Фрезерный станок для шлифовки гбц своими руками —
Содержание
- Как шлифануть гбц в домашних условиях
- В каких случаях необходима шлифовка ГБЦ?
- Подготовка головки блока к шлифовке
- Инструкция
- Станок для шлифовки
- Видео «Шлифовка ГБЦ автомобиля BMW»
Как шлифануть гбц в домашних условиях
Каждый опытный автомобилист, который когда-либо сталкивался с ремонтом головки блока цилиндров знает, что эта часть является одной из самых специфических в устройстве авто. Собственно, именно этому узлу и посвящен наш материал. Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ.
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.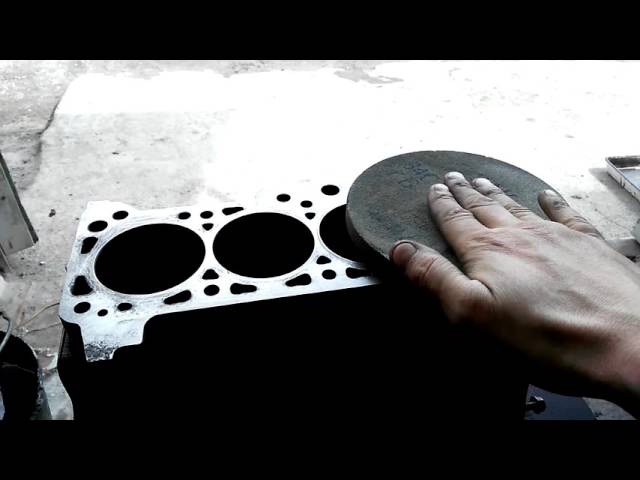
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ.
 Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
Станок для шлифовки
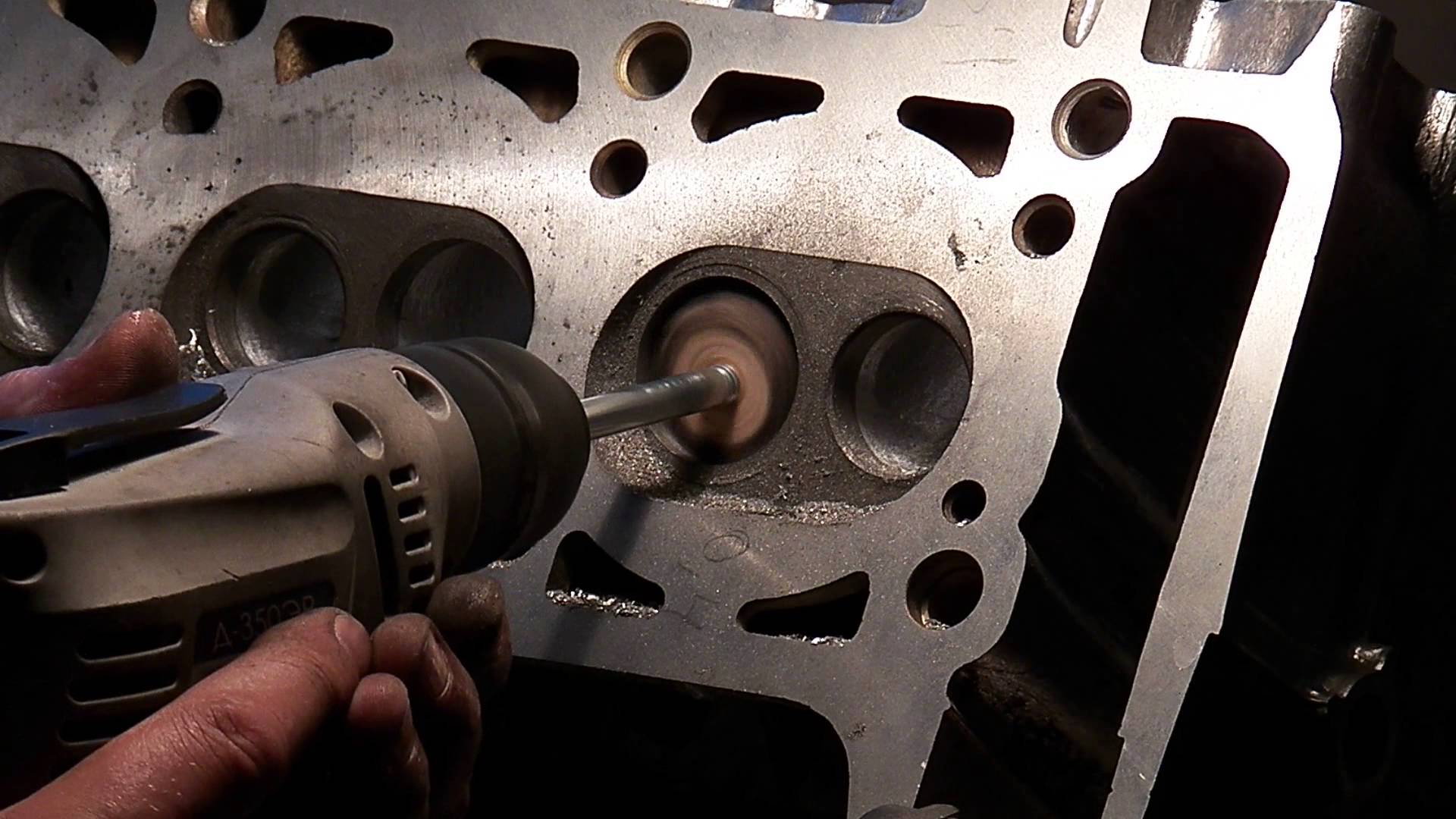
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.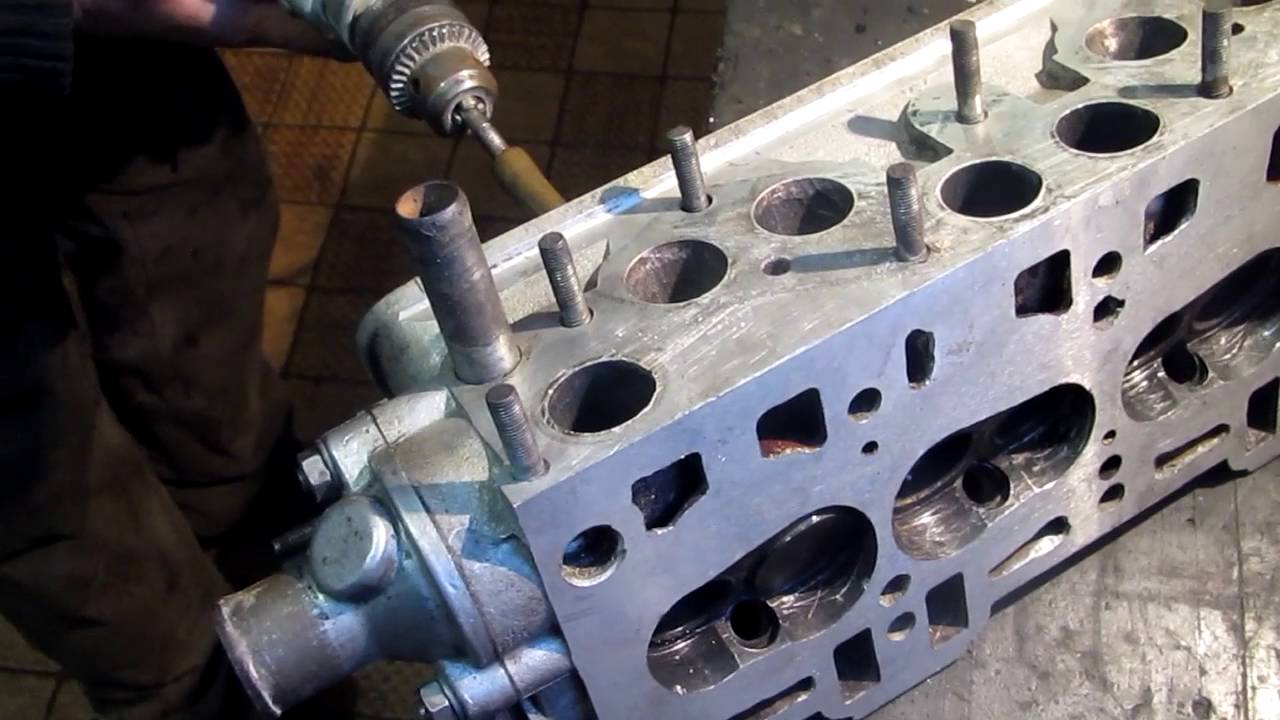
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Вопрос шлифовки головки блока цилиндров возникает в том случае, когда прогорела прокладка под головкой. Признак прогоревшей прокладки под головкой такой, двигатель кипит, идут пузыри в радиатор, а при очень сильном прогаре прокладки охлаждающая жидкость идет в блок двигателя, масло становиться серого цвета и увеличивается в объеме. Так как наш человек многое делает своими руками не доверяя мастерским и экономя деньги на ремонт, объясню, как отшлифовать головку блока дома, самому.
Сняли головку с двигателя, увидели прогоревшую прокладку, сразу возникает куча вопросов, ровная головка, сколько стоит отшлифовать головку, где шлифуют головки, как проверить ровность головки и т.д. Здесь все проще, чем мы думаем!
