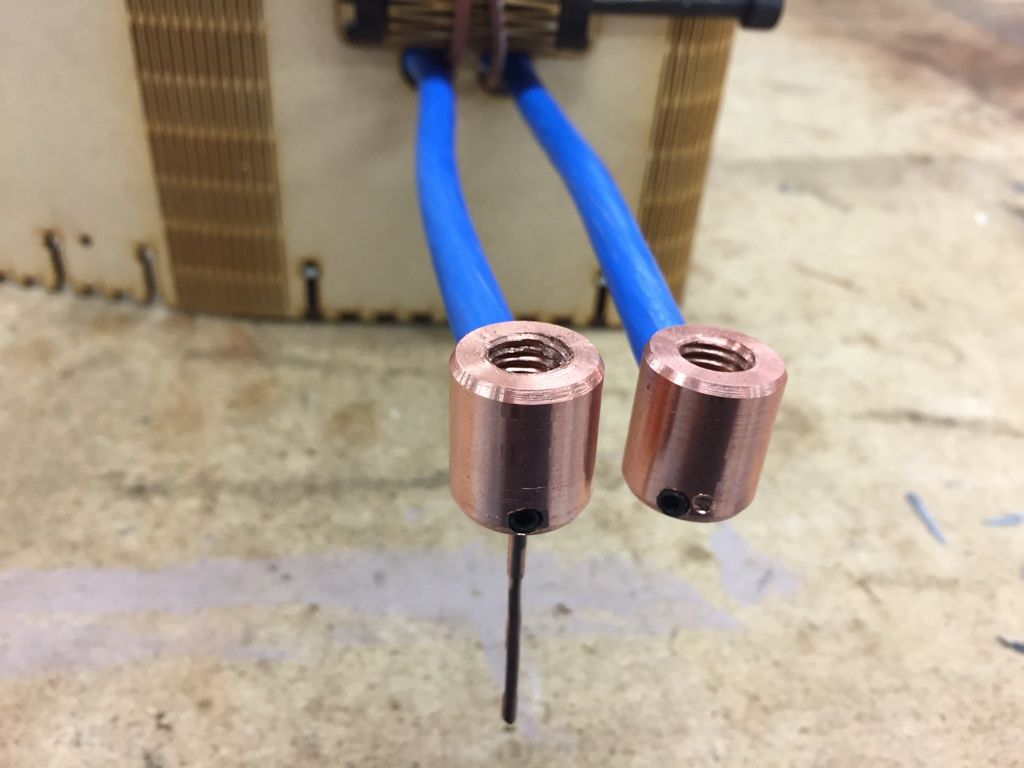
Сварочное оборудование для дома Essential
Помимо сварщика, электрода и защитного газа, сварщикам необходимо будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки.Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой, что критически важно для создания чистого, прочного и безопасного сварного шва для сварки MIG. Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования.Лепестковые диски в угловой шлифовальной машине полезны для полировки металла перед покраской.
