
Устройство свечи зажигания
При всем разнообразии конструкций, любая искровая свеча зажигания (рис.9) включает 8 себя керамический изолятор, металлический корпус, электроды и контактную головку для соединения с высоковольтным проводом.
Центральный электрод установлен в канале изолятора, имеющем переменный диаметр. Головка электрода опирается на коническую поверхность канала изолятора в месте перехода от большего диаметра к меньшему. Рабочая часть центрального электрода выступает на величину от 1.0 до 5.0 мм из изолятора. Закрепление электрода в канале изолятора и герметизацию этого соединения осуществляют с использованием стеклогерметика. Он представляет собой смесь специального технического стекла и порошка металла. Стекло должно иметь коэффициент термического расширения одинаковый с этим коэффициентом у керамики. В этом случае герметизирующая пробка не разрушится при изменениях температуры в процессе эксплуатации. Порошок могалла (медь или свинец) добавляют в стекло для придания ему электрической проводимости.
Рис. 9 — Устройство искровой свечи зажигания: 1 — контактная гайка: 2 — оребрение изолятора (барьеры для тока уточки): 3 — контактный стержень: 4 — керамический изолятор: 5 — металлический корпус, б — пробка стеклогерметика. 7 — уплотнительное колыю: 8 — теплоотводящая шайба: 9 — центральный электрод. 10 — тепловой конус изолятора: 11 — рабочая камора: 12 боковой электрод -массы-: h — искровой зазор |
Сборку сердечника (изолятора в сборе с центральным электродом и контактным стержнем) осуществляют в следующем порядке. Электрод устанавливают в канале изолятора и сверху засыпают порошкообразный стеклогерметик или укладывают ого в виде таблетки. Затем в канал изолятора устанавливают контактную головку. До запрессовки стеклогерметик занимает больший объем, чем после этой операции, и контактный стержень не может полностью войти в канал изолятора Он примерно на треть длины выступает над изолятором.
В случае необходимости встроить в цепь центрального электрода электрическое сопротивление для подавления электромагнитных помех применяют резистивный стеклогерметик. После остывания герметизирующая пробка приобретает электрическое сопротивление необходимой величины.
Сердечник устанавливают в корпусе свечи так, что он соприкасается своей конической поверхностью с соответствующей поверхностью внутри корпуса. Между этими поверхностями устанавливают герметизирующую -теплоотводящую» шайбу (медную или стальную).
Закрепление сердечника осуществляют завальцовкой буртика корпуса на поясок изолятора. Герметизацию по соединению изолятор — корпус осуществляют методом осадки корпуса в нагретом состоянии (термоосадкой).
Боковой электрод -массы» прямоугольного сечения приваривают к торцу корпуса и изгибают в сторону центрального. На цоколь корпуса с упором в плоскую опорную поверхность устанавливают уплотнительное кольцо, предназначенное для герметизации соединения свеча — двигатель.
На резьбовую часть контактного стержня устанавливают контактную гайку, если это требуется конструкцией наконечника высоковольтного провода. В некоторых свечах контактный стержень не имеет резьбовой головки, она сразу же штампуется в форме контактной гайки.
ИЗОЛЯТОР
Для обеспечения бесперебойности искрообразования изолятор должен обладать необходимой электрической прочностью даже при высокой рабочей температуре. Напряжение, прикладываемое к изолятору в процессе работы двигателя, равно напряжению пробоя искрового зазора. Это напряжение возрастает с увеличением давления и величины зазора и уменьшается по мере возрастания температуры. На двигателях с классической системой зажигания используются свечи с искровым зазором 0.5-0,7 мм. Максимальная величина напряжения пробоя в этих условиях не превышает 12-15 кВ (амплитудное значение). На двигателях с электронными системами зажигания установочный искровой зазор составляет 0,8-1,0 мм. В процессе эксплуатации он может увеличиться до 1,3-1,5 мм (у обеих систем). При этом напряжение пробоя может достигать 20-25 кВ.
Это напряжение возрастает с увеличением давления и величины зазора и уменьшается по мере возрастания температуры. На двигателях с классической системой зажигания используются свечи с искровым зазором 0.5-0,7 мм. Максимальная величина напряжения пробоя в этих условиях не превышает 12-15 кВ (амплитудное значение). На двигателях с электронными системами зажигания установочный искровой зазор составляет 0,8-1,0 мм. В процессе эксплуатации он может увеличиться до 1,3-1,5 мм (у обеих систем). При этом напряжение пробоя может достигать 20-25 кВ.
Конструкция изолятора относительно проста — это цилиндр с осевым отверстием для установки центрального электрода.
в средней части изолятора имеется утолщение, так называемый -поясок- для соединения с корпусом. Ниже пояска расположена более тонкая цилиндрическая часть — -дульце-, переходящая в тепловой конус. В месте перехода от дульца к тепловому конусу расположена коническая поверхность, предназначенная для установки между изолятором и корпусом герметизирующей теплоотводящей шайбы. Выше пояска расположена -головка’, а в месте перехода от пояска к головке расположено плечико под завальцовку буртика корпуса при сборке свечи.
Выше пояска расположена -головка’, а в месте перехода от пояска к головке расположено плечико под завальцовку буртика корпуса при сборке свечи.