Чтобы снять эти вопросы и не морочить себе голову, нужно просто взять и самому притереть головку блока в домашних условиях без специальных станков. Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Можно конечно просто заменить прокладку под головкой блока цилиндров, но если в головке блока есть неровности, долго двигатель не будет работать, сперва будет кипеть так как через не плотность между прокладкой и головкой будут проскакивать газы, а потом снова прогорит прокладка под головкой. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки.
Ну уж если сняли головку то не поленитесь притереть клапана на всякий случай и заменить сальники клапанов, эта тема есть на сайте в другой статье, поэтому ее опускаю. Всегда лучше все делать один раз, чем после замены прокладки через какое-то время притирать прогоревший клапан или менять сальники клапанов. Клапана необязательно покупать новые, если клапана в хорошем состоянии то просто притрите рабочие. Уверен что после притирки и клапанов мощность двигателя возрастет, даже если на вид клапана выглядят идеально, все равно есть вероятность что в процессе работы особенно выпускных клапанов есть небольшая не плотность. Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
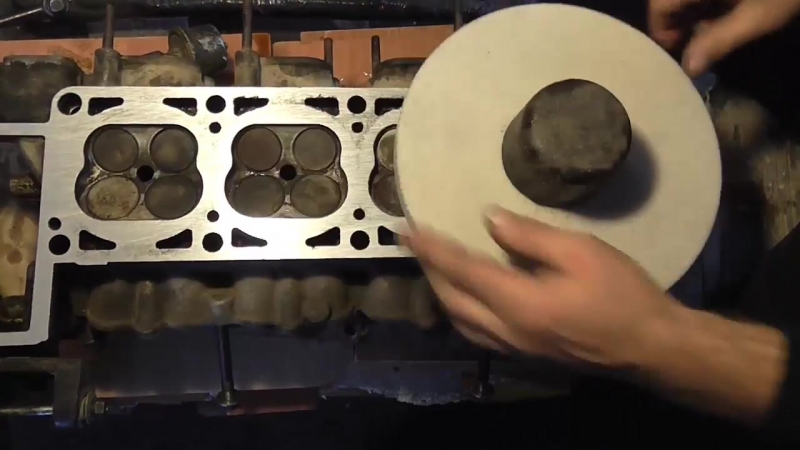
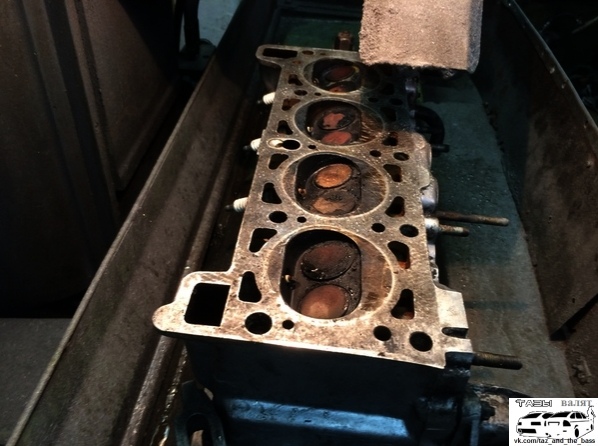
Фото. Начало шлифовки головки блока ВАЗ.
Перед шлифовкой головки, головку очистите от прилипшей прокладки при помощи ножа. Положите новый отрезной диск как показано на фото, руками проведите несколько раз диском по всей длине головки. Вот после этого сразу будут видны все неровности головки, все неровности хорошо видны на фото.
