
Изготовление шаблона | Штукатурные работы
Каждый шаблон для вытягивания тяг состоит из профильной доски, салазок, подкосов и полозка. Профильная доска является основной частью шаблона. Ее изготовляют из прямослойной, не сучковатой, остроганной сосновой или еловой доски. На профильную доску переносят контуры чертежа тяги перекалыванием или вычерчивают его, после чего вырезают контур профиля доски (рис. 163). Вырезание контура тяги начинают с того, что профильную доску в нескольких местах надпиливают и скалывают ненужные части. После этого ножом вырезают профиль точно по контуру, а затем срезают одну из сторон профильной доски «на лоск», т. е. под углом 30—40°.
Рис. 163. Тяга и профильная доска
Изготовив затем шаблон, сначала продвигают его вперед несрезанной стороной профильной доски, которая сдирает раствор (обработка поверхности «иссера»), а затем продвигают срезанной стороной вперед, заглаживающей раствор (обработка поверхности «избела»).
При изготовлении профильной доски как внизу, так и вверху ее оставляют ровные удлиненные части, называемые отмазками. Длина отмазок у малых шаблонов должна быть не менее 10 см. Отмазки создают большие удобства во время накрывки и затирки штукатурки.
Чтобы профильная доска при вытягивании тяг не нарушала четкости очертания контура из-за трения о раствор (не истиралась), ее необходимо оковать кровельной сталью (железом).
Оковывание профильных досок производят двояко. В первом случае вырезают точно по контуру металлический профиль, обтачивают его и прибивают к несрезанной стороне профильной доски. В другом случае металлический профиль вырезают, притачивают и прибивают к профильной доске так, чтобы он выступал из-за деревянного профиля на 1—2 мм. Прибивают металлические профили штукатурными гвоздями, забивая их через 2—2,5 см по контуру профиля.
Затем изготовляют салазки, подкосы и полозок шаблона. Салазки делают из строганой доски шириной 10 см и более. Длина салазок должна быть в 1,5 раза больше высоты профильной доски. Более длинные салазки увеличивают устойчивость шаблона, но в то же время затрудняют дотягивание тяги до угла, вследствие чего требуется дополнительное время на разделку углов. Длина полозка равняется длине салазок.
Шаблон собирают в следующем порядке. В центре салазок под углом 90° к ним устанавливают профильную доску и прибивают ее гвоздями. Пробив салазки, гвозди входят в профильную доску. Затем профильную доску укрепляют подкосами, которые прибивают к профильной доске и салазкам гвоздями. Подкосы служат также ручками, за которые держат шаблон при вытягивании тяг. Полозок прибивают с нижней стороны салазок — он точно направляет шаблон по правилам. Обычно при изготовлении шаблона полозок прибивают слегка, а точную установку его производят только по навешанным нижним правилам.
На рис. 164 показана последовательность изготовления шаблона.
Рис. 164. Последовательное изготовление шаблона
www.stroitelstvo-new.ru
Изготовление изделий по шаблону
Рассмотрим технику изготовление изделий по шаблону совершенных и одинаковых заготовок используя ленточную пилу, фрезер или ручной лобзик. Изготовление изделий совершенных и ровных по размеру частей шаблона звучит просто, не так ли? Это легко сделать, если части шаблона прямые. Но если части изделия включают угловые пропилы или кривые,то он может стать сложным в изготовлении. Рассмотрим способы, которые сочетают в себе изготовление изделий шаблона ленточной пилой, фрезером и ручным лобзиком. Сделать шаблон это трудоемкий процесс. Дальше рассмотрим простой подход к созданию шаблона и после того как вы сделали хороший шаблон, не составит труда перенести его копию на все изделия.
Создание шаблона и изготовление изделий по шаблону.
Отправная точка в создании шаблона для изготовление изделий это сделать бумажный шаблон из картона, как видно на фото слева. Во-первых, при разметке шаблона на белой бумаге видно все неточности, можно исправить форму на рисунке без проблем. В шаблоне на рисунке показана миллиметровая бумага, которая лежит в основе создания шаблона. Но есть и другие пути в создании шаблонов.
Сделать копию в полный размер из оригинальной заготовки, при наличии рисунка в масштабе нанесите рисунок, если есть доступ к ксероксу, можно увеличить рисунок до полного размера модели. Когда вы будете удовлетворены копией шаблона, приклейте этот шаблон на картон, а затем с особой осторожностью обрежьте излишки картона по контуру шаблона.
Материал Шаблона. Можно использовать любой плотный материал фанеру, МДФ, или даже акрил. В моем случае материалом для шаблона выбран оргалит толщиной 1/4″. Он достаточно толстый и обеспечит прочное соединение подшипника с оргалитом при фрезеровании, а при обрезке он не дает сколов и зазубрин.
Формирование Шаблона. Окончательные изделия должны быть точными, как шаблон, осмотрите шаблон и убедитесь, что шаблон имеет ровные и гладкие края. Формирование шаблона начинается с приклейки картона на оргалит, после просушки, ленточной пилой или ручным лобзиком с достаточно узким лезвием для обработки кривых, обрезаем оргалит по контурам шаблона.
Не обрезайте шаблон строго по контуру, оставьте узкую полоску шириной в 1-2 мм, это позволит вам создать ровный край в дальнейшем. Используя шлифовальный барабан установленный в сверлильном станке, можно без труда сделать ровные края на оргалите, как вы видите на фото выше справа.
ИСПОЛЬЗОВАНИЕ ШАБЛОНА.