В то время как некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений, от адаптации тележки для инструментов до создания своих собственных.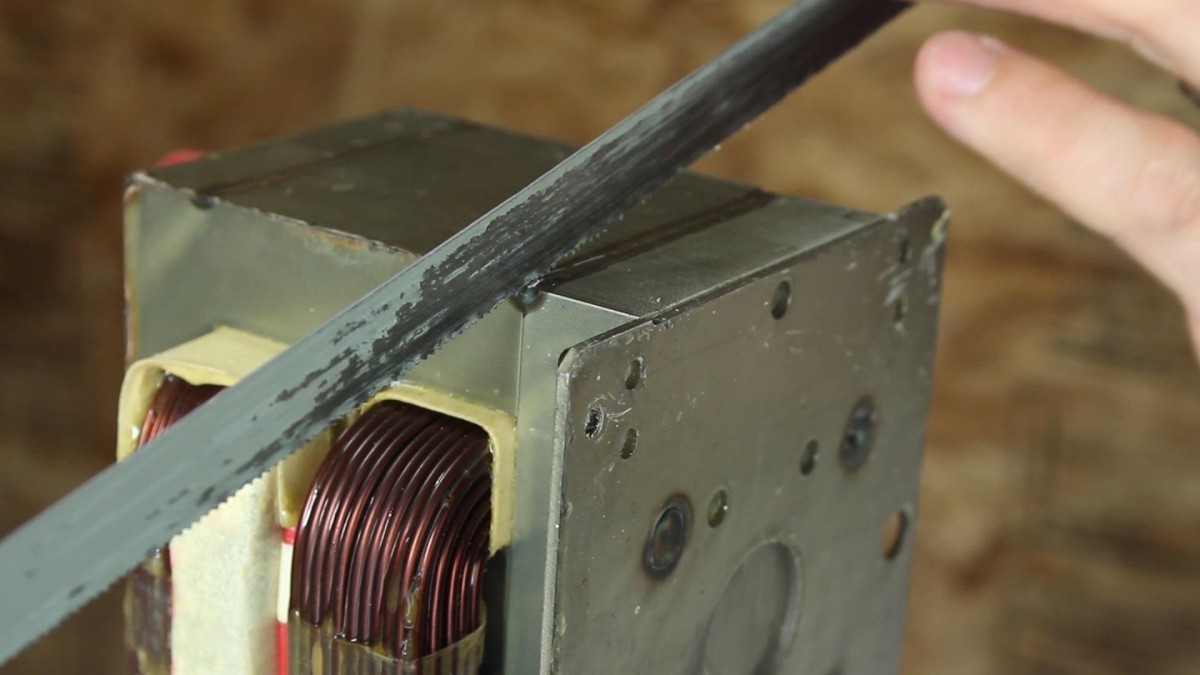 Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочные материалы на месте и обеспечивают ровный и аккуратный сварной шов.Сварщики имеют определенные проблемы в своих проектах, где они не могут работать без дополнительных зажимов. Зажимы — это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварки.
Сварочный шлем с автоматическим затемнением, перчатки, кожаная обувь и защитная одежда — критически важные средства защиты, которые необходимы каждому сварщику. Все они подробно описаны в руководстве Baker: Основное сварочное оборудование и приспособления.
Безопасность для домашних сварочных работ
Безопасность — самый важный аспект сварки в домашних условиях, поскольку крошечная искра может сжечь гараж или магазин.Удалите легковоспламеняющиеся материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит повреждение предметов, хранящихся в гараже или магазине, разбрызгиванием. Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергать прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые можно установить поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не в углу. По возможности, работайте по металлу только в одном помещении, а по дереву — в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверяйте их через час или два после завершения. проект.
проект.
В случае пристроенных гаражей следует учитывать необходимость вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед началом проекта проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка — это такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
Превратите микроволновую печь в аппарат для точечной сварки
Когда пространство ограничено, вы должны очень стратегически выбирать инструменты. Имея это в виду, давний производитель Мэтью Боргатти недавно завершил работу над самодельным точечным сварочным аппаратом, построенным из использованной микроволновой печи и нескольких других деталей.
— невероятно удобные инструменты, позволяющие скреплять проволоку для быстрой пайки и постоянно сваривать листовой металл для получения прочных корпусов.Хотя он сам не придумал эту идею, его примечания к сборке очень подробны и содержат ссылки на все дополнительные материалы, которые он купил для создания сварочного аппарата.
Ядро постройки — трансформатор, извлеченный из микроволновки, найденной на улице. Трансформатор был разорван и перемотан кабелем батареи, превратив исходный источник низкого напряжения высокого напряжения в источник высокого напряжения низкого напряжения, пригодный для сварки. Другая ключевая часть сборки — это схема синхронизации, которая контролирует время цикла сварки, построенная на Arduino и поворотном потенциометре.