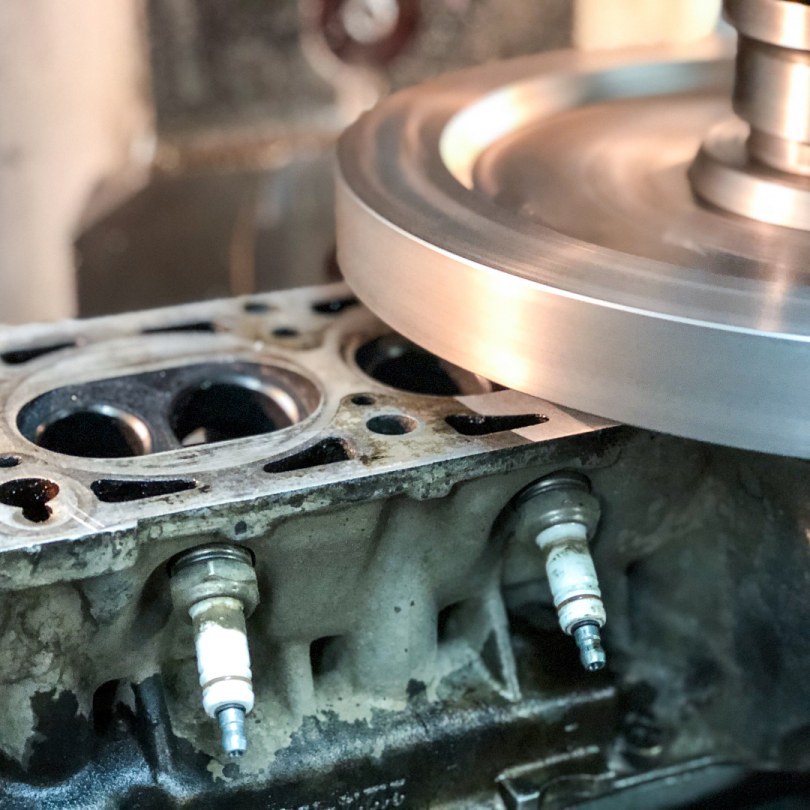
Фото. Отшлифованная головка блока ВАЗ.
Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Диск двигайте по всей длине головки до полной затирки всех неровностей. Хорошо отшлифованная головка видна на фото.
Совет, отрезным диском быстрей отшлифуете головку чем точильным камнем.
Шлифовка головки двигателя. Видео.
Как проверить головку блока цилиндров после шлифовки, или равномерно прошлифовав?
- Как определить что пробита прокладка ГБЦ ВАЗ 21099 – 7 ответов
- Можно ли поставить 2 прокладки ГБЦ на ВАЗ 21099? – 3 ответа
- Можно ли затянуть ГБЦ без динамометрического ключа, ВАЗ 21099 – 3 ответа
- Стук под клапанной крышкой ВАЗ Самара – 2 ответа
- Что будет если головку блока цилиндров закрутить болтами без шайб? – 2 ответа
Если вашу головку блока цилиндров повело от перегрева и вам пришлось ее шлифовать, то возьмите просто металлическую линейку и приложите ее ребром к плоскости головки блока цилиндров по длине, ширине и диагоналям как показано на рисунке.
В каждом из действий прилаживая линейку к головке блока цилиндров во всю длину, берите щуп 0.1 мм и проверяйте подсовывая его под линейку как показано на рисунке
Если головку блока цилиндров шлифовали из-за перегрева двигателя, то головку блока не лишним будет сразу проверить на герметичность системы охлаждения. Так как при перегреве головки блока цилиндров очень часто появляются микротрещины и потом начинаются проблемы в виде ухода охлаждающей жидкости, пар из выхлопной трубы, троение мотора… и т.д. Проверка головки блока цилиндров в домашних условиях.
Пока все разобрано оцените выработку на шейках клапанов и самих направляющих клапана. При необходимости произведите замену деталей с дефектом. Произведите притирку клапанов к своим седлам и после их установки и засухаривания пружин, проверьте на герметичность впускные и выпускные клапана, залив в отверстия впуска и выхлопа в головке блока тормозную жидкость/керосин/дизельное топливо. Если просачивается жидкость, то производите притирку повторно.
Не забудьте после всех произведенных работ прочистить каналы масло-подачи, от остатков абразива и сошлифованного металла.
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
Источник
Фрезеровка головки блока цилиндров (ГБЦ) в Могилеве, цена
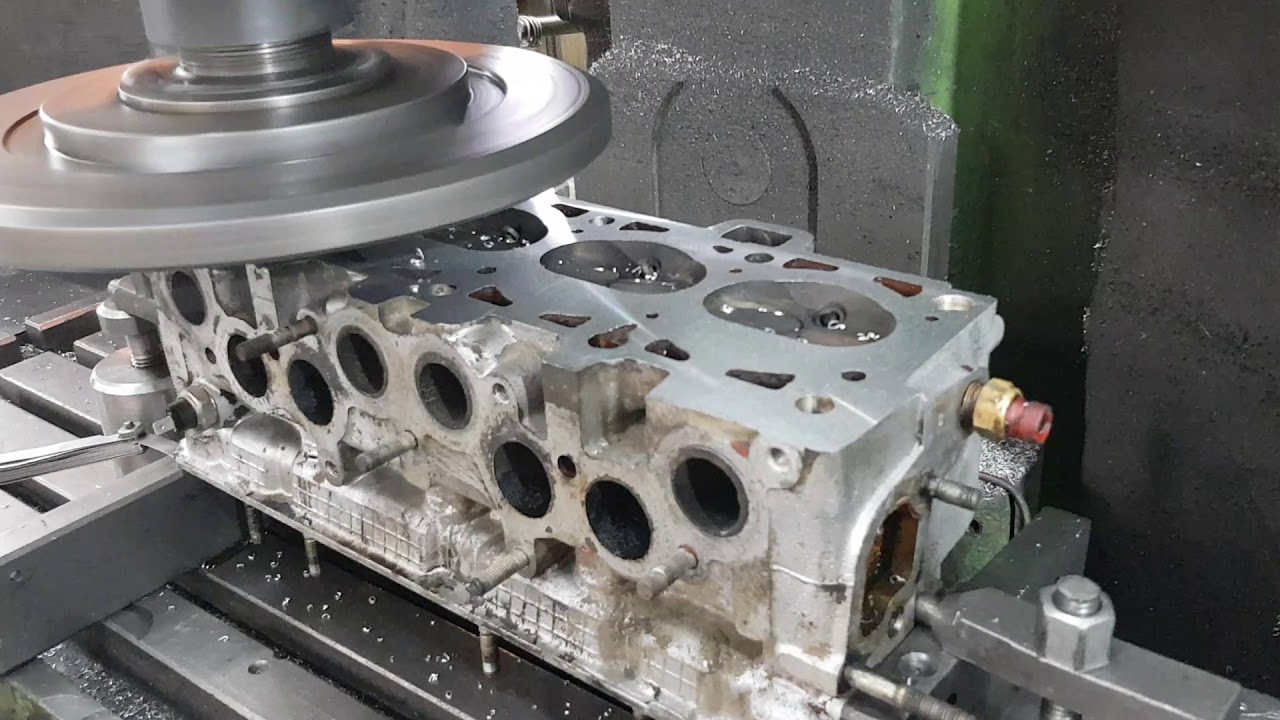
Шлифовка головки блока цилиндров – довольно сложная процедура, которая обычно требуется при капитальном ремонте или модернизации двигателя. Работа осуществляется при помощи фрезерно-шлифовального станка, оснащенного специальным кругом. Цель шлифования – доведение плоскости ГБЦ до параметров, установленных автопроизводителем, что обеспечивает плотное прилегание головки к БЦ.