Для использования шаблона, приложите его к заготовке. Есть несколько вариантов: двусторонний скотч или шурупы (фото выше справа).
Двусторонний Скотч. Это быстрый способ крепления шаблона и он обеспечивает безопасное сцепление без следов фиксации на заготовке. Единственный недостаток большой расход скотча, если у вас большое количество заготовок в работе.
Шурупы. Ваш другой выбор, закрепить шаблон шурупами. Тут нет сомнений, они обеспечат надежное крепление. Этот способ хорош когда отверстия не будут видны на изделии, будут спрятаны от просмотра.
ФОРМИРОВАНИЕ ШАБЛОНА.
Процесс формирования шаблона ведет вас к следующему этапу, использование его для создания идентичных
woodjig.net
Конструкции шаблонов и их изготовление
Категория: Штукатурные работы
Конструкции шаблонов и их изготовление
Тяги — это профилированные прямолинейные или криволинейные полосы штукатурного раствора. Прямолинейные — карнизы,пояски, наличники —вытягиваются поступательным движением, а криволинейные — круги, эллипсы, овалы, арки — вращательным движением шаблона.
Профили любых тяг состоят из набора различных архитектурных обломов, соединенных друг с другом переходами и переломами, острыми лузгами или усеиками. В зависимости от количества обломов и их формы тяги подразделяются на простые, средней сложности и сложные. Тяги бывают малыми, средними и большими, что определяется их развернутым профилем. Чем мельче обломы криволинейного очертания, тем сложнее вытягивать тягу, разделывать углы и раскреповки.
Тяги любой формы вытягивают шаблонами, которые состоят из профильной доски (иногда двух), салазок, подкосов и полозка. Профильная доска представляет собой обратное (зеркальное) изображение тяги. Изготовляют ее из досок разной толщины, а чтобы она меньше истиралась и не изменяла свою форму, ее оковывают, т.е. прибивают к одной стороне профиль, вырезанный из кровельной стали.
Собирают шаблоны так. Профильную доску крепят к салазкам гвоздями, а затем дополнительно подкосами, которые ставят между профильной доской и салазками, а внизу салазок крепят полозок для направления шаблона по правилу.
Салазки имеют два назначения: во-первых, они движутся по правилу и держат на себе профильную доску, во-вторых, во время вытягивания на них падает срезаемый профильной доской раствор, который легко собирать. Гвозди, применяемые для монтажа шаблона, не должны выступать ни шляпками, ни концами. Все детали шаблона должны быть строгаными.
Простой шаблон (рис. 1, а) устойчив, удобен, но не дотягивает тягу до самого угла или другого пересечения на половину длины салазок.

Рис. 1. Шаблоны: a — простой, б — угловой с одной профильной доской, в — угловой с двумя профильными досками, г-на роликах; 1 — подкосы, 2 — профильная доска, 3 — оковка, 4 — салазки, 5 — полозок, 6 — распорки, 7 — правила, 8 — сокол, 9 — ролики
Недотянутые места приходится разделывать от руки или дотягивать шаблоном другой конструкции. Длина салазок берется в 1,5 раза длиннее высоты профильной доски.
Узловой шаблон с одной профильной доской (рис. 1, б) имеет салазки треугольной формы. Профильная доска ставится в салазки под углом 45°, поэтому та часть тяги, которая находится на потолке, делается на 40% длиннее, чем у профильной доски простого шаблона. Профильная доска этого шаблона состоит из двух деревянных профилей, срезанных “на лоск” в разные стороны с поставленным между ними стальным профилем. Тягу дотягивает почти до самого угла, но недостаточно чисто. Лузги в углах исправляются вручную.
Угловой шаблон с двумя профильными досками, расположенными на салазках одна к другой под углом 90° (рис. 1, в), вытягивает тягу более чисто. Требуется тщательная установка профильных досок и их изготовление. Лузги исправляют вручную.
Угловые шаблоны лучше всего применять для дотягивания углов и раскреповок, что сокращает время на их разделку. Но для этого необходимо, чтобы все простые шаблоны имели совершенно одинаковые профильные доски для одного вида тяг.
Шаблон на роликах (рис. 1, г) позволяет одновременно с вытягиванием карниза вытягивать часть потолка и стены. Шаблон большой и ведут его по правилам двое или трое рабочих. Правила систематически очищают от раствора, который прикатывается роликами. При вытягивании на потолке остаются широкие отмазки, которые служат маяками при дальнейшем оштукатуривании.
Для изготовления простого шаблона (рис. 2) применяют доски толщиной 15—30 мм, для оковки — кровельную сталь.
Прежде всего рекомендуется изготовить стальной профиль. Для этого контуры чертежа переносят через копировальную бумагу на стальную пластинку или бумагу, из которой затем вырезают профиль и наклеивают на пластинку.
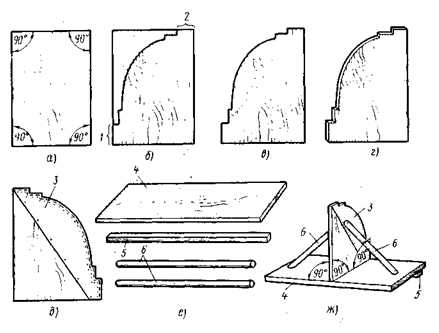
Рис. 2. Изготовление простого шаблона: а — заготовка для профильной доски, б — перенос контура тяги на профильную доску, в — вырезанная профильная доска, г — профильная доска, срезанная “на лоск”, д — профильная доска, окованная сталью, е — детали шаблона, ж — собранный шаблон; 1 — нижняя отмазка, 2 — верхняя отмазка, 3 — стальной профиль, 4 — салазки, 5 — полозок, 6 — подкосы
Стальной профиль вырезают кровельными ножницами, вырубают зубилом, вытачивают напильниками разной формы.