Допустимая, с учетом коэффициента запаса прочности, толщина стенок определяется электрической прочностью материала изолятора. По отечественным стандартам изолятор должен выдерживать испытательное напряжение от 18 до 22 кВ (действующее значение), что больше амплитудного в 1.4 раза Длина головки изолятора определяется напряжением поверхностного перекрытия и выполняется в пределах от 15 до 35 мм. У большинства автомобильных свечей эта величина около 25 мм. Дальнейшее увеличение малоэффективно и приводит к снижению механической прочности изолятора. Для исключения возможности электрического пробоя по поверхности изолятора его головку снабжают кольцевыми канавками (барьерами тока) и покрывают специальной глазурью для защиты от возможного загрязнения.
Функцию защиты от поверхностного перекрытия со стороны камеры сгорания выполняет тепловой конус.
Первоначально в качестве материала изолятора применяли обычный фарфор. но такой изолятор плохо сопротивлялся тепловому воздействию и имел низкую механическую прочность.
С увеличением мощности двигателей потребовались изоляторы более надежные. чем фарфоровые. Продолжительное время применяли слюдяные изоляторы. Однако при использовании топлив с присадкой свинца слюда разрушалась. Изоляторы снова стали изготавливать керамическими, но не из фарфора, а из особо прочной технической керамики.
Наиболее распространенной и экономически целесообразной для производства изоляторов является технология изостатического прессования, когда из заранее подготовленных компонентов изготавливают гранулы необходимого состава и физических свойств. Из гранул при высоком давлении прессуют заготовки изоляторов, шлифуют до необходимых размеров с учетом усадки при обжиге, а затем однократно обжигают.
Современные изоляторы изготавливают из высокоглиноземистой конструкционной керамики на основе оксида алюминия. Такая керамика, содержащая около 95% оксида алюминия, способна выдержать температуру до 1600 ‘С и имеет высокую электрическую и механическую прочность.
Важнейшим преимуществом керамики из оксида алюминия является то, что она обладает высокой теплопроводностью. Это существенно улучшает тепловую характеристику свечи, так как через изолятор проходит основной поток тепла, поступающий в свечу через тепловой конус и центральный электрод (рис. 10).
КОРПУС
Металлический корпус предназначен для установки свечи в двигатель и обеспечивает герметичность соединения с изолятором. К его торцу приваривается боковой электрод, а в конструкциях с кольцевым искровым зазором корпус непосредственно выполняет функцию электрода «массы».
Корпус изготавливают штамповкой или точением из конструкционных малоуглеродистых сталей.
внутри корпуса имеется кольцевой выступ с конической поверхностью. на которую опирается изолятор. На цилиндрической части корпуса выполнена кольцевая проточка, так называемая термоосадочная канавка. В процессе сборки свечи верхний буртик корпуса завальцовывают на поясок изолятора. Затем его нагревают и осаживают на прессе, при этом термоосадочная канавка подвергается пластической деформации, и корпус плотно охватывает изолятор. В результате термоосадки корпус оказывается в напряженном состоянии, что обеспечивает герметичность свечи на весь срок службы.
на которую опирается изолятор. На цилиндрической части корпуса выполнена кольцевая проточка, так называемая термоосадочная канавка. В процессе сборки свечи верхний буртик корпуса завальцовывают на поясок изолятора. Затем его нагревают и осаживают на прессе, при этом термоосадочная канавка подвергается пластической деформации, и корпус плотно охватывает изолятор. В результате термоосадки корпус оказывается в напряженном состоянии, что обеспечивает герметичность свечи на весь срок службы.
Рис. 10. Тепловые потоки в изоляторе свечи
ЭЛЕКТРОДЫ
Как сказано выше, для улучшения эффективности воспламенения электроды свечи должны быть как можно более тонкими и длинными, а искровой зазор должен иметь максимально допустимую величину. С другой стороны, для обеспечения долговечности электроды должны быть достаточно массивными.
Поэтому, в зависимости от требований к мощности, топливной экономичности и токсичности двигателей, с одной стороны, и требований к долговечности свечи с другой стороны, к каждому типу двигателя разрабатывалась своя конструкция электродов.
Появление биметаллических электродов позволило в определенной степени решить эту проблему, так как такой электрод имеет достаточную теплопроводность. В отличие от обычного «монометаллического» он при работе на двигателе имеет меньшую температуру и соответственно больший ресурс. В тех случаях, когда требуется увеличить ресурс, применяют два электрода «массы- (рис.11). На свечах зарубежного производства с этой целью применяют три и даже четыре электрода. Отечественная промышленность выпускает свечи с таким количеством электродов только для авиационных и промышленных газовых двигателей. Следует отметить, что с увеличением числа электродов снижается стойкость к образованию нагара и затрудняется очистка от нагара.
К материалу электродов предъявляются следующие требования высокая коррозионная и эрозионная стойкость: жаростойкость и окалиностойкость: высокая теплопроводность; достаточная для штамповки пластичность. Стоимость материала не должна быть высокой Наибольшее распространение в отечественной промышленности для изготовления центральных электродов свечей зажигания получили жаростойкие сплавы: железо-хромтитан, никель-хром-железо и никельхром с различными легирующими добавками
Рис. |
 11. Свеча А26ДВ-1 с двумя боковыми электродами «массы-
11. Свеча А26ДВ-1 с двумя боковыми электродами «массы-Боковой электрод «массы» должен обладать высокой жаростойкостью и стойкостью к коррозии. Он должен обладать хорошей свариваемостью с обычной конструкционной сталью, из которой изготавливают корпус, поэтому применяют сплав никель — марганец (например. НМц-5). Боковой электрод должен обладать хорошей пластичностью для обеспечения возможности регулирования искрового зазора.