Работа осуществляется при помощи фрезерно-шлифовального станка, оснащенного специальным кругом. Цель шлифования – доведение плоскости ГБЦ до параметров, установленных автопроизводителем, что обеспечивает плотное прилегание головки к БЦ.
Когда требуется шлифование
Фрезеровка или шлифовка ГБЦ необходима в следующих случаях:
- После устранения трещин с помощью сварочных работ. Необходимо восстановить поверхность ГБЦ.
- Если требуется удалить коррозию на ГБЦ.
- В процессе тюнинга.
- При возникновении деформации ГБЦ. Фрезерование головки позволяет повысить мощность мотора.
- При замене распредвала, прокладки и т.д.
Возможно, потребуется фрезеровка головки блока цилиндров ГБЦ при появлении таких признаков поломок, как снижение мощности двигателя, перегрев мотора, утечка масла, антифриза, проблемы с пуском двигателя. В любом случае требуется диагностика неисправностей.
Особенности выполнения
Шлифовка ГБЦ проводится с применением оборудования, оснащенного программной системой. Благодаря таким станкам обеспечивается точность исполнения работы. Поэтому не стоит разбираться в том, как фрезеровать ГБЦ самостоятельно. Отшлифовать головку блока цилиндров без сторонней помощи, своими руками можно только в случае, если пригорела прокладка.
Благодаря таким станкам обеспечивается точность исполнения работы. Поэтому не стоит разбираться в том, как фрезеровать ГБЦ самостоятельно. Отшлифовать головку блока цилиндров без сторонней помощи, своими руками можно только в случае, если пригорела прокладка.
Сколько стоит фрезеровка или шлифовка ГБЦ
Цена фрезеровки ГБЦ варьируется в определенном диапазоне в зависимости от следующих факторов: марки, модели автомобиля, профессионализма и квалификации исполнителя, сложности работы, точности оборудования, количества цилиндров, срочности исполнения заказа, региона, ценовой политики, рейтинга автосервиса и некоторых других параметров. Каждая компания предоставляет прайс-лист с примерными расценками.Почему мы
Предлагаем заказать шлифовку головки блока цилиндров (ГБЦ) в Могилеве в сервисе нашей компании ООО «ПРОМОТОР». Наши специалисты выполняют все работы, используя лучшее итальянское оборудование с ЧПУ «Comec». Перед механической обработкой осуществляется сканирование поверхности детали, которое позволяет выполнить проверку поверхности с точностью до 0,01 мм.
Плоскость разъема ГБЦ обрабатывается на оборудовании по специальной схеме резания, с помощью которой обеспечиваются показатели по плоскости в пределах 0,01 мм и показатели по шероховатости в пределах Ra 0,8 мкм, Rz 6,3 мкм (в соответствии с требованиями известных производителей прокладок ГБЦ). Подобная схема резания тонко и правильно работает за счет того, что режущая пластина вращается на планшайбе поперек оси расположения коленвала ДВС. В результате такого воздействия следы резания имеют поперечное расположение, благодаря чему обеспечивается надежная эксплуатация прокладки с высоким уровнем герметичности.
Стоимость шлифовки ГБЦ в нашей компании приемлемая, рассчитывается после уточнения всех рабочих параметров. Свяжитесь с нашим менеджером, чтобы узнать примерную цену. Мы гарантируем высокое качество механической обработки, предоставляем гарантии на услуги.
Сборка и ремонт головок цилиндров — Car Craft Magazine
Жизнь прекрасна, когда вы научитесь мастерить головки цилиндров.

Видео по теме
«Голова решает все.» Это то, что Тони Мамо из Air Flow Research сказал нам в недавнем телефонном разговоре. «Что делать с головками — это самое важное решение при сборке любого двигателя».
Чтобы воочию увидеть, что входит в сборку головок, мы провели день с Питом Хиллемейером из JMS, парнем, который занимается сборкой головок цилиндров более 20 лет. Мы также обратились за советом к Джадсону Массингиллу из Школы автомобильных механиков и Филиппу Одому из Advanced Induction в дополнение к совету, который дал нам Мамо. Мы хотели, чтобы они подумали о том, на что потратить деньги при сборке пары головок.
Базовая линия для любой сборки головки блока цилиндров начинается с тщательного восстановления головок, что обычно включает в себя разборку и очистку, наплавку (при необходимости), повторную шлифовку углов и седел клапанов, накатку или замену направляющих, установку новых сальников клапанов, и проверка пружин.
Направляющие и уплотнения Первый шаг к качественной работе с головкой блока цилиндров включает проверку направляющих клапанов на предмет износа. Изношенные направляющие и уплотнения вызывают расход масла, позволяя маслу просачиваться через шток клапана в камеру сгорания. Верным признаком изношенных уплотнений и направляющих является клуб синего дыма при холодном пуске или, когда они действительно плохие, дымовая завеса, когда вы трогаетесь с места после некоторого времени работы на холостом ходу.
Производительность (слева) по сравнению со стандартным клапаном. Еще более вредным, чем плохой контроль масла, является то, что изношенные направляющие не контролируют движение клапана должным образом. Неустойчивое, неустойчивое движение затрудняет полную посадку клапана во время каждого цикла события.
Направляющие могут иметь накатку, если они сильно изношены, но если они фиксировались более двух раз, их следует заменить запрессовываемыми бронзовыми вставками, называемыми ложными направляющими. Как только направляющие будут в норме и правильно расположены в головке, седла клапанов можно будет вырезать в соответствующих местах. После ремонта направляющих всегда заменяйте сальники клапанов.