Затем строгают заготовку для профильной деревянной доски, обрезают под углом 90°. Ее размеры должны быть больше размеров тяги как по длине, так и по ширине на 50—100 мм (рис. 2, а). Эти припуски необходимы для образования отмазок на стене и потолке (рис. 2, б). Минимальная ширина отмазок 50 мм, что удобно при оштукатуривании стен и потолка, так как раствор не будет доходить до самой тяги на указанную величину, а остановится у отмазки.
К заготовке приставляют стальной профиль, обводят карандашом и срезают излишки древесины (пилой, ножом) под прямым углом (рис. 2, в). Затем одну сторону доски (справа или слева) срезают под углом 20—30°, т.е. “на лоск” (рис. 2, г) Ко второй несрезанной стороне “на сдир” прибивают стальной профиль на одном уровне с деревянным или с выступом из-за деревянного на 1 мм (рис. 2, д).
Крепят стальной профиль штукатурными гвоздями такой длины, чтобы их концы можно было загнуть. Гвозди располагают от кромки профиля на расстоянии 3—5 мм, забивая их под углом с интервалом 10—20 мм. Остальная часть профиля крепится гвоздями через 20—50 мм. Из строганой древесины изготовляют салазки, полозок и подкосы, последним придают круглую или овальную форму (рис. 2, е). Длина салазок должна быть в 1,5 раза больше длины профильной доски. Чем они длиннее, тем устойчивее шаблон при вытягивании, но увеличивается длина разделываемого угла.
Профильную доску можно прямо прибить гвоздями через низ салазок, но лучше в салазках устроить паз, поставить в Него доску и прибить двумя-тремя гвоздями. Нижняя отмазка профильной доски должна быть на одном уровне с кромкой салазок. Профильную доску ставят к салазкам строго перпендикулярно. Полозок крепят временно (рис. 2, ж). Правильно устроенный шаблон с вырезанной по угольнику заготовкой для профильной доски дает возможность устанавливать его строго вертикально по отношению к стене, т.е. не заваливать тягу (карниз) внутрь или, наоборот, не отводить его наружу.
При вытягивании всеми звеньями бригады карнизов или другой тяги одного и того же профиля необходимо изготовить профильные доски шаблонов совершенно одинаковыми.
Рис. 3. Изготовление большого шаблона: а — заготовка, б — шаблон; 1 — профильная доска, 2 — подкосы, 3 — салазки, 4 — полозок
Для этого сначала изготовляют полностью один стальной профиль, затем переносят на другие заготовки из кровельной стали его контуры, вырубают и вырезают их, складывают все профили вместе, скрепляют и вытачивают (обтачивают) их строго по первому изготовленному профилю. Шаблоны с такими профилями будут совершенно одинаковыми. Для этих шаблонов можно изготовить один угловой шаблон для дотягивания тяг до углов.
Шаблоны для вытягивания тяг с большим развернутым профилем изготовляют так, как показано на рис. 3, а, б. Для удержания падающего раствора под подкосами крепят ткань или мешковину. Такой шаблон водят несколько человек, привязывая к нему веревки.
Штукатурные работы — Конструкции шаблонов и их изготовление
gardenweb.ru
Изготовление профильных шаблонов — Помощь рабочему-инструментальщику
Изготовление профильных шаблонов
Категория:
Помощь рабочему-инструментальщику
Изготовление профильных шаблонов
Профильные шаблоны изготовляют ручным или механизированным способом. В первом случае почти все операции, начиная от заготовительных и кончая доводкой, выполняет высококвалифицированный слесарь-инструментальщик. Этот способ находит применение при единичном изготовлении шаблонов.
Изготовление профильных шаблонов. Типовой технологический процесс выполнения профильных шаблонов ручным способом состоит из следующих операций: вырезки штучной заготовки; правки заготовок; шлифования боковых плоскостей; обработки двух базовых поверхностей шаблона под углом 90°; разметки, сборки заготовок в пачки; обработки профиля по разметке; опиливания по профилю с образованием пазов в местах сопряжения отдельных элементов профиля; термической обработки отдельных заготовок; окоича-тельного шлифования боковых поверхностей; сборки заготовок в пачке; шлифования всех элементов рабочего профиля; доводки всех элементов рабочего профиля; разборки пачки, притупления острых кромок и маркировки.

Рис. 1. Порядок доводки шаблона (а) и способы проверки шаблонов (б, в, г и д).
Как и при изготовлении скоб, одной из ответственных операций является опиливание профиля шаблона. Особенно трудоемок процесс опиливания криволинейных поверхностей.
Наиболее простым и рациональным способом опиливания криволинейных поверхностей является обработка по копиру или по готовой детали. Однако этот способ пригоден только при изготовлении большого количества подобных шаблонов. Широко распространено опиливание по разметке, но оно малопроизводительно и неточно.
Криволинейные выпуклые поверхности обрабатывают плоскими напильниками как вдоль поверхности, так и поперек нее. При опиливании вдоль поверхности напильником делают качательные движения в вертикальной плоскости, а при опиливании поперек поверхности напильник перемещают горизонтально и одновременно поворачивают вокруг своей оси. Выпуклую поверхность можно получить путем запиливания ряда площадок. Постепенно увеличивая их число, получают криволинейную поверхность.