С целью снижения гасящего влияния электродов при доработке свечей на электродах выполняют канавки, в электроде -массы» выполняют сквозные отверстия. Иногда боковой электрод разделяют на две части, превращая одноэлектродную свечу в двухэлектродную.
ВСТРОЕННЫЙ РЕЗИСТОР
Искровой разряд является источником электромагнитных помех, в том числе радиоприему. Для их подавления между центральным электродом и контактной головкой устанавливают резистор, имеющий при температуре 25±10 ‘С электрическое сопротивление от 4 до 13к0м. В процессе эксплуатации допускается изменение величины этого сопротивления в диапазоне 2-50 кОм после воздействия температуры от -40 до +300 ‘С и импульсов высокого напряжения.
В процессе эксплуатации допускается изменение величины этого сопротивления в диапазоне 2-50 кОм после воздействия температуры от -40 до +300 ‘С и импульсов высокого напряжения.
ДОПОЛНИТЕЛЬНЫЙ ИЗОЛЯТОР
Даже небольшие потери энергии зажигания приводят к ослаблению искры со всеми неприятными последствиями: ухудшение пуска, неустойчивая работа на холостом ходу, потеря мощности двигателя, перерасход топлива, рост токсичности отработавших газов и т. д. Если поверхность изолятора покрыта нагаром, грязью или просто влагой, происходит утечка тока «на массу». Она обнаруживается в темноте в виде коронного разряда по поверхности изолятора. Утечка по загрязненной поверхности теплового конуса изолятора в камере сгорания двигателя может привести к отказу в искрообразовании. Наиболее радикальным способом повышения электрической прочности изоляции является установка между корпусом и контактной головкой свечи дополнительного изолятора в виде керамической втулки. Таким образом, свеча приобретает двойную защиту от утечек тока «на массу».
Данное техническое рошенио защищено патентом и реализовано у нас в стране ЗАО «Автоконинвест» (Москва).
ФОРКАМЕРНЫЕ СВЕЧИ
Рис. 12. Форкамерная свеча зажигания
Известны различные варианты устройства свечи, у которых рабочая камера выполнена в виде форкамеры. Их используют с целью улучшения сгорания рабочей смеси. Форкамерные свечи подобны свечам для спортивных форсированных двигателей, где электроды для защиты от перегрева установлены глубоко внутри рабочей камеры корпуса. Отличие заключается в том. что отверстие. соединяющее рабочую камеру (форкамеру) с цилиндром двигателя, делают специальной формы. При сжатии свежая смесь поступает в форкамеру, искровой разряд возникает в области вихревого потока, и образование первичного очага воспламенения становится интенсивнее. Благодаря этому обеспечивается быстрое распространение пламени в форкамере. Давление быстро возрастает и выбрасывает факел пламени, проникающий в камеру сгорания двигателя и интенсифицирующий воспламенение даже сильно обедненной рабочей смеси.
При перетекании горящих газов из форкамеры в цилиндр двигателя, в связи с турбулизацией горючей смеси, ускоряется и становится более эффективным процесс сгорания. Это. в свою очередь, может привести к улучшению показателей, характеризующих топливную экономичность и токсичность отработавших газов.
Недостатки форкамерных свечей заключаются в том, что велико гасящее влияние электродов, а стойкость к образованию нагара мала. Вентиляция форкамеры затруднена и горючая смесь в ней содержит повышенное количество остаточных газов. При перетекании горящих газов из форкамеры в цилиндр возникают дополнительные тепловые потери. Один из вариантов форкамерной свечи представлен на рис. 12.
Свечи зажигания: назначение, устройство и маркировка
Содержание статьи
- 1 Назначение и устройство свечей зажигания
- 2 Маркировка свечей
- 2.
 1 Варианты замены свечей
1 Варианты замены свечей
- 2.
- 3 Диагностика работы двигателя по состоянию свечей зажигания
Назначение и устройство свечей зажигания
Устройство свечи зажиганияЗадачей свечи зажигания в бензиновом двигателе автомобиля является воспламенение топливно-воздушной смеси в камере сгорания. Детали свечи, находящиеся в камере сгорания, подвергаются высоким термическим, механическим, электрическим нагрузкам, а также химическому воздействию продуктов неполного сгорания топлива. Температура в ней изменяется от 70 до 2500°С, давление газов достигает 50-60 бар, а напряжение на электродах доходит до 20 кВ и выше. Такие жесткие условия работы определяют особенности конструкции свечей и применяемых материалов, так как от бесперебойности искрообразования зависят мощность, топливная экономичность, пусковые свойства двигателей, а также токсичность отработавших газов.