Боргатти даже спроектировал и построил свой собственный спусковой механизм, который использует кулачок и утоплен в рукоятке сварочного аппарата. Это означает, что он сможет быстро выполнить несколько сварных швов. Корпус и спусковой механизм были вырезаны лазером, и использовались как стандартные, так и напечатанные на 3D-принтере кронштейны, чтобы скрепить все это вместе, и все файлы можно найти на странице Боргатти в Thingiverse.
Корпус и спусковой механизм были вырезаны лазером, и использовались как стандартные, так и напечатанные на 3D-принтере кронштейны, чтобы скрепить все это вместе, и все файлы можно найти на странице Боргатти в Thingiverse.
[youtube https://www.youtube.com/watch?v=450S4mBNAM8]
СварщикBorgatti является прекрасным примером того, как опираться на работу других (и отдавать должное!) И даже улучшать ее.Эта сборка не для неопытных, так как она связана с опасными аспектами, такими как высокий ток и высокие температуры. С учетом сказанного, тем, кто хочет добавить в свой арсенал инструментов установку для точечной сварки, я настоятельно рекомендую прочитать документацию по проекту. У вас может быть большая часть предметов, которые просто болтаются в вашем магазине!
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварочные аппараты MIG используют проволочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью.Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа.
 Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали. Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для получения сварного шва используется неплавящийся вольфрамовый электрод.Зона сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.

Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками.Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов.
 Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более.Эти машины — хороший выбор для фермеров, любителей и домашних работников.
Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более.Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Сварка порошковой проволокой
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать большую часть времени. Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и в конечном итоге поможет вам выбрать наиболее подходящего сварщика.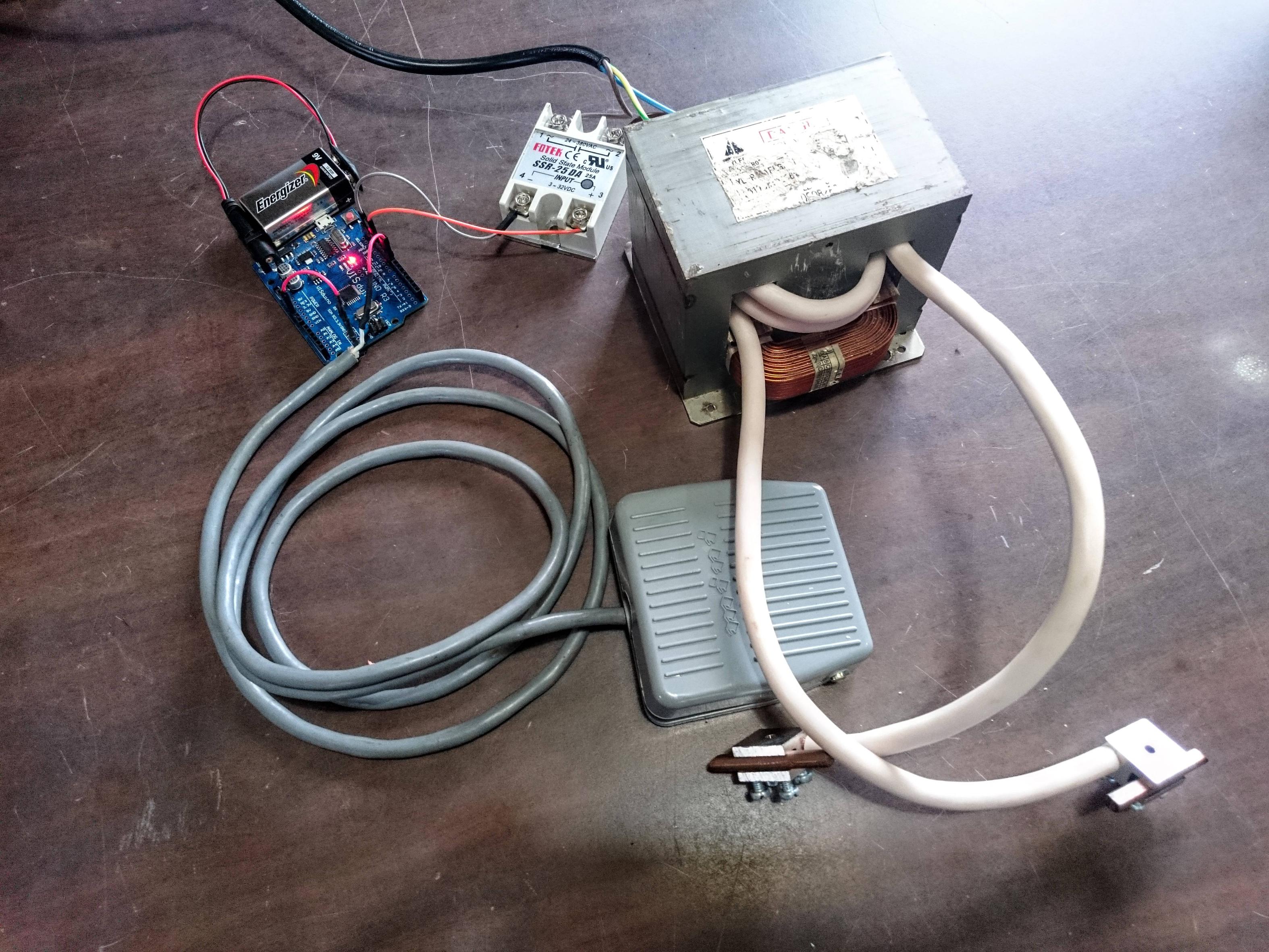
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. | Х | ||
 Д.)