Работа клапанов и воздушный поток Мамо говорит, что лучшее, что вы можете сделать со стандартной парой головок, — это улучшить уровни воздушного потока на малом и среднем подъеме, и есть несколько относительно недорогих способов сделать это. Первый — перерезать клапана. Большинство клапанов имеют широкий угол наклона в 45 градусов. Уменьшая этот угол с помощью соответствующего обратного среза, вы увеличиваете поток с низким подъемом, потому что меньше материала для обтекания воздухом, а переход на задней стороне клапана более плавный.
Второй улучшитель потока — это работа с трехугловым клапаном. Под тремя углами под углом 30, 45 и 60 градусов вырезаются отверстия в головке блока цилиндров, а не в клапане. Три угла в головке расположены от мелкого до крутого и образуют форму воронки, ведущей из камеры сгорания вниз к рабочим колесам. Средний угол, 45 градусов, должен соответствовать срезу клапана. Именно там, где сидит клапан или когда он закрыт. Пологий 30-градусный вырез находится между ним и камерой сгорания, а 60-градусный вырез — между ней и чашеобразной зоной рабочего колеса.
Кроме того, вы должны знать, что числа 30 и 60 градусов являются общими числами, которые представляют собой диапазон возможных углов, которые ваш оператор предпочитает для вашего приложения. Массингилл говорит нам, что Chevy с малым блоком хорошо реагируют на углы 38, 45 и 58 градусов, в то время как Chevy Gen III и большинство Ford любят работу с клапанами 38, 45 и 64 градуса. Каждая головка уникальна, а рабочие углы и ширина клапанов являются одними из самых тщательно охраняемых секретов моторостроителей.
Массингилл говорит нам, что Chevy с малым блоком хорошо реагируют на углы 38, 45 и 58 градусов, в то время как Chevy Gen III и большинство Ford любят работу с клапанами 38, 45 и 64 градуса. Каждая головка уникальна, а рабочие углы и ширина клапанов являются одними из самых тщательно охраняемых секретов моторостроителей.
Большинство высокопроизводительных клапанов вторичного рынка изготовлены из нержавеющей стали, но Массингилл говорит, что называть их нержавеющей — это то же самое, что называть вещи на земле грязью. Существует большое разнообразие сплавов нержавеющей стали, используемых для изготовления клапанов. Лучшие сплавы, такие как инконель, прочнее и могут выдерживать больше тепла без деформации. Соответственно они и стоят. У большинства производителей клапаны разного уровня, от бюджетных до гоночных, а цены могут составлять от 25 до 200 долларов за комплект из восьми штук. Massingill рекомендует покупать лучшие клапаны, которые вы можете себе позволить.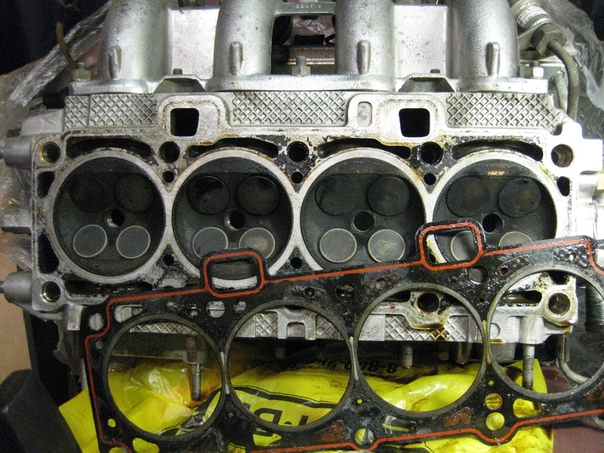
Фрезерование Если у вас есть головки с относительно большими камерами сгорания, вы можете их обработать, чтобы повысить степень сжатия. Тем не менее, обсудите этот вариант со своим застройщиком. Вы не хотите снимать так много материала, что вам придется обрабатывать монтажный фланец впускного коллектора или покупать нестандартные толкатели, чтобы все подошло. Массингилл говорит нам, что фрезерование головок всего на 0,030 дюйма может привести к увеличению производительности.
Фрезерование головок уменьшает камеру сгорания и увеличивает степень сжатия. Шпильки и коромысла Стандартные модели Chevy с малым блоком имеют запрессованные шпильки размером 7/16 дюйма, которые часто заменяют ввинчиваемыми шпильками размером 3/8 дюйма. Конечно, вам придется установить новые коромысла, чтобы они соответствовали большим шпилькам, чтобы предотвратить их вытягивание коромыслом. Однако это не так уж и плохо, потому что шток, коромысла из штампованной стали изгибаются, и испытания показали, что они часто не обеспечивают должного соотношения.
Comp Cams и Summit Racing продают набор штампованных рокеров с роликовыми наконечниками менее чем за 160 долларов. Они намного прочнее, чем стандартные, и, согласно нашим источникам, такие же прочные, как роскошные алюминиевые детали, и в них отсутствуют только точки опоры роликового подшипника. Некоторые строители также меняют соотношение от впуска к выпуску. Добавление коромысла с большим передаточным отношением к выпускным клапанам часто может помочь головкам со слабыми выпускными отверстиями, открывая клапаны немного быстрее.
Пружины Выбор пружины осуществляется методом проб и ошибок и зависит от ряда факторов, включая вес клапанов, держателей и держателей; тип подъемника, который вы используете; и форма кулачка и как быстро он открывает и закрывает клапаны.
| ОБЩИЕ РЕКОМЕНДАЦИИ ДЖАДСОНА МАССИНГИЛЛА ПО ДАВЛЕНИЮ ПРУЖИНЫ | |||||
| ПОДЪЕМНИК ТИПА | ГИДРАВЛИЧЕСКИЙ ПЛОСКИЙ КЛАПАН | ТВЕРДЫЙ ПЛОСКИЙ ОТВОД | ГИДРАВЛИЧЕСКИЙ РОЛИК | ТВЕРДЫЙ РОЛИК | |
| Давление седла (фунты) | 100-115 | 135-140 | 120-140 | 200-400 | |
| Давление открытия (фунты) | 260-280 | 330-340 | 340-370 | 600-1100 | |
Портирование Это правда, что дополнительный поток воздуха может быть обеспечен путем портирования направляющих, но так же легко испортить хороший набор головок плохой портировкой.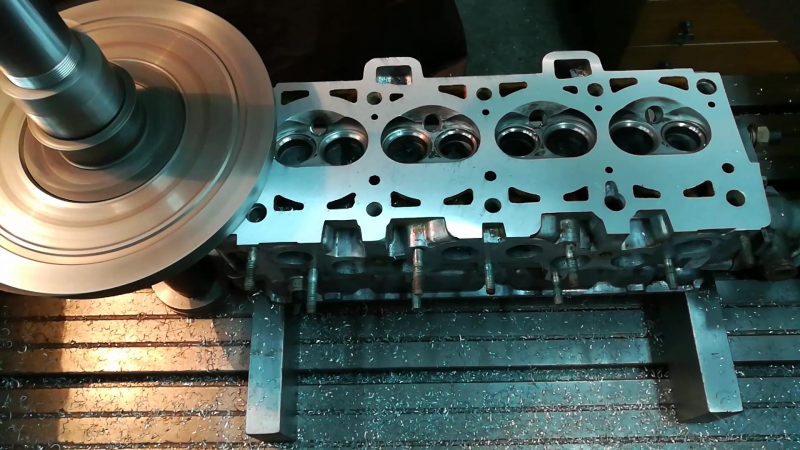 Портирование головки блока цилиндров означает изменение размера, формы и отделки бегунков. Это процесс, выполняемый вручную или на станке с ЧПУ. Изменение формы траектории бегунков, особенно в переходной зоне, где бегунок сужается к отверстию клапана, увеличивает скорость воздуха, поступающего в камеру сгорания или из нее, что позволяет головкам цилиндров дышать более эффективно.
Портирование головки блока цилиндров означает изменение размера, формы и отделки бегунков. Это процесс, выполняемый вручную или на станке с ЧПУ. Изменение формы траектории бегунков, особенно в переходной зоне, где бегунок сужается к отверстию клапана, увеличивает скорость воздуха, поступающего в камеру сгорания или из нее, что позволяет головкам цилиндров дышать более эффективно.
Перенос полозьев лучше оставить производителю двигателя, но кое-что каждый может сделать дома. Простая процедура называется подбором прокладок. Он включает в себя шлифование лишнего материала на отверстии порта, чтобы оно точно соответствовало форме его прокладки.
Если ваш бюджет позволяет, вы можете полностью портировать головы. Если нет, обратите внимание на то, что называется карманным портированием, чтобы очистить область в чашах и переходную область между бегунами и седлами клапанов. «Он смешивает работу клапана с чашами, и вы можете получить от 20 до 30 л.
Амбициозные люди могут попытаться спрятать голову в карман, чтобы сэкономить деньги. Массингилл говорит нам, что он всегда носил свои головы в карманах. Но это приводит нас к неизбежному выводу: стоит ли вся эта работа того? Сколько денег вы вложили в модернизацию своих стандартных отливок и как эта цифра соотносится с тем, сколько будет стоить покупка комплекта головок послепродажного обслуживания?
«Проблема в том, что вы работаете по старой технологии с отливками, — говорит Мамо.
«Это извечный вопрос», — шутит Массингилл. «Стоимость новых головок настолько доступна, а технология настолько хороша, что потратить деньги на головки послепродажного обслуживания — почти лучшая инвестиция». Он признает, что часто советует своим студентам в Школе автомобильных механиков экономить на создании шорт-блока, если денег так мало, и тратить дополнительные деньги на головки цилиндров, пока надежность шорт-блока не скомпрометирована.
Все наши ребята согласны с тем, что головки прикладов должны быть как минимум с хорошими клапанами, клапанами с обратным срезом и с отверстиями в карманах чаш. Счет за всю эту работу может быстро превысить 600 долларов, и это не так уж и много, если учесть, что можно купить новую пару алюминиевых головок блока цилиндров Patriot для малоблочных Ford и Chevy менее чем за 1000 долларов. Большинство новых головок цилиндров послепродажного обслуживания, вероятно, лучше, чем ваши стандартные головки, и многие из них лучше, чем головки оригинального оборудования, независимо от того, сколько денег и работы вы вкладываете в них. Головки Patriot Chevy по производительности аналогичны заводской головке Vortec, одной из лучших серийных головок GM. И, по словам Мамо и Массингилла, серийные головки Ford настолько плохо текут, что вам почти лучше покупать головки вторичного рынка с самого начала. Проведите исследование, когда решаете, куда потратить деньги.
Головки Patriot Chevy по производительности аналогичны заводской головке Vortec, одной из лучших серийных головок GM. И, по словам Мамо и Массингилла, серийные головки Ford настолько плохо текут, что вам почти лучше покупать головки вторичного рынка с самого начала. Проведите исследование, когда решаете, куда потратить деньги.
Trending Pages
Новый среднеразмерный пикап Kia появится в США?
Обзор «24 часа Ле-Мана»: что нужно знать о событии 2023 года CCS мертв? General Motors присоединяется к Ford в переходе на зарядные порты Tesla для электромобилей0113
Рекомендованные статьи MotorTrend
Я путешествовал по США, чтобы увидеть новый двигатель Crate мощностью 1000 л.с.
John McGann|
Как это было: редкие фотографии с первого шоу хот-родов в помещении
Кен Гросс|
2024 Chevrolet Camaro Garage 56 Edition брызгает Le Mans Mojo на ZL1
Джастин Баннер |
Это злой гоночный автомобиль Ford Mustang GT3 для Ле-Мана (и не только) в 2024 году
Кристен Ли|
Этот пикап Ford 1932 года в стиле стритрейсера 60-х ездит на сликах
Тим Бернсау |
Как заменить прогнивший пол автомобиля Muscle Car
Джонни Ханкинс |
Trending Pages
Новый среднеразмерный пикап Kia появится в США?
Превью «24 часа Ле-Мана»: путеводитель по событию 2023, который нужно знать
1990 Lexus LS400 Rewind Обзор: Вождение новаторского роскошного автомобиля сегодня
CCS мертв? General Motors присоединяется к Ford в переходе на зарядные порты Tesla для электромобилей
Acura возрождает ZDX как электрический внедорожник с более спортивной версией Type S Превращение воздуха в энергию
Перенос отверстий в головке цилиндров является довольно простой предпосылкой: увеличить поток воздуха в камеру сгорания, чтобы увеличить мощность.
 Однако для того, чтобы это произошло на самом деле, нужно немного потрудиться. Улучшение качества и количества воздушного потока происходит за счет отверстий в области камеры между седлом клапана и направляющей клапана, поскольку это область ограничения.