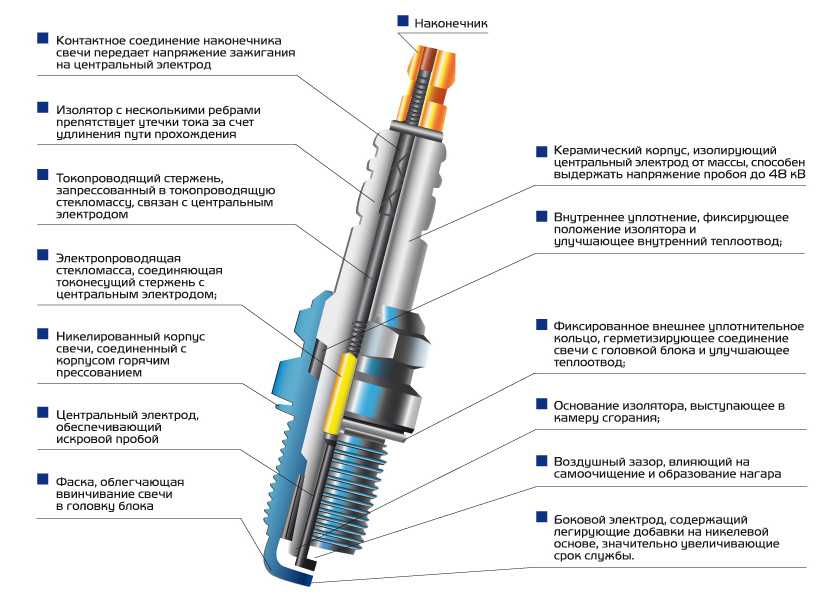
Основными элементами любой свечи зажигания являются металлический корпус, керамический изолятор, электроды и контактный стержень. Корпус имеет резьбу, которая ввинчивается в головку блока цилиндров, шестигранник “под ключ” и специальное покрытие для защиты от коррозии. Опорная поверхность может быть плоской или конической. В первом случае для надежной герметизации свечного отверстия используется уплотнительное кольцо. Материалом изолятора служит высокопрочная керамика. Для предотвращения утечки электричества на его поверхности (в верхней части изолятора) делают кольцевые канавки (барьеры тока) и наносят специальную глазурь, а часть изолятора со стороны камеры сгорания выполняют в форме конуса (называемого тепловым). Внутри керамической части свечи закреплены центральный электрод и контактный стержень, между которыми может быть расположен резистор, подавляющий радиопомехи. Герметизация соединения этих деталей осуществляется токопроводящей стекломассой (стеклогерметиком). Боковой электрод “массы” приварен к корпусу.
Корпус имеет резьбу, которая ввинчивается в головку блока цилиндров, шестигранник “под ключ” и специальное покрытие для защиты от коррозии. Опорная поверхность может быть плоской или конической. В первом случае для надежной герметизации свечного отверстия используется уплотнительное кольцо. Материалом изолятора служит высокопрочная керамика. Для предотвращения утечки электричества на его поверхности (в верхней части изолятора) делают кольцевые канавки (барьеры тока) и наносят специальную глазурь, а часть изолятора со стороны камеры сгорания выполняют в форме конуса (называемого тепловым). Внутри керамической части свечи закреплены центральный электрод и контактный стержень, между которыми может быть расположен резистор, подавляющий радиопомехи. Герметизация соединения этих деталей осуществляется токопроводящей стекломассой (стеклогерметиком). Боковой электрод “массы” приварен к корпусу.
Электроды изготавливают из жаростойкого металла или сплава. Для улучшения отвода тепла от теплового конуса центральный электрод может изготавливаться из двух металлов (биметаллический электрод) – центральную часть из меди заключают в жаростойкую оболочку. Биметаллический электрод обладает повышенным ресурсом благодаря тому, что хорошая теплопроводность меди препятствует чрезмерному его нагреву. Это позволяет, помимо улучшения термоэластичности, повысить надежность и долговечность свечи. С целью увеличения срока эксплуатации выпускаются свечи зажигания с несколькими боковыми электродами и тонкоэлектродные с центральным электродом, покрытым слоем платины или иридия. Срок службы свечей зажигания (в зависимости от конструкции) составляет от 30 до 100 тыс. км.
Биметаллический электрод обладает повышенным ресурсом благодаря тому, что хорошая теплопроводность меди препятствует чрезмерному его нагреву. Это позволяет, помимо улучшения термоэластичности, повысить надежность и долговечность свечи. С целью увеличения срока эксплуатации выпускаются свечи зажигания с несколькими боковыми электродами и тонкоэлектродные с центральным электродом, покрытым слоем платины или иридия. Срок службы свечей зажигания (в зависимости от конструкции) составляет от 30 до 100 тыс. км.
Маркировка свечей
В маркировке свечи зажигания указываются ее геометрические и посадочные размеры, особенности конструкции и калильное число. Разные производители имеют свою систему обозначений. Ниже приведены маркировки, применямые российскими и ведущими зарубежными изготовителями, а также таблица взаимозаменяемости свечей разных марок (для просмотра нажмите на нужную картинку – файл откроется в новом окне).
Варианты замены свечей
Варианты замены свечейКалильное число является показателем тепловых свойств свечи (ее способности нагреваться при различных тепловых нагрузках двигателя).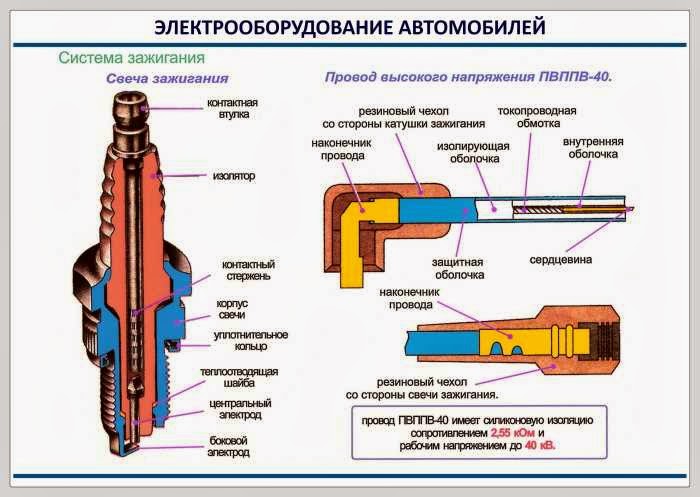 Оно пропорционально среднему давлению, при котором в процессе испытаний свечи на моторной тарировочной установке в ее цилиндре начинает появляться калильное зажигание (неуправляемый процесс воспламенения рабочей смеси от раскаленных элементов свечи). Свечи с небольшим калильным числом называют горячими. Их тепловой конус нагревается до температуры 900°С (температура начала калильного зажигания) при относительно небольшой тепловой нагрузке. Такие свечи применяются на малофорсированных двигателях с небольшими степенями сжатия. У холодных свечей калильное зажигание возникает при больших тепловых нагрузках, и они используются на высокофорсированных двигателях.