Д.)Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения полезности сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, необходимые для работы вашего нового сварочного аппарата. Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, мы будем рады, если бы вашим первым сварщиком был сварщик Miller.
Какая машина лучше всего подходит для вас?
Теперь, когда вы более знакомы с каждым процессом сварки, давайте рассмотрим рекомендуемые модели, которые предлагает Миллер.
MIG / порошковая сварка
- Millermatic® 141
Универсальный сварочный аппарат на 120 В для сварки проволокой калибра 24 с низкоуглеродистой сталью толщиной 3/16 дюйма (0,8–4,8 мм) за один проход. - Millermatic 211
Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт.
TIG
- Diversion ™ 180
Эта модернизированная машина для сварки TIG на переменном / постоянном токе идеально подходит для использования в личных целях и имеет входную мощность 120 и 240 В.
- Syncrowave® 210
Идеально подходит для применения в легкой промышленности и персональных пользователей, этот аппарат для сварки TIG и постоянного тока переменного / постоянного тока не снижает мощность или производительность в пользу доступной инверторной технологии. - Dynasty® 210
Максимальная гибкость и усовершенствованный инвертор с технологией Auto-Line ™ от этого источника питания AC / DC TIG / Stick.
Рукоять
- Thunderbolt® 160 и Thunderbolt 210
Лучшие в своем классе надежные, портативные и мощные сварочные аппараты. Включает входную мощность 120 и 240 В с MVP (только Thunderbolt 160).
Многопроцессорность
Если вам нужен аппарат с несколькими сварочными функциями, подумайте о покупке многопроцессорного сварочного аппарата.Многопроцессорный сварочный аппарат позволяет использовать разные процессы, не покупая более одной машины. Если вы хотите изучить или использовать более одного процесса сварки, это может быть для вас хорошим вариантом. Мы рекомендуем
- Multimatic® 215
Сварочный аппарат MIG, порошковой сваркой, TIG и сваркой на постоянном токе, универсальный и простой в использовании. Подключается к входному источнику питания 120 или 240 В и сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма. - Multimatic 220 AC / DC
Получите свободу при сварке любого процесса, включая MIG, порошковую сварку, TIG на постоянном токе и ручную сварку на постоянном токе, а также дополнительные возможности сварки на переменном токе.
