
Как в домашних условиях сделать стеклопластик своими руками и детали из него
Согласитесь, не каждый поклонник тюнинга имеет возможность приобрести оригинальные предметы интерьера в соответствующих магазинах. Но, честно говоря, это вовсе не обязательно — превратить обычный автомобиль в предмет искусства можно и самостоятельно, если научиться правильно делать стеклопластик своими руками.
Собственно, стеклопластик представляет собой полиэфирную смолу, которая изготавливается примерно следующим образом: материалу придают необходимую форму, армируют стекловолокном и затем полимеризуют.
Само собой разумеется, что тягаться с фирменными предметами гаражного тюнинга мы не намерены. Но если необходимые детали имеют незначительные размеры, то сделать их может практически каждый. Но начинать подобную практику лучше всего с примитивных деталей, имеющих самые простые очертания.
Их установка не должна требовать от вас какой-либо сверхъестественной аккуратности.
Учимся быть аккуратными.
1. На начальном этапе изготовления нам необходимо сделать болванку. Стоит отметить, что форма болванки должна в точности имитировать будущую деталь. По этой причине самой главной заботой будет именно правильность всех изгибов, симметрия, и максимально чистая поверхность.
Еще один не менее важный момент — это материал, из которого будет сделан наш пуансон. К примеру, если деталь будет иметь большие габариты (такие, как бампер), то болванку для нее лучше изготавливать из пенопласта.
Основание, полученное таким образом, после завершения процесса можно даже не удалять. Для меньших деталей следует использовать глиняные или пластилиновые детали (но, честно говоря, нюансы обработки подобных материалов могут вас несколько смутить).
Нередко в качестве пуансона используют древесину. Хотя ее предварительная обработка, связанная с придачей формы, и кажется на первый взгляд сложной, но последующая обработка наждачкой станет для вас сущим пустяком.
Хотя ее предварительная обработка, связанная с придачей формы, и кажется на первый взгляд сложной, но последующая обработка наждачкой станет для вас сущим пустяком.
Помимо этого, на данном этапе мы должны определиться, каким именно образом готовое изделие будет сниматься с болванки. Если есть возможность, то мы ее попросту снимаем. Но в отдельных случаях вам придется распиливать болванку на две части, дабы извлечь изделие.
Как бы то ни было, но перед извлечением изделия вам в любом случае понадобится специальное смазывающее вещество, которым нужно будет обработать стенки матрицы. Хотя, если планируется использование пенопласта, то подобные манипуляции не потребуются.
Этап второй.
Смола, используемая при изготовлении стеклопластика, превращается в пластик только после того, как в нее добавят отвердитель. Также существует специальная инструкция, в соответствии с которой смешиваются необходимые компоненты.
При наличии минимального опыта вы сможете самостоятельно контролировать процедуру отвердения. Так, если вам нужно ускорить процесс, то массу следует немного нагреть. Примерно такой же эффект достигается, если увеличить количество отвердителя. Но и в первом, и во втором случае полученная масса будет не слишком уж крепкой.
Так, если вам нужно ускорить процесс, то массу следует немного нагреть. Примерно такой же эффект достигается, если увеличить количество отвердителя. Но и в первом, и во втором случае полученная масса будет не слишком уж крепкой.
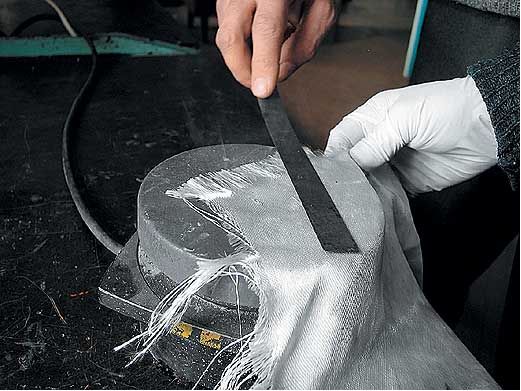
Еще один важный момент — это прокаливание ткани, можно даже на открытом огне. Когда перестанет идти дым, мы прекращаем процедуру: все защитные вещества, в том числе и парафин, уже испарились, а пустоты между тканями заполнились нашей смолой.
Когда начнем пропитывать стеклоткань, то лучше положить ее на стекло, так смола распределится максимально равномерно. Также для этого можно использовать железную линейку, сильно придавив ее к поверхности.
Ткань помещается на болванку как целиком, так и несколькими отдельными лоскутами (в данном случае все будет зависеть от особенностей конкретной модели и от ваших умений). Разумеется, что разделение ткани на лоскуты (если такое потребуется) произойдет еще до начала пропитки.
Роль стеклоткани
Когда готовая стеклоткань будет помещаться на болванку, то нужно позаботиться о максимальном ее прилегании, исключив разнообразные складки. Но если вы что-то там недоглядели и они все же образовались, то мы аккуратно удаляем их кончиком ножа.
Но если вы что-то там недоглядели и они все же образовались, то мы аккуратно удаляем их кончиком ножа.
Примерно так же удаляются воздушные пузыри. Также стоит отметить, что зачастую одного слоя ткани не хватает, минимальное количество — три-четыре. Каждый слой мы укладываем по очереди, но без длительных задержек. В противном случае предыдущий слой может высохнуть.
Убираем болванку
Когда затвердеет смола (это примерно 3-4 суток), мы удаляем болванку. К слову, это крайне ответственный процесс и повреждение «скорлупы» в нем — нередкое явление. Если это произошло, не отчаивайтесь, ведь поврежденную поверхность можно подклеить посредством той же смолы.
В итоге хотелось бы добавить, что практически каждое изготовление детали тюнинга осуществляется по данной схеме. Но если будет несколько экземпляров, то процедура значительно усложнятся. «Скорлупу» при этом необходимо укрепить дополнительными слоями. Подобные матрицы можно неоднократно использовать, но все детали, вышедшие из нее, потребуют хорошей чистки.
А если необходимо сделать более прочный стеклопластик, то изделие на этапе затвердения помещают в вакуум (то есть, в полиэтиленовый мешочек с откачанным воздухом). Тогда все слои ткани уплотнятся и, соответственно, существенно уплотнится вся поверхность готового материала.
Видео урок — матрица из стеклопластика своими руками
[Всего: Средний: /5]Как сделать капот из стеклопластика?
Самый дешёвый, относительно быстрый и доступный способ как сделать капот – использование стекловолокна и специальной смолы. Стекловолокно много лет успешно используется в автомобильной индустрии, как в производстве, так и при тюнинге.
Углеволокно (карбон) также популярно из-за своего особого внешнего вида, прочности и лёгкого веса. По соотношению прочности к весу оно превосходит как стеклопластик, так и металл. Однако, карбон не так доступен, как стекловолокно и работа с ним сложнее, поэтому применяется реже.
Однако, карбон не так доступен, как стекловолокно и работа с ним сложнее, поэтому применяется реже.
В этой статье подробно рассмотрим, как сделать капот из стеклопластика (стекловолокна и ламинирующей смолы).
Причиной изготовления собственного капота из стекловолокна может быть копирование дорогостоящего капота, создание капота с индивидуальным дизайном, облегчение веса автомобиля. Возможно, автолюбитель хочет полностью изучить процесс, чтобы в дальнейшем заниматься изготовлением панелей из стеклопластика. Изучив информацию из этой статьи, можно сделать капот из стеклопластика высокого качества.
Преимущества капота из стеклопластика
- Для изготовления капота из стеклопластика не требуется обладать специальными навыками. Главное соблюдать последовательность этапов изготовления и сушить слои нужное количество времени.
- Можно сделать капот, имеющий индивидуальный дизайн, которого нет ни у кого.

- Капот из стеклопластика имеет лёгкий вес (обычно в 3 раза легче, чем стальной капот), при этом не страдает его структурная устойчивость. Это облегчает общий вес автомобиля.
- Стекловолокно, смола и другие сопутствующие материалы (рассмотрим ниже) имеют приемлемую стоимость. Таким образом, капот, сделанный своими руками не будет стоить дорого.
- Панели из стекловолокна имеют хорошую устойчивость к перепадам температуры.
- Капот из стекловолокна и смолы не мнётся и не ржавеет.
Мастерская
Очень важны условия мастерской при создании матрицы и панелей из стеклопластика. Температура должна быть между 18–22 градусами по Цельсию. Нужно избегать прямого попадания солнечных лучей. Любой обогрев мастерской должен быть направлен в сторону от рабочей зоны. Влажность должна быть нормальной и постоянной. Всё это важно, так как сушка панелей из стеклопластика должна быть постепенной и равномерной. Лучше, чтобы изделие сохло медленно, естественным путём. Это предотвратит искажения формы стеклопластикового капота.
Лучше, чтобы изделие сохло медленно, естественным путём. Это предотвратит искажения формы стеклопластикового капота.
В мастерской нужно обеспечить вентиляцию, так как смола даёт токсичные испарения.
Способы изготовления капота из стекловолокна
Давайте рассмотрим, как можно изготовить капот из стекловолокна. Есть всего два способа:
- Изготовление капота из стекловолокна и смолы без применения матрицы
- Изготовление капота из стекловолокна и смолы при помощи матрицы
Изготовление капота из стекловолокна и смолы без применения матрицы
Стекловолокно со смолой наносятся на внешнюю (лицевую) поверхность оригинального капота. Усилители с обратной стороны могут быть также сделаны из стекловолокна со смолой по шаблону оригинального капота, а потом приклеены к первой части. Другой вариант усиления на внутренней стороне – создание их формы из любого материала (монтажной пены, пенопласта, картона) по месту, а потом нанесение стекломата со смолой поверх них с нахлёстом, на обратной стороне капота.
Недостатки:
- Недостатком является грубая лицевая часть, которая требует дополнительного выравнивания (шпаклёвкой и шлифованием), что потребует дополнительного времени, утяжелит капот и сделает его толще.
- Если панель копируется напрямую с оригинала, без матрицы, то её форма может немного искажаться при отвердевании. Это также потребует дополнительного выравнивания. Поэтому, важно, чтобы отвердевание происходило постепенно, без скачков температуры.
- Форма (в данном случае капот), изготовленная без матрицы получается немного большего размера, чем оригинал, так как делается поверх него. Это может потребовать дополнительной подгонки капота по месту.

Форму (капот) без применения матрицы можно изготавливать, когда не нужно делать множество копий оригинала или не требуется высокого качества лицевой стороны. Как было написано выше, высокого качества лицевой части можно достичь дополнительным выравниванием после полного отвердевания капота из стекловолокна. Если захотите использовать этот способ, то принцип можете использовать такой же, что и при создании капота по матрице. Он будет подробно описан ниже. Исключением является то, что слои стекловолокна со смолой кладутся на оригинальный капот (донор), а не внутрь матрицы и не наносится слой gel coat (гелькоута), так как смысл в нём теряется.
Изготовление капота из стекловолокна и смолы при помощи матрицы
Если требуется сделать несколько копий оригинала (или созданного полномасштабного макета), а также требуется высокое качество лицевой стороны капота, то перед изготовлением капота из стекловолокна необходимо сначала сделать матрицу.
Капот, изготовленный по матрице, будет наиболее точной копией капота, по которому эта матрица была сделана. Способ изготовления капота из стекловолокна при помощи матрицы можно считать единственным правильным способом получения высококачественного изделия. Если матрица была сделана правильно, то Вы получите капот, который не потребует дополнительного выравнивания, будет точно такого же размера, что и оригинал (в отличие от капота, изготовленного без матрицы).
Недостатки:
- Изготовление капота при помощи матрицы требует дополнительных затрат на большее количество материалов (чем изготовление капота без матрицы), а также это займёт больше времени. Опять же, отличное качество полученной копии при помощи матрицы, не потребует дополнительных трудозатрат и материалов на выравнивание капота (как в случае с капотом, сделанном без применения матрицы).

- Если требуется изготовить всего одну копию капота, то матрицу придётся выбросить, отдать или продать кому-нибудь, либо хранить до момента, когда она может снова пригодиться.
Как сделать капот? Подробный разбор процесса изготовления
Изготовление капота представляет собой многоэтапный процесс. Давайте разберём каждый этап подробно. Будем рассматривать процесс создания капота из стеклопластика при помощи матрицы. Как было сказано ранее, это самый правильный вариант, в результате которого можно получить идентичную копию металлического капота, которую не нужно будет дополнительно выравнивать, а можно сразу подготавливать к покраске и красить.
Понадобится:
- Стекловолокно. Стекломат (CSM – chopped strand mat), плотностью 225 и 450 gsm.
- Специальные валики, чтобы выгонять пузырьки воздуха и разравнивать стекловолокно, пропитанное смолой.
 Более дешёвый вариант — малярный валик с секцией трубы PVC поверх ролика.
Более дешёвый вариант — малярный валик с секцией трубы PVC поверх ролика. - 4 литра gel coat. Gel coat (в России часто пишут русскими буквами без перевода «гелькоут») – это специальная полиэфирная смола, которая идёт как начальный слой при создании матрицы или копии. В его составе есть добавка для повышенной эластичности, чтобы улучшить устойчивость к ударам, повышенной износостойкости. Также эта смола имеет свойство не стекать с вертикальных поверхностей.
- 4 литра ламинирующей смолы
- Разделительное вещество. Воск (Parting Wax) и PVA (water/alcohol-based polyvinyl alcohol)
- Кисти с натуральной щетиной, шириной 10–12 см. Лучше использовать кисточки с короткой щетиной или отрезать щетину до 3 см в длину.
- Контейнеры для смешивания смолы с отвердителем.
- Рабочая одежда. Лучше надеть рабочих халат.
- Ацетон (для чистки). Он хорошо отмывает прилипшую смолу.

- Латексные перчатки
- Шлифовальная бумага (P120-P240), шпаклёвка.
Создание матрицы
- Матрицу нужно сделать по оригинальной детали в качестве шаблона. Матрица для капота является точной копией нужной формы в перевёрнутом наизнанку виде. Стекловолокно ламинируется внутри матрицы. На оригинальный капот, перед созданием матрицы, могут быть добавлены дополнительные элементы, либо может быть кардинально изменена форма (для этого можно использовать глину для лепки, полиуретановую пену с шпаклёвкой, картон и т. д.). Таким образом, можно получить капот с индивидуальным дизайном.
- Матрица должна быть толще (обычно в 3–5 раз) и прочнее, чем вылитая по ней будущая форма. Это предотвратит искажение матрицы и повреждение формы.
- При создании матрицы нужно учесть, как Вы будете извлекать залитую в неё форму. Фактор, который нужно учитывать – угол конусности отливки.
 Это угол краёв панели, по которой изготавливается матрица. Залитую форму легче вытащить из матрицы с позитивным углом. То есть, нужно, чтобы края донора (или матрицы) были немного скошены, чтобы отлитая форма могла легко отделиться.
Это угол краёв панели, по которой изготавливается матрица. Залитую форму легче вытащить из матрицы с позитивным углом. То есть, нужно, чтобы края донора (или матрицы) были немного скошены, чтобы отлитая форма могла легко отделиться. - Оригинальный капот, перед созданием матрицы должен быть идеально ровным. Все неровности и несовершенства оригинального капота отпечатаются на создаваемой матрице. Поэтому, если в этом есть необходимость, нужно сделать косметический ремонт капота перед переходом к созданию матрицы.
- Капот нужно тщательно вымыть и высушить.
- Мы будем рассматривать способ создания матрицы, который предполагает заливку матрицы на лицевой стороне капота и её отвердевание, потом переворачивание капота и изготовление матрицы другой стороны капота (усилителя), отвердевание и разделение этих половинок. Этот способ предполагает предварительное изготовление барьера из плотного материала, который приклеивается на край обратной стороны, перед созданием матрицы на лицевой части капота.
 Этот барьер послужит основанием для создания угла конусности из глины для лепки или специального воска (скошенный угол по периметру края капота, для облегчения отделения отвердевшей матрицы). Также барьер не даст смоле затекать на обратную сторону капота и послужит основанием для запаса стекловолокна со смолой по краю то есть ламинироваться стекловолокно будет как на капоте, так и на приклеенном барьере (получится кромка). Эта кромка придаст дополнительную жёсткость матрице, а также обеспечит более безопасное отдёление двух половин матрицы после их готовности. Расщеплять края можно будет любым плоским инструментом, не боясь повредить оригинальный капот (его край будет вдали от края залитых половин матриц).
Этот барьер послужит основанием для создания угла конусности из глины для лепки или специального воска (скошенный угол по периметру края капота, для облегчения отделения отвердевшей матрицы). Также барьер не даст смоле затекать на обратную сторону капота и послужит основанием для запаса стекловолокна со смолой по краю то есть ламинироваться стекловолокно будет как на капоте, так и на приклеенном барьере (получится кромка). Эта кромка придаст дополнительную жёсткость матрице, а также обеспечит более безопасное отдёление двух половин матрицы после их готовности. Расщеплять края можно будет любым плоским инструментом, не боясь повредить оригинальный капот (его край будет вдали от края залитых половин матриц). - Барьер можно сделать из поликарбоната или плотного пластикового листа. Сначала нужно использовать малярную ленту, чтобы сделать шаблон вокруг краёв капота. Потом можно будет перенести форму шаблона на плотный пластик и вырезать из него барьер.
 Малярная лента наклеивается по периметру капота шириной 10 см. Нужно отметить места среза, чтобы получить отдельные сегменты, которые будет удобно наклеить. Сегменты барьеров нужно пометить, чтобы их было легко приклеить в нужное место. Перед приклеиванием барьера к капоту нужно приклеить маскировочную ленту, чтобы барьер было легко отклеить. Малярная лента наклеивается на край обратной стороны капота. На эту ленту наносится горячий клей. Потом приклеивается барьер. Между стыками сегментов барьера наклеивается скотч, чтобы герметизировать стыки.
Малярная лента наклеивается по периметру капота шириной 10 см. Нужно отметить места среза, чтобы получить отдельные сегменты, которые будет удобно наклеить. Сегменты барьеров нужно пометить, чтобы их было легко приклеить в нужное место. Перед приклеиванием барьера к капоту нужно приклеить маскировочную ленту, чтобы барьер было легко отклеить. Малярная лента наклеивается на край обратной стороны капота. На эту ленту наносится горячий клей. Потом приклеивается барьер. Между стыками сегментов барьера наклеивается скотч, чтобы герметизировать стыки.
- Далее нужно использовать глину для лепки или специальный воск, чтобы сделать угол конусности вокруг края капота между капотом и барьером. Этот угол не даст смоле затечь под капот, иначе это помешает разъединению отлитой формы. Таким образом, когда матрица будет готова, она легко отделится, и не будет зацепляться за край капота.

- Далее, на поверхность капота (и на приклеенный барьер) наносится разделяющее вещество (mould release / separating agent). Оно необходимо, чтобы смола не приклеивалась на поверхность оригинального капота. Во-первых, это поможет не испортить оригинальный капот, во-вторых, разделяющее вещество необходимо, чтобы залитая форма без особых проблем отделилась от поверхности. В качестве разделяющего средства чаще всего используют комбинацию воска и PVA (Parting Wax и PVA Release Film). Нужно сначала нанести воск в матрицу. Для нанесения воска нужно использовать чистую материю или специальный аппликатор. Дайте воску подсохнуть в течение часа.
 Далее распыляется (или наносится кистью) слой PVA.
Далее распыляется (или наносится кистью) слой PVA. - После высыхания разделительного вещества наносится gel coat. Для этого можно использовать как специальный краскопульт, так и кисть. Можно нанести 2 тонких слоя или один толстый (0.8 мм). Для капота среднего размера понадобиться примерно 700 грамм gel coat. Дайте этому слою подсохнуть и отвердеть, но чтобы он всё ещё прилипал при касании.