Оно пропорционально среднему давлению, при котором в процессе испытаний свечи на моторной тарировочной установке в ее цилиндре начинает появляться калильное зажигание (неуправляемый процесс воспламенения рабочей смеси от раскаленных элементов свечи). Свечи с небольшим калильным числом называют горячими. Их тепловой конус нагревается до температуры 900°С (температура начала калильного зажигания) при относительно небольшой тепловой нагрузке. Такие свечи применяются на малофорсированных двигателях с небольшими степенями сжатия. У холодных свечей калильное зажигание возникает при больших тепловых нагрузках, и они используются на высокофорсированных двигателях.
Пока тепловой конус не нагреется до 400°С, на нем образуется нагар, приводящий к утечкам тока и нарушению искрообразования. По достижении этой температуры он (нагар) начинает сгорать, происходит очищение свечи (самоочищение). Чем длиннее тепловой конус, тем больше его площадь, поэтому он нагревается до температуры самоочищения при меньшей тепловой нагрузке. К тому же выступание этой части изолятора из корпуса усиливает ее обдув газами, что дополнительно ускоряет прогрев и улучшает очищение от нагара. Увеличение длины теплового конуса приводит к уменьшению калильного числа (свеча становится “горячее”).
К тому же выступание этой части изолятора из корпуса усиливает ее обдув газами, что дополнительно ускоряет прогрев и улучшает очищение от нагара. Увеличение длины теплового конуса приводит к уменьшению калильного числа (свеча становится “горячее”).
Диагностика работы двигателя по состоянию свечей зажигания
Свеча зажигания может обеспечить бесперебойную работу только при соблюдении нижеперечисленных условий:
- используются свечи, рекомендованные изготовителем двигателя;
- используется марка бензина, указанная в руководстве по эксплуатации автомобиля;
- исправны системы зажигания и питания;
- не превышено усилие при вворачивании свечи в головку блока двигателя.
Наиболее вероятной причиной преждевременного отказа свечей является загрязнение их продуктами неполного сгорания или увеличение искрового зазора из-за износа электродов. При этом решающее влияние на работоспособность свечей оказывает техническое состояние двигателя. Даже по внешнему виду свечи можно многое сказать как о работе двигателя в целом, так и об отдельных его узлах. Осмотр свечи нужно проводить после продолжительной работы двигателя, идеальным вариантом будет осмотр свечи после длительной поездки по загородному шоссе. Ошибкой некоторых автолюбителей, например является то, что после холодного старта двигателя при минусовой температуре и неустойчивой его работе первым делом выкручивают свечи и увидев черный нагар, делают поспешные выводы. А ведь этот нагар мог образоваться во время работы двигателя в режиме холодного старта, когда смесь принудительно обогащается, а неустойчивая работа могла быть следствием скажем плохого состояния высоковольтных проводов. Поэтому если вас что-то не устраивает в работе двигателя, и вы решили сделать диагностику его работы с помощью свечей, нужно проехать на изначально чистых свечах минимум километров 250-300, и только после этого делать какие-то выводы.
Осмотр свечи нужно проводить после продолжительной работы двигателя, идеальным вариантом будет осмотр свечи после длительной поездки по загородному шоссе. Ошибкой некоторых автолюбителей, например является то, что после холодного старта двигателя при минусовой температуре и неустойчивой его работе первым делом выкручивают свечи и увидев черный нагар, делают поспешные выводы. А ведь этот нагар мог образоваться во время работы двигателя в режиме холодного старта, когда смесь принудительно обогащается, а неустойчивая работа могла быть следствием скажем плохого состояния высоковольтных проводов. Поэтому если вас что-то не устраивает в работе двигателя, и вы решили сделать диагностику его работы с помощью свечей, нужно проехать на изначально чистых свечах минимум километров 250-300, и только после этого делать какие-то выводы.
На фото №1 изображена свеча, вывернутая из двигателя, работу которого можно считать отличной. Юбка центрального электрода имеет светло-коричневый цвет, нагар и отложения минимальны. Полное отсутствие следов масла. Владельцу данного мотора можно только позавидовать, и есть чему: это экономичный расход топлива и отсутствие необходимости доливать масло от замены до замены.
Полное отсутствие следов масла. Владельцу данного мотора можно только позавидовать, и есть чему: это экономичный расход топлива и отсутствие необходимости доливать масло от замены до замены.
Фото №2 – типичный пример свечи от двигателя с повышенным расходом топлива. Центральный электрод покрыт бархатисто-черным нагаром. Причин тому несколько: богатая воздушно-топливная смесь (неправильная регулировка карбюратора, угла опережения зажигания или неисправностьсистемы впрыска), засорение воздушного фильтра.