Вогнутые криволинейные поверхности обрабатывают круглыми и полукруглыми напильниками. Чтобы на вогнутой поверхности не образовалось огранки, напильнику помимо гбризонтального движения вперед придают еще и боковое движение. По мере обработки деталь перезажимают в тисках, чтобы опиливаемый участок всегда был под напильником, а не сбоку.
При обработке криволинейных поверхностей наиболее сложным является получение плавного перехода от кривой к прямой и от дуги к дуге. Рассмотрим процесс опиливания шаблона, в котором дуга окружности сопрягается с прямой (рис. 2).
Вначале обрабатывают криволинейную поверхность с наведением на ней продольных штрихов, а затем — прямолинейную. Для этого шаблоны устанавливают в приспособлении таким образом, чтобы низшая точка криволинейной поверхности находилась в одной плоскости с направляющей поверхностью. Установку контролируют лекальной линейкой (рис. 2,а). Место, где должно произойти касание дуги прямой, нужно отметить. Опиливая прямолинейный участок (поперечными движениями), необходимо добиться такого положения, когда просвет между дугой и прямой окончательно исчезнет (рис. 2,б и в). При правильной обработке в месте их соприкосновения будет видна четкая граница между продольными штрихами на криволинейной поверхности и поперечными — на прямолинейной (рис. 2, е).
Наиболее часто встречающимися ошибками при опиливании являются: занижение прямой (рис. 2, д), врезание в дуговой участок (рис. 2,г), перекосы, когда штрихи сходятся наклонно (рис. 2,е).
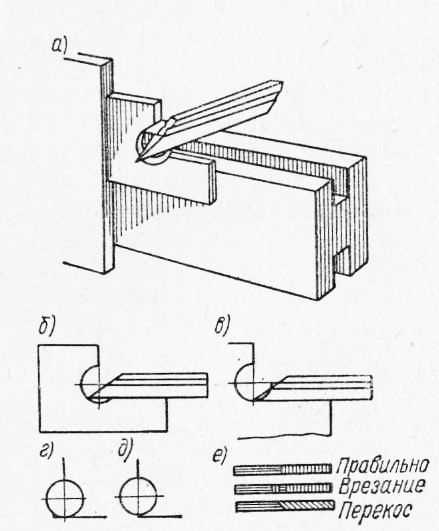
Рис. 2. Приемы обработки и контроля шаблона.

Рис. 3. Приспособления для опиливания шаблонов.
Точные криволинейные поверхности обрабатывают путем опиливания профиля по отдельным элементам. Геометрическую форму и расположение этих элементов контролируют универсальными инструментами.
Сложные и точные профили шаблонов опиливают в приспособлениях, обеспечивающих точную установку обрабатываемой детали под различными углами к опиливаемой поверхности. Одно из таких приспособлений показано на рис. 3.
В корпусе приспособления имеется вертикальный паз со сквозной прорезью, в котором перемещается планка, закрепляемая с задней стороны винтом. В верхней части планки есть отверстие, куда вставляется цилиндрический калибр. К плоскости корпуса с большим количеством резьбовых отверстий крепится угольник с пазами, что позволяет регулировать его установку и выверку относительно верхней плоскости корпуса.
При опиливании шаблонов, имеющих участки в виде дуг полуокружностей, планку устанавливают по блоку мерительных плиток в положение, при котором центр ее отверстия будет находиться от верхней плоскости корпуса приспособления на расстоянии, равном радиусу обрабатываемого участка. Затем шаблон технологическим отверстием надевают на калибр, вставленный в планку, и, поворачивая его вокруг оси, обрабатывают дугу полуокружности его рабочей части.
Угольник служит для припиливания прямолинейных и наклонных участков шаблонов и контршаблонов. Его устанавливают с помощью концевых мер длины или по угломеру под определенным углом к опиливаемой плоскости. Шаблон ставят на опорные поверхности угольника, прижимают к плоскости корпуса приспособления и в таком положении обрабатывают.
Для удобства опиливания вогнутых полуокружностей на верхней плоскости приспособления имеются два (или более) призматических паза, расположенных строго перпендикулярно вертикальной опорной плоскости корпуса. Направленный по призматическому пазу круглый напильник в процессе опиливания удаляет с обрабатываемого участка шаблона часть металла, образуя в нем радиусное углубление, расположенное под углом 90° к его плоскости и торцам.
Кроме уголбника к корпусу приспособления можно прикрепить синусную и опорную линейки и другие инструменты, способствующие более точной установке и выверке обрабатываемых деталей.
При опиливании плоскостей, расположенных под прямым углом, большую плоскость выбирают в качестве базовой, опиливают ее начисто, а уже затем подгоняют к базовой вторую плоскость. Опиливание второй плоскости контролируют угольником, который прикладывают к базовой плоскости.
При обработке внутренних углов сначала опиливают наружные поверхности, которые будут базами при разметке внутреннего угла и при контроле в процессе обработки.
При опиливании внутренних прямых углов шаблона применяют угловые рамочные наметки, а при опиливании и доводке прямолинейных плоскостей — рамочные наметки с зажимными винтами. Плоскости Л и £ наметки должны быть тщательно обработаны под прямым углом. Шаблон устанавливают в наметку и прижимают винтами к плоскости А так, чтобы его разметочная риска строго совпадала с рабочей кромкой наметки. Затем наметку закрепляют в тисках и опиливают шаблон.

Рис. 4. Наметки.