- Далее наносится соединительный слой (coapling coat). Соединительный слой делается также, как обычное ламинирование стекловолокна. Для этого слоя может использоваться специальная смола (в линейке производителя), которая служит соединительным (переходным слоем) между gel coat и основной смолой. На поверхность наносится смола, потом кладётся стекломат и пропитывается смолой. Нужно использовать стекломат плотностью 225 gsm или менее плотный. Сделайте вырезы на стекломате, если это необходимо, чтобы он повторял форму капота.
 Из-за того, что стекломат менее плотный, это позволяет ему хорошо повторить все контуры капота и хорошо прилегать. Это гарантирует, что не останется никаких пустот между слоем gel coat и первым слоем стекловолокна, пропитанного смолой. После пропитывания стекломата, его нужно прокатать валиком, чтобы окончательно убрать пузырьки воздуха. Этот слой должен просохнуть в течение 3 часов. Он должен стать твёрдым, но оставаться липким.
Из-за того, что стекломат менее плотный, это позволяет ему хорошо повторить все контуры капота и хорошо прилегать. Это гарантирует, что не останется никаких пустот между слоем gel coat и первым слоем стекловолокна, пропитанного смолой. После пропитывания стекломата, его нужно прокатать валиком, чтобы окончательно убрать пузырьки воздуха. Этот слой должен просохнуть в течение 3 часов. Он должен стать твёрдым, но оставаться липким.
- Теперь нужно использовать стекломат плотностью 450 gsm. Сначала наносится смола, потом кладётся стекломат и снова пропитывается смолой. Далее кладётся второй слой стекломата и снова пропитывается смолой. Всё прокатывается валиком, чтобы разровнять слои и выгнать пузырьки воздуха.
- Большинство матриц, использующих стекломат (chopped strand mat) состоят из 8–10 слоёв. Более толстая стеклоткань (Woven Roving, Tooling Fabric) может быть добавлена после третьего слоя стекломата для более быстрого увеличения толщины и прочности матрицы.
 Изменяйте положение волокон слоёв, чтобы прочность была равномерной. Не наносите более 3–4 слоёв за один раз, так как из-за формирования тепла может искажать матрицу.
Изменяйте положение волокон слоёв, чтобы прочность была равномерной. Не наносите более 3–4 слоёв за один раз, так как из-за формирования тепла может искажать матрицу. - На больших матрицах (как в нашем случае) добавляется усиление с обратной стороны, для дополнительной жёсткости. Для этого можно сделать распорки (из пвх труб) и нанести 2 слоя стекломата со смолой поверх них. Эти усиления должны проходить как по центру, так и по краям матрицы, где постоянное количество напряжения будет возрастать от воздействия залитой формы.
- После отвердевания матрицы, сделанной на лицевой части, нужно перевернуть капот, не отделяя затвердевшую стеклопластиковую часть. Далее можно начать делать форму для внутренней части капота (усиления).
 На этом этапе можно удалить барьеры из пластикового листа, приклеенные к краю капота. После удаления пластикового барьера останется кромка из стеклопластика.
На этом этапе можно удалить барьеры из пластикового листа, приклеенные к краю капота. После удаления пластикового барьера останется кромка из стеклопластика.
Обратная сторона капота
- Чтобы подготовить обратную сторону к нанесению смолы и стекловолокна, нужно заклеить все швы и отверстия. Когда будет наноситься смола, она не должна просочиться в какие-либо щели и отверстия, так как это помешает отделению формы. Мелкие швы можно заделать глиной для лепки, а большие отверстия – скотчем или специальной липкой лентой (flash/release tape).
- Также нужно добавить глины к краям усилителей, чтобы смола не попала под них.
- Как и при изготовлении лицевой стороны капота, по краям капота (между барьером, который теперь сделан из стеклопластика и краем) нужно создать угол конусности.
 То есть, сделать скошенный край из глины для лепки.
То есть, сделать скошенный край из глины для лепки. - Теперь нужно нанести и распределить воск и распылить или намазать кистью PVA mold release (разделяющее вещество) на внутреннюю часть капота.
- Теперь вся поверхность обильно промазывается gel coat при помощи кисти (или наносится распылением). Слой должен получиться достаточно толстым (0.8 мм). Этот слой должен оставаться немного липким перед нанесением стекловолокна со смолой.
- Далее намазывается смола и кладётся стекломат 225 gsm. На не до конца просохший слой смолы и стекломата наносится второй стекломата плотностью 450 gsm и пропитывается смолой. Всего должно получиться минимум 4 слоя 450 gsm. Всё тщательно прокатывается валиком. Нанесённые слои должны просохнуть в течение суток.
Отделение матрицы от капота
После полного отвердевания матрицы, её нужно высвобождать. Для этого существуют специальные клинья разных размеров и разной твёрдости. Эти пластиковые клинья удобно использовать, так как они не повредят край, в отличие от отвёрток, шпателей и прочих инструментов. В нашем случае не слишком важно не повредить края, так как у нас есть дополнительная кромка по периметру капота. Нужно срезать несколько сантиметров этой кромки, чтобы стык двух половин матриц был чётко виден. Сначала нужно отметить линию среза по всему периметру капота. Для обрезания используется электролобзик. Используйте вольфрамовое карбидное лезвие (tungsten carbide blade). Вставьте клинья или любой другой плоский инструмент вокруг периметра матрицы и аккуратно протолкните внутрь. Так нужно делать постепенно, двигаясь по периметру. Иногда может потребоваться использовать молоток, чтобы немного простукивать клинья или другой инструмент.
Для этого существуют специальные клинья разных размеров и разной твёрдости. Эти пластиковые клинья удобно использовать, так как они не повредят край, в отличие от отвёрток, шпателей и прочих инструментов. В нашем случае не слишком важно не повредить края, так как у нас есть дополнительная кромка по периметру капота. Нужно срезать несколько сантиметров этой кромки, чтобы стык двух половин матриц был чётко виден. Сначала нужно отметить линию среза по всему периметру капота. Для обрезания используется электролобзик. Используйте вольфрамовое карбидное лезвие (tungsten carbide blade). Вставьте клинья или любой другой плоский инструмент вокруг периметра матрицы и аккуратно протолкните внутрь. Так нужно делать постепенно, двигаясь по периметру. Иногда может потребоваться использовать молоток, чтобы немного простукивать клинья или другой инструмент.
Большие панели и матрицы иногда сложно разделять, даже после разъединения краёв. На это влияет небольшая адгезия отлитой формы и статика. При сложности в разъединении можно применить сжатый воздух или напор воды под давлением в щель между матрицей и макетом, чтобы помочь отсоединить матрицу.
В таком виде матрицу можно использовать как есть, но чтобы придать дополнительную гладкость поверхности, нужно отшлифовать поверхность шлифовальной бумагой P1200 с водой. Этот этап уберёт мелкие несовершенства на поверхности и сделает поверхность идеально гладкой. Таким образом, залитая в этой матрице форма не отпечатает на себе мелкие неровности поверхности матрицы.
Как сделать капот из стеклопластика по матрице
- Процесс изготовления копии капота похож на создание матрицы. При создании окончательной копии капота не нужно использовать много смолы, в отличие от матрицы. Достаточно будет, чтобы стекловолокно было пропитано смолой, но не залито.
- Нанесите 3 слоя разделяющего вещества (mold release paste wax) на поверхность матрицы, потом несколько слоёв жидкого разделяющего вещества PVA.
- После высыхания разделяющего вещества наносится 3 толстых слоя gel coat. Этот слой обеспечит гладкую лицевую поверхность будущего капота. Если сразу нанести смолу, а потом стекломат и пропитать его, то лицевая часть будет иметь неровности в виде выпирающих волокон стекловолокна (в особенности, если используется толстый стекломат), поры.
- После нанесения gel coat, нужно выждать от 2–4 часа.
- Далее наносится смола. Для создания капота производитель может рекомендовать смолу Vinyl Ester Resin, которая лучше по свойствам, чем более дешёвая полиэфирная.
- Кладётся слой стекломата и пропитывается смолой. Стекловолокно должно немного заходить за края матрицы. Смолы наносится столько, чтобы полностью пропитать стекловолокно. При этом избегайте нанесения излишнего количества смолы, чтобы не увеличивать вес капота. Прочность от излишней смолы тоже не увеличивается. Смола наносится на поверхность от центра к краям.
- Нужно нанести 4 слоя стекломата. Кладите слои стекломата так, чтобы волокна располагались под разными углами относительно разных слоёв. Это увеличивает прочность во всех направлениях.
- После нанесения и разравнивания первого слоя нужно подождать примерно 40 минут, потом класть 2 слой стекломата. Нужно, чтобы первый слой был твёрдым, но всё ещё липким, перед нанесением второго слоя.
- С 3–4 слоями будет примерно 2.5 — 3 мм толщиной, что соответствует толщине заводских капотов из стеклопластика.
- Раскатайте валиком нанесённый слой, чтобы убрать пузырьки воздуха. Если останутся пузырьки, то в этом месте верхний слой с лицевой стороны может треснуть.
- В отливаемой форме искажения (коробление, скручивание) можно избежать, позволяя каждому слою отвердеть (до состояния липкости поверхности), перед нанесением следующего слоя.
- Сушите смолу медленно. Чем быстрее сохнет панель из стекловолокна и чем выше температура сушки, тем более хрупкой будет панель.
Обрезание лишнего стеклопластика и приклеивание креплений
Нужно срезать излишек по краям двух частей нового капота и вырезать проёмы между усилителями на части капота, которая относится к обратной его стороне. Для обрезания излишков стеклопластика удобно использовать dremel. Обрезая края, нужно следовать линии края, отпечатавшейся от оригинального капота. Нужно срезать с небольшим отступом от линии края капота, так как края нужно будет дорабатывать шлифованием. Перед началом работы не забывайте про средства защиты. Используйте респиратор, защитные очки и перчатки. После обрезания краёв используйте напильник или шлифовальную бумагу на бруске, чтобы подровнять края (P120-P240).
Заводские крепления для композитных капотов. Подобные крепления не сложно изготовить своими руками.Далее нужно просверлить отверстия для крепления шарниров. Для этого нужно пометить нужные места, в соответствии с местами на оригинальном капоте. Используйте дрель и сверло нужного размера. Место в передней части капота, которое соединяется с замком, нужно вырезать при помощи dremel, а края обработать напильником. Для приклеивания креплений используется двухкомпонентный эпоксидный клей. Этот клей хорошо прилипает как к композитным материалам (в данном случае стекловолокно), так и к металлу. Пока две половины капота (лицевая часть и усилители) не склеены вместе, крепления можно легко приклеить к обратной стороне усилителей.
Соединение двух частей капота
Перед склеиванием двух половин, нужно отшлифовать места соединения, чтобы они были плоскими.
Для склеивания двух половин можно использовать 3М fiberglass panel adhesive, который специально для этого предназначен, либо полиуретановый клей-герметик. Клей нужно нанести на край по периметру, потом разровнять, чтобы получилось примерно 3 мм толщины и 4 мм ширины. Далее половины капота соединяются и прижимаются зажимами на 24 часа. Если используете зажимы, то старайтесь избегать прогибов на краях.
Для склеивания двух половин капота (полотно капота и усилитель) вместе можно использовать матрицу, из которой отливалась лицевая часть капота. Это нужно для того, чтобы лицевая часть не искажалась при склеивании. Берём полотно капота (лицевую часть) и кладём обратно в матрицу, наносим клей и прижимаем вторую половину (усилитель). Поверх усилителя нужно положить груз в нескольких местах. При этом способе склеивания можно обойтись без зажимов.
Как подготовить капот из стеклопластика к покраске?
Прежде всего, нужно знать, что панель из стеклопластика должна как следует высохнуть и затвердеть. Сколько времени только что изготовленный капот должен сохнуть? Чем дольше, тем лучше. Минимальное время 48 часов, а максимальное – вплоть до недели. Полное отвердевание особенно важно, если деталь будет окрашиваться в чёрный или другой тёмный цвет. Так как тёмные оттенки впитывают тепло, на солнце на не просохшем капоте могут возникнуть пузыри или даже искажение формы.
После отвердевания нужно поставить капот на автомобиль и проверить все зазоры. Возможно, нужно будет где-то подрезать панель и подшлифовать, чтобы все зазоры были ровными. При шлифовании панелей из стеклопластика обязательно используйте респиратор, а также работайте в защитной робе.
После подгонки нужно тщательно вымыть панель из стекловолокна. Это нужно, чтобы убрать разделяющее вещество, которое используется для облегчения извлечения капота из матрицы. Если это вещество убрать не полностью, то во время покраски могут возникнуть дефекты «рыбий глаз».
Во многом, подготовка капота из стекловолокна и смолы схожа с подготовкой металлической панели (см. статью “подготовка к покраске”). Важно убрать все неровности шпаклеванием, шлифованием и грунтованием, если они остались.
Каким грунтом покрыть капот из стеклопластика? Здесь может быть несколько вариантов. Можно использовать эпоксидный грунт (см. статью о свойствах и применении эпоксидного грунта). Далее уже можно нанести акриловый грунт, подготовить его и красить.
Ещё одно большое отличие капота из стекловолокна от стального в том, что обычный капот имеет одинаковую поверхность с обеих сторон, в то время как лицевая сторона капота из стекловолокна гладкая, а обратная сторона грубая и неровная. На обратную сторону капота можно нанести полиуретановую краску раптор или аналог, предварительно подготовив поверхность. Это добавит износоустойчивости капоту, а также улучшит внешний вид.
Установка капота из стеклопластика и его эксплуатация
- При установке капота из стекловолокна нужно учитывать конструкцию крепления оригинального капота. К примеру, если использовались пружины в механизме шарниров или замка, то они могут привести к повреждению капота из стекловолокна. То же самое относится к пневматическим упорам капота. В этом случае нужно изменить конструкцию креплений, чтобы капот из стекловолокна не подвергался излишнему напряжению.
- В отличие от закрывания тяжёлого металлического капота, капот из стеклопластика не достаточно просто отпустить, чтобы он хлопнул и закрылся. Нужно убедиться, что замок защёлкнулся. Для этого нужно аккуратно потянуть за край капота вверх и проверить.
- Капоты из стеклопластика толще, чем оригинальные металлические капоты. Поэтому необходимо настроить их по высоте резиновыми регулировочными отбойниками. Отбойники может потребоваться подрезать или убрать полностью.
- Капот из стеклопластика жестче, чем оригинальный из стали. Стальной капот может немного сгибаться по линии крыльев, даже если одно из крыльев расположено ниже, чем другое. Поэтому, после установки капота из стекловолокна может понадобиться скорректировать положение прилегающих панелей.
- Капот из стекловолокна получается лёгким и гибким, поэтому, если автомобиль, на котором установлен капот из стекловолокна, используется для вождения на высоких скоростях, то должны быть установлены специальные крепления для капота (hood pins) на его передние углы для предотвращения его подъёма на скорости.
Печатать статью
Ещё интересные статьи:
Стеклопластик своими руками
Стеклопластик получил широкую известность и популярность как в быту, так и во многих отраслях народного хозяйства. Из этого материала производят и самые простые детали, как например пуговицы и подиума акустической системы, и сложнейшие изделия, например обшивку самолетов. Изделия из стеклопластика можно встретить в автопроизводстве, яхтостроительстве, изготовлении легких самолетов и вертолетов и других сферах промышленного производства.
Из чего состоит стеклопластик?
В состав этого универсального материала входит полиэфирная или эпоксидная смола, которой придают нужную форму особым способом и армируют стеклотканью или стекловолокном. Полиэфирную смолу также можно армировать тканью из углеродных волокон, стекловолокном, кевларовой тканью, стекловатой, стеклотканью, с помощью которых изделие приобретает особую прочность. За неимением этих материалов для армирования можно использовать любую синтетическую ткань: искусственный шелк, нейлон и т.д., но изделия не будут иметь такой прочности, как при использовании стекловолокна или стеклоткани.
Что такое стеклоткань?
Стеклоткань представляет собой плотный материал, состоящий из хаотично расположенных или упорядоченно расположенных нитей, связанных между собой тонким слоем эпоксидной смолы.
Стеклоткань имеет толщину до 12 мм, но обычно ее измеряют в граммах на квадратный метр. Самые распространенные значения: 300, 450, 600, 900 грамм на 1 кв.м.
Стеклоткань отличается по типу, способу изготовления, массе и природе стекловолокна. Самой распространенной является “тафта”, которая имеет клеточную текстуру.
Стекловойлок имеет меньшую сопротивялемость механическим нагрузкам, чем стеклоткань, но, несмотря на это, его удобнее использовать для изготовления сложных форм.
Для серийного производства применяют другой тип волокна: это резаное волокно, имеющее такую же или чуть меньшую длину, как у стекловойлока. Его используют при изготовлении основы.
Особенности и советы по изготовлению формы для изделия из стеклопластика
Детали из стеклопластика своими руками изготовляются методом формовки. Для этого нужна специальная форма, которая бывает охватывающей или охватываемой. Форма должна иметь определенный уклон для удобства вынимания из нее готового изделия. Чем качественнее и ровнее отполирована поверхность стенок формы, тем будет выше качество поверхности формируемого изделия.
Для выполнения формовки изделия нужно произвести ряд подготовительных работ:
- Внутренняя поверхность формы покрывается специальным веществом, способствующим свободному извлечению из нее готовой детали. Сам метод формовки заключается в том, что деталь из стекловолокна укладывается в специальную форму и пропитывается эпоксидной или полиэфирной смолой.
- Для армирования изготавливаемых деталей выбирается определенная стеклоткань в зависимости от ее внешнего вида и способности к сопротивлению действующим нагрузкам.
- Из плотной бумаги изготовляется шаблон, по которому делают разметку и вырезают стеклоткань.
- Полиэфирную смолу выбирают соответственного качества, в зависимости от назначения и эксплуатации детали. Смола содержит в своем составе красители и может отличаться химическим составом. Например, если смола предназначена для нанесения первого слоя, она называется ледяным покрытием.
Формовку деталей можно формировать по-разному, главное, чтобы при этом соблюдались следующие правила:
- стеклоткань в форме должна располагаться равномерно;
- стеклоткань полностью пропитывается полиэфирной смолой, исключая малейшие пузырьки воздуха в пропитке;
- обеспечивается высокая производительность готовой детали для серийного производства.
Рассмотрим для примера технологию производства контактного формования или формования на одной форме. Это самый легкий способ, при котором количество используемого материала уменьшается, но при этом увеличивается потребность в количестве рабочей силы.
Чем аккуратнее и опытнее исполнитель, тем больше готовых деталей получится из исходного материала. Такой способ может применяться для одной и для нескольких одинаковых деталей или небольшой серии. Форма может быть любого размера и, как уже говорилось выше, она бывает охватываемой или охватывающей, зависимо от желаемого результата, при котором больше ценится хороший внешний вид наружной или внутренней поверхности готовой детали.
Форма должна иметь высокие показатели прочности. Ее уклон должен быть не менее 35%. Если формовочная деталь имеет обратный уклон, тогда форма должна быть выполнена из нескольких идеально подогнанных друг к другу частей.
Из какого материала изготовляется форма?
Выбор материала для формы зависит от предназначения производства. Например, форма из гипса применяется для изготовления всего одной детали; стальная форма может использоваться большое количество раз для изготовления нескольких тысяч деталей; а для изготовления деталей мелкими сериями лучше всего изготовить модель, с которой снимается слепок формы. Она будет состоять из слоистого пластика, в состав которого входит стекловолокно и полиэфирная смола. Для укрепления формы профилированный картон или деревянные пластинки погружают в слоистый пластик для образования нервюр. Благодаря этому, в усиленной форме можно изготовить не одну сотню деталей.
Подготовка полотна
Особое внимание нужно обратить на подготовку полотна. Вырезанные полотна нужно поместить во влажное помещение в таком порядке, чтобы их удобно было брать по очереди нанесения слоев. Также необходимо правильно выбрать среди большого количества всевозможных веществ, предназначенных для разделения изделия и формы, именно такое, которое будет соответствовать материалу формы.