Фото №3 – наоборот, пример чрезмерно бедной воздушно-топливной смеси. Цвет электрода от светло-серого до белого. Здесь есть повод для беспокойства. Езда на слишком обедненной смеси и при повышенных нагрузках может стать причиной значительного перегрева, как самой свечи, так и камеры сгорания, а перегрев камеры сгорания прямой путь к прогару выпускных клапанов.
На фото №4 юбка центрального электрода свечи имеет характерный красноватый оттенок. Этот цвет можно сравнить с цветом красного кирпича. Покраснение вызвано работой двигателя на низкокачественном топливе, содержащем избыточное количество присадок, которые имеют в своем составе металл. Длительное использование такого топлива приведет к тому, что отложения металла образуют на поверхности изоляции токопроводящий налет, через который току будет легче пройти, чем между электродами свечи, и свеча перестанет работать.
На фото № 5 свеча имеет ярко выраженные следы масла, особенно в резьбовой части. Двигатель с такими свечами после длительной стоянки имеет обыкновение после запуска “троить” некоторое время, а по мере прогрева работа стабилизируется. Причина этого – неудовлетворительное состояние маслоотражательных колпачков. Налицо повышенный расход масла. В первые минуты работы двигателя, в момент прогрева, характерный бело-синий выхлоп.
Фото № 6 – свеча вывернута из неработающего цилиндра. Центральный электрод, его юбка покрыты плотным слоем масла, смешанного с каплями несгоревшего топлива и мелкими частицами от разрушений, произошедшими в этом цилиндре. Причина этого – разрушение одного из клапанов или поломка перегородок между поршневыми кольцами с попаданием металлических частиц между клапаном и его седлом. В данном случае двигатель “троит” уже не переставая, заметна значительная потеря мощности, расход топлива возрастает в полтора, два раза. Выход один – ремонт.
Фото № 7 – полное разрушение центрального электрода с его керамической юбкой. Причиной данного разрушения мог стать один из перечисленных ниже факторов: длительная работа двигателя с детонацией, применение топлива с низким октановым числом, очень раннее зажигание, и просто бракованая свеча. Симптомы работы двигателя такие же, как в предыдущем случае. Единственное, на что можно надеяться, так это на то, что частицы центрального электрода сумели проскочить в выхлопную систему, не застряв под выпускным клапаном, иначе тоже не избежать ремонта головки блока цилиндров.
Фото № 8 последнее в этом обзоре. Электрод свечи оброс зольными отложениями, цвет не играет решающей роли, он лишь свидетельствует о работе топливной системы. Причина этого нароста – сгорание масла вследствие выработки или залегания маслосъемных поршневых колец. У двигателя повышенный расход масла, при перегазовках из выхлопной трубы сильное синее дымление, запах выхлопа похож на мотоциклетный.
Причина этого нароста – сгорание масла вследствие выработки или залегания маслосъемных поршневых колец. У двигателя повышенный расход масла, при перегазовках из выхлопной трубы сильное синее дымление, запах выхлопа похож на мотоциклетный.
Если вы хотите, чтобы с работой вашего двигателя было меньше проблем, вспоминайте о свечах не только тогда, когда мотор отказывается работать. Производитель гарантирует безотказную работу свечи на исправном двигателе 30 тыс. километров пробега. Однако не лишним будет в среднем каждые 10 тыс. километров пробега проверять состояние свечей. Прежде всего это проверка и, при необходимости, регулировка зазора до требуемой величины, удаление нагара. Нагар удалять лучше металлической щеткой, от пескоструйной обработки разрушается керамика центрального электрода, и вы рискуете получить копию с фото № 7.
Конструкция свечи зажигания
В верхней части свечи зажигания находится клемма для подключения к системе зажигания.
Точная конструкция клеммы зависит от использования свечи зажигания. Большинство проводов свечей зажигания легковых автомобилей защелкиваются на контакте свечи, но некоторые провода имеют лепестковые разъемы, которые крепятся к свече под гайкой.
Вилки, которые используются для этих приложений, часто имеют конец клеммы, выполняющий двойную функцию в качестве гайки на тонком резьбовом валу, поэтому их можно использовать для любого типа соединения.
Это необходимая часть свечи зажигания.
Диаметр делителя
Диаметр свечи зажигания берется поперек резьбы. Шаг свечи зажигания для каждого диаметра указан ниже. Эта информация полезна при поиске отверстия в головке блока цилиндров для свечи зажигания
M8 x 1,0 мм
М10 х 1,0 мм
М12 х 1,25 мм
М14 х 1,25 мм
М18 х 1,5 мм
M22 x 1,5 мм
Ребра
За счет удлинения поверхности между клеммой высокого напряжения и заземленным металлическим корпусом свечи зажигания физическая форма ребер улучшает электрическую изоляцию и предотвращает утечку электроэнергии вдоль поверхности изолятора от клеммы к металлическому корпусу. Нарушенный и более длинный путь приводит к тому, что электричество сталкивается с большим сопротивлением вдоль поверхности свечи зажигания даже в присутствии грязи и влаги.
Нарушенный и более длинный путь приводит к тому, что электричество сталкивается с большим сопротивлением вдоль поверхности свечи зажигания даже в присутствии грязи и влаги.
Изолятор
Основная часть изолятора изготовлена из фарфора. Его основная функция заключается в обеспечении механической поддержки центрального электрода при изоляции высокого напряжения.
Он играет второстепенную роль, особенно в современных двигателях с глубоко недоступными заглушками, в удлинении клеммы над головкой блока цилиндров, чтобы сделать ее более доступной.