Однако для того, чтобы это произошло на самом деле, нужно немного потрудиться. Улучшение качества и количества воздушного потока происходит за счет отверстий в области камеры между седлом клапана и направляющей клапана, поскольку это область ограничения.Поскольку каждая головка блока цилиндров уникальна, изучение того, как улучшить характеристики воздушного потока, требует множества проб и ошибок и многих часов работы на испытательном стенде, чтобы определить, повлияли ли изменения формы отверстий. Фактический процесс портирования или изменения формы портов обычно требует твердой руки и шлифовальной машины с набором режущих, шлифовальных и шлифовальных инструментов. Квалифицированный специалист по головке блока цилиндров сосредоточится на такой форме отверстия, чтобы получить максимальный поток с минимальным увеличением, чтобы поддерживать максимальную скорость всасываемого и выхлопного воздуха. Специалисты также пытаются добиться одинакового потока через каждый порт, чтобы каждый цилиндр имел одинаковую скорость воздуха.

Несмотря на то, что в наши дни многие люди по-прежнему вручную портируют головки цилиндров, портирование с ЧПУ становится более доступным вариантом. Преимуществами подхода с ЧПУ являются точность, повторяемость и скорость. После того, как в мастерской настроена программа ЧПУ, они могут портировать головки намного быстрее, чем кто-то на станке с шлифовальным станком, но вопрос о том, предлагает ли результат что-то отличное от головки, портированной вручную, является предметом споров.
Ценность хорошей работы клапана
В общем, наиболее критическими областями при портировании головки блока цилиндров являются те, которые пропускают больше всего воздуха с самой высокой скоростью и в течение наибольшего времени. Поскольку наибольшая скорость и наибольшая продолжительность воздушного потока возникают в порту у седла клапана или рядом с ним, оптимизация воздушного потока в этой области особенно важна.
В настоящее время работа с трехугольным клапаном является стандартной процедурой, и первый угловой разрез — это разрез горловины, который обычно составляет около 60–70 градусов.
 Это помогает облегчить переход воздуха к срезу седла, который является вторым срезом и обычно делается под углом 45 градусов. Это поверхность, к которой фактически прилегает клапан. Третий и последний срез называется верхним срезом, который обычно составляет 20-30 градусов и делается сразу после сиденья. Этот разрез помогает уменьшить перекрытие клапаном воздушного потока, проходящего мимо клапана (или перед клапаном на стороне выпуска), когда клапан начинает отрываться от седла.
Это помогает облегчить переход воздуха к срезу седла, который является вторым срезом и обычно делается под углом 45 градусов. Это поверхность, к которой фактически прилегает клапан. Третий и последний срез называется верхним срезом, который обычно составляет 20-30 градусов и делается сразу после сиденья. Этот разрез помогает уменьшить перекрытие клапаном воздушного потока, проходящего мимо клапана (или перед клапаном на стороне выпуска), когда клапан начинает отрываться от седла.«Работа клапанов — очень, очень, очень важная часть портирования головки блока цилиндров, — говорит Эрик Ройкрофт, опытный моторостроитель и победитель конкурса Race Engine Challenge 2019 года. «Самая важная часть головки блока цилиндров находится от камеры до порта примерно на 1 дюйм с каждой стороны клапана. Эта область, площадь чаши, работа клапана, диаметр горловины и камера — это самые важные части головки блока цилиндров при портировании.
«Если поставить на него неправильный клапан, его можно убить.
 Что я имею в виду под неправильной работой клапана, так это если вы используете неправильный угол седла и верхний угол. Самый распространенный из них — 45-градусный для чего-то вроде 15-градусной головы. По мере изменения угла клапана вы можете перейти к более крутому углу седла. Затем у вас есть верхний угол, который сливается с камерой. Это должно хорошо сочетаться. Чаша, переходящая в горловину и в камеру, представляет собой трубку Вентури».
Что я имею в виду под неправильной работой клапана, так это если вы используете неправильный угол седла и верхний угол. Самый распространенный из них — 45-градусный для чего-то вроде 15-градусной головы. По мере изменения угла клапана вы можете перейти к более крутому углу седла. Затем у вас есть верхний угол, который сливается с камерой. Это должно хорошо сочетаться. Чаша, переходящая в горловину и в камеру, представляет собой трубку Вентури».Портирование вручную по сравнению с портированием с ЧПУ
Создать эту трубку Вентури можно двумя способами – вручную или с помощью ЧПУ. Некоторые люди всегда делали это вручную и развили набор навыков, который теперь заменяется станками с ЧПУ. Однако независимо от того, делаете ли вы это вручную или на станке с ЧПУ, вы все равно добиваетесь тех же результатов. Различия заключаются в повторяемости, времени и точности.
«Говоря о времени, которое требуется для ручного переноса комплекта головок цилиндров по сравнению с ЧПУ, вы, вероятно, имеете в виду в 10 раз больше времени, чем ручной перенос комплекта по сравнению с ЧПУ», — говорит Ройкрофт.
 «Вы также не будете так последовательны, как станок с ЧПУ. Вы можете вручить головку блока цилиндров и получить очень, очень близкий порт за портом. Они не будут точными. С ЧПУ они все будут одинаковыми.
«Вы также не будете так последовательны, как станок с ЧПУ. Вы можете вручить головку блока цилиндров и получить очень, очень близкий порт за портом. Они не будут точными. С ЧПУ они все будут одинаковыми.«Тем не менее, если бы у вас был порт, который вы переносили вручную, а другой — с ЧПУ, я не знаю, заметили бы вы разницу в мощности между двумя наборами головок цилиндров — до тех пор, пока человек, портирующий вручную не торопились, и размеры были одинаковыми от порта к порту ».
Если вам нужно внести изменения в порт с помощью станка с ЧПУ, вы можете внести эти изменения в цифровом виде и запустить программу. Если вам нужно внести изменения в порт во время ручного переноса, много раз вам приходится возвращаться и использовать эпоксидную смолу в тех случаях, когда вы могли заземлить отверстие или, возможно, сделали свой короткий поворот слишком низким.
Увеличение воздушного потока
Нет никаких сомнений в том, что портирование головки блока цилиндров может быть очень эффективным способом повышения эффективности и возможностей воздушного потока любой головки блока цилиндров.
 Но когда правильно тратить деньги? Это зависит от того, чего вы пытаетесь достичь с помощью сборки вашего двигателя, но в целом, когда вы переходите на более крупный турбонаддув или распределительный вал с более высоким подъемом / продолжительностью, и ваша головка блока цилиндров начинает становиться узким местом в системе — пришло время для некоторой головы. работа.
Но когда правильно тратить деньги? Это зависит от того, чего вы пытаетесь достичь с помощью сборки вашего двигателя, но в целом, когда вы переходите на более крупный турбонаддув или распределительный вал с более высоким подъемом / продолжительностью, и ваша головка блока цилиндров начинает становиться узким местом в системе — пришло время для некоторой головы. работа.В погоне за последним показателем эффективности в игру вступают такие факторы, как форма, поперечное сечение, качество поверхности и общий объем портов. Порты большего объема могут показаться хорошей идеей, но больший объем часто может означать потерю крутящего момента из-за более низкой скорости воздуха / топлива, особенно при более низких оборотах двигателя. Если зайти слишком далеко, увеличение объема может даже привести к реверсированию или резервному потоку воздуха, когда воздух буквально выходит из камеры сгорания к впускному коллектору.
«Вы можете услышать это на стенде потока, когда у вас плохой порт», — говорит Ройкрофт.
 «Он начнет плеваться и брызгать, и происходит то, что воздух не может повернуться к клапану, поэтому воздух начинает кувыркаться и шлепать и делать всякие странные вещи в порту. Обычно это результат того, что скорость воздуха слишком, слишком высока.
«Он начнет плеваться и брызгать, и происходит то, что воздух не может повернуться к клапану, поэтому воздух начинает кувыркаться и шлепать и делать всякие странные вещи в порту. Обычно это результат того, что скорость воздуха слишком, слишком высока.«Если я нарушу порт и скорость воздуха начнет снижаться при определенном количестве подъемной силы, а я не достиг желаемого диапазона подъемной силы, я начну исследовать его и посмотреть, где порт работает слишком быстро. Это слишком быстро перед поворотом? Это слишком быстро на стороне поворота? Не слишком ли быстро в районе защемления толкателя? Вот где все сводится к хорошей настройке порта и обеспечению его хорошей работы.
«Портировка головки блока цилиндров — это то, что вы развиваете с повторением. Вы вносите тонкие изменения и видите, улучшается это или ухудшается. Воздух должен проходить подобно эффекту воронки. Он начинается больше спереди, и по мере того, как вы приближаетесь к клапану, порт становится все меньше и меньше.
 В идеале область вашего горла или кольцо сиденья должны быть наименьшим местом во всем порту».
В идеале область вашего горла или кольцо сиденья должны быть наименьшим местом во всем порту».Выпрямление портов при минимально возможном увеличении объема является наиболее распространенным подходом в этой области. Объедините это с текстурированной поверхностью на стороне впуска, чтобы стимулировать распыление топлива и активацию пограничного слоя, и вы должны обнаружить большую часть оставшегося прироста воздушного потока.
«Некоторые вещи трудно объяснить», — признается Ройкрофт. «Вы смотрите на то, чего не видите — вы смотрите на воздух и пытаетесь манипулировать потоком воздуха через порт. Самое главное — начать с малого и при необходимости увеличивать. Вы также хотите иметь красивые, плавные переходы. Вам не нужны острые края.
«В основном я обращаю внимание на впускное отверстие. Впускное отверстие работает совершенно иначе, чем выпускное. С выпускным отверстием, если оно имеет правильный размер и у вас нет странных переходов, вы просто хотите сделать его как можно более прямым.
 Впускное отверстие совершенно другое».
Впускное отверстие совершенно другое».Ройкрофт говорит, что всегда начинает с размера клапана. Как только у него будет размер клапана, который будет работать с портом и двигателем, он будет работать в обратном направлении.
«Вы смотрите на размер отверстия — вам не нужен впускной клапан прямо напротив отверстия», — говорит он. «Если вы хотите увеличить впускной клапан, вы должны убедиться, что у вас не возникнет проблем, потому что ваш порт не останавливается на клапане. Ваш порт продолжается в камеру, поэтому, если у вас слишком большой впускной клапан и он слишком близко к стенке цилиндра, это может навредить вам больше, чем помочь.
«Я знаю, где должно быть мое горло, когда делаю работу с клапаном, и я знаю, какая площадь должна быть в месте зажима толкателя, а затем я вытачиваю порт. Если это новый порт, который я не делал раньше, я набросаю его там, где, по моему мнению, он должен быть. Затем он отправляется на стенд потока для проверки скорости воздуха, кубических футов в минуту и т.
 д. Я в основном смотрю на скорость воздуха в порту. Скорость воздуха, на мой взгляд, важнее, чем куб. Если у вас есть головка блока цилиндров с соответствующей скоростью воздуха для того, что вы делаете, через порт будет проходить много воздуха».
д. Я в основном смотрю на скорость воздуха в порту. Скорость воздуха, на мой взгляд, важнее, чем куб. Если у вас есть головка блока цилиндров с соответствующей скоростью воздуха для того, что вы делаете, через порт будет проходить много воздуха».Площадь чаши и особенно малый радиус поворота днища порта имеют решающее значение для воздушного потока в большинстве головок цилиндров. Это также область головы, где вступает в игру опыт портирования, поскольку изменение радиуса короткого поворота и общей формы в области чаши может иметь большое влияние на угол, под которым воздушный поток входит в камеру сгорания, что может в свою очередь, оказывают большое влияние на само событие горения.
Распространенные ошибки
Помните, что если вы начнете осторожно с количеством удаляемого материала, вы избежите ряда потенциальных проблем. Тем не менее, не все становятся консервативными, и последнее, что вы хотите сделать, это прорваться в водный проход и отремонтировать головку или выбросить ее в мусор.
«Размер горла — это то, что люди делают неправильно, — говорит Ройкрофт. «Размер горла будет зависеть от работы вашего клапана. В зависимости от угла посадки и типа угла среза, который вы используете, будет определяться, насколько большим или маленьким вам может сойти с рук размер горловины. Всегда лучше иметь слишком маленькое горло, чем слишком большое.
«Если вы войдете туда, перережете себе горло и вырежете все углы, у вас просто будет большая старая дыра. Эти углы находятся на работе клапана, чтобы помочь этому воздуху поворачиваться. Если их больше нет, это противоречит тому, что вы только что сделали, когда выполняли работу с клапаном. Это самая большая ошибка, которую я вижу. В головке блока цилиндров так много областей, в которых вы действительно можете испортить, но, вероятно, самая большая из них — это работа клапана и переход в область горловины».
Заключение
Оттачивая свои навыки портирования головки блока цилиндров, помните об осторожности.