Формовка детали
Когда разделительное покрытие нанесено и высушено, можно наносить первый закрывающий слой специальной смолы (иногда с наполнителем), предназначенный для скрытия волокон стеклоткани, которые в результате нанесения смолы стают невидимыми на поверхности детали. Толщина закрывающего слоя не должна превышать 0.4 мм. На слишком толстом слое после высыхания могут возникнуть трещины. Закрывающий слой можно и не накладывать, если наличие видимых волокон стекловолокна не имеет значения. В этом случае сразу наносится толстый слой эпоксидной смолы.
На вертикальных стенках деталей могут возникнуть подтеки. Чтобы этого избежать, в смолу подмешивают специальный наполнитель. Первый нанесенный слой подсушивают до студнеобразного состояния. Если он немного прилипает к пальцам, значит можно накладывать следующий слой.
Смола приготавливается двумя этапами: сразу в часть смолы добавляют ускоритель полимеризации, а потом смешивают с остальной смолой, которая будет использоваться. По необходимости в нее добавляют краситель.
Следующим этапом изготовления стеклопластика своими руками является дозирование и смешивание катализатора, если это необходимо, то есть, рассчитывается количество смолы, которая будет использована в ближайшие 15 минут. Смолу разливают в две одинаковые емкости. В одну емкость добавляют ускоритель, а в другую – катализатор.
Для удобства смесь можно готовить в третьей емкости небольшими равными порциями. Благодаря такому способу, можно избежать повторяющихся неоднократно приготовлений смолы и катализатора небольшими порциями. Чтобы сделать правильную дозировку смолы, ее можно взвесить на весах или использовать дозировочную емкость необходимого объема. Дозировка ускорителя и катализатора определяется с помощью мензурок очень маленькими порциями.
Когда покрывающий слой или первый слой смоляного покрытия станет студенистым, можно приступать к наложению первого слоя стекловолокна. Для этого используют легкий стекловойлок с показателем 300 г/1 кв.м. При наложении каждого слоя стекловолокна необходимо следить за тем, чтобы слой ложился ровно и постепенно, заполнял пустоты и закругления. Иногда при наложении слоев стекловолокна возникают воздушные карманы. Это происходит либо из-за слишком быстрого прижатия, либо из-за неплотного сопряжения острого угла. После укладки стекловолокно пропитывается слоем смолы, который наносится кисточкой или валиком.
Важно помнить, что каждая порция смолы рассчитывается примерно на 15 минут работы. Работая кистью, смолу нужно наносить не мазками, а как при торцевании, похлопывая концом кисти по обрабатываемой поверхности. Когда пропитка эпоксидной смолой будет завершена, нельзя сразу пытаться отделить стекловолокно, так как отдельные волокна при этом могут приподняться и вырваться. После слоя смолы, не дожидаясь его высыхания, накладывают следующий слой стеклоткани.
Чтобы обеспечить высокую механическую прочность, слой стекловолокна и стеклоткани укладывается поочередно. Последним слоем укладывают стекловойлок или специальную отделочную стеклоткань (300 г на 1 кв.м).
Выполняя такую укладку, нужно соблюдать ряд важных правил:
- металлические или полиэтиленовые емкости для накладываемых веществ должны быть чистые;
- смола в емкости должна быть полностью использована перед тем, как емкость будет заполнена новой порцией;
- возникшие воздушные пузыри, неподдающиеся устранению, убираются надрезанием их лезвием бритвы;
- кисти и валики после использования моются с помощью ацетона или трихлорэтилена. Это нужно сделать сразу, так как впоследствии произойдет полная полимеризация смолы, оставшейся на инструментах, и ее уже нельзя будет удалить;
- всю работу необходимо производить в резиновых перчатках, для защиты рук от прямого контакта со смолой;
- рабочее помещение должно иметь хорошую вентиляцию, чтобы вредные пары полистирола не вызвали раздражение слизистых оболочек и глаз;
- ни в коем случае во время работы нельзя тереть глаза, так как стеклянные волокна, случайно попавшие на кожу, могут нечаянно травмировать глаза;
- в рабочем помещении должна быть температура не ниже 20 градусов, оно должно быть защищено от холода, сырости и прямых солнечных лучей;
- во время работы нельзя курить во избежание пожара, так как смолы являются легко воспламеняемыми;
- выемка изделия производится не раньше, чем через 12 часов. Сушильная камера (не выше 60 градусов) или нагрев инфракрасными лучами может сократить этот период времени;
- края изделия после выемки обрезаются и заглаживаются;
- если изделие необходимо покрасить, то прежде этого его нужно зачистить шлифовальной шкуркой, а затем уже нанести полиуретановую краску;
- если детали нужно склеить между собой, то для этого склеиваемую поверхность делают шероховатой, промывают ацетоном, а затем склеивают специальным клеем или пропитанной полиэфирной смолой тесьмой.
Чтобы улучшить качество формовки используют метод давления. Работа выполняется точно так же, как мы уже рассмотрели, но по окончанию изделие в форме придавливают, создавая разрежение между гибкой мембраной и покрытием на форме, либо раздувая эластичный пузырь, помещенный в закрытую форму.
Такие детали будут иметь самое высокое качество, так как при придавливании обеспечивается равномерное распределение смолы. Такой метод применяется для среднесерийного производства.
Чтобы готовое изделие имело высокое качество и приятный внешний вид, формовка во входящих друг в друга формах производится или с очень слабым сжатием, или вообще без него.
Для среднесерийного производства формовка под давлением для входящих друг в друга форм может также производиться с помощью укладки слоя стекловолокна, а сверху него определенного количества смолы. С помощью сжатия обеспечивается равномерное растекание смолы по детали.
Чтобы этот способ можно было применить в крупносерийном производстве, или при производстве основы будущей детали, формы намеренно подогревают. В результате подогрева стеклянные волокна прижимаются к поверхности формы, которая сделана из перфорированного листа. В этом состоянии их пропитывают смолой с помощью краскопульта. После этого форму с нанесенной основой несколько минут подсушивают в камере для сушки. Подсушенный полуфабрикат вынимают из временной формы и помещают в конечную форму, покрывают слоем смолы и сжимают в течение непродолжительного времени. В результате получается готовая деталь.
Полезная информация для изготовления стеклопластика
Стеклопластик это материал, состоящий из двух основных компонентов. Это материал из стекловолокна (стекловолокно, стеклоткань, стекломат), который служит для армирования (усиления) изделия, и смолы, являющейся связующим.
Материалы для изготовления стеклопластика.
Смола
Смола является связующим материалом и поэтому к выбору смолы надо подойти наиболее ответственно, особенно при отсутствии опыта изготовления стеклопластиковых изделий. Если при выборе стеклоткани или стекломата можно довольствоваться рекомендациями специалистов, т.к. этим выбором определяются, в основном, механические свойства готового изделия, то разная смола требует разных технологических процессов.
Для начинающих мы рекомендуем эпоксидную смолу. Эпоксидная смола менее привередлива в работе и имеет большее время застывания и поэтому у вас будет больше времени для исправления возможных ошибок. Эпоксидную смолу также рекомендуется использовать при ремонте изделий (лодок, бамперов…). Она хорошо склеивается с пластиком, деревом, металлом.
Полиэфирная смола, в основном, используется для изготовления цельных деталей
Хотим также напомнить, что на свойства смол и на их рабочие параметры довольно сильно влияют температурные характеристики помещения, в котором производятся работы, и его проветриваемость. Порой для лучшего застывания матрицу с изделием помещают в специальную сушильную камеру. Это помогает значительно ускорить процесс получения готового изделия. Самые прочные изделия изготавливаются в автоклавах под большим давлением и при высокой температуре.
Сама смола достаточно хрупкая, и именно стекломатериал придает ей необходимую прочность и гибкость
Материалы из стекловолокна
Для изготовления стеклопластиков используется стекловолокно, ровинг, стекломат, стеклоткань и другие стекломатериалы.
Самые распространенные это ровинг, стекломат и стеклоткань.
Ровинг
Ровинг это стекловолокно собранное в пучок и намотанное на бобину. Ровинг похож на некрученую стеклонить. Укладка ровинга производится специальным пистолетом, в который, во время работы, подается еще смола и катализатор.
Стекломат
Стекломат состоит из хаотично расположенных волокон, а стеклоткань выглядит как обычная ткань. Наибольшее упрочнение дают стеклоткани. Стекломаты дают меньшую прочность, но они более легки в обработке и по сравнению со стеклотканью лучше повторяют форму матрицы.
Стекломат может быть очень тонким, а бывает толстым, как одеяло. Стекломаты различаются по толщине и плотности, но разделяют их по весу одного квадратного метра материала в граммах: 300, 450, 600. Чем тоньше мат, тем более сложную поверхность он позволяет вывести, с большим количеством граней и резких переходов. Толстый мат (600 или 900) позволяет набрать толщину изделия и добиться необходимой прочности. При создании толстых изделий работа проходит в несколько этапов. Выкладывается несколько листов для получения первого слоя и дается время на застывание. Затем дополнительно, уже на твердую поверхность, укладываются дополнительные листы мата для придания необходимой толщины. Если попытаться уложить сразу все слои, то велика вероятность, что готовое изделие покоробится, стянется.
Стеклоткань
Стеклоткани бывают разной толщины. Стеклоткани также используются для придания жесткости и объема готовому изделию. Как и любая ткань, стеклоткань неодинаково работает при разнонаправленном растяжении. Поэтому для придания необходимой жесткости стеклоткань укладывается под разными углами. Стекловолокно в стеклоткани играет немаловажную роль. Оно должно хорошо пропитываться смолой и удерживать ее между волокнами. На это свойство пропитываемости в стеклоткани влияет наличие в ней и количество парафина. На ответственные изделия желательно выбирать стеклоткани без парафина. Парафин также можно выжигать перед применением.
К слову о прочности. Как это ни странно прозвучит, но чем меньше смолы в стекловолокне (при условии его полной пропитки и отсутствии пузырьков), тем прочнее будет готовое изделие и тем меньше окажется и его вес.
Гелькоут (gelcoat)
Для придания цвета готовой детали , а также для защиты от внешних воздействий используется особый материал гелькоут (gelcoat – гелевое покрытие). Можно сказать, что гелькоут это та-же смола, но с добавлением красителя. Его можно подобрать по цвету или создать свой оттенок колеровочными составами. Кроме того, слой гелькоута увеличивает срок службы изделия, защищает от воздействий окружающей среды и скрывает структуру стеклопластика. Готовое изделие будет иметь ровную (зависит от качества матрицы) поверхность, нужного цвета.
Гелькоуты бывают внутренними и внешними (topcoat).
Внутренний гелькоут наносится первым слоем в матрицу. После того как гелькоут затвердел, укладывается стекловолокно и смола. В этом процессе кроется один важный момент. Если слой гелькута будет в одном месте слишком тонкий, то может случиться следующее: или в этом месте будет просвечивать структура стекловолокна, или гелькоут может вообще отойти и сморщиться. Поэтому крайне важно пользоваться правильными материалами и следовать технологии. Для равномерного нанесения гелькоута часто используют не кисти, а краскопульты. Так удается значительно сократить количество брака и уменьшить расход материала. Но для распыления гелькоут должен быть более жидким, чем для ручного нанесения. В настоящее время в продаже имеются готовые гелькоуты для нанесения кистью и для напыления.
Внешний гелькоут (topcoat) наносится после того, как изделие вынули из матрицы. Здесь он выполняет роль краски. Благодаря присутствию в составе топкоута парафина поверхность после отверждения не остается липкой, хорошо шкурится и полируется. Топкоут можно изготовить самим на базе гелькоута или смолы, добавив раствор парафина в стироле.
Макет и матрица
Для изготовления изделия из стеклопластика первое, что необходимо, – создать его макет. В некоторых случаях макетом может являться уже существующее изделие, которое Вы хотите размножить. Например: бампер автомобиля. Для еще не существующих изделий макет может быть изготовлен различными способами: фанера, пластилин, пенопласт и т. д. От того, насколько правильно сделан макет, будет зависеть качество будущих изделий. Более того, если необходимо, чтобы у детали, которая будет затем создаваться, была идеально ровная поверхность, над ее качеством придется поработать уже на макете. Чем более гладким и ровным будет макет, тем меньше работы потребуется потом, при изготовлении и доведении матрицы.
Еще до создания макета необходимо понять, можно ли изготовить деталь целиком или нет. Дело в том, что при работе со стеклопластиками и другими подобными материалами необходимо, чтобы готовую деталь после застывания можно было вытащить из матрицы, ничего не повредив при этом. Возможно, деталь будет иметь такую форму, что ее придется изготавливать из нескольких частей, а затем скреплять их друг с другом.
Матрица создается по макету. Это самый ответственный момент. Прежде всего макет покрывается тонким слоем воска. Эту процедуру можно сравнить с полировкой автомобиля. После того как макет подготовлен, на него наносится слой специального матричного гелькоута. Это покрытие в дальнейшем позволит вывести поверхность матрицы практически до зеркального блеска. Матричный гелькоут гуще, чем обычный, и ложится более толстым слоем.
После того как встанет этот слой, начинается укладывание стекломатериала. Сначала более тонкого (стекловуаль, …). Он позволит точно повторить все изгибы и контуры макета. Далее желательно дать подсохнуть первому слою. Затем уже можно выложить еще несколько слоев более толстого материала (мат, стеклоткань), но сразу набирать толщину не стоит, иначе матрицу может повести (изогнуть и покоробить). При создании матриц на простые детали можно упростить процедуру.
Если матрица будет разъемной, то при ее изготовлении делаются специальные перегородки вокруг макета, разделяющие его на сегменты. Выложив основной, после его застывания перегородки вынимаются и, обработав кромки первого сегмента матрицы, выкладываются остальные. Для правильного позиционирования сегментов друг относительно друга в первом при формовании делаются специальные ямки. Когда будут формоваться следующие сегменты, эти ямки будут заполнены смолой и стекловолокном, и появятся бугорки. Эти пары и позволят при будущем использовании правильно скрепить различные части матрицы воедино. Для скрепления сегментов матрицы в ребрах всех отдельных частей сверлятся отверстия под крепежные болты.
Для того чтобы матрица была прочной и хорошо держала форму, после ее изготовления, прежде чем вынуть макет, к матрице приформовывают ребра жесткости. В зависимости от ее размеров это может быть прочный стальной каркас или небольшие фанерные или деревянные ребра.
Готовая матрица, если макет был изготовлен аккуратно, может и не потребовать дополнительной обработки, но зачастую приходится выводить поверхности, шлифовать и полировать матрицу до блеска. Только тогда можно получить идеальную деталь. А к кузовным элементам вообще нужно особое внимание.
Затем начинается долгий процесс вощения. Матрицу приходится тщательно натирать воском несколько раз с перерывами. Воск нужно не просто намазывать, а растирать до получения тонкой, гладкой, невидимой пленки. Если этого не сделать, то поверхность готового изделия будет не гладкой, а шершавой.
После, а порой и вместо вощения иногда используют специальные жидкости, которые, высыхая, создают пленочное покрытие, предотвращающее попадание смолы или гелькоута на матрицу, чего никак нельзя допускать. Как нельзя и царапать ее поверхность. В противном случае смола может намертво прирасти к матрице, и тогда процедуру шлифовки, полировки и вощения придется повторять снова. Порой используют особые составы, обработав которыми матрицу можно снимать с нее до 100 изделий, но старый добрый воск всегда остается самым понятным и надежным средством.
Процесс создания матрицы, описанный выше, является довольно распространенным вариантом, используемым в большинстве фирм, но существуют и другие, более сложные технологии.
Собственно, далее можно приступать к изготовлению деталей. Слой гелькоута в принципе не обязателен, но, во-первых, он придает более законченный вид готовому изделию, а будучи цветным, позволяет сэкономить на покраске или вообще от нее отказаться, а во-вторых, он защищает матрицу от стекловолокна, которое на самом деле очень даже абразивно, т. е. царапает.
Технологии
Технологий производства изделий из стекловолокна существует несколько. Стоит сразу оговориться, что эти методы используются и при работе с другими армирующими материалами, такими, как карбон, кевлар, другие тканые материалы и их сочетания.
Ручное (контактное) формование. Этот способ самый простой и дешевый (если не считать затрат на квалифицированную рабочую силу). Пропитка стекловолокна осуществляется валиком или кистью, которые должны быть стойкими к смолам. Волокно или сразу укладывается в форму, или уже после пропитки. Обработка стекловолокна разбивочными валиками способствует лучшему распределению смолы между волокнами. Затем укаточными валиками производят окончательную укатку стеклоткани, выдавливая пузырьки воздуха и равномерно распределяя смолу по всему объему. Крайне важно не допустить, чтобы под слоем стеклоткани оставались пузырьки воздуха. Если изделие застынет с таким браком, это место будет ослаблено вплоть до возможного сквозного продавливания. Такие брачки также могут помешать дальнейшей обработке изделия, потребовать его восстановления или полной замены. В любом случае будут затрачены дополнительные материалы, труд, а также деньги.
Ручной метод может быть несколько механизирован. Существуют смесители, подающие смолу с катализатором через валик, и иные приспособления. Но укатывать все равно приходится своими руками.
Достоинство ручного метода вполне очевидно: просто и дешево. Но любая экономия может иметь и обратную сторону. Качество готовых изделий очень сильно зависит от квалификации рабочих. И условия труда при таком подходе довольно вредные. Кроме того, очень сложно добиться большой производительности. Однако для небольших фирм и малых объемов работы этот метод самый подходящий.
Метод напыления рубленого ровинга. Этот подход куда более технологичен. В нем используется не стекловолокно, а стеклонить, которая подается в измельчитель специального пистолета, где рубится на короткие волокна. Затем пистолет «выплевывает» их вместе с порцией смолы и катализатора. В воздухе все смешивается и наносится на форму. Но после этой процедуры все равно массу необходимо прикатать, чтобы удалить пузырьки. Далее отвердевание происходит как обычно.
Такой способ выглядит очень заманчиво и просто. Казалось бы, стой и поливай из шланга. Но есть один существенный недостаток, из-за которого этот способ не столь популярен, – слишком большой расход смолы. Изделие получается очень тяжелым, и, так как волокна не переплетены друг с другом, механические свойства такого стеклопластика несколько хуже. Кроме того, к вредным парам смол подмешивается взвесь мелких частиц стекла от измельчителя, очень вредных для легких человека.
Метод намотки. Этот специфический метод предназначен для изготовления пустотелых круглых или овальных секционных компонентов, типа труб или резервуаров. Таким образом делаются парусные мачты, удочки, рамы велосипедов, глушители автомобилей и т. д. Стекловолокна пропускаются через ванну со смолой, затем через натяжные валики, служащие для натяжения волокна и удаления излишков смолы. Волокна наматываются на сердечник с необходимым сечением, угол намотки контролируется отношением скорости движения тележки к скорости вращения. Как намотка нитки на шпульку швейной машинки. В результате получаются крепкие и легкие изделия.
Метод препрегов. В данном случае используются не отдельные смола и ткань, а так называемые препреги – предварительно пропитанная смолами стеклоткань. Стекловолокно предварительно пропитывается предкатализированной смолой под высокой температурой и большим давлением. При низких температурах такие заготовки могут храниться недели и даже месяцы. При этом смола в препрегах находится в полутвердом состоянии. При формовании препреги укладываются в матрицу и закрываются вакуумным мешком. После нагрева до 120 -1800°C смола переходит в текучее состояние, и препрег под действием вакуума принимает нужную форму. При дальнейшем повышении температуры смола застывает.
Вся проблема этого метода в необходимости нагревательного оборудования, особенно автоклава. По этой причине изготавливать большие детали очень сложно. Но и плюсы очевидны. Использование вакуума позволяет значительно снизить вероятность появления воздушных пузырьков и существенно сократить долю смолы в готовом изделии.
Существуют и иные технологии – пултрузия, RFI, RTM и др. – практически на все случаи жизни. Выбор той или иной технологии зависит от необходимых объемов, сложности изделия и количества денег.
Как сделать стеклопластик в домашних условиях – АвтоТоп
Стеклопластик это материал, состоящий из двух основных компонентов. Это материал из стекловолокна (стекловолокно, стеклоткань, стекломат), который служит для армирования (усиления) изделия, и смолы, являющейся связующим.
Материалы для изготовления стеклопластика.
Смола
Смола является связующим материалом и поэтому к выбору смолы надо подойти наиболее ответственно, особенно при отсутствии опыта изготовления стеклопластиковых изделий. Если при выборе стеклоткани или стекломата можно довольствоваться рекомендациями специалистов, т.к. этим выбором определяются, в основном, механические свойства готового изделия, то разная смола требует разных технологических процессов.
Для начинающих мы рекомендуем эпоксидную смолу. Эпоксидная смола менее привередлива в работе и имеет большее время застывания и поэтому у вас будет больше времени для исправления возможных ошибок. Эпоксидную смолу также рекомендуется использовать при ремонте изделий (лодок, бамперов…). Она хорошо склеивается с пластиком, деревом, металлом.
Полиэфирная смола, в основном, используется для изготовления цельных деталей
Хотим также напомнить, что на свойства смол и на их рабочие параметры довольно сильно влияют температурные характеристики помещения, в котором производятся работы, и его проветриваемость. Порой для лучшего застывания матрицу с изделием помещают в специальную сушильную камеру. Это помогает значительно ускорить процесс получения готового изделия. Самые прочные изделия изготавливаются в автоклавах под большим давлением и при высокой температуре.
Сама смола достаточно хрупкая, и именно стекломатериал придает ей необходимую прочность и гибкость
Материалы из стекловолокна
Для изготовления стеклопластиков используется стекловолокно, ровинг, стекломат, стеклоткань и другие стекломатериалы.
Самые распространенные это ровинг, стекломат и стеклоткань.
Ровинг
Ровинг это стекловолокно собранное в пучок и намотанное на бобину. Ровинг похож на некрученую стеклонить. Укладка ровинга производится специальным пистолетом, в который, во время работы, подается еще смола и катализатор.
Стекломат
Стекломат состоит из хаотично расположенных волокон, а стеклоткань выглядит как обычная ткань. Наибольшее упрочнение дают стеклоткани. Стекломаты дают меньшую прочность, но они более легки в обработке и по сравнению со стеклотканью лучше повторяют форму матрицы.
Стекломат может быть очень тонким, а бывает толстым, как одеяло. Стекломаты различаются по толщине и плотности, но разделяют их по весу одного квадратного метра материала в граммах: 300, 450, 600. Чем тоньше мат, тем более сложную поверхность он позволяет вывести, с большим количеством граней и резких переходов. Толстый мат (600 или 900) позволяет набрать толщину изделия и добиться необходимой прочности. При создании толстых изделий работа проходит в несколько этапов. Выкладывается несколько листов для получения первого слоя и дается время на застывание. Затем дополнительно, уже на твердую поверхность, укладываются дополнительные листы мата для придания необходимой толщины. Если попытаться уложить сразу все слои, то велика вероятность, что готовое изделие покоробится, стянется.
Стеклоткань
Стеклоткани бывают разной толщины. Стеклоткани также используются для придания жесткости и объема готовому изделию. Как и любая ткань, стеклоткань неодинаково работает при разнонаправленном растяжении. Поэтому для придания необходимой жесткости стеклоткань укладывается под разными углами. Стекловолокно в стеклоткани играет немаловажную роль. Оно должно хорошо пропитываться смолой и удерживать ее между волокнами. На это свойство пропитываемости в стеклоткани влияет наличие в ней и количество парафина. На ответственные изделия желательно выбирать стеклоткани без парафина. Парафин также можно выжигать перед применением.
К слову о прочности. Как это ни странно прозвучит, но чем меньше смолы в стекловолокне (при условии его полной пропитки и отсутствии пузырьков), тем прочнее будет готовое изделие и тем меньше окажется и его вес.
Гелькоут (gelcoat)
Для придания цвета готовой детали , а также для защиты от внешних воздействий используется особый материал гелькоут (gelcoat – гелевое покрытие). Можно сказать, что гелькоут это та-же смола, но с добавлением красителя. Его можно подобрать по цвету или создать свой оттенок колеровочными составами. Кроме того, слой гелькоута увеличивает срок службы изделия, защищает от воздействий окружающей среды и скрывает структуру стеклопластика. Готовое изделие будет иметь ровную (зависит от качества матрицы) поверхность, нужного цвета.
Гелькоуты бывают внутренними и внешними (topcoat).
Внутренний гелькоут наносится первым слоем в матрицу. После того как гелькоут затвердел, укладывается стекловолокно и смола. В этом процессе кроется один важный момент. Если слой гелькута будет в одном месте слишком тонкий, то может случиться следующее: или в этом месте будет просвечивать структура стекловолокна, или гелькоут может вообще отойти и сморщиться. Поэтому крайне важно пользоваться правильными материалами и следовать технологии. Для равномерного нанесения гелькоута часто используют не кисти, а краскопульты. Так удается значительно сократить количество брака и уменьшить расход материала. Но для распыления гелькоут должен быть более жидким, чем для ручного нанесения. В настоящее время в продаже имеются готовые гелькоуты для нанесения кистью и для напыления.
Внешний гелькоут (topcoat) наносится после того, как изделие вынули из матрицы. Здесь он выполняет роль краски. Благодаря присутствию в составе топкоута парафина поверхность после отверждения не остается липкой, хорошо шкурится и полируется. Топкоут можно изготовить самим на базе гелькоута или смолы, добавив раствор парафина в стироле.
Макет и матрица
Для изготовления изделия из стеклопластика первое, что необходимо, – создать его макет. В некоторых случаях макетом может являться уже существующее изделие, которое Вы хотите размножить. Например: бампер автомобиля. Для еще не существующих изделий макет может быть изготовлен различными способами: фанера, пластилин, пенопласт и т. д. От того, насколько правильно сделан макет, будет зависеть качество будущих изделий. Более того, если необходимо, чтобы у детали, которая будет затем создаваться, была идеально ровная поверхность, над ее качеством придется поработать уже на макете. Чем более гладким и ровным будет макет, тем меньше работы потребуется потом, при изготовлении и доведении матрицы.
Еще до создания макета необходимо понять, можно ли изготовить деталь целиком или нет. Дело в том, что при работе со стеклопластиками и другими подобными материалами необходимо, чтобы готовую деталь после застывания можно было вытащить из матрицы, ничего не повредив при этом. Возможно, деталь будет иметь такую форму, что ее придется изготавливать из нескольких частей, а затем скреплять их друг с другом.
Матрица создается по макету. Это самый ответственный момент. Прежде всего макет покрывается тонким слоем воска. Эту процедуру можно сравнить с полировкой автомобиля. После того как макет подготовлен, на него наносится слой специального матричного гелькоута. Это покрытие в дальнейшем позволит вывести поверхность матрицы практически до зеркального блеска. Матричный гелькоут гуще, чем обычный, и ложится более толстым слоем.
После того как встанет этот слой, начинается укладывание стекломатериала. Сначала более тонкого (стекловуаль, …). Он позволит точно повторить все изгибы и контуры макета. Далее желательно дать подсохнуть первому слою. Затем уже можно выложить еще несколько слоев более толстого материала (мат, стеклоткань), но сразу набирать толщину не стоит, иначе матрицу может повести (изогнуть и покоробить). При создании матриц на простые детали можно упростить процедуру.
Если матрица будет разъемной, то при ее изготовлении делаются специальные перегородки вокруг макета, разделяющие его на сегменты. Выложив основной, после его застывания перегородки вынимаются и, обработав кромки первого сегмента матрицы, выкладываются остальные. Для правильного позиционирования сегментов друг относительно друга в первом при формовании делаются специальные ямки. Когда будут формоваться следующие сегменты, эти ямки будут заполнены смолой и стекловолокном, и появятся бугорки. Эти пары и позволят при будущем использовании правильно скрепить различные части матрицы воедино. Для скрепления сегментов матрицы в ребрах всех отдельных частей сверлятся отверстия под крепежные болты.
Для того чтобы матрица была прочной и хорошо держала форму, после ее изготовления, прежде чем вынуть макет, к матрице приформовывают ребра жесткости. В зависимости от ее размеров это может быть прочный стальной каркас или небольшие фанерные или деревянные ребра.
Готовая матрица, если макет был изготовлен аккуратно, может и не потребовать дополнительной обработки, но зачастую приходится выводить поверхности, шлифовать и полировать матрицу до блеска. Только тогда можно получить идеальную деталь. А к кузовным элементам вообще нужно особое внимание.
Затем начинается долгий процесс вощения. Матрицу приходится тщательно натирать воском несколько раз с перерывами. Воск нужно не просто намазывать, а растирать до получения тонкой, гладкой, невидимой пленки. Если этого не сделать, то поверхность готового изделия будет не гладкой, а шершавой.
После, а порой и вместо вощения иногда используют специальные жидкости, которые, высыхая, создают пленочное покрытие, предотвращающее попадание смолы или гелькоута на матрицу, чего никак нельзя допускать. Как нельзя и царапать ее поверхность. В противном случае смола может намертво прирасти к матрице, и тогда процедуру шлифовки, полировки и вощения придется повторять снова. Порой используют особые составы, обработав которыми матрицу можно снимать с нее до 100 изделий, но старый добрый воск всегда остается самым понятным и надежным средством.
Процесс создания матрицы, описанный выше, является довольно распространенным вариантом, используемым в большинстве фирм, но существуют и другие, более сложные технологии.
Собственно, далее можно приступать к изготовлению деталей. Слой гелькоута в принципе не обязателен, но, во-первых, он придает более законченный вид готовому изделию, а будучи цветным, позволяет сэкономить на покраске или вообще от нее отказаться, а во-вторых, он защищает матрицу от стекловолокна, которое на самом деле очень даже абразивно, т. е. царапает.
Технологии
Технологий производства изделий из стекловолокна существует несколько. Стоит сразу оговориться, что эти методы используются и при работе с другими армирующими материалами, такими, как карбон, кевлар, другие тканые материалы и их сочетания.
Ручное (контактное) формование. Этот способ самый простой и дешевый (если не считать затрат на квалифицированную рабочую силу). Пропитка стекловолокна осуществляется валиком или кистью, которые должны быть стойкими к смолам. Волокно или сразу укладывается в форму, или уже после пропитки. Обработка стекловолокна разбивочными валиками способствует лучшему распределению смолы между волокнами. Затем укаточными валиками производят окончательную укатку стеклоткани, выдавливая пузырьки воздуха и равномерно распределяя смолу по всему объему. Крайне важно не допустить, чтобы под слоем стеклоткани оставались пузырьки воздуха. Если изделие застынет с таким браком, это место будет ослаблено вплоть до возможного сквозного продавливания. Такие брачки также могут помешать дальнейшей обработке изделия, потребовать его восстановления или полной замены. В любом случае будут затрачены дополнительные материалы, труд, а также деньги.
Ручной метод может быть несколько механизирован. Существуют смесители, подающие смолу с катализатором через валик, и иные приспособления. Но укатывать все равно приходится своими руками.
Достоинство ручного метода вполне очевидно: просто и дешево. Но любая экономия может иметь и обратную сторону. Качество готовых изделий очень сильно зависит от квалификации рабочих. И условия труда при таком подходе довольно вредные. Кроме того, очень сложно добиться большой производительности. Однако для небольших фирм и малых объемов работы этот метод самый подходящий.
Метод напыления рубленого ровинга. Этот подход куда более технологичен. В нем используется не стекловолокно, а стеклонить, которая подается в измельчитель специального пистолета, где рубится на короткие волокна. Затем пистолет «выплевывает» их вместе с порцией смолы и катализатора. В воздухе все смешивается и наносится на форму. Но после этой процедуры все равно массу необходимо прикатать, чтобы удалить пузырьки. Далее отвердевание происходит как обычно.
Такой способ выглядит очень заманчиво и просто. Казалось бы, стой и поливай из шланга. Но есть один существенный недостаток, из-за которого этот способ не столь популярен, – слишком большой расход смолы. Изделие получается очень тяжелым, и, так как волокна не переплетены друг с другом, механические свойства такого стеклопластика несколько хуже. Кроме того, к вредным парам смол подмешивается взвесь мелких частиц стекла от измельчителя, очень вредных для легких человека.
Метод намотки. Этот специфический метод предназначен для изготовления пустотелых круглых или овальных секционных компонентов, типа труб или резервуаров. Таким образом делаются парусные мачты, удочки, рамы велосипедов, глушители автомобилей и т. д. Стекловолокна пропускаются через ванну со смолой, затем через натяжные валики, служащие для натяжения волокна и удаления излишков смолы. Волокна наматываются на сердечник с необходимым сечением, угол намотки контролируется отношением скорости движения тележки к скорости вращения. Как намотка нитки на шпульку швейной машинки. В результате получаются крепкие и легкие изделия.
Метод препрегов. В данном случае используются не отдельные смола и ткань, а так называемые препреги – предварительно пропитанная смолами стеклоткань. Стекловолокно предварительно пропитывается предкатализированной смолой под высокой температурой и большим давлением. При низких температурах такие заготовки могут храниться недели и даже месяцы. При этом смола в препрегах находится в полутвердом состоянии. При формовании препреги укладываются в матрицу и закрываются вакуумным мешком. После нагрева до 120 -1800°C смола переходит в текучее состояние, и препрег под действием вакуума принимает нужную форму. При дальнейшем повышении температуры смола застывает.
Вся проблема этого метода в необходимости нагревательного оборудования, особенно автоклава. По этой причине изготавливать большие детали очень сложно. Но и плюсы очевидны. Использование вакуума позволяет значительно снизить вероятность появления воздушных пузырьков и существенно сократить долю смолы в готовом изделии.
Существуют и иные технологии – пултрузия, RFI, RTM и др. – практически на все случаи жизни. Выбор той или иной технологии зависит от необходимых объемов, сложности изделия и количества денег.
Согласитесь, не каждый поклонник тюнинга имеет возможность приобрести оригинальные предметы интерьера в соответствующих магазинах. Но, честно говоря, это вовсе не обязательно — превратить обычный автомобиль в предмет искусства можно и самостоятельно, если научиться правильно делать стеклопластик своими руками.
Собственно, стеклопластик представляет собой полиэфирную смолу, которая изготавливается примерно следующим образом: материалу придают необходимую форму, армируют стекловолокном и затем полимеризуют.
Само собой разумеется, что тягаться с фирменными предметами гаражного тюнинга мы не намерены. Но если необходимые детали имеют незначительные размеры, то сделать их может практически каждый. Но начинать подобную практику лучше всего с примитивных деталей, имеющих самые простые очертания.
Их установка не должна требовать от вас какой-либо сверхъестественной аккуратности. Постепенно, день за днем, мы будем приобретать нужный нам опыт и когда-то сможем приступить к гораздо более сложным изделиям.
Учимся быть аккуратными.
На начальном этапе изготовления нам необходимо сделать болванку и для этого, скажу я вам, нам придется попотеть. Стоит отметить, что форма болванки должна в точности имитировать будущую деталь. По этой причине самой главной заботой будет именно правильность всех изгибов, симметрия и максимально чистая поверхность.
Еще один не менее важный момент — это материал, из которого будет сделан наш пуансон. К примеру, если деталь будет иметь большие габариты (такие, как бампер), то болванку для нее лучше изготавливать из пенопласта.
Основание, полученное таким образом, после завершения процесса можно даже не удалять. Для меньших деталей следует использовать глиняные или пластилиновые детали (но, честно говоря, нюансы обработки подобных материалов может вас несколько смутить).
Нередко в качестве пуансона используют древесину. Хотя ее предварительная обработка, связанная с придачей формы, и кажется на первый взгляд сложной, но последующая обработка наждачкой станет для вас сущим пустяком.
Помимо этого, на данном этапе мы должны определиться, каким именно образом готовое изделие будет сниматься с болванки. Если есть возможность, то мы ее попросту снимаем. Но в отдельных случаях вам придется распиливать болванку на две части, дабы извлечь изделие.
Как бы то ни было, но перед извлечением изделия вам в любом случае понадобится специальное смазывающее вещество, которым нужно будет обработать стенки матрицы. Хотя, если планируется использование пенопласта, то подобные манипуляции не потребуются.
Смола, используемая при изготовлении стеклопластика, превращается в пластик только после того, как в нее добавят отвердитель. Также существует специальная инструкция, в соответствии с которой смешиваются необходимые компоненты.
При наличии минимального опыта вы сможете самостоятельно контролировать процедуру отвердения. Так, если вам нужно ускорить процесс, то массу следует немного нагреть. Примерно такой же эффект достигается, если увеличить количество отвердителя. Но и в первом, и во втором случае полученная масса будет не слишком уж крепкой.
Еще один важный момент — это прокаливание ткани, можно даже на открытом огне. Когда перестанет идти дым, мы прекращаем процедуру: все защитные вещества, в том числе и парафин, уже испарились, а пустоты между тканями заполнились нашей смолой.
Когда начнем пропитывать стеклоткань, то лучше положить ее на стекло, так смола распределится максимально равномерно. Также для этого можно использовать железную линейку, сильно придавив ее к поверхности.
Ткань помещается на болванку как целиком, так и несколькими отдельными лоскутами (в данном случае все будет зависеть от особенностей конкретной модели и от ваших умений). Разумеется, что разделение ткани на лоскуты (если такое потребуется) произойдет еще до начала пропитки.
Роль стеклоткани
Когда готовая стеклоткань будет помещаться на болванку, то нужно позаботиться о максимальном ее прилегании, исключив разнообразные складки. Но если вы что-то там недоглядели и они все же образовались, то мы аккуратно удаляем их кончиком ножа.
Примерно так же удаляются воздушные пузыри. Также стоит отметить, что зачастую одного слоя ткани не хватает, минимальное количество — три-четыре. Каждый слой мы укладываем по очереди, но без длительных задержек. В противном случае предыдущий слой может высохнуть.
Убираем болванку
Когда затвердеет смола (это примерно 3-4 суток), мы удаляем болванку. К слову, это крайне ответственный процесс и повреждение «скорлупы» в нем — нередкое явление. Если это произошло, не отчаивайтесь, ведь поврежденную поверхность можно подклеить посредством той же смолы.
В итоге хотелось бы добавить, что практически каждое изготовление детали тюнинга осуществляется по данной схеме. Но если будет несколько экземпляров, то процедура значительно усложнятся. «Скорлупу» при этом необходимо укрепить дополнительными слоями. Подобные матрицы можно неоднократно использовать, но все детали, вышедшие из нее, потребуют хорошей чистки.
А если необходимо сделать более прочный стеклопластик своими руками, то изделие на этапе затвердения помещают в вакуум (то есть, в полиэтиленовый мешочек с откачанным воздухом). Тогда все слои ткани уплотнятся и, соответственно, существенно уплотнится вся поверхность готового материала.
Видео урок — матрица из стеклопластика своими руками
Изготовление стеклопластика своими руками
Если же рассматривать вопрос про изготовление стеклопластика своими руками, то из всех существующих технологий, предпочтение лучше отдать так называемому методу ручного формирования. О том, как сделать стеклопластик в домашних условиях и какие материалы для этого понадобятся в первую очередь, будет рассказано ниже.
Что такое стеклопластик
Стеклопластик представляет собой одну из разновидностей композитных материалов, очень широко используемых сегодня как в промышленности, так и в быту. Основными элементами стеклопластика, являются: полимерная смола, специальный наполнитель, стеклоткань и армирующие элементы.
Стеклопластик имеет относительно небольшой вес, около 300-900 грамм на 1 м², хотя во многом данный показатель зависит от толщины изделия. Как было сказано выше, для изготовления стеклопластика своими руками, предпочтительней применение метода ручного формирования, без использования дорогостоящего оборудования для этих целей.
Сам процесс изготовления стеклопластика, таким образом, выглядит так:
- Сначала производится подборка и раскрой стеклоткани;
- Затем изготавливается разделительный слой в матрице;
- Создаётся покровный слой и укладка материала в подготовленную для этих целей матрицу;
- Наносится полимерный состав;
- Производится сушка материала.
Заключительным этапом изготовления стеклопластика в домашних условиях, является обработка изделия после его сушки.
Изготовление стеклопластика своими руками
Итак, рассмотрим первый этап изготовления стеклопластика, который начинается с выбора материалов для матрицы. При одноразовом изготовлении стеклопластикового изделия, матрицу для этих целей можно вылить, например, из гипсового раствора. Если же нужно сделать большое количество стеклопластиковых деталей, то лучше всего использовать для этого стальную матрицу.
Теперь что касается полимерной смолы, поскольку её состав может быть также различным. Здесь всё во многом зависит от таких характеристик полученного изделия, как его:
- Цвет;
- Водонепроницаемость;
- Рабочая температура и невосприимчивость к ультрафиолету;
- Уровень мягкости, хрупкости и ударопрочности;
- Подверженность к воздействию химических веществ.
Укладку стеклоткани в матрицу производят после её предварительного раскроя. Если матрица имеет сложную форму, то допускается использование отдельных элементов стеклоткани, для равномерного формирования слоя в матрице.
Далее производится нанесение формировочного слоя на поверхность матрицы, для удобства извлечения высохшего изделия из неё. Материалом для разделительного слоя может служить, например автомобильный воск или тефлоновый гель.
После подготовки матрицы вышеописанным способом, в неё заливается первый слой (покровный) стеклопластика. Покровный слой состоит из состава полиэфирной или эпоксидной смолы. С его использованием медлить не стоит, поскольку применять смолу нужно в течение 15 минут.
Как клеить стеклоткань
Итак, после того как покровный слой уложен, а его толщина должна варьироваться в пределах 0,4 мм, можно приступать к укладке стеклоткани в матрицу. В первую очередь укладывается самый тонкий слой стеклоткани, не более 300 г/м². При этом нужно следить, чтобы в матрице не образовались пустоты и воздушные пузыри.
Количество и толщина приклеиваемой стеклоткани в матрицу, зависит в первую очередь от того, какую прочность должно иметь изделие из стеклопластика. Последний укладываемый слой в матрицу, состоит либо из отделочной стеклоткани, либо из стекловойлока.
Когда залитый состав наберёт свою прочность, а это примерно 12-24 часа, готовое стеклопластиковое изделие извлекается из формы. Далее следует заключительный этап обработки, во время которого производится шлифовочные и полировочные работы.
Изготовление стеклопластика своими руками в домашних условиях
Изготовление стеклопластика своими руками
Содержание статьи
Стеклопластик это композитный материал, предназначенный для изготовления как простых предметов используемых в быту, так и более сложных изделий являющихся частью какой-то сложной конструкции. На сегодняшнее время существуют разные технологии по изготовлению стеклопластика, все они достаточно сложны и требуют наличия специализированного оборудования.Если же рассматривать вопрос про изготовление стеклопластика своими руками, то из всех существующих технологий, предпочтение лучше отдать так называемому методу ручного формирования. О том, как сделать стеклопластик в домашних условиях и какие материалы для этого понадобятся в первую очередь, будет рассказано ниже.
Что такое стеклопластик
Стеклопластик представляет собой одну из разновидностей композитных материалов, очень широко используемых сегодня как в промышленности, так и в быту. Основными элементами стеклопластика, являются: полимерная смола, специальный наполнитель, стеклоткань и армирующие элементы.
Стеклопластик имеет относительно небольшой вес, около 300-900 грамм на 1 м², хотя во многом данный показатель зависит от толщины изделия. Как было сказано выше, для изготовления стеклопластика своими руками, предпочтительней применение метода ручного формирования, без использования дорогостоящего оборудования для этих целей.
Сам процесс изготовления стеклопластика, таким образом, выглядит так:
- Сначала производится подборка и раскрой стеклоткани;
- Затем изготавливается разделительный слой в матрице;
- Создаётся покровный слой и укладка материала в подготовленную для этих целей матрицу;
- Наносится полимерный состав;
- Производится сушка материала.
Заключительным этапом изготовления стеклопластика в домашних условиях, является обработка изделия после его сушки.
Изготовление стеклопластика своими руками
Итак, рассмотрим первый этап изготовления стеклопластика, который начинается с выбора материалов для матрицы. При одноразовом изготовлении стеклопластикового изделия, матрицу для этих целей можно вылить, например, из гипсового раствора. Если же нужно сделать большое количество стеклопластиковых деталей, то лучше всего использовать для этого стальную матрицу.
Теперь что касается полимерной смолы, поскольку её состав может быть также различным. Здесь всё во многом зависит от таких характеристик полученного изделия, как его:
- Цвет;
- Водонепроницаемость;
- Рабочая температура и невосприимчивость к ультрафиолету;
- Уровень мягкости, хрупкости и ударопрочности;
- Подверженность к воздействию химических веществ.
Укладку стеклоткани в матрицу производят после её предварительного раскроя. Если матрица имеет сложную форму, то допускается использование отдельных элементов стеклоткани, для равномерного формирования слоя в матрице.
Далее производится нанесение формировочного слоя на поверхность матрицы, для удобства извлечения высохшего изделия из неё. Материалом для разделительного слоя может служить, например автомобильный воск или тефлоновый гель.
После подготовки матрицы вышеописанным способом, в неё заливается первый слой (покровный) стеклопластика. Покровный слой состоит из состава полиэфирной или эпоксидной смолы. С его использованием медлить не стоит, поскольку применять смолу нужно в течение 15 минут.
Как клеить стеклоткань
Итак, после того как покровный слой уложен, а его толщина должна варьироваться в пределах 0,4 мм, можно приступать к укладке стеклоткани в матрицу. В первую очередь укладывается самый тонкий слой стеклоткани, не более 300 г/м². При этом нужно следить, чтобы в матрице не образовались пустоты и воздушные пузыри.
Количество и толщина приклеиваемой стеклоткани в матрицу, зависит в первую очередь от того, какую прочность должно иметь изделие из стеклопластика. Последний укладываемый слой в матрицу, состоит либо из отделочной стеклоткани, либо из стекловойлока.
Когда залитый состав наберёт свою прочность, а это примерно 12-24 часа, готовое стеклопластиковое изделие извлекается из формы. Далее следует заключительный этап обработки, во время которого производится шлифовочные и полировочные работы.
Оценить статью и поделиться ссылкой:Изделия из стеклопластика. Изготовление деталей из стеклопластика. Москва.
Не всегда нам, тюнингистам приходится придумывать новые детали и изготавливать их из стеклопластика. Часто меня просят повторить и размножить заводские изделия из стеклопластика. А вот в этот раз вообще копировал полипропиленовый воздуховод из стеклопластика .
Поменять серийный руль на руль с тюнингом (анатомия + кожа)
Технология изготовления деталей из стеклопластика позволяет нам тиражировать изделия в небольших количествах. Для этого нужно сделать матрицу и по ней повторять детали. Но если с тиражными изделиями из стеклопластика все понятно, то для копирования детали из стеклопластика в единичном экземпляре изготовление матрицы может показаться слишком затратным. А куда деваться? Мы можем только немного упростить работу, не сильно усложняя процесс изготовления матрицы из стеклопластика. Вот, например как я по-быстрому слепил матрицу для копии воздуховода.
Фото 01. Передо мной непростая, сборная из двух частей деталь. Без применения сложных технологических приемов, стеклопластиком невозможно повторить сразу обе стороны корки изделия. Значит, буду копировать лицевые поверхности, а крепеж, который на заводской детали находится на внутренней стороне, сделаю другими средствами. Можно, конечно было бы и защелки повторить из стеклопластика, но тогда изделие будет более сложным в изготовлении.
Фото 02. Думаю, что вас уже не удивляет мое стремление максимально, где можно использовать пластилин. Покажу теперь, как делать из пластилина разъемы для матрицы. Разъем должен находиться на детали в самом широком ее сечении. А сечение это проходит не только по плоскости моего изделия, а хитро изгибается. Разъем должен точно повторять сечение со всеми его изгибами, иначе изделие из стеклопластика не захочет по-хорошему выходить из матрицы. Пластилин лучше немного согреть, потом раскатать «колбасками» и расплющить. Одним торцом полоски пластилина прилепить к линиям сечения детали. Неровности пластилина можно грубо разровнять скребком или линейкой.
Фото 03. Черновая матрица из стеклопластика (а я буду клеить быструю, грубую, одноразовую матрицу) не требует первого слоя гелькоута, но для примера я одну полуматрицу намажу гелькоутом, а вторую нет. Такое изделие из стеклопластика как черновая матрица, не требует тщательной формовки, но в качестве тренировки я всегда стараюсь аккуратно затягивать модель стекловолокном. Обычно, для такой задачи можно использовать обрывки стекломата любого размера, которых много остается в процессе работы со стеклопластиком. Перед формованием не забываем намазать модель разделителем!
Фото 04. Половинка матрицы затвердела, и я продолжил мастерить свое грубое изделие из стеклопластика. Пластилин легко отделяется от стеклопластика матрицы. Нависшие за края пластилина стекловолокна опиливаю и слегка зашкуриваю наждачной бумагой.
Фото 05. Вторую половинку матрицы склею без гелькоута, чтобы можно было сравнить поверхности обеих половинок матрицы. И решить потом: а нужно ли тратить время на гелькоут, стоит ли затрат материалов и времени это якобы преимущество в качестве гелькоутированной поверхности. Хотя для себя я этот вопрос давно решил в пользу упрощения и экономии — все равно, единичные изделия из стеклопластика приходится шпаклевать, грунтовать и красить.
Фото 06. Почему-то всегда боюсь забыть просверлить крепежные отверстия во фланцах полуформ матрицы. Этот этап можно легко пропустить, в эйфории разнимая готовые половинки. А между тем, изготовление деталей из стеклопластика часто требует сборных конструкций матриц. Поэтому вначале просверливаю отверстия под саморезы (для черновой матрицы этого достаточно), а уже потом заглядываю внутрь, что получилось.
Фото 07. Вот вам и разница поверхности матрицы без гелькоута и с ним. На поверхности, где геля не было, можно заметить микро пузырьки и раковинки размером с игольное отверстие. А так, в целом, загущенная аэросилом полиэфирка (вместо гелькоута) дает довольно плотный верхний рабочий слой матрицы. По крайней мере, изготовить единственное изделие из стеклопластика по такой поверхности можно без лишней последующей доработки детали.
Саму деталь буду клеить со слоем гелькоута. В этот раз, это полиэфирная смола с алюминиевой пудрой.
Фото 08. Поскольку внутренняя поверхность воздуховода имеет значение, выкладываю корки цельными кусками стекломата и проформовываю насухо полиэфиркой. Качественные изделия из стеклопластика должны и с изнаночной стороны выглядеть аккуратно. На этом примере хочу обратить внимание на то, что края стекломата не завалены на фланцы матрицы, а стоят вертикально. Это чтобы не образовывались пузыри на кромке изделия из стеклопластика.
Фото 09. С моим разделителем затвердевшие корочки легко выходят из матрицы. Опиливаю и подравниваю края деталей. Из стеклопластика изделия более жесткие чем из полипропилена. Но это для нас и к лучшему, так как не приходится делать стоечки от провисания поверхностей между деталями как на заводской.
Фото 10. Пустотелые, замкнутые детали из стеклопластика делают из нескольких частей склеенных между собой той же смолой. В моем случае частей две и к внутренней полости имеется доступ (хоть и узкий, но пролезть маленькой рукой можно). Это я к тому, что после склейки половинок, шов изнутри можно будет размазать и выровнять.
Склеиваются изделия из стеклопластика специальным составом на основе полиэфирки, который называется «престакол», а в просторечии «склейка». Я намешал свою склейку из полиэфирки, аэросила и стекловолокон, на моем лексиконе – «волосатая каша». Накладываю этой каши по краям деталей, вложенных в полуформы матрицы. Каши не жалею – наваливаю и на фланцы тоже.
Фото 11. Сильно затягивать с намазыванием каши не стоит, все равно, на фланцах она выдавится, а внутри нашего изделия из стеклопластика размажется после сборки матрицы. Аккуратно, чтобы не сместилась корочка стеклопластика, переворачиваю одну половинку матрицы и совмещаю по фланцам с другой. Изготовление деталей из стеклопластика с замкнутым объемом, достигается склеиванием двух или более деталей. После свинчивания половинок матрицы мои две детали склеятся в единую форму. Как я предполагал, моя рука в перчатке пролезла в отверстия матрицы и разгладила изнутри стыки по контуру изделия из стеклопластика.
Фото 12. Новорожденное изделие из стеклопластика кажется грубым и неаккуратным. Облой стеклопластика по фланцам и с торцов детали выглядит безобразно. Но я не могу скрыть радости от того, что деталь готова. Стоит только опилить и ошкурить, а если еще и покрасить, так ее будет не узнать (в хорошем смысле).
Фото 13. После опиливания и ошкуривания, как я обещал, это совсем другое дело! Изготовление деталей из стеклопластика это поэтапное, постепенное движение от замысла к готовому изделию из стеклопластика. От принятия решения по способу изготовления и применению материалов, до финишной доводке формы снаружи, а если нужно, то изнутри.
Фото 14. А так выглядит законченная конструкция в собранном состоянии. Маленький козырек, который пристыковывается к воздуховоду, изготавливается отдельной деталью из стеклопластика по совсем простой матрице. Для крепления козырька, который в заводском исполнении фиксируется на защелках, я использовал винтовой крепеж. Гайку приформовал к стеклопластику корки самого воздуховода (пример смотреть http://bosscar.ru/archives/653 фото 13-16).
В таком примерно виде изделия из стеклопластика попадают в малярку. До малярных работ желательно приставить изготовленную из стеклопластика деталь на место установки и прокачать, как говориться.
Статьи о тюнинге своими руками.
Автор: Михаил Романов
Сайт: http://bosscar.ru
При копировании статьи поставьте, пожалуйста, «кликабельную» ссылку на мой блог.
Инструкции по изготовлению пресс-формы из стекловолокна
Мы начнем с изготовления формы для люка фюзеляжа, таким образом мы создадим образец для люка и будем использовать образец штриховки, чтобы рисунок фюзеляжа идеально подходил к люку. Применяя смазку для пресс-формы к выкройке, важно нанести как смазку для пресс-формы Partall, так и жидкую смазку для пресс-формы Coshops. Восковая эпиляция повторяется; количество раз зависит от поверхности. Если на поверхности есть потенциальная пористость, необходимо нанести несколько слоев.Эти слои воска заполнят мельчайшие дефекты поверхности. Если есть сомнения, добавьте еще несколько слоев воска. Если они не будут заполнены полностью, эпоксидная смола заблокирует эти недостатки. Затем на воск наносится смазка для пресс-формы Liquid Coshops.
Комбинезон можно наносить качественной малярной кистью, воду можно использовать для очистки малярной кисти после каждого слоя. Нанесите тонкий ровный слой, стараясь удалить лишнюю жидкость или потеки. Дайте этому слою высохнуть и нанесите второй слой, чтобы обеспечить полное равномерное покрытие.
Пыль и грязь могут задерживаться смазкой для формы, когда она высыхает и становится частью поверхности формы. Если у вас есть какие-либо дефекты в смазке для пресс-формы, удалите слой водой и бумажным полотенцем и повторно нанесите смазку для пресс-формы комбинезон. Поверхность, которую вы видите в пресс-форме, будет той поверхностью, которую вы увидите в пресс-форме и деталях. После формования детали смазку для формы необходимо удалить из формы, а деталь водой и бумажным полотенцем и повторно нанести перед следующей операцией формования.
Теперь вы готовы приступить к нанесению слоев эпоксидной смолы и стеклоткани. Используйте следующие эпоксидные продукты West System:
105 Смола — это смола с низкой вязкостью, которая легко смачивает ткань и оставляет минимальные пузырьки воздуха между слоями ткани.
205 Fast Hardener дает достаточно времени для смачивания каждого слоя, а затем быстро загустевает, поэтому процесс создания формы может быть завершен за несколько часов.
406 Коллоидный диоксид кремния используется для загущения эпоксидной системы для облегчения нанесения эпоксидной смолы на вертикальные поверхности, заполнения углов и деталей в форме.
423 Графитовый порошок используется для придания механическому слою покрытия формы черного цвета и более твердой и прочной поверхности.
Как сделать форму из стекловолокна
Изготовление пресс-формы из стекловолокна
Заглушка
Чтобы иметь форму, по которой можно разработать форму, вы должны либо построить изделие с нуля, используя дерево, гипс, полиэфирную замазку, формику, листовой металл и т. Д., Либо у вас под рукой должно быть готовое изделие, которое вы хотите дубликат.Последний, конечно, самый быстрый метод. Вилка — это, как правило, мужская модель, во всех деталях точно такая же, как предмет, который вы хотите изготовить. Если заглушка не имеет уклона (конуса), вам будет сложно снимать детали. Если вилка имеет обратные изгибы, как у многих каноэ, тогда вам нужно будет сделать разъемную форму, которую можно раздвигать или разбирать.
Если на поверхности пробки есть мягкие материалы, такие как штукатурка, дерево или шпатлевка, то ее необходимо покрыть лаком или смолой , чтобы заполнить поры.Если используется штукатурка, ее необходимо высушить в духовке, а затем герметизировать.
Чтобы форма не прилипала к пробке, пробка должна быть покрыта пластиковой пленкой, известной как «PVA». Это пластик, растворенный в спирте, зеленого цвета. Его можно нанести кистью или распылением, но лучше всего нанести три тонких слоя, первый из которых будет «туманным слоем». Тогда внешний вид будет зеленым. Каждый слой должен высохнуть в течение получаса или около того, и на нем не должно быть луж или капель, которые могли бы испортить поверхность плесени.Для максимально легкого разделения, перед нанесением PVA, нанесите мягкий воск (TR Mold Release) , разработанный для использования с PVA. После высыхания третьего слоя ПВА на него можно аккуратно нанести покрытие из этого воска для легкого разделения.
Форма
Первый шаг — нанести гелькоут , который будет поверхностью формы. Гелькоут должен быть «наружным гелькоутом» (без воска). Если нужно снять много деталей с формы, желательно использовать гелькоут , который разработан для увеличения срока службы при использовании формы.Цвет гелькоута должен контрастировать по цвету с поверхностью детали, которую вы будете делать. Поскольку большинство деталей имеют светлый цвет, обычно используется черный гелькоут . Это облегчает нанесение светлого гелькоута равномерной толщины, так как черный будет виден сквозь тонкие пятна.
Если гелькоут нужно наносить кистью, необходимо нанести два слоя, и первый слой должен затвердеть за несколько часов до нанесения второго слоя. Лучшее средство для нанесения гелькоута — это простой пистолет для гелькоута , разработанный для этой цели и легко очищаемый.Желательно давление воздуха от 80 до 90 фунтов. Гелькоут необходимо наносить толщиной не менее 15 мил или кварту на каждые 25 квадратных футов поверхности. Если пробка была шероховатой, так что потребуется значительная шлифовка гелькоута, нанесите дважды. Перед нанесением гелькоута его, конечно же, необходимо катализовать пероксидным отвердителем MEKp, используя от одного до двух процентов. Все гелькоуты из Bottom Paint Store включают MEKp.
Когда гелькоут затвердеет так, что его нельзя будет поцарапать ногтем о край формы, что занимает от 2 до 4 часов до ночи в прохладную или влажную погоду, вы готовы к «кожному покрову».”Это слой ¾ или 1 унция. мат из стекловолокна , достаточно тонкий, чтобы вы могли видеть и удалять все пузырьки воздуха, захваченные смолой, когда вы «смачиваете» мат. Смолу следует наносить мохеровым валиком или кистью до тех пор, пока не исчезнут белые волокна. Затем любые пузырьки воздуха удаляются с помощью рифленого пластикового или металлического валика для ламинирования. Используемая полиэфирная смола должна быть «смолой для укладки», не содержащей воска. При укладке стекла будьте осторожны, чтобы не допустить чрезмерного образования катализатора.При температуре выше 75 ° F обычно достаточно одного 10-15 куб. См отвердителя на литр. Ниже 70 ° F, 20 куб. См на кварту. Не работайте при температуре ниже 65 ° F.
При укладке стекловолоконной формы можно избежать деформации, позволяя каждому слою «оттолкнуться» или загустеть перед переходом к следующему слою. На большую плесень хорошо наносить всего один слой в день. После «кожного покрова» можно использовать 1 ½ унции. мат из стекловолокна для более быстрого наращивания. Как правило, тканый ровинг не используется в формах, поскольку рисунок переносится через форму на гелькоут.Если необходимо использовать тканый ровинг из стекловолокна для прочности в большой форме, его наносят после полного затвердевания мата толщиной в 3 или 4 слоя. Требуемая толщина пресс-формы зависит от размера и формы, а также от количества снимаемых деталей. Чтобы использовать форму для лодки всего несколько раз, достаточно четырех слоев мата.
Снятие формы с заглушки
По возможности дайте плесени застыть в течение нескольких дней, чтобы она сохранила свою форму. Первым делом нужно обрезать излишки ламината до формованного края.Это легко делается сабельной пилой и металлорежущим полотном. Края тщательно отшлифовать до тех пор, пока не станет видна линия между формой и заглушкой. Затем заостренный «язычок» проталкивается между формой и заглушкой, чтобы разделить края. Затем стержень вытаскивают вокруг заглушки, пока все края не станут свободными и не останется перемычек. Не используйте для этой цели металлические инструменты, так как они поцарапают поверхность формы. Затем форма должна высвободиться из пробки. В противном случае детали можно согнуть или осторожно постучать резиновым молотком.При необходимости воздух или вода могут быть нагнетены под давлением между пробкой и формой. Для этого в интерфейсе можно просверлить отверстие. ПВА растворим в воде, что облегчает расставание под давлением воды.
Полировка формы
В зависимости от состояния поверхности формы ее, возможно, придется отшлифовать зерном 220, обрабатывая до 600, влажным или сухим. Затем на поверхность наносится обычная чистовая отделочная смесь, предназначенная для работы со стекловолокном. Наилучших результатов можно достичь, используя специальные составы, такие как 3M Finesse-It Marine Paste Compound , чтобы добиться зеркального блеска.
Перед использованием формы необходимо дать ей застыть в течение недели или более, если возможно. Обязательно используйте разделительную пленку ПВА и мягкий воск для первых 3 или 4 частей, после чего можно использовать карнаубский воск.
Проблемы с гелькоутом
Аллигаторство или сморщивание может возникнуть в результате:
1. Гелькоут местами слишком тонкий
2. Недостаточное количество отвердителя или отвердитель недостаточно смешан.
3. Гелькоут не затвердевает достаточно долго перед укладкой мата.
4. Ацетоновый очиститель капает с валика или кисти во время укладки мата.
Оригинальный технический товар предоставлен Fiberglass Coatings.
Как сделать форму из стекловолокна из существующей детали [9 шагов]
Формы из стекловолокна предпочитают моделисты и производители запасных частей, потому что этот материал очень доступен, с ним легко работать и он очень прочный. В этой статье я расскажу, как сделать форму из стекловолокна из уже существующей детали, выполнив несколько простых шагов.
Вот 9 шагов по изготовлению формованного изделия из стекловолокна из имеющейся запасной части:
- Очистите деталь
- Установите деталь на чистую подложку
- Заполните любые зазоры
- Нанесите антиадгезионный раствор Воск
- Начать создание формы из стекловолокна
- Подождите, пока гелькоут застынет
- Нанесите полиэфирную смолу на первый слой
- Дайте первому слою застыть
- Нанесите следующий слой
Наиболее распространенным клеем, используемым для склеивания слоев стекловолокна друг с другом, является полиэфирная смола или лодочная смола.Судостроители обычно используют эту смолу, потому что это самый дешевый вариант армирования стекловолокном для новых конструкций лодок.
Прочтите, чтобы узнать больше о том, как сделать форму из стекловолокна из существующей детали, о необходимых материалах и этапах.
Как сделать форму из стекловолокна из существующей детали
Если вы хотите сделать копию существующей части лодки, автомобиля или машины, вы можете сделать из нее форму из стекловолокна. Это лучший способ заменить сломанную часть лодки, которую вы не найдете ни в одном магазине запчастей, или часть машины, которая уже снята с производства.
Основные шаги, необходимые для этого, — очистка детали, наложение слоев стекловолокна на нее и использование клея для приведения ее в соответствие с формой существующей детали. После того, как слои стекловолокна приняли внешнюю форму детали и все застыло, его снимают с заглушки. Теперь вы можете использовать эту форму, чтобы сделать копию сломанной существующей детали.
Существующая деталь должна быть чистой, прежде чем на нее будут наложены слои стекловолокна. Также следует несколько раз нанести антиадгезионный воск.Этот воск предотвратит сцепление стекловолокна с поверхностью существующей детали.
Укладка слоев должна выполняться постепенно, чтобы стекловолокно не нагревается и не деформируется. Смола или клей наносится на каждый слой мата из стекловолокна. Когда достаточное количество слоев стекловолокна достигает предпочтительной толщины формы, всему устройству дают затвердеть или отвердеть. Наиболее часто используемым клеем при производстве форм из стекловолокна для деталей лодок является полиэфирная смола.
Этапы изготовления форм из стекловолокна из существующей детали
Поскольку у вас уже есть существующая деталь, у вас уже есть заглушка.Вам не нужно делать первый шаг в изготовлении формы из стекловолокна, чтобы сделать пробку. Вилка — это в основном представление конечного объекта, который вы хотите создать.
Существующая деталь, которую вы хотите использовать в качестве пресс-формы, на самом деле является «конечным» объектом, а не просто представлением. Перед началом этого проекта подготовьте следующие материалы:
- Существующая часть
- Соответствующая опорная плита
- Зажимные материалы, горячий клей или любые подходящие доступные и подходящие материалы
- Воск для смазки форм или PVA
- Гелькоут
- Полиэфирная смола
- Ткань или мат из стекловолокна
Ниже приведены инструкции по изготовлению формованного изделия из стекловолокна из имеющейся запасной части.
1. Очистите деталь.
Убедитесь, что на поверхности нет вмятин или ненужных отложений. Поверхность детали должна быть относительно гладкой. Вы должны исправить все дефекты поверхности, иначе они отразятся на окончательном формировании плесени.
2. Установите деталь на чистую опорную плату
Используйте любые доступные средства, чтобы закрепить деталь на монтажной плате. Вы можете использовать горячий клей, так как он быстро затвердевает и при этом легко удаляется. Но нельзя использовать горячий клей, если вы будете отверждать форму при высоких температурах.В таком случае вам необходимо использовать какую-либо зажимную систему.
3. Заполните любые зазоры
Как только деталь будет надежно закреплена на опорной плите, заполните все зазоры или переходы между платой и деталью так, чтобы деталь и заполнители действовали как одно целое. Вы можете использовать пенопласт или пенополистирол и придать им форму в соответствии с формой зазоров, а затем вставить их в эти зазоры.
Помните, что качество поверхности опорной плиты и существующей части будет отражаться или приниматься гелевым покрытием пресс-формы из стекловолокна.Если есть недостатки, будет только хуже, а не лучше.
Итак, прежде чем продолжить, внесите необходимые исправления в опорную плиту и существующую деталь, чтобы получить качество поверхности, которое вы хотите, чтобы ваша окончательная форма из стекловолокна.
4. Нанесите антиадгезионный воск
Когда вы будете удовлетворены качеством поверхности устройства, нанесите антиадгезионный воск. Профессиональные производители форм рекомендуют использовать воск и ПВА (поливиниловый спирт) как лучшие смазки для форм.Этот воск образует физический барьер между существующей деталью и гелевым покрытием стекловолоконной формы. Это также обеспечит дополнительный уровень защиты существующей части, которую вы используете в качестве заглушки.
5. Начало сборки формы из стекловолокна
Теперь можно приступить к созданию формы из стекловолокна.
Нанесите гелькоут на поверхность существующей детали. Для облегчения нанесения можно использовать пистолет-распылитель. Вы должны убедиться, что толщина гелевого покрытия составляет около 20 мил мокрого слоя или 0.02 дюйма над поверхностью заглушки.
6. Подождите, пока гелькоут застынут.
Подождите, пока гелькоут застынет. Переходите к следующему шагу, только если он уже твердый, но все еще липкий на ощупь. Затем нанесите один слой стеклоткани или мата на всю поверхность существующей детали.
7. Нанесите полиэфирную смолу на первый слой
Нанесите полиэфирную смолу на первый слой. Убедитесь, что на стеклоткани не осталось пузырьков воздуха. Он должен быть абсолютно без пустот.Используйте пузырчатый валик, чтобы удалить воздушные карманы, перемещая его по всей поверхности заглушки.
8. Дайте первому слою затвердеть.
Дайте первому слою полностью затвердеть, прежде чем наносить второй слой стеклоткани. Это снизит вероятность деформации поверхности.
9. Нанесите следующий слой
После того, как первый слой полностью затвердеет, нанесите следующий слой и следующий, по одному, пока не получите желаемую толщину формы. Вы также можете выполнить процесс «мокрый по мокрому», когда вы дойдете до этих частей процесса изготовления формы, если вы хотите закончить форму быстрее.Просто не забудьте нанести полиэфирную смолу между каждым слоем и удалить весь захваченный воздух из слоя перед нанесением следующего слоя.
Вот совет по нанесению слоев, который поможет вам изготовить хорошую форму из стекловолокна: вам может потребоваться нанести 2-3 слоя стекловолоконного мата или ткани, пока вы не получите желаемую толщину формы.
Если вы строите небольшую форму и используете мат из стекловолокна на 1,5 унции, вы хотите, чтобы ваша форма была толщиной 0,38 дюйма. Возможно, потребуется нанести от 9 до 10 слоев. Но если это более крупная форма, будет более практичным добавить материалы сердцевины, чтобы получить желаемый уровень толщины формы.
Видео по изготовлению форм из стекловолокна
Чтобы помочь вам лучше понять процесс создания форм из стекловолокна, вот два видео, которые показывают, как изготовить формы из стекловолокна. Видео состоит из двух частей: первое видео показывает начальные шаги, а второе видео показывает последние шаги, ведущие к освобождению формы от пробки:
Дополнительные советы по правильному изготовлению Формы из стекловолокна из существующих деталей
Вот несколько полезных советов по изготовлению форм из стекловолокна из существующих деталей.Эти советы гарантируют, что на формах, которые вы будете строить, будет мало или совсем не будет дефектов поверхности:
1. Убедитесь, что заглушка абсолютно свободна от пыли и грязи
Вы должны тщательно очистить поверхность заглушки до такой степени, чтобы ни следов пыли, ни грязи. Когда они присутствуют, вы можете заманить их в ловушку под восковым слоем.
Вощеная поверхность будет окончательной обработкой поверхности, которую вы увидите в форме после извлечения из пробки. Если под антиадгезионным воском останутся частички пыли и грязи, они станут неотъемлемой частью формы.Каждый раз, когда вы используете форму, на отформованных деталях будут видны нежелательные «следы».
2. Нанесение воска для удаления пресс-форм
Для получения наилучшего результата восковую эпиляцию следует выполнять несколько раз. Это означает, что антиадгезионный воск следует наносить на поверхность пробки не только один раз. Количество раз зависит от поверхности вилки.
Если поверхность очень пористая, следует нанести несколько слоев антиадгезионного воска. Этих слоев должно быть достаточно, чтобы покрыть крошечные поры и дефекты на поверхности пробки.Лучше ошибаться в пользу плюсов, чем в минусах.
Если эти крошечные отверстия и дефекты не закрыть, смола застрянет в них. Отсоединить окончательную форму из стекловолокна от заглушки может быть сложно.
3. Время отверждения не очень важно
Время отверждения между каждым слоем не очень важно. Пока вы даете смоле достаточно времени для схватывания, она может оставаться липкой и еще не полностью затвердеть. Если вы работаете в комнате с температурой 70 ° F (21 ° C), вы можете обработать каждый слой стекловолокна от 30 минут до пары часов.Это зависит от используемой смеси смол.
4. Наслоение для увеличения толщины формы
Вы можете улучшить целостность формы, увеличив ее толщину. Если вы строите большую пресс-форму из стекловолокна, вы можете добавить материалы сердцевины в дополнение к матам из стекловолокна. Хорошие варианты — мат из рубленых прядей или Аэромат.
Вам необходимо разрезать эти основные материалы на формы и размеры, которые подходят для определенных деталей пресс-формы. Материалы сердечника особенно применимы к секциям пробки или существующей части, которая обычно является плоской и большой.Эти маты наносятся и покрываются эпоксидной смолой так же, как и маты из стекловолокна.
5. Обрезка окончательной формы из стекловолокна
Когда слои стекловолокна полностью затвердеют, вы можете отсоединить форму от заглушки или существующей детали. Чтобы упростить выполнение этого шага, используйте инструмент Dremel с усиленным отрезным кругом. Используя этот инструмент, вы сможете легко и быстро удалить все неровности формы.
6. Извлечение формы из заглушки
Предположим, вам нужен более простой способ отсоединить окончательную форму от заглушки.Используйте модельный нож. Вставьте нож в один из углов опорной плиты. Затем поработайте лезвием по периметру, аккуратно поворачивая его. Это действие поможет освободить форму от пробки.
Теперь, когда вы знаете, как сделать формы из стекловолокна из существующих деталей, давайте посмотрим на стоимость изготовления формы из стекловолокна
Стоимость изготовления формы из стекловолокна
Стоимость изготовления формы из стекловолокна будет зависеть от размера формы плесень. В среднем компании, производящие формы из стекловолокна, будут взимать от 1500 до 12000 долларов в качестве стартовых ставок за формы из стекловолокна.
При производстве форм большинство этих компаний используют термопластавтоматы. Большинство этих машин приводится в действие гидравлическими системами. Цены на эти машины колеблются от 2200 до 20 000 долларов.
Интересно, что для создания формы лодки для открытой коммерческой конструкции лодки производитель формы обычно взимает около 2000 долларов за фут. Стоимость повышается до 2800 долларов за погонный фут для высоких форм для стеклянных лодок с шириной лодки 8 футов.
Время, необходимое для изготовления формы для лодки из стекловолокна, может составлять до 8 месяцев.Формы для аксессуаров, такие как дека, также включены в стоимость.
Заключение: как сделать формовку из стекловолокна из существующей детали
Первый шаг в создании формы из стекловолокна из существующей детали — это очень хорошо очистить эту деталь. Затем на него нужно нанести несколько слоев антиадгезионного воска. После этого наносите стекловолокно в один слой или слой за раз, чтобы они не нагревались и не коробились во время высыхания. Нанесите полиэфирную смолу на каждый слой стекловолокна.
Продолжайте добавлять больше слоев стекловолокна и клея, пока не будет достигнута достаточная толщина.Это скрепит все слои вместе и сделает их прочными, так что они будут действовать как единое целое. После того как смола затвердеет и форма из стекловолокна станет представлять собой единое целое, осторожно снимите ее с заглушки или существующей детали.
Основы стекловолокна | Фибер Гласт
Хотите проверить свои знания стекловолокна?
Примите наши основы викторины из стекловолокна!
Введение
- Фото предоставлено IStock Photo.
Композиты — это материалы, состоящие из отдельных компонентов, общая физическая прочность которых превышает свойства каждого из них по отдельности. В случае композитных ламинатов используются два основных элемента: волокнистое армирование (например, стекловолокно или углеродное волокно) и смола. Эти два элемента не предназначены для использования исключительно — они предназначены для объединения. При этом они соединяются механически и химически, образуя твердую ламинатную деталь, которую невозможно реформировать.
Представьте себе лодку. Многие лодки сделаны из стекловолокна, которое начинается с ткани — как длинный кусок ткани, который сворачивается в рулон. Стекловолокно закладывается в форму, из которой создается корпус лодки. Смола в жидкой форме катализируется и наносится на стекловолокно в форме. Он отверждается и химически связывается со стекловолокном, выделяя большое количество тепла (так называемое термоотверждение). Здесь задействовано несколько слоев и различные техники, но конечный результат — лодка.
Композиты, как и лодка, популярны по ряду причин, но в основном из-за их высокой прочности и небольшого веса.Как правило, их можно адаптировать для различных областей применения и придать им уникальные и сложные формы. Они также популярны благодаря своей превосходной устойчивости к большинству сред и могут использоваться большинством производителей без значительных вложений.
Мы рассмотрим ряд арматур и смол, из которых можно выбрать. Во-первых, давайте взглянем на реальные примеры продуктов из волокон и смол, чтобы вы лучше познакомились с отраслью композитов. После этого мы рассмотрим некоторые основные термины, которые вы услышите при работе с композитами.
Глоссарий составных терминов
Формование: Формование — это процесс создания детали внутри формы. Обычно предварительно вырезанную арматуру помещают в форму по одному слою и пропитывают смолой. Когда деталь достигнет желаемой толщины и ориентации, ее оставляют для отверждения. После извлечения из формы он будет иметь точную форму поверхности формы.
Ламинирование: Ламинирование первоначально относилось к нанесению тонкого защитного покрытия из смолы и армирования на такую поверхность, как дерево.Использование этого термина расширилось и теперь включает практически любую готовую композитную деталь, формованную или иную. Текущий пример: «Тестируемая деталь представляла собой 10-слойный ламинат, упакованный в вакуумный мешок».
График ламинирования: Это список отдельных слоев и ориентации слоев, используемых для создания составной детали, и обычно определяет вес армирования в унциях и стиль переплетения.
Отливка: Отливка означает заливку большой массы смолы в полость.Полость может быть формой при отливке деталей или может быть задним наполнителем для инструмента при изготовлении самой формы. Необходимо использовать специальные литейные смолы, которые при отверждении выделяют меньше тепла и, таким образом, создают меньшую деформацию конечной детали. При необходимости можно добавлять волокнистые наполнители для усиления отливки.
Лепка: Лепка обычно выполняется путем вырезания формы из пенополиуретана и последующего ламинирования поверхности. Это может быть сделано для создания заглушки для процесса формования или для придания формы готовой детали в случае конструкции без формы.
Типы, свойства и стили армирования
Физические свойства композитов — преобладающие волокна. Это означает, что при объединении смолы и волокна их характеристики больше всего соответствуют свойствам отдельных волокон. Например, недостаточно просто усреднить прочность на разрыв ткани и смолы для определения прочности панели. Данные испытаний показывают, что волокнистая арматура является компонентом, несущим большую часть нагрузки.По этой причине выбор ткани имеет решающее значение при проектировании композитных конструкций. Сегодня производители выбирают из трех распространенных армирующих материалов, включая стекловолокно, углеродное волокно и кевлар®. Каждый из них имеет различные формы и стили, а также имеет свои преимущества и недостатки, которые следует проанализировать перед тем, как начинать какой-либо проект.
Выше у нас были примеры каждого из наиболее распространенных применений и характеристик. Теперь давайте подробнее рассмотрим их физические свойства.
Ниже приводится таблица, в которой сравниваются относительные свойства армирующих тканей.Легенда гласит: P = плохо, F = удовлетворительно, G = хорошо, E = отлично.
| Технические характеристики | Стекловолокно | Углерод | Кевлар® |
|---|---|---|---|
| Плотность | П | E | E |
| Прочность на разрыв | F | E | G |
| Прочность на сжатие | G | E | П |
| Жесткость | F | E | G |
| Сопротивление усталости | G-E | G | E |
| Сопротивление истиранию | F | F | E |
| Шлифование / обработка | E | E | П |
| Электропроводность | П | E | П |
| Термостойкость | E | E | F |
| Влагостойкость | G | G | F |
| Совместимость смол | E | E | F |
| Стоимость | E | П | F |
Формы армирования
Эти три усиления можно купить во многих формах и стилях плетения.Все три, как правило, доступны в виде жгутов (чисто однонаправленных волокон), вуалей и тканых материалов. Стекловолокно также предлагается в виде матов из прессованных рубленых прядей.
Буксировка и ровинг
Материал в этой форме демонстрирует наивысшие свойства, достижимые для данного семейства волокон. Как правило, они поставляются на катушках, чтобы их можно было подавать в намотчики волокон или разматывать и резать, если они необходимы для избирательного повышения жесткости. Волокна должны оставаться в натянутом состоянии по мере отверждения смолы, иначе механическое преимущество будет потеряно.В процессе эксплуатации изгибы жгута необходимо сначала растянуть, прежде чем волокно сможет выдержать нагрузку. Очевидно, что чем ровнее будет исходное расположение ткани, тем лучше. Используя этот материал, можно наматывать чрезвычайно прочные трубы.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| 24k Carbon Tow | Carbon Tow (или пряжа) идеально подходит для добавления направленного армирования к вашему композитному ламинату.Буксировка используется для создания галтели на деталях, для усиления лонжерона или в сочетании с измельчителем для создания рубленых графитовых волокон. | |
| Ровинг пистолета | Этот универсальный ровинг можно либо измельчить, либо быстро смачивать и сушить для получения высокопрочных и легких композитов. В сочетании с пистолетом-измельчителем воздуха его можно использовать в системе распыления, как заполненной, так и незаполненной. |
Покровные коврики
Покровные маты представляют собой тонкие слои непрерывных прядей волокон, которые случайным образом наматываются петлями на рулон материала.Они имеют консистенцию папиросной бумаги. Легкое связующее вещество скрепляет вуаль. Хотя они не предназначены для использования в конструкции, у них есть две очень важные функции. Во-первых, вуаль можно поместить в форму непосредственно за поверхностным слоем, чтобы свести к минимуму печать через более тяжелые армирующие ткани, применяемые позже. Это тонкое внешнее покрытие также позволяет шлифовать поверхность готовых деталей без врезания в армирующую ткань внизу. Вторая по величине область применения — сэндвич-сердечники.Мат-вуаль может быть помещен непосредственно поверх сердцевины для поддержания оптимальной толщины линии склеивания. Вуаль также эффективна для предотвращения стекания излишков смолы в ячейки сотовых заполнителей, когда вакуум не используется.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Мат для наплавки сплошной вуалью | Поверхностный мат может быть добавлен в качестве поверхностного покрытия, чтобы минимизировать просвечивание и имитировать повреждение структурной ткани при шлифовании или оптимизировать толщину склеивания при использовании материала сэндвич-сердечника. | |
| Вуаль из углеродного волокна | Использование вуали из углеродного волокна поверх стекловолокна будет лучше работать как проводник электричества, а не как инсоляция. Точно так же использование углеродного волокна может помочь в передаче радиочастотных сигналов. |
Мат из рубленого волокна
Этот материал соответствует названию.Волокна обычно имеют длину от трех до четырех дюймов и ориентированы произвольно. Мат из рубленых прядей — не очень прочный материал из-за небольшой длины волокон. Однако он изотропен. Это означает, что он одинаково прочен во всех направлениях (мат и наполнители — единственные композитные армирующие элементы, демонстрирующие это свойство). Мат — наименее дорогая форма армирования и поэтому наиболее широко используется. Подходит для изготовления пресс-форм и деталей. Произвольная ориентация эффективно скрывает отпечаток ткани через гелькоут и делает формы одинаково жесткими во всех направлениях.Следует отметить, что мат из рубленых прядей совместим только с полиэфирной смолой.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Мат из рубленого волокна | Мат из рубленых прядей чаще всего используется для увеличения толщины деталей между слоями ткани. Обычно производители рвут мат из рубленых прядей, а не разрезают его.Это сохраняет длину волокон вдоль разорванного края, создавая более прочное соединение. |
Ткани
Ткани являются сильным армирующим материалом, потому что волокна скручиваются в пряжу, ориентированную всего в двух направлениях. Нити основы и наполнителя проходят под углом 0 и 90 градусов соответственно. Таким образом, ткани анизотропны или прочны только в двух направлениях. Ткани должны быть ориентированы таким образом, чтобы волокна пряжи проходили параллельно с ожидаемыми нагрузками.Если требуется дополнительная прочность в другом направлении, необходимо добавить еще один слой под углом к первому. Наиболее распространенные углы составляют +/- 45 градусов.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Стекловолокно | Стекловолокно — основа композитной промышленности. Он использовался во многих приложениях для композитов с 1950-х годов, и его физические свойства довольно хорошо изучены.Он легкий, имеет умеренную прочность на разрыв и прост в обращении. Стекловолокно используется в широком спектре проектов в отрасли. | |
| Углеродное волокно | Углеродное волокно используется везде, от автогонок до авиакосмической отрасли. Хотя он дороже, чем стекловолокно и кевлар, он может похвастаться самой высокой прочностью на растяжение, сжатие, изгиб и изгиб в отрасли. Углеродное волокно обычно используется для проектов, требующих более высокого уровня прочности, например, для несущих частей. | |
| Кевлар | Кевлар — одно из первых высокопрочных синтетических волокон, получивших признание в промышленности армированных волокнами пластмасс. Кевлар сияет в его стойкости к ударам и истиранию. Кевлар идеально подходит для таких деталей, как каноэ и байдарки, панели фюзеляжа самолетов и сосуды под давлением, где ожидается сильное воздействие и истирание. |
Стили тканых материалов
Есть много стилей тканых тканей, из которых можно выбирать.Наиболее распространены ткани с полотняным переплетением, в которых попеременно пересекаются нити основы и наполнителя. Обычные тканые ткани, как правило, наименее податливы, но их легко разрезать и обрабатывать, потому что они нелегко распутываются. Однако их прочность снижается из-за сильного предварительного прихвата ткани, уже присутствующего в ткани. Как указано в разделе «жгуты», волокна обладают максимальной прочностью только тогда, когда они идеально прямые. Частое пересечение нитей снизу и вверх снижает прочность полотняного переплетения, хотя они по-прежнему подходят для всех областей применения, кроме наиболее эффективных.
Саржевое переплетение и атласные ткани очень податливы и прочнее, чем полотняное переплетение. При атласном переплетении одна пряжа с наполнителем плавает над тремя-семью другими нитями основы, прежде чем прошиваться под другой нитью основы. Нити этого типа с неплотным плетением идут ровнее и дольше, сохраняя теоретическую прочность волокна. Очевидно, что податливость выше, и эти ткани легко принимают сложные формы. Однако после обрезки они легче распутываются, потому что каждая нить удерживается не так плотно.Саржевое переплетение предлагает компромисс между атласным и полотняным переплетением, а также часто желаемую косметическую отделку в виде елочки.
Практическое руководство по выбору подкрепления
Перед тем, как начинать какой-либо проект, рассмотрите потребность в готовой детали. Насколько жесткой, легкой, износостойкой или устойчивой к повреждениям должна быть деталь или конструкция? Обязательно учитывайте стоимость. Сравните свой список с описанием материалов и таблицей, на которую ранее ссылались, чтобы выбрать лучшую ткань с точки зрения производительности и стоимости.Стекловолокно неизменно приносит пользу почти для каждого проекта.
Как правило, для нанесения защитного слоя на дерево можно использовать любую ткань с полотняным переплетением. Если ламинат предназначен для использования в морских условиях, следует рассмотреть не менее двух слоев. Легкие ткани хороши, если защитный слой должен быть прозрачным, как, например, на каноэ с ленточной сборкой. Обычное плетение средней плотности, от шести до десяти унций на квадратный ярд, возможно, является наиболее универсальным. Обычно их называют лодочными тканями, они недорогие, прочные и легко формируются.Они часто сочетаются со слоями мата при изготовлении форм или используются для защиты сердцевины при строительстве без форм.
Атласное и саржевое переплетение для авиакосмической промышленности следует использовать везде, где требуются высочайшие физические свойства.
Выбор смолы
Фото предоставлено IStock Photo. Выбор смолы зависит от совместимости ткани, условий эксплуатации и желаемых характеристик готовой детали. Существует два распространенных типа термореактивной смолы: эпоксидная и полиэфирная.Операции по формованию, формованию, ламинированию и литью могут выполняться с помощью любой системы. Эпоксидная смола — это система с более высокими характеристиками и более высокой ценой. Он используется в приложениях с критическим весом, высокой прочностью и точными размерами. Полиэфирные смолы менее дороги, более устойчивы к коррозии и более щадящие, чем эпоксидные. По этой причине они наиболее широко используются.
Сложный виниловый эфир — это третий вариант смолы, часто описываемый как нечто среднее между эпоксидной и полиэфирной смолами, поскольку он находится между ними по цене и характеристикам обработки.Он обладает отличной стойкостью к коррозии и истиранию, поэтому хорошо подходит для таких применений, как резервуары для хранения химикатов.
Некоторые смолы совместимы не со всеми тканями. Например, у Kevlar® часто возникают проблемы с адгезией, поэтому следует использовать эпоксидную смолу или полиэстер высшего качества. Также маты из стекловолокна имеют связующее, растворимое в полиэстере. Эпоксидные смолы могут растворить это, и никогда не должны использоваться с матом. При разработке проекта тщательно проверяйте совместимость материалов.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Полиэфирная смола | Полиэфирные смолы — наиболее широко используемые смолы в композитной промышленности.Полиэфирные смолы менее дороги, обладают некоторой коррозионной стойкостью и более щадящие, чем эпоксидные смолы. Полиэфирные смолы просты в использовании, быстро отверждаются и устойчивы к экстремальным температурам и катализаторам. | |
| Винилэфирная смола | Смолана основе сложного винилового эфира считается гибридом полиэфира и эпоксидной смолы, что означает, что ее рабочие характеристики, свойства и цена обычно ниже двух других.Виниловый эфир отличается высокой устойчивостью к коррозии, температуре и растяжению. | |
| Эпоксидная смола | Для композитных деталей, требующих максимальной прочности, производители будут использовать эпоксидную смолу. Помимо улучшенных прочностных свойств, эпоксидные смолы также обычно превосходят полиэфир и сложный виниловый эфир по стабильности размеров и улучшенному сцеплению с другими материалами. |
Ниже приведены некоторые общие рекомендации по выбору смолы:
Применение клея: Если приложение требует адгезионных свойств, настоятельно рекомендуется использовать эпоксидные смолы. Выбирайте эпоксидную смолу со сроком жизнеспособности, максимально близким к требуемому времени работы. При необходимости измельченное стекловолокно может быть смешано для создания структурной пасты-наполнителя.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки.Это позволяет ускорить процесс изготовления. | |
| Винилэфирная смола | Смолана основе сложного винилового эфира считается гибридом полиэфира и эпоксидной смолы, что означает, что ее рабочие характеристики, свойства и цена обычно ниже двух других. Виниловый эфир отличается высокой устойчивостью к коррозии, температуре и растяжению. |
Применение пресс-форм: Лучше всего их выполнять с использованием полиэфирной формовочной смолы №77 или любой эпоксидной смолы со средним и долгим сроком службы.Предварительно нарежьте тканевую арматуру и держите ее под рукой. Используйте кисти, ракели и валики для пропитки, чтобы смочить ткань. Для деталей, которые будут использоваться в высококоррозионных средах, выберите нашу изофталевую полиэфирную смолу № 90 или сложную винилэфирную смолу № 1110.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Полиэфирная формовочная смола | Полиэфирная формовочная смола — одна из самых распространенных и популярных смол в промышленности.Он отлично подходит для изготовления деталей общего назначения и для недорогих пресс-форм. Со смолой легко работать, она дешевле по сравнению с другими причинами и не содержит воска, поэтому шлифование между слоями не требуется. | |
| Изофталевая полиэфирная смола | Изофталевая полиэфирная смола имеет гораздо лучшую прочность по сравнению с полиэфирными смолами общего назначения, отлично подходит для создания полиэфирных форм со стабильными размерами, изготовления деталей, которые должны выдерживать сильную коррозию, и прочных материалов для ремонта футеровки резервуаров. | |
| Винилэфирная смола | Винилэфирная смоласчитается гибридом полиэфира и более прочной эпоксидной смолы, что означает, что ее эксплуатационные характеристики, свойства и цена обычно находятся между двумя другими. Винилэфир отличается коррозионной стойкостью, термостойкостью и вязкостью при удлинении. |
Ремонт общего назначения и тонкое ламинирование: Для этих целей лучше всего использовать смолу общего назначения, смешанную со стирольным воском.Если выбрана эпоксидная смола, используйте версию с коротким жизнеспособностью, которая быстрее отверждается при нанесении на тонкие участки.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Полиэфирная формовочная смола | Полиэфирная формовочная смола — одна из самых распространенных и популярных смол в промышленности. Он отлично подходит для изготовления деталей общего назначения и для недорогих пресс-форм.Со смолой легко работать, она дешевле по сравнению с другими причинами и не содержит воска, поэтому шлифование между слоями не требуется. | |
| Стироловый воск | Добавление стирольного воска к невощеной полиэфирной смоле предотвратит длительную липкость, связанную с тонкими срезами полиэфиров в композитном материале. Этот воск поднимается на поверхность во время отверждения, после чего его необходимо отшлифовать. | |
| Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки.Это позволяет ускорить процесс изготовления. |
Минимальная деформация: Эпоксидные смолы всегда обеспечивают наиболее стабильные размеры деталей и форм, но можно успешно использовать полиэфирную смолу премиум-класса, такую как изофталевая полиэфирная смола № 90.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Изофталевая полиэфирная смола | Изофталевая полиэфирная смола имеет гораздо лучшую прочность по сравнению с полиэфирными смолами общего назначения, отлично подходит для создания полиэфирных форм со стабильными размерами, изготовления деталей, которые должны выдерживать сильную коррозию, и прочных материалов для ремонта футеровки резервуаров. | Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки. Это позволяет ускорить процесс изготовления. |
| Система 2000 | System 2000 Epoxy — это смола для ламинирования светло-янтарного цвета, обеспечивающая максимальную прочность эпоксидной смолы при комнатной температуре.Он часто используется для изготовления высокопрочных деталей, требующихся в конструкционных конструкциях. | |
Отливка: Толстые секции можно отливать с помощью эпоксидной системы медленного отверждения # 2000/2120 или любой из наших уретановых смол для литья под давлением. Стандартные смолы не рекомендуется заливать в массу, достаточно большую для литья.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Система 2000 | System 2000 Epoxy — это смола для ламинирования светло-янтарного цвета, обеспечивающая максимальную прочность эпоксидной смолы при комнатной температуре.Он часто используется для изготовления высокопрочных деталей, требующихся в конструкционных конструкциях. | |
| Эуретановая литьевая смола — Shore A | Смолы для литья под давлением уретановые идеально подходят для изготовления четырех деталей и оснастки. Уретановая смола для литья под давлением — Shore A используется для создания жестких, гибких деталей и форм. | |
| Уретановая литьевая смола — 75 Shore D | Уретановая литьевая смола — 75 Shore D отлично подходит для изготовления готовых деталей и мелкосерийных оболочек. Она отлично подходит для создания твердых деталей с повышенной детализацией и превосходными косметическими качествами. |
Выбор инструментов
По сравнению с классической обработкой и изготовлением инструментов, для работы с композитами требуется несколько специальных инструментов. Однако есть ряд элементов, которые облегчают работу и повышают качество продукции.
Предметы повседневного спроса, такие как чистые емкости для смешивания, весы и другое измерительное оборудование, качественные ножницы и множество перчаток, — простые предметы, о которых часто забывают.Ракель, щетки и валики — рекомендуемые аппликаторы для пропитывания арматуры смолой. Ракели и валики для пропитки также можно использовать для подачи воздуха из ламината и сжатия слоев ткани. Бритвенные ножи и лобзики нужны для обрезки готовых деталей и форм. Используйте качественные композитные диски со средним числом зубьев, чтобы ускорить рез. Механические шлифовальные машины, шлифовальные машины и буферы полезны при выполнении более крупных работ, но эту работу можно выполнить вручную, если у вас будет достаточно времени и усилий. Последняя рекомендация по оборудованию — это стеллаж для резки ткани для хранения и хранения материала.Стеллаж поддерживает ткань горизонтально на трубе и может быть изготовлен из простых строительных материалов.
Примеры продукции
| Товар | Описание | |
|---|---|---|
| Принадлежности для смешивания | Mixing Supplies следует использовать для смешивания смолы с добавками смолы при подготовке к процессу укладки.Для правильного действия смол необходимы такие добавки, как катализатор и отвердитель. Другие добавки, такие как наполнители, пигмент и воск, не являются обязательными и выбираются с учетом желаемых характеристик, которые они придают смоле. | |
| Режущее оборудование | Почти каждый композитный проект потребует некоторой резки, особенно на стадии подготовки. Обязательно выберите ножницы, резаки и вспомогательные приспособления для ткани, которые будут соответствовать качеству композитной детали, которую вы планируете производить. | |
| Средства для защиты и чистки | Безопасная и чистая рабочая среда — первый шаг к созданию успешного композитного ламината. Обязательно планируйте свой проект или ремонт соответствующим образом и принимайте простые меры безопасности для каждого проекта. | |
| Щетки | Простой выбор, который, тем не менее, окажет большое влияние на ваш проект.Кисти помогут пропитать ткань выбранной смолой. Убедитесь, что кисть, которую вы используете, соответствует качеству вашего проекта. | |
| Ракели и ролики | Ракель и валикипозволяют равномерно распределять смолу по ткани и легко удаляют излишки смолы с детали. Неровное покрытие может повредить вашу композитную деталь, но этого легко избежать при работе с соответствующими инструментами. |
Оценка веса материалов и затрат
Точная оценка материала необходима по двум причинам. Во-первых, очевидно, что они нужны для правильного заказа, хранения материалов и проведения торгов по проектам. Что еще более важно, оценки дают возможность рассчитать вес или стоимость детали, используя различные графики ламинирования, прежде чем приступить к сборке.
В отличие от оценки покрытия при покраске, использование смолы будет зависеть от типа используемого армирования.Чем тяжелее ткань, тем больше смолы потребуется для ее смачивания. Хороший ламинат для рук состоит примерно из 50% ткани и 50% смолы по весу. Например, если для приложения требуется 3 квадратных ярда ткани плотностью 4 унции на квадратный ярд (общий вес ткани составляет 12 унций), потребуется 12 унций смолы. Однако, если выбрано 3 ярда ткани по 10 унций на квадратный ярд (общий вес ткани составляет 30 унций), потребуется 30 унций смолы.
Стекломат требует минимум 2 унции смолы на каждую унцию мата.Следовательно, если приложение требует 20 квадратных футов мата толщиной 1,5 унции на квадратный фут, потребуется минимум 60 унций смолы. Помните, что мат указывается в унциях на квадратный фут, а ткань — в унциях на квадратный ярд. Рубленый коврик плотностью 1,5 унции на квадратный фут на самом деле весит 13,5 унций на квадратный ярд!
Поскольку существует множество возможных комбинаций материалов, следует рассчитать вес и стоимость одного слоя с использованием различных армирований.Затем они могут быть добавлены или вычтены из теоретического слоистого материала, пока не будут достигнуты проектные свойства.
Рабочий лист оценки материалов
1) Начните с расчета площади проекта.
Оцените неправильные формы, измерив прямоугольники приблизительного размера, необходимые для определения конических участков. Умножьте длину на ширину для каждого прямоугольника, а затем сложите все отдельные прямоугольники вместе, чтобы получить общую площадь поверхности детали.Если расчет ведется в квадратных футах, разделите на 9, чтобы получить квадратные ярды.
2) Составьте список каждого типа армирования, рассматриваемого для ламинирования.
Умножьте вычисленные квадратные ярды на вес ткани в унциях. Это общий вес одного слоя этого материала. Это также количество смолы, необходимое для его насыщения. Когда это известно для 2 или 3 различных типов материалов, можно рассчитать вес и стоимость ламината, изготовленного из любой комбинации этих тканей.Чтобы преобразовать вес унции в фунты, разделите его на 16. Те, у кого нет опыта в пропитке стекловолокна, обычно используют слишком много смолы. Хорошо пропитанный ламинат является однородно полупрозрачным, без «молочных» сухих пятен, но из-за веса и стоимости в нем немного лишней смолы.
3) Рассчитайте использование гелькоута, грунтовки и поверхностной грунтовки.
Все формованные ламинаты, кроме самых легких, требуют гелевого покрытия. Гель-покрытие должно иметь толщину 15-20 мил.
Для гелевого покрытия толщиной 20 мил потребуется один галлон смеси для гелькоута на каждые 80 квадратных футов поверхности формы. Если требуется более светлый поверхностный слой, распылите деталь № 1041-B Duratec Surfacing Primer в форму вместо гелевого покрытия. Его можно наносить более тонким (10-12 мил) и, следовательно, более легким слоем. Duratec также является идеальным финишным слоем для покрытия ламинатов из вспененной фанеры или фанеры.
При покрытии фанеры стекловолокном потребуется дополнительная смола для грунтования древесины.Для большинства видов древесины для этого покрытия потребуется около 3 унций смолы на каждый квадратный фут поверхности. Это в дополнение к смоле, необходимой для пропитывания стекловолокна. Чтобы обеспечить достаточное насыщение, добавьте на 20% больше смолы к первоначальной оценке.
Пример:
Следующий пример поможет прояснить оценку материала, а также охватит некоторые аспекты дизайна.
Начато строительство фанерного катера. Лодка 12 футов в длину, 4 фута в ширину внизу, по 2 борта с каждой стороны.5 футов высотой, транец — 2 на 5 футов. Фанера толщиной три четверти дюйма выдерживает нагрузки, но стекловолокно должно герметизировать и защищать как внутреннюю, так и внешнюю часть лодки. Стекловолокно было выбрано вместо KEVLAR®, чтобы снизить затраты. Сколько материала потребуется, и какой вес будет добавлен?
1) Начните с расчета площади поверхности каждой детали.
Этаж
12 футов x 4 фута = 48 кв. Футов
Стороны
12 футов x 2,5 фута = 30 кв.футы x 2 = 60 кв. футов
Транец
2 фута x 5 футов = 10 кв. Футов
Всего
118 кв. Футов
В каждом слое 118 квадратных футов, и слои будут добавлены как внутри, так и снаружи лодки. Затем разделите 118 квадратных футов на 9 квадратных футов, чтобы найти общую площадь в квадратных ярдах на слой. Это преобразование необходимо, чтобы площадь можно было сравнить с весом ткани, указанным в квадратных ярдах.
118 кв. Футов / 9 кв.ft. = 13,5 кв. ярдов
Рассматриваемые ткани имеют полотняное переплетение 10 унций и 7,5 унций. Вес ткани умножается на площадь поверхности, чтобы определить общий вес одного слоя ткани.
10 унций / кв. ярд х 13,5 кв. ярд. = 135 унций. / 16 = 8,5 фунтов / слой
7,5 унций / кв. ярд х 13,5 кв. ярд. = 101,25 унций / 16 = 6,5 фунтов / слой
При соотношении ткань-смола 50/50 смола также будет весить столько же, сколько и ткань.
Поскольку лодка будет использоваться только у песчаных берегов, была выбрана ткань весом 7,5 унций, что позволяет сэкономить 4 фунта на каждом слое. Если бы берег был каменистым, ткань на 10 унций могла бы быть лучшим выбором для долговечности, несмотря на дополнительный вес.
2) Рассчитайте весь дополнительный расход смолы и грунтовки, как указано выше.
На фанеру потребуется грунтовка из полиэфирной смолы. Для достаточного покрытия поверхности потребуется 3 унции на квадратный фут площади поверхности.
3 унции. x 118 кв. футов = 354 унции. / 16 = 22 фунта смолы.
Поверхностное покрытие будет создано путем распыления на деталь № 1041-B Duratec Surfacing Primer. Один галлон легко покроет 118 квадратных футов слоем материала толщиной 12 мил.
Заключение
Это руководство предназначено, чтобы помочь новичку осмыслить процесс создания композитного стекловолокна. В связи с недавними достижениями и доступностью других высокоэффективных композитных материалов, некоторые из них также были включены в этот документ.Подчеркивается важность выбора волокна, и в качестве удобного справочного материала приводится таблица, в которой сравниваются сильные и слабые стороны трех доступных армирующих элементов. Разработайте проекты с учетом этих свойств ткани, а затем выберите систему смол, совместимую с тканью и конечными условиями эксплуатации, которые будет видна деталь. Смета материалов также важна в процессе проектирования. Варианты графика ламинирования можно сравнить на этапе проектирования, а ламинат можно адаптировать к условиям эксплуатации и бюджету проекта.Пример трехэтапного процесса оценки материала должен сделать эти оценки безболезненными. Очевидно, что по этим вопросам доступно больше информации, но эти основы демонстрируют легкость, с которой могут быть достигнуты преимущества композитов.
Что такое стекловолокно и как его производят?
Стекловолокно, или «стекловолокно», во многом как Kleenex, Thermos или даже Dumpster — это торговая марка, которая стала настолько знакомой, что люди обычно думают только об одном, когда слышат это: Kleenex — это ткань; Мусорный контейнер — это негабаритный мусорный бак, а стекловолокно — это пушистая розовая изоляция, которая покрывает чердак вашего дома, верно? Собственно, это только часть истории.Хотя компания Owens Corning действительно использовала товарный знак почти повсеместного изоляционного продукта, известного как стекловолокно, стекловолокно само по себе имеет знакомую структуру основания и широкое разнообразие применений.
Как производится стекловолокно
Стекловолокно действительно сделано из стекла, такого же, как в окнах или кухонных стаканах для питья. Для производства стекловолокна стекло нагревают до расплавления, а затем проталкивают через сверхтонкие отверстия. Это создает очень тонкие стеклянные нити — настолько тонкие, что лучше всего измерять их в микронах.
Эти гибкие филаментные нити можно использовать в нескольких областях: из них можно сплетать более крупные образцы материала или оставлять их в несколько менее структурированной форме, используемой для более знакомой пухлой текстуры, используемой для изоляции или звукоизоляции. Окончательное применение зависит от длины экструдированных прядей (длиннее или короче) и качества стекловолокна. Для некоторых применений важно, чтобы стекловолокно содержало меньше примесей, однако это требует дополнительных этапов производственного процесса.
Производство из стекловолокна
После того, как стекловолокно соткано вместе, могут быть добавлены различные смолы для придания изделию повышенной прочности, а также для придания ему различных форм. Обычные предметы из стекловолокна включают бассейны и спа, двери, доски для серфинга, спортивное оборудование, корпуса лодок и широкий спектр внешних автомобильных деталей. Имея легкий, но прочный характер, стекловолокно также идеально подходит для более деликатных применений, например, для изготовления печатных плат.
Стекловолокно может производиться серийно в матах или листах. Например, для таких предметов, как черепица, изготавливается массивный лист из стекловолокна и полимерной смеси, который затем разрезается на машине. Стекловолокно также имеет множество индивидуальных применений, разработанных для конкретных целей. Например, автомобильные бамперы и крылья иногда должны изготавливаться по индивидуальному заказу либо для замены поврежденных компонентов существующих автомобилей, либо при производстве новых прототипов.
Первым шагом в изготовлении бампера или крыла из стекловолокна на заказ является создание формы желаемой формы из пенопласта или другого материала.Когда форма готова, она покрывается слоем стекловолоконной смолы. Как только стекловолокно затвердевает, его впоследствии армируют — либо дополнительными слоями стекловолокна, либо конструктивно изнутри.
Углеродное волокно и стеклопластик против стекловолокна
Следует отметить, что, хотя он похож на оба, стекловолокно — это , а не углеродное волокно и не армированный стекловолокном пластик. Углеродное волокно состоит из углеродных нитей. Несмотря на то, что углеродное волокно чрезвычайно прочное и долговечное, его нельзя прессовать в нити такой же длины, как из стекловолокна, потому что оно ломается.Это одна из нескольких причин, по которым стекловолокно, хотя и не такое прочное, дешевле в производстве, чем углеродное волокно.
Стеклопластик — это то, на что он похож: пластик со стекловолокном, встроенным в него для повышения прочности. Сходство со стекловолокном очевидно, но отличительной особенностью стекловолокна является то, что стеклянные нити являются основным компонентом. Армированный стекловолокном пластик состоит в основном из пластика, поэтому, хотя он является улучшением по сравнению с одним пластиком по прочности и долговечности, он не будет удерживать так же хорошо, как стекловолокно.
Переработка стекловолокна
Хотя в переработке изделий из стекловолокна после того, как они уже были произведены, не было большого прогресса, начинают появляться некоторые новые инновации в технологии вторичной переработки и использования изделий из переработанного стекловолокна. Одна из наиболее перспективных — утилизация устаревших лопастей ветряных турбин.
По словам Эми Ковер, репортера GE Reports, внутреннего новостного сайта General Electric, хотя замена существующих лопастей на более технически совершенные может повысить производительность ветряной электростанции на целых 25%, этот процесс неизбежно приводит к отходам.«Измельчение лезвия дает около 15 000 фунтов отходов стекловолокна, а в процессе образуется опасная пыль. Учитывая их огромную протяженность, об отправке их на свалку не может быть и речи », — отметила она.
В 2017 году GE объединилась для инициативы по переработке с находящейся в Сиэтле компанией Global Fiberglass Solutions Incorporated (компанией, которая перерабатывает стекловолокно с 2008 года и запатентовала средство переработки старых лезвий в изделия, включая крышки люков, строительные панели и т. Д. поддоны).Менее чем за год GFSI переработала 564 лезвия для GE и подсчитала, что в ближайшие годы GE сможет переработать или повторно использовать до 50 миллионов фунтов отходов стекловолокна.
Кроме того, большая часть стекловолокна в настоящее время производится из переработанного стекла. Согласно информационному бюллетеню «Waste360» Национальной ассоциации по переработке и переработке отходов, переработчики превращают битое стекло в жизнеспособный ресурс, известный как стеклобой (стекло, которое было раздроблено и очищено), который, в свою очередь, продается производителям изоляционных материалов из стекловолокна.«Owens Corning использует более одного миллиарда фунтов стеклобоя каждый год для бытовых, коммерческих и промышленных применений из стекловолокна», — сообщают они. Между тем, Owens Corning заявила, что до 70% их стекловолоконной изоляции в настоящее время производится из переработанного стекла.
Источники
Как сделать собственное литье из стекловолокна
Литье, распространенный процесс создания объектов из стекловолокна, включает изготовление окончательной копии оригинального дизайна или шаблона.Во время этого процесса вы наносите литейный материал на форму, которая является отрицательной версией оригинального дизайна, чтобы создать желаемую форму. Литье из стекловолокна часто используется для изготовления деталей лодок и автомобилей, и многие годы оно было популярным материалом как в профессиональном, так и в любительском производстве опор.
Вещи, которые вам понадобятся:
- Ножницы
- Смола и катализатор из стекловолокна
- Ткань из стекловолокна
- Скипидар
- Средство для удаления плесени
- Кисть
- Защитные очки Шлифовальный станок
- Ведро для смешивания
- Респиратор для частиц
- Двухкомпонентная гипсовая форма
- Малярная лента
- Инструмент для перемешивания
Подготовьте форму
Разместите материалы в хорошо вентилируемой рабочей зоне с закрытыми поверхностями.Перед отливкой из стекловолокна наденьте латексные перчатки, защитные очки и респиратор.
Распылите на внутреннюю часть формы смазку для форм, чтобы стекловолокно не прилипало к внутренней части формы, и дайте ему полностью высохнуть.
Смешайте крошечную порцию смолы в ведре или пластиковом стакане. Обратите внимание на инструкции по упаковке стекловолокна вашей марки, поскольку они не будут одинаковыми для всех марок.
Нанесите тонкий слой смолы на внутреннюю часть каждой половины формы с помощью кисти, создав оттискный слой, заполняющий все щели и углы.Дайте этому слепочному слою высохнуть.
Смешайте еще одну небольшую порцию смолы и нанесите еще один слой поверх оттискного покрытия. Нарежьте стеклоткань на небольшие полоски и поместите несколько кусочков в этот слой, чтобы смола впиталась в ткань.
Намочите ткань из стекловолокна, нанеся на ткань больше смолы, пока она не впитает как можно больше смолы. Продолжайте покрывать всю внутреннюю часть каждой половины формы слоем влажной стекловолоконной ткани.
Отливка стекловолокна
Дайте первому слою стеклоткани немного высохнуть, затем нанесите еще один слой смолы и ткани на половинки формы.Наращивайте несколько слоев, пока не получите желаемую толщину, следя за тем, чтобы слои ткани слиплись.
Дайте стекловолокну высохнуть в течение нескольких часов, затем осторожно извлеките его из каждой половины формы, пока оно еще гибкое. Поместите гибкие части из стекловолокна обратно в половинки формы, чтобы они продолжали отверждаться в течение ночи.
Извлеките литые половинки из стекловолокна из формы. Свяжите части вместе липкой лентой в качестве временной меры.
Смешайте небольшую порцию смолы.Положите несколько небольших полосок из стекловолокна поверх зазора между половинками стекловолокна и нанесите на них смолу, чтобы они приклеились к слепку. Во время работы снимайте малярную ленту.
Оставьте отливку из стекловолокна снова просохнуть на ночь. После высыхания наденьте маску из твердых частиц и защитные очки, чтобы отшлифовать любые неровные участки на гипсе.
Советы:
- Очистите рабочую зону литья скипидаром, который устранит пролитую смолу.
Предупреждения:
- Стекловолокно чрезвычайно токсично.Обязательно прикрывайте кожу и глаза и не вдыхайте пары или пыль из материала.
Пресс-форма из стекловолокна Знакомство с заглушками
Изготовление форм для стекловолокна — заглушки
Первым шагом в изготовлении пресс-формы из стекловолокна является изготовление заглушки. Заглушка для пресс-формы из стекловолокна или композитного материала обычно является изображением готовой детали и может быть реальной деталью или макетом детали.При планировании пресс-формы необходимо учитывать определенные факторы; чистота поверхности, углы уклона, поднутрения и способ изготовления. Композитная форма, которая будет использоваться для процессов вакуумной инфузии или закрытого формования, потребует больших фланцев. Детали с поднутрением или отрицательной осадкой необходимо будет изготовить в двухкомпонентных формах, чтобы их можно было извлечь из формы. Композитные формы, которые предназначены для использования с деталями из углеродного волокна, часто необходимо изготавливать из углеродного волокна, чтобы обеспечить соответствие коэффициента теплового расширения, особенно если в процессе формования деталь и форма будут нагреваться до отверждения, а затем охлаждаться до demold, я.е. детали из препрега. Если форма должна выдерживать высокие температуры и требуется дополнительное отверждение заглушки, то ваш выбор материалов изменится.
Заглушки, изготовленные с нуля, могут быть изготовлены из самых разных материалов с использованием самых разных методов. Мы разместили здесь пример изготовления вилки с нуля и изготовления формы.В этом примере мы использовали пенопласт для изготовления корпуса, прикрепили его к фанере, чтобы сделать фланец, и застеклили поверх него, чтобы обеспечить стабильную поверхность, над которой можно обтекать. Мы использовали МДФ для изготовления заглушек, пенопласта высокой плотности, пенополистирола, наполнителя кузова и других материалов. Для крупных деталей часто строится каркас, который затем покрывается пеной, стекловолокном и наполнителем кузова перед грунтованием и отделкой.
Чтобы сделать форму из стекловолокна из существующей детали, мы обычно устанавливаем деталь на какой-либо опорной плите.Вообще говоря, мы строим все наши формы с фланцами, предполагая, что в какой-то момент мы захотим использовать их в процессе закрытого формования или вакуумной инфузии. Гораздо проще встроить фланцы в форму из стекловолокна с самого начала, чем делать это позже. Фланцы пресс-формы должны быть минимум 6 дюймов, предпочтительно 8 дюймов. Прикрепите деталь к опорной плите любыми доступными и необходимыми средствами. Горячий клей — одно из наших предпочтений, поскольку он быстро схватывается и обычно снимается, однако, если вы имеете дело с повышенными температурами, горячий клей не подойдет.После того, как деталь будет установлена на опорную доску, заполните и скруглите любые зазоры или переходы между деталью и опорной панелью, чтобы вилка стала единым целым. Качество поверхности вашей вилки и опорной плиты будет отражено на гелькоуте формы. Лучше не станет, только хуже. Прежде чем продолжить, доведите поверхность до желаемого уровня готовой композитной детали. Для заглушек этого типа мы обычно рекомендуем использовать восковую пасту и ПВА в качестве смазки для форм.ПВА создаст физический барьер между заглушкой и гелькоутом стекловолоконной формы. Это обеспечивает дополнительную защиту готовой детали, которую вы используете в качестве заглушки.
После того, как заглушка доведена до желаемой чистоты поверхности и нанесена смазка для пресс-формы, пора приступить к изготовлению пресс-формы из стекловолокна.Обычно для этого используются следующие материалы: гелькоут, полиэфирная смола (изо-инструментальная смола), ткань из стекловолокна или мат из стекловолокна. При изготовлении формы из углеродного волокна вы будете использовать: углеродное волокно, эпоксидное покрытие и эпоксидную смолу. В этой статье мы дадим краткий обзор этапов создания формы из стекловолокна с гелевым покрытием.
Сначала нанесите гелькоут (предпочтительно с помощью пистолета-распылителя до толщины 20 мил мокрого (0,020 дюйма)) на поверхность заглушки.Дайте гелькоуту застыть, пока он не станет твердым, но липким на ощупь. Затем нанесите один слой мата из стекловолокна на всю поверхность формы с полиэфирной смолой поверх гелькоута, соблюдая особую осторожность, чтобы удалить весь воздух и убедиться, что ламинат не имеет пустот. Дайте этому слою полностью высохнуть, чтобы свести к минимуму вероятность деформации поверхности. После того, как этот слой застынет, нанесите 2-3 слоя стекловолокна за раз, пока не получите желаемую толщину. Например, 9-10 слоев по 1.Стекловолоконный мат на 5 унций даст вам толщину формы около 0,38 дюйма (что для небольшой формы вполне приемлемо). Для более крупных форм из стекловолокна может быть более практичным добавить материалы сердцевины, чтобы довести форму до желаемого уровня жесткости.
Для получения дополнительной информации о конкретных материалах перейдите по этой ссылке