Ребра
За счет удлинения поверхности между клеммой высокого напряжения и заземленным металлическим корпусом свечи зажигания физическая форма ребер улучшает электрическую изоляцию и предотвращает утечку электроэнергии вдоль поверхности изолятора от клеммы к металлическому корпусу. Нарушенный и более длинный путь приводит к тому, что электричество сталкивается с большим сопротивлением вдоль поверхности свечи зажигания даже в присутствии грязи и влаги.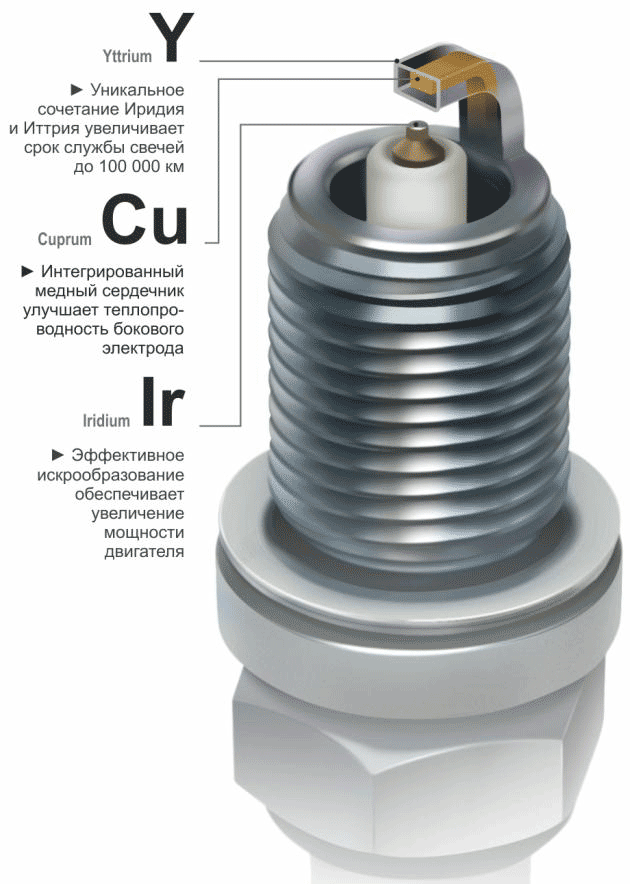
Наконечник изолятора
Наконечник изолятора, часть от металлического корпуса свечи до центрального электрода, выступающего в камеру сгорания, должен выдерживать высокие температуры, сохраняя при этом электрическую изоляцию. Чтобы избежать перегрева электрода, он также должен обладать хорошей теплопроводностью. Фарфор основного изолятора не соответствует требованиям, поэтому используется спеченная керамика на основе оксида алюминия, рассчитанная на то, чтобы выдерживать 650 ° C и 60 000 В. Точный состав и длина изолятора определяют диапазон нагрева вилки. Короткие изоляторы — это «более холодные» вилки. «Горячие» вилки изготавливаются с удлиненным ходом к металлическому корпусу, путем изоляции изолятора на большей части его длины кольцевой канавкой. В старых свечах зажигания, особенно в самолетах, использовался изолятор, сделанный из сложенных друг на друга слоев слюды, сжатых под действием напряжения в центральном электроде. С развитием этилированного бензина в 19 в. 30-х годов отложения свинца на слюде стали проблемой и сократили интервал между чисткой свечи зажигания. Спеченный оксид алюминия был разработан Siemens в Германии, чтобы противодействовать этому.
30-х годов отложения свинца на слюде стали проблемой и сократили интервал между чисткой свечи зажигания. Спеченный оксид алюминия был разработан Siemens в Германии, чтобы противодействовать этому.
Уплотнения
Поскольку свеча зажигания при установке также герметизирует камеру сгорания двигателя, уплотнения обеспечивают отсутствие утечек из камеры сгорания. Уплотнение обычно изготавливается с использованием многослойного припоя, поскольку не существует припоев, которые смачивают как керамический, так и металлический корпус, и поэтому требуются промежуточные сплавы.
Металлический кейс
Металлический корпус (или «кожух», как его многие называют) свечи зажигания воспринимает момент затяжки свечи, служит для отвода тепла от изолятора и передачи его на головку блока цилиндров, служит основанием для искры, проходящие через центральный электрод к боковому электроду. Поскольку он действует как земля, он может быть вредным, если прикоснуться к нему во время воспламенения.
Центральный электрод
Центральный электрод подключается к клемме через внутренний провод и, как правило, последовательное керамическое сопротивление для уменьшения излучения радиопомех от искрения. Наконечник может быть изготовлен из комбинации меди, никеля и железа, хрома или драгоценных металлов. В конце семидесятых развитие двигателей достигло стадии, когда «тепловой диапазон» обычных свечей зажигания с центральными электродами из цельного никелевого сплава не мог удовлетворить их требования. Свеча, которая была достаточно «холодной», чтобы справиться с требованиями высокоскоростной езды, не смогла бы сжечь углеродистые отложения, вызванные городскими условиями с частыми остановками, и загрязнилась бы в этих условиях, вызывая пропуски зажигания двигателя.
Точно так же свеча зажигания, которая была достаточно «горячей» для бесперебойной работы в городе, могла фактически расплавиться при длительном движении на высокой скорости по автомагистралям, вызывая серьезные повреждения двигателя. Ответом на эту проблему, придуманным производителями свечей зажигания, стал центральный электрод, который отводил теплоту сгорания от наконечника более эффективно, чем это было возможно с твердым никелевым сплавом.