Ответственной операцией при изготовлении шаблонов является припасовка — взаимная пригонка друг к другу ряда поверхностей, сопрягающихся без зазора при любых перекантовках (положениях). Припасовку широко применяют при обработке профильного шаблона, так как к нему всегда делают контршаблон.
Шаблон является проверочным инструментом, с помощью которого по методу световой щели контролируют профиль детали, а контршаблон необходим для проверки шаблона, который в процессе контроля большого количества деталей изнашивается. Профили шаблона и контршаблона должны точно совпадать при любых положениях.
В зависимости от конфигурации профиля шаблона слесарь-инструментальщик сам решает, что изготовлять вначале — шаблон или контршаблон. В тех случаях, когда профиль шаблона легко измерить универсальным инструментом, вначале делают шаблон, а по нему припасовывают контршаблон. При изготовлении радиусного шаблона легче сначала сделать контршаблон, а по нему припасовать шаблон.

Рис. 5. Шаблоны и контршаблоны.
При сложном профиле шаблон и контршаблон изготовляют с помощью выработок, являющихся более простыми по форме шаблонами, которые можно измерить универсальным инструментом. Обычно сначала делают выработки, а потом профильные шаблоны, причем количество выработок зависит от точности и сложности профиля шаблона.
Изготовление резьбовых шаблонов. При заточке и установке резца на токарном станке и контроле резьбы широко используются резьбовые шаблоны (рис. 6, а). К ним предъявляются следующие требования: длинные боковые поверхности шаблона должны быть параллельны в пределах 0,01…0,02 мм; угол а должен быть расположен симметрично относительно боковых поверхностей; осевые линии углов аг и аз должны быть перпендикулярны, а осевая линия угла cti — параллельна боковым поверхностям.
Рис. 6. Резьбовой шаблон (а) и схема обработки шаблона по выработкам (б).
Как видим, изготовить резьбовой шаблон с помощью универсальных измерительных инструментов невозможно. Например, наружный угол шаблона а можно было бы сделать по угломеру, но при этом нет гарантии, что осевая линия угла будет параллельна боковым поверхностям шаблона. Следовательно, резьбовой шаблон необходимо изготовлять по выработкам.
Предварительные операции выполняются по обычной схеме технологического процесса, а окончательные (опиливание до термической обработки и доводка после нее) — по выработкам.
Для изготовления резьбового шаблона требуются три выработки. Выработка предназначена для пригонки внутренних углов аг и аз так, чтобы их осевые линии были перпендикулярны боковым поверхностям шаблона. По выработке сначала обрабатывают одну сторону угла, а затем другую. Наружный угол а шаблона пригоняют от боковых поверхностей по выработке. Для симметричного расположения угла а, относительно боковых поверхностей шаблона надо пригнать его по выработке 3 сначала от одной поверхности, а затем от другой. Такая обработка (пригонка) называется контровкой угла относительно боковых поверхностей шаблона.
Так как выработки трудно изготовить с помощью универсального инструмента, их делают по контрвыработкам. Выработки и контрвыработки выполняют сырыми или термически обработанными, в зависимости от количества шаблонов.
С помощью выработок шаблоны изготовляют как до термической обработки, так и после нее. После термической обработки шаблоны пригоняют по новым выработкам.
В тех случаях, когда шаблоны имеют сложный профиль невысокой точности, их изготовляют по вычерченному профилю. На чистом листе цинка или нержавеющей стали вычерчивают профиль шаблона согласно чертежу. На заготовке шаблона профиль размечают и затем фрезеруют, оставляя припуск на дальнейшую слесарную обработку. Вначале слесарь опиливает те участки шаблона, которые можно легко измерить универсальным инструментом, а затем — остальные, пригоняя их по профилю к вычерченному на цинковом листе. Пригонку производят до тех пор, пока профиль шаблона не сойдется с вычерченным.
Этот способ получения профильных шаблонов прост и дешев, так как не требуется выработок, однако точность обработки при этом не выше ±0,07 мм.
Механизированные способы изготовления профильных шаблонов. Среди таких способов самым распространенным является шлифование на прецизионных плоскошлифовальных станках с применением лекальных тисков, синусных линеек, магнитных призм и других приспособлений. Профильное шлифование обеспечивает высокую производительность труда и относительно высокую точность обработки. Например, при чистовом шлифовании можно получить линейные размеры с точностью до ±0,01 мм, а угловые — в пределах ±30”… ±2’ с высотой микронеровностей 0,000 5—0,001 мм.
При обработке шаблонов средней точности шлифование профиля является окончательной операцией, а при изготовлении шаблонов более высокой точности шлифование предшествует доводке. Так как после шлифования на доводку рабочих поверхностей остается равномерный припуск 0,01—0,02 мм, трудоемкость ее снижается.
Наиболее широко применяются плоскошлифовальные станки с горизонтальным шпинделем и магнитной плитой, которая служит для закрепления деталей. Шлифование базовых поверхностей шаблонов, а также прямолинейных участков профиля производят с помощью лекальных тисков, наклонных участков профиля, расположенных под различными углами к базовым поверхностям, с помощью магнитных призм, а угловых шаблонов — с помощью синусного кубика.

Рис. 7. Приспособление для шлифования выпуклых цилиндрических поверхностей.
Обработка радиусных поверхностей шаблонов, а также выпуклых и вогнутых Цилиндрических поверхностен осуществляется профилированным кругом.
Приспособление для шлифования выпуклых поверхностей большого радиуса непрофилированным кругом показано на рис. 7. На кубике расположен валик, который может быть прижат к кубику планкой. На левом конце валика находятся тиски, а на правом — рукоятка, с помощью которой можно вращать валик, тиски и закрепленные в них шаблоны. Шлифование производят периферией круга. Величина радиуса обрабатываемой поверхности зависит от величины подъема шлифовального круга над столом станка, и обычно он равен 200 мм. Радиус проверяют индикатором или линейкой, установленной на блоке концевых мер длины.
В рассмотренных случаях использования специальных приспособлений для изготовления профильных шаблонов учитывается, что шлифовальный круг имеет цилиндрическую форму, а его образующая параллельна рабочей плоскости магнитной плиты. Следовательно, правка шлифовального круга не вызывает затруднений и производится с помощью приспособления, установленного на магнитной плите станка.
Реклама:
Читать далее:
Восстановление калибров
Статьи по теме:
pereosnastka.ru
Профильная линейка-шаблон своими руками

Профильная линейка используется для быстрого и точного измерения и дублирования неровных поверхностей. О использовании линейки-шаблона в кузовном ремонте можете почитать в этой статье. Иногда бывает лучше купить инструмент, но в этой статье мы рассмотрим три варианта изготовления линейки-шаблона своими руками.
Изготовление профильной линейки своими руками
Линейка будет размером 50 см в длину, а длина стержней будет 30 см. Это достаточно большой размер, но по такому же принципу можно изготовить линейку меньшего размера.

Нам понадобится:
- Два бруска из плотного дерева (например, из лиственницы). Профиль брусков 2 см / 5 см, длина 50 см.
- Деревянные стержни длиной 30 см. Их количество зависит от того, какой они будут ширины. Стержни можно заказать в столярной мастерской, можно использовать готовые (бамбуковые/деревянные шампуры, косметические палочки и пр.) Можно также в качестве стержней использовать сварочные электроды.
- Войлок.
- Клей.
- 2 болта, 2 гайки, 2 шайбы.
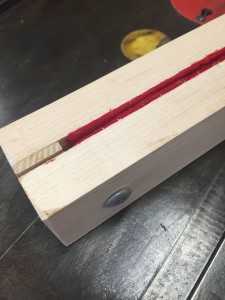
Итак, два 50 см бруска – это, собственно, основа нашей профильной линейки. Нужно вырезать по размеру брусков войлок, оставив по 2–3 см с обеих сторон.
Далее приклеиваем войлок к брускам, как показано на фото. Клей лучше нанести на бруски и сверху положить и разгладить войлок.
 Наклеивание войлока на бруски
Наклеивание войлока на брускиСледующим шагом не будет лишним установить усилители вдоль брусков, так как наша линейка будет достаточно длинной. Они усилят конструкцию и предотвратят сгибание брусков. Для этого нужно наклеить отрезки плотного дерева с профилем 1.5/1.5 см, как показано на фото.
 Усиление конструкции дополнительными брусками
Усиление конструкции дополнительными брускамиДальше нужно положить несколько стержней между соединёнными брусками, придавить их и измерить расстояние, которое получилось между краями брусков. Теперь нужно отпилить два отрезка дерева по размеру этого зазора и наклеить по краям брусков. Это будет их опорой, после установки болтов. Таким образом, зажимное усилие будет распределять равномерно между прутьев.
 Измерение расстояния между брусками со вставленными прутьями
Измерение расстояния между брусками со вставленными прутьями Приклеивание опорных брусков дерева
Приклеивание опорных брусков дереваСледующим шагом сверлим отверстия под болты. Не нужно сверлить сквозь войлок. Лучше просверлить по отдельности отверстия с обеих сторон и чем-нибудь острым проделать отверстие в войлоке.

Теперь вставляем болты, под гайки подставляем шайбы. С ослабленными гайками вставляем прутья.


Всё, профильная линейка готова! Благодаря войлоку прутья легко скользят внутри линейки. Теперь можно мерить профиль и закрепить результат, плотно закрутив гайки с обеих сторон.
Другая самодельная линейка-шаблон
Теперь рассмотрим интересный бюджетный вариант профильной линейки, который очень прост в изготовлении.

Для изготовления нам понадобиться всего лишь гофрированный картон и бамбуковые шампуры.
Берёте гофрированный картон от упаковочной коробки и режете отрезок нужной Вам длинны. Не нужно делать отрезок слишком узкий. Делайте примерно как на фотографии выше.
Преимущество такой линейки в том, что её можно сделать любой длинны. Также её можно легко сгибать как Вам надо. Стержни не будут спутываться, так как каждый имеет отдельную секцию. Секции картона внутри шершавые и стержни(шампуры) достаточно плотно “сидят” на своих местах. При желании можно доработать эту конструкцию. Можно увеличить жёсткость картона, наклеив на него более плотный материал. Недостатком является то, что стержни нельзя жёстко зафиксировать после измерения.
Печатать статью
Ещё интересные статьи:
kuzov.info
Изготовление шаблона и навешивание правил. Домашний мастер
Изготовление шаблона и навешивание правил
Шаблон состоит из профильной доски, салазок, подкосов и полозка. Вытягивание выполняет профильная доска, которая является основной частью шаблона. Изготовляется она из строганой доски, обрезанной со всех сторон под углом 90°. Она должна быть шире потолочной части карниза и длиннее стеновой части на 5—10 см. Это необходимо для устройства так называемых отмазок, т. е. ровно вытянутых полос раствора, которые нужны для того, чтобы на них в дальнейшем было легче нанести накрывку и выполнить затирку. На выстроганную доску переносят профиль вытянутого карниза. Чтобы его снять точно, рекомендуется около угла поставленной перегородки прорубить в карнизе ровную борозду. Вставляют в эту борозду выстроганную заготовку для будущей профильной доски и обводят по профилю карниза карандашом, оставляя след на доске. Сняв профиль, излишки дерева срезают ножом, приставляя профильную доску к карнизу и исправляя все неточности. Исправление производят до тех пор, пока профильная доска всеми своими точками не будет соприкасаться с карнизом.
Одна сторона профильной доски должна точно соответствовать карнизу, другая срезается под углом 30–40°. Чтобы профильная деревянная доска не истиралась и вытягивала тягу с резко выраженными деталями (обломами), ее оковывают железом, т. е. вырезают из кровельной стали точно такой же профиль. Это необходимо для того, чтобы при намокании и расширении дерево не выходило из-за железного профиля. Вслед за профильной доской изготовляют другие элементы шаблона: салазки, подкосы и полозки.
Длина салазок должна быть в 1,5 раза больше высоты профильной доски. Более длинные салазки увеличивают устойчивость шаблона, но в то же время требуют больше времени на так называемую разделку углов. Длина полозка равняется длине салазок. Длина подкосов зависит от длины салазок и высоты профильной доски.
Монтаж шаблона производится в следующем порядке. В центре салазок устанавливается профильная доска и крепко прибивается двумя-тремя гвоздями, которые вбиваются в салазки и проходят своими концами в профильную доску. Чтобы укрепить ее под углом 90° и не позволять ей качаться, доску укрепляют подкосами. Подкосы прибивают к профильной доске и салазкам одним или двумя гвоздями. Подкосы являются одновременно ручками, за которые держат шаблон во время вытягивания.
Шаблон при вытягивании карнизов или других тяг обязательно движется по прави?лам, которых должно быть две штуки – нижнее и верхнее. Они могут быть изготовлены из теса или более толстых досок. Нижнее прави?ло должно входить в распор между стенами, а верхнее – быть короче, чем расстояние между стенами, на длину салазок плюс 5 см. Это необходимо для того, чтобы можно было вставить шаблон в прави?ла и вынуть его.
Так как вытягивание производится на одной стороне комнаты, то навесить прави?ла следует так, чтобы вытягиваемые элементы соответствовали другой стороне.
Этому надо уделить должное внимание. Прежде всего от нижнего облома карниза на обеих стенах надо отмерить такое же расстояние с точностью до 1 мм, какое имеется на профильной доске, считая от нижнего облома до нижней стороны салазок, и поставить метки.
Затем к этим меткам необходимо приставить верхней кромкой нижнее прави?ло и прочно его укрепить с помощью гвоздей. Шаблон ставят на нижнее прави?ло таким образом, чтобы он точно стал по отвесу. Потом на его верхнем конце на потолке делают метки и укрепляют верхнее прави?ло. Салазки прижимают к стене и прибивают к ним внизу полозок. После этого шаблон продвигают (протягивают) по прави?лам. В тех местах, где он туго проходит по потолку, штукатурку немного срубают, чтобы шаблон проходил свободно.
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
Изготовление шаблонов, разметка, наметка — Сборка металлоконструкций
Изготовление шаблонов, разметка, наметка
Категория:
Сборка металлоконструкций
Изготовление шаблонов, разметка, наметка
Для изготовления сборочной детали на поверхность металла наносят контур детали, центры отверстий, линии гибов.
Процесс вычерчивания детали в натуральную величину на поверхности металла называется разметкой. Центры отверстий делают на линиях (рисках), нанесенных на поверхность металла чертилкой. Чертилки изготавливают из стальной проволоки диаметром 5…7 мм. Рабочую часть чертилки (острие) выполняют из победита или другого сверхтвердого сплава.
Процесс переноса контуров детали, центров отверстий, вырезов с помощью шаблона на металлопрокат называется наметкой.
Для изготовления одинаковых деталей пользуются шаблоном. Он представляет собой деталь в натуральную величину, изготовленную из картона, фанеры, жести, рубероида, дерева. Для наметки детали шаблон накладывают на поверхность металла, прочерчивают чертилкой или мелом по периметру шаблона линии контура детали, набивают кернером центры отверстий.
Шаблоны изготовляют в разметочной мастерской, которая входит в состав цеха обработки.
Разметочная мастерская включает производственное помещение, склад материалов, склад шаблонов, конторку начальника мастерской, раздевалку. Площадь основного производственного помещения определяется из расчета 16…20 м2 на каждого разметчика. Помещение должно иметь отопление, обеспечивающее температуру 16…18 °С, а также хорошее естественное и искусственное освещение.
Для изготовления деревянных шаблонов в мастерской устанавливают фуговальный станок, циркульную и ленточную пилы. Так как работа деревообрабатывающих станков сопровождается шумом, то они должны быть изолированы от основного производственного помещения, в противном случае деревянные шаблоны заготавливают в отдельной столярной мастерской.
Для резки картона, фанеры и жести в производственном помещении устанавливают ножницы; для образования отверстий в шаблонах — дыропробивной пресс; для заточки инструмента — нажда-ный точильный станок.
Основное обрудование мастерской — разметочные столы, на которых изготовляют шаблоны, а также размещают чертежи к инструменты: стальной нож и ножницы для резки картона, рубероида и толя; ножницы для резки кровельного железа; пилу для резки деревянных реек; молотки массой 200.. .600 г; отвесы и стальные струны диаметром 0,5.. .1 мм; графитные и цветные карандаши для вычерчивания и маркировки шаблонов; шнуры для нанесения меловых линий на поверхность металла.
Разметочный стол может быть обрудован на одно или два рабочих места. Поверхность стола представляет собой стальной лист 1 толщиной 12…16 мм, шириной 1800.. .2000 мм, который уложен на деревянные козелки 2 высотой 1200 мм, установленные через 2000 мм. На поверхности стального листа нанесена координатная сетка с размерами сторон квадрата 100 мм.
В разметочных мастерских изготовляют шаблоны, которые различают по видам применяемых материалов (толстолистовая сталь, дерево, фанера, картон, рубероид или толь, листовая сталь толщиной 0,4…1,75 мм), по размерам и форме деталей (мелкие, большие, листовые, линейные, фасонные), по видам технологических операций (наметка, сверление, кислородная резка, холодная и горячая гибка, вальцовка,сборочные работы).
Шаблоны из листовой стали, изготовляемые из того же металла, что и деталь, называют натуральными. Натуральные шаблоны предназначаются для пакетного сверления отверстий без наметки в фа-сонках массой не более 20 кг. Во избежание разработки отверстий натуральный шаблон рекомендуется использовать не более 5 раз. При сверлении большего количества деталей следует использовать в качестве шаблонов детали, просверленные в первых пакетах. Шаблоны в этом случае могут служить как обычные детали.

Рис. 1. Разметочный стол на два рабочих места: 1 — стальной лист, 2 — козелки, 3, 5 — продольный и поперечный уголки, 4 — деревянная планка, 6, 7 — угольники
Контурные линии листовых деталей наносят чертилкой и по ним набивают керны глубиной 2 … 3 мм через 200…300 мм, что обеспечивает контроль за качеством резки деталей.
Реечные шаблоны из дерева служат для наметки деталей длиной больше 1000 мм из уголков, швеллеров и двутавровых балок. На шаблонах карандашом наносят обрезы, центры отверстий, вырезы и т. д. При наметке рейку укладывают рядом с деталью и с помощью угольника переносят размеры с реечного шаблона на детали. Для наметки нескольких деталей риски и знаки на рейки наносят разными цветными карандашами.
Шаблоны из картона, толя, рубероида и фанеры служат для наметки мелких листовых деталей площадью не больше 0,5… 1 м2, массой до 20… 30 кг и деталей длиной до 1000 … 1500 мм из уголков и швеллеров. Шаблоны изготовляют из плотного картона толщиной 1,5…3 мм, рубероида или толя и трехслойной фанеры.
На выбранном материале размечают контур детали и центры отверстий и вырезают по вычерченному контуру шаблон. Пробойником делают в шаблоне отверстия диаметром на 1 мм больше диаметра отверстий в детали. В шаблонах из фанеры отверстия просверливают. Вокруг центров отверстия, размеченных кернением и не требующих последующей пробивки, окружности наносят карандашом в картонных шаблонах и мелом в толевых и рубероидных.
Листовые шаблоны для мелких листовых деталей могут быть использованы как для наметки, так и для резки деталей на гильотинных ножницах и продавливания отверстий прессами без наметки.
Шаблоны для коротких деталей из уголков и швеллеров изготовляют так же, как и шаблоны для мелких листовых деталей. Только дополнительно по граням уголков и швеллеров делают надрез глубиной 0,5 мм для перегиба шаблона при наметке деталей.
Шаблоны из картона, толя или рубероида применяют также для наметки фасонных листовых деталей трубопроводов (разверток). Линии резов по этим шаблонам намечают как на плоских листах, так и на сваренных трубах.
Для сохранения проектных размеров трубопроводов после изгиба листов при изготовлении шаблонов размеры рассчитывают по нейтральной поверхности деталей.
Комбинированные шаблоны предназначены для наметки длинных деталей из уголков, швеллеров, двутавровых балок и универсальной листовой стали при групповом расположении отверстий. Комбинированные шаблоны состоят из деревянных реек и планок с отверстиями. Планки делают из фанеры и жести.

Рис. 2. Шаблон для мелких листовых деталей: а — сборочная деталь, б — шаблон
Рис. 3. Шаблон для контроля гнутых деталей: а — смалковки, б — размалковкн. в — поперечного сечения гнутых профилей
Шаблоны для контроля гнутых деталей предназначены для проверки гнутых цилиндрических и конических поверхностей, смалкованных и размалкованных уголков, холодногнутых элементов, а также для наметки отверстий в гнутых деталях после их гибки. Шаблон для проверки углов смалковки и размалковки, а также правильности поперечного сечения холодногнутых элементов изготовляют из тонколистовой стали, шаблоны для контроля цилиндрических поверхностей — из досок длиной по дуге не менее 1,5 м.
Готовые картонные и деревянные шаблоны маркируют химическим карандашом, металлические — чертилкой или масляной краской. Маркировка включает номера заказа и чертежа, обозначение сборочной марки детали, размер и количество деталей, диаметр и количество отверстий. Шаблон может быть выдан в работу только после того, как на нем распишется исполнитель разметки и бригадир разметчиков (контролер).
Маркировку деталей и полуфабриката наносят кистью без трафарета белилами или карандашом. Марку стали и номер плавки (если требует чертеж) выбивают буквенно-цифровыми клеймами, обводят белилами и также ставят клеймо разметчика. Правильность нанесения маркировки удостоверяется клеймом работников ОТК.
Реклама:
Читать далее:
Механическая резка
Статьи по теме:
pereosnastka.ru