
Рассухарить клапан (за единицу) | Цена 30 ₽ за Шт
- Услуги и Цены
- Остальные услуги
- Рассухарить клапан (за единицу)
Цена: 30 р.
Шт
- Описание
- Отзывы (0)
- Вопросы
При ремонте двигатель автомобиля демонтаж основного количества деталей производится штатным слесарным инструментом. В некоторых случаях вам может понадобиться специальное приспособление — рассухариватель клапанов. Его задача — помочь водителю снять сухарь клапана.
В некоторых случаях вам может понадобиться специальное приспособление — рассухариватель клапанов. Его задача — помочь водителю снять сухарь клапана.
Прежде всего, следует разобраться, что такое сухарь, где он находится на клапанах и по какой причине его необходимо снимать только с помощью специнструмента. Задача, как впускного, так и выпускного клапана — очень плотно закрывать окно и открывать его только в необходимый момент.
Для того чтобы клапан прочно удерживался в седле, на его стержень надевают по две возвратные пружины, давящие на тарелку, которая в свою очередь соединяется с со стержнем посредством сухариков. Они представляют собой небольшой цилиндр, разделённый на две половинки. Внутри них поверхность имеет шип, который входит в паз клапана. Наружный их диаметр в сборе больше отверстия в тарелке, имеющей специальное посадочное место.
Таким образом, сухарики всегда надёжно удерживаются, а усилие пружин не позволяет снять их и освободить клапан.
В нашей автомастерской проводится процедура расскухаривания клапанов.
Телефон: +7-920-941-05-03 +7-906-614-09-69Показать телефон
Задайте свой вопрос
Смотрите также:
Замена направляющих втулок клапанов дв. грузовой (за единицу) (Шт)
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элеме…
100 р.
RUB
Изготовление втулки (Шт)
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элеме…
Эти элеме…
100 р.
RUB
Правка к/в дв.грузовой (шт)
Перед шлифованием шеек коленчатый вал подвергают правке.Чтобы установить величину и направление прогиба, деталь уклад…
1 000 р.
RUB
Шлифовка распредвала дв.
Мы выполняем работы по ремонту и восстановлению коленчатых валов двигателей отечественного и зарубежного производства…
1 000 р.
RUB
Правка к/в дв. МАЗ-238, МАИ (Шт)
Перед шлифованием шеек коленчатый вал подвергают правке. Чтобы установить величину и направление прогиба, деталь уклад…
Чтобы установить величину и направление прогиба, деталь уклад…
1 200 р.
RUB
Шлифовка распредвала дв.МАН (Шт)
Мы выполняем работы по ремонту и восстановлению коленчатых валов двигателей отечественного и зарубежного производства…
1 200 р.
RUB
Шлифовка блока по плоскости (Шт)
Случайное попадание на двигатель воды или незначительный перегрев двигателя становятся причиной деформации ГБЦ, а в р…
1 400 р.
RUB
Ремонт поверхности к\в под сальник дв.
Мы выполняем работы по ремонту и восстановлению коленчатых валов двигателей отечественного и зарубежного производства…
1 500 р.
RUB
Перепресовка поршней дв.иномарки (Шт)
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания. Именно на эту деталь, выпадает осн…
Именно на эту деталь, выпадает осн…
250 р.
RUB
Засухарить клапан (за единицу) (Шт)
При ремонте двигатель автомобиля демонтаж основного количества деталей производится штатным слесарным инструментом. В…
30 р.
RUB
Подрезка поршней (Комплект)
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания. Именно на эту деталь, выпадает осн…
300 р.
RUB
Маслосгонная резьба к\в. (Шт)
(Шт)
Любой автомобильный двигатель является поршневым. Принцип его работы прост: в цилиндр подается топливно-воздушная сме…
300 р.
RUB
Ремонт промежуточного вала дв.ВАЗ (Шт)
Абсолютно каждая коробка переключения передач является ничем иным, как набором валов и шестерен, которые заключены в . ..
..
400 р.
RUB
Доработка направляющей втулки клапана (Шт)
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элеме…
50 р.
RUB
Дефектовка ГБЦ (Шт)
Головка блока цилиндров такая же важная и не отъемлимая часть двигателя внутреннего сгорания как и остальные. Также ка…
Также ка…
500 р.
RUB
Перепресовка поршней дв.ВАЗ (Комплект)
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания. Именно на эту деталь, выпадает осн…
500 р.
RUB
Обработка поверхности к\в под полукольцо (Шт)
Коленчатый вал является одним из самых дорогостоящих и ответственных составных элементов конструкции двигателя внутре. ..
..
500 р.
RUB
Замена направляющих втулок клапанов дв. легковой (за единицу) (Шт)
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элеме…
70 р.
RUB
Ремонт свечного отверстия (Шт)
Любой автомобиль требует проведения периодического технического обслуживания. Этот процесс всегда связан с затягивани…
700 р.
RUB
Мойка ГБЦ (Шт)
В нашем автосервисе мойка деталей двигателя производится в автоматической моечной машине контейнерного типа . Для обе…
Для обе…
700 р.
RUB
Профессиональная расточка блока цилиндров в Санкт-Петербурге
Расточка двигателя представляет собой типовую технологическую операцию с целью восстановления оригинальной геометрии стенок цилиндров. Расточка двигателя выполняется в двух случаях – при капремонте силового агрегата или в процессе тюнинга автомобиля для повышения его мощности.
Двигатель автомобиля естественным образом изнашивается в процессе езды. Максимальный износ – у поршня, который постоянно трется о цилиндр блока. Его стенки буквально стачиваются от постоянных нагрузок, и блок утрачивает исходную округлую форму.
Чаще всего во время длительной эксплуатации на стенках блока возникают задиры, либо он становится элипсообразным в сечении, а не круглым, каким должен быть. Это приводит к тому, что прилегание колец поршней к стенкам ухудшается. Так как нет герметичности, отработанные газы и горючая смесь попадают в картер, а масло может попадать в рабочую камеру.
Результат этих деструктивных процессов – падение силовых характеристик мотора, повышение расхода масла. Основной визуальный признак – дым из глушителя приобретает синеватый оттенок. Необходимо посетить автосервис для восстановления геометрии цилиндров во избежание дальнейшего разрушения двигателя.
Расточка двигателя – восстановление геометрии
Изменение геометрии цилиндра и появление задиров внутри можно убрать расточкой. Для этой операции используется вертикальный расточной станок.
Двигатель полностью разбирается и закрепляется по уровню на станине.
Убрать задиры значительно проще, чем восстановить оригинальную форму, поэтому точное время проведения работ невозможно определить сходу, не разобрав мотор. Измерение геометрии выполняется специальными микрометрическими приборами.
Измерение геометрии выполняется специальными микрометрическими приборами.
После выравнивания геометрии выполняется хонингование стенок цилиндров. Поршни и кольца приобретаются уже под новые размеры. Новые запчасти устанавливаются, выполняется сборка двигателя, силовой агрегат устанавливается обратно в автомобиль.
Расточка блока цилиндров для повышения мощности
Блок можно расточить с целью установки новых поршней, превышающих по диаметру оригинальные. Чем больше диаметр, тем больше воздушно-топливной смеси втягивается в рабочую камеру. Соответственно, в единицу времени сгорает больше топлива и давление на поршень возрастает. Это закономерно приводит к повышению мощности двигателя.
Цены на услуги по расточке
| Расточка и хонингование Ваз | от 4000 |
| Расточка и хонингование Змз | от 4000 |
| Расточка и хонингование Умз | от 4500 |
| Расточка и хонингование через ремонтный размер за 1 ц-др + к цене | от 250 |
Расточка и хонингование со снятием более 1 мм. без гарантии за 1 ц-др + к цене без гарантии за 1 ц-др + к цене |
от 250 |
| Расточка и хонингование легковой а/м за 1 шт. | от 2000 |
| Расточка и хонингование грузовой а/м за 1 шт. | от 2000 |
| Расточка и хонингование мототехника до 40 мм за 1 шт. | от 2000 |
| Расточка и хонингование через размер за 1 шт. + к цене | от 1000 |
| Расточка и хонингование мототехника более 40 мм | от 3000 |
| Расточка и хонингование легковая за 1 шт. | от 2000 |
| Расточка и хонингование грузовая за 1 шт. | от 2000 |
| Расточка и хонингование мототехника за 1 шт. | от 2000 |
| Расточка и хонингование через размер за 1 шт. + к цене | от 1000 |
Более подробно ознакомиться с прайсом на услуги нашей компании, Вы можете в разделе «Цены» или позвонив нам по телефону +7 (921) 930-53-48.
Растачивание при обработке: руководство для начинающих
Вы когда-нибудь задумывались, как в заготовках делаются большие отверстия?
Сверление — вот ответ. Вы можете использовать расточку (механическую обработку), чтобы сделать отверстия нужных размеров с высокой точностью.
А что именно скучно и как это делается?
Растачивание — это внутренняя токарная операция, при которой отверстие выпрямляется, расширяется и обрабатывается наполовину, делая его концентричным внешнему диаметру заготовки. Этот процесс уменьшает шероховатость поверхности отверстия и повышает точность его размеров. Одноточечный режущий инструмент, известный как расточная оправка, обычно используется для расточных операций.
В этой статье обсуждается процесс растачивания с рассмотрением его различных аспектов, таких как его процесс, области применения, преимущества и инструменты, используемые для этого процесса.
В конце я также обсудил станки, необходимые для растачивания, и изложил существенные различия между операциями растачивания, развертывания и сверления.
Что в этой статье?
- Что скучно?
- Типы расточных станков
- Инструменты, используемые для расточных работ
- Оптимальные параметры для растачивания
- Растачивание, развертывание и сверление
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое растачивание в обработке?
Операция растачиванияРастачивание — это процесс расширения уже просверленного отверстия для достижения требуемых размеров и чистоты поверхности.
В отличие от развертывания, растачивание используется для расширения уже просверленного отверстия, тогда как развертывание выполняется для улучшения допуска и качества поверхности отверстия.
Растачивание обычно выполняется на токарном станке с использованием расточной оправки с подходящей режущей пластиной.
Однако его также можно выполнять на вертикальных обрабатывающих центрах, таких как фрезерный станок с ЧПУ или фрезерный станок с ЧПУ, с использованием расточной головки в качестве режущего инструмента.
Хотя расточку можно выполнять на токарном станке, существуют различные факторы, которые отличают расточку от токарной обработки.
Применение расточки (механической обработки)
Растачивание большого отверстия в заготовкеРастачивание является одной из наиболее часто используемых основных операций механической обработки в обрабатывающей промышленности для получения точных отверстий в компонентах, таких как муфты и цилиндры двигателей автомобилей.
Он также используется в процессах деревообработки, например, для создания полых изгибов деревянных стаканов, ваз и т. д.
Крупномасштабное применение в области инфраструктуры включает бурение гладких туннелей или отверстий для проходов в твердых породах.
Кроме того, некоторые области применения также включают расточку полых валов или стержней, используемых в машинах.
Преимущества растачивания (обработки)
Растачивание улучшает качество поверхности и точность размеров отверстия.
Может модифицировать отверстия, выпрямляя их, сужая или создавая отверстие с потайной головкой, независимо от диаметра и длины отверстия.
Операция растачивания проста в понимании и выполнении и эффективна для получения требуемого результата.
Сверлильные станки и инструменты долговечны, поскольку они могут противостоять износу в течение длительного времени.
Типы расточных станков
Фрезерные станки, обрабатывающие центры или токарные станки широко используются для выполнения расточных операций.
Существуют различные типы расточных станков, отличающиеся конфигурацией.
Горизонтально-сверлильный станок напольного типа (HBM)
Линейно-сверлильный станокНапольные HBM обычно используются для растачивания длинных заготовок.
Они могут вмещать заготовки высотой до 144 дюймов (3657,6 мм) и длиной 240 дюймов (6096 мм).
Стол обычно устанавливается на полу, но может также крепиться к платформе станка (платформа с боковыми поручнями).
В HBM напольного типа используются расточные оправки диаметром от 6 дюймов (152,4 мм) до 10 дюймов (254 мм), с точки зрения геометрии аналогичные расточные оправки, используемые в HBM настольного типа.
Линейно-сверлильные станки можно рассматривать как напольные сверлильные станки.
Горизонтально-сверлильные станки настольного типа
Настольный тип HBMНастольный HBM обычно используется для растачивания средних и крупных заготовок призматической формы.
В них используется одноточечный режущий инструмент диаметром от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм), установленный на шпинделе параллельно рабочему столу.
HBM настольного типа имеют жесткую конфигурацию и могут создавать большие усилия резания при обработке тяжелых заготовок.
Зажимы или болты крепят и удерживают заготовку, в то время как ребристая конструкция стола поддерживает нагрузку заготовки.
Скорость вращения расточной оправки варьируется от 15 до 1500 об/мин, а скорость подачи обычно поддерживается в диапазоне от 0,1 до 40 дюймов в минуту.
Вертикально-расточный станок (VBM)
Сверлильный станок для вертикально-расточного станкаVBM состоит из горизонтального стола с расточной оправкой, прикрепленной к шпинделю, которая перемещается вертикально в заготовку и из нее.
VBM могут поддерживать тяжелые заготовки и отверстия диаметром до 24 дюймов (609,6 мм).
Координатно-расточные станки — это тип VBM, состоящий из высокоточных подшипников.
Они бывают разных размеров и спецификаций, а варианты с ЧПУ постепенно становятся популярными.
Фрезерные станки с ЧПУ и фрезерные станки с ЧПУ являются популярными машинами VBM различных размеров и спецификаций для различных областей применения.
Прецизионный расточный станок
Прецизионный токарный станок для прецизионного растачивания Эти станки сравнительно меньше и поэтому подходят для растачивания небольших заготовок.
Прецизионные сверлильные станки используются для растачивания миниатюрных компонентов, таких как детали часов, где большое значение имеют высокое качество поверхности и предельная точность.
Токарный станок часовщика является примером прецизионного сверлильного станка.
Кроме того, мощные токарные станки с ЧПУ, такие как Haas ST-30, также могут использоваться для растачивания точных отверстий в твердых металлах, таких как сталь, титан и т. д. обычно состоит из быстрорежущей стали, цельного карбида и стали, армированной карбидом.
При использовании токарного станка для выполнения операции растачивания расточная оправка устанавливается либо на стойку инструмента, либо на заднюю бабку, в зависимости от размера и симметрии требуемого отверстия.
Как правило, расточные оправки из быстрорежущей стали сравнительно дешевле, но их нельзя использовать для растачивания таких твердых металлов, как нержавеющая сталь и титан.
Тем не менее, их низкая цена делает их пригодными для небольших домашних работ.
Твердосплавные оправки лучше подходят для растачивания более длинных отверстий благодаря более высокой эластичности и могут относительно легко использоваться для обработки прочных материалов.
Стальной стержень, армированный карбидом, обладает высокой эластичностью и может выдерживать большие силы резания, что делает его идеальным для крупномасштабных операций, где желательна высокая скорость съема материала.
Алмазные или твердосплавные вставки также могут быть прикреплены к расточной оправке для увеличения срока службы и повышения эффективности обработки.
Кроме того, для надлежащего удаления стружки и эффективного отвода тепла необходима надлежащая система охлаждения.
Цельные расточные оправки
Цельные расточные оправкиЭти расточные оправки обычно имеют твердосплавное покрытие, благодаря чему они очень прочны и идеально подходят для легкого растачивания заготовок из твердого металла.
Демпфирующие оправки
Расточная оправка с демпфированием Это специализированные расточные оправки с системой демпфирования для уменьшения нежелательных вибраций и вибрации.
С помощью этих расточных оправок можно просверливать более длинные отверстия в заготовках из более твердого металла без повреждения инструмента или заготовки.
Расточные головки
Расточная головкаРасточные головки состоят из расточных оправок, прикрепленных к удлинителю сверла или шпинделю сверла.
С этой конфигурацией сверлильный станок или фрезерный станок также могут выполнять расточные операции.
Оптимальные параметры растачивания
Для оптимального растачивания необходимо настроить различные параметры процесса.
Скорость резания
Растачивание включает вращение режущего инструмента или заготовки с определенной скоростью вращения, что приводит к относительному движению между заготовкой и режущим инструментом.
Скорость, с которой поверхность заготовки проходит через режущий инструмент, называется скоростью резания и измеряется в метрах в минуту (м/мин) или дюймах в минуту (дюйм/мин).
Эта скорость означает линейную длину материала, удаляемого в единицу времени.
Для расточных операций рекомендуется умеренная скорость резания, поскольку высокая скорость резания может привести к нежелательным вибрациям и повреждению режущего инструмента и заготовки.
Принимая во внимание, что низкая скорость приведет к недостаточному режущему действию и плохому качеству поверхности.
Обычно эта скорость не превышает 100 м/мин, хотя для некоторых материалов, таких как алюминиевые сплавы, может потребоваться более высокая скорость резания.
Подача
Подача — это осевое перемещение расточной оправки, измеряемое в мм/оборотах.
Как правило, высокая подача рекомендуется для быстрой обработки, но она может вызвать вибрацию расточной оправки, что приведет к повышенному износу инструмента.
Принимая во внимание, что низкая скорость подачи может свести к минимуму вибрации, но увеличить время обработки, тем самым снижая производительность процесса.
Поэтому рекомендуется устанавливать оптимальную подачу методом проб и ошибок, чтобы получить наилучшее качество поверхности с минимальным повреждением инструмента и коротким временем выполнения заказа.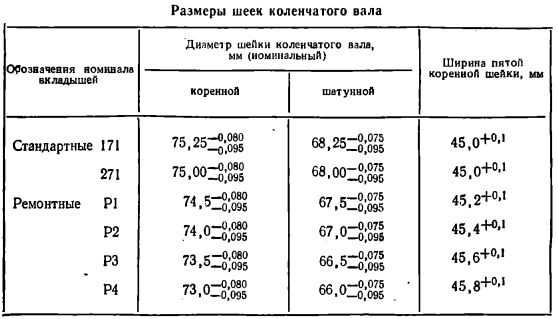
Скорость съема материала (MRR)
Скорость съема материала — это количество или объем материала, удаляемого со склада в единицу времени.
Относится к скорости подачи, глубине резания и скорости резания.
Высокий MRR всегда предпочтительнее, так как он экономит время, но чрезвычайно высокий MRR будет означать более высокую подачу, глубину резания и скорость резания, которые создают риск повреждения инструмента и рабочей поверхности.
Поэтому рекомендуется поддерживать умеренную скорость съема материала для достижения чистой поверхности с минимальным повреждением инструмента.
Глубина реза
Глубина реза или глубина реза — это линейное расстояние между поверхностью реза и исходной поверхностью заготовки.
Как правило, при растачивании рекомендуется поддерживать малую глубину резания.
Несмотря на то, что при глубоком резании можно удалить больше материала, оно требует большей силы резания, что приводит к вибрации расточной оправки.
Эти вибрации приводят к вибрациям вдоль расточенной поверхности и могут повредить режущий инструмент.
Например, при растачивании отверстия с целью увеличения его радиуса на 10 мм рекомендуется выполнять операцию в два прохода с глубиной резания в каждом проходе 5 мм.
Это снижает нагрузку на режущий инструмент и помогает получить отверстие с высоким качеством поверхности.
Угол в плане
Угол в плане измеряется между подачей инструмента и центральной осью отверстия. Этот угол является важным параметром, если требуется коническое отверстие.
Как правило, когда требуется больший угол в плане, рекомендуется постепенно увеличивать угол при каждом проходе растачивания.
Предположим, что для обработки конуса 20 градусов рекомендуется выполнить два отдельных прохода с шагом 10 градусов в каждом проходе, чтобы получить желаемый угол в плане 20 градусов.
Полезная мощность
Требуемая полезная мощность зависит от скорости вращения расточной оправки. Чем выше обороты, тем больше требования к мощности.
Чем выше обороты, тем больше требования к мощности.
Крутящий момент
Крутящий момент и число оборотов являются синонимами, поскольку число оборотов определяет крутящий момент, необходимый во время резки.
При обработке твердого металла для поддержания частоты вращения требуется более высокий крутящий момент, и наоборот.
Крутящий момент не должен быть чрезмерно высоким, так как это может привести к нагреву сверлильного станка, инструмента и заготовки, в то время как умеренный крутящий момент приведет к улучшению качества поверхности.
Boring vs Reaming vs Drilling (Machining)
| Parameters | Boring | Reaming | Drilling |
|---|---|---|---|
| Material Removal Rate (MRR) | Moderate | Minimal | High |
| Приложение | Увеличить уже просверленное отверстие | Улучшить чистоту поверхности отверстия | Сделать отверстие |
| Последовательность выполнения | Выполняется после сверления | Выполняется как чистовой процесс | Выполняется как процесс чистовой обработки | 9024 9024
| Режущий инструмент | Расточная оправка или расточный блок | Развертка | Сверло |
| Режущие кромки | Одноточечный режущий инструмент | Multi-point cutting tool | Multi-point cutting tool |
| Speed | Moderate | High | Slow |
| Machining time | Fast | Comparatively Faster | Slow |
| Power Requirements | Среднее | Низкое | Высокое |
| Качество поверхности | Хорошее | Высокое | Плохое |

 Конструкция дисковой фрезы более эффективна, чем конические шарошки, для горных пород с пределом прочности при неограниченном сжатии 38000 фунтов на кв. дюйм (UCS). Эти узлы являются неотъемлемым элементом бестраншейного строительства.
Конструкция дисковой фрезы более эффективна, чем конические шарошки, для горных пород с пределом прочности при неограниченном сжатии 38000 фунтов на кв. дюйм (UCS). Эти узлы являются неотъемлемым элементом бестраншейного строительства.