Ответом на эту проблему, придуманным производителями свечей зажигания, стал центральный электрод, который отводил теплоту сгорания от наконечника более эффективно, чем это было возможно с твердым никелевым сплавом.
Медь была выбрана в качестве материала для этой задачи, и компания Floform разработала метод изготовления центрального электрода с медным сердечником.
Центральный электрод обычно предназначен для выброса электронов (катод), потому что это самая горячая (обычно) часть свечи; с горячей поверхности легче испускать электроны из-за тех же физических законов, которые увеличивают испускание пара с горячих поверхностей (см. термоэлектронную эмиссию). Кроме того, электроны испускаются там, где напряженность электрического поля наибольшая; это от любого места, где радиус кривизны поверхности наименьший, то есть от острой точки или края, а не от плоской поверхности (см. коронный разряд). Было бы проще всего вытащить электроны из заостренного электрода, но заостренный электрод разрушится уже через несколько секунд. Вместо этого электроны испускаются с острых краев конца электрода; по мере того как эти края стираются, искра становится слабее и менее надежной.
Вместо этого электроны испускаются с острых краев конца электрода; по мере того как эти края стираются, искра становится слабее и менее надежной.
Когда-то было принято снимать свечи зажигания, счищать отложения с концов либо вручную, либо с помощью специального пескоструйного оборудования и подпиливать конец электрода, чтобы восстановить острые края, но эта практика стала реже, поскольку свечи зажигания теперь просто заменены, с гораздо более длительными интервалами. Разработка высокотемпературных электродов из драгоценных металлов (с использованием таких металлов, как иттрий, иридий, платина, вольфрам или палладий, а также относительно обычных серебра или золота) позволяет использовать центральную проволоку меньшего размера, которая имеет более острые края, но не расплавиться или разъесться. Меньший электрод также поглощает меньше тепла от искры и начальной энергии пламени. В какой-то момент Firestone продавала свечи с полонием на наконечнике, исходя из сомнительной теории о том, что радиоактивность ионизирует воздух в зазоре, облегчая искрообразование.
Боковой электрод или заземляющий электрод:rn Боковой электрод изготовлен из стали с высоким содержанием никеля и приварен к боковой части металлического корпуса. Боковой электрод также сильно нагревается, особенно на выступающих носовых заглушках.
В некоторых конструкциях этот электрод снабжен медным сердечником для повышения теплопроводности.
Можно также использовать несколько боковых электродов, чтобы они не перекрывали центральный электрод.
Производство свечей зажигания | Как производятся свечи зажигания?
июль 2019 г.
Свечи зажигания имеют долгую и дорогостоящую историю разработки. По мере продолжения исследований производители производят еще более долговечные свечи зажигания.
В течение многих лет производители протестировали около 2000 электродных материалов и 25000 комбинаций изоляторов, чтобы изготовить свечи зажигания высочайшего качества.
В настоящее время большинство производителей используют серебро, золото или платину для производства электродов с медным центром.
Каждый металл имеет свои преимущества. В то время как серебро обладает отличной теплопроводностью, платина особенно устойчива к коррозии.
Силлиманит и термостойкая керамика на основе оксида алюминия часто используются в производстве изоляционных материалов для эффективного уменьшения перекрытий и электрических утечек.
Производство свечей зажигания: компоненты
Свечи зажигания различаются по конструкции, но все они производятся с использованием следующих компонентов.
- Центральный электрод : толстая металлическая проволока, которая вставляется в штекер по всей длине. Электрод проводит электричество от кабеля зажигания к электродному промежутку на противоположном конце свечи зажигания.
- Боковой электрод : короткая толстая проволока из никелевого сплава, которая прикрепляется к корпусу и центральному электроду, создавая искровой разрядник. Зазор обычно составляет от 0,020 до 0,080 дюйма.
- Изолятор : керамический корпус, покрывающий большую часть центрального электрода, при этом верхний и нижний концы электрода остаются открытыми.
- Корпус : шестигранный металлический корпус с резьбой, позволяющий производителям устанавливать свечи зажигания в головку блока цилиндров двигателя.
Производство свечей зажигания: процесс
Каждый основной компонент свечи зажигания изготавливается в процессе непрерывной сборки.
Производители внедряют стандарты и методы контроля качества на протяжении всего процесса, чтобы обеспечить точность и безопасность производства, чтобы свечи зажигания могли выполнять свои функции.
Производители проверяют входящие детали и инструменты – проверки и испытания под давлением гарантируют, что каждая свеча зажигания соответствует проектным спецификациям.
Вот пошаговое описание процесса изготовления свечи зажигания.
Шаг первый
Корпуса свечей зажигания обычно изготавливаются одним из трех способов.
Один из методов заключается в использовании производителями стальной проволоки холодной штамповки, которую они формуют при низких температурах.
В качестве альтернативы производители могут экструдировать сталь. Этот процесс включает в себя нагрев металла и проталкивание его через матрицу (фасонное отверстие) для формирования полой структуры оболочки.
Третий метод заключается в изготовлении оболочек путем подачи стальных стержней в автоматические винтовые станки. Машины формируют оболочки, просверливают в них отверстия и расширяют их.
Шаг второй
Формованные/экструдированные оболочки проходят второй процесс: либо механическую обработку, либо накатку.
Механическая обработка включает в себя резку наружной части оболочки с помощью станков для создания форм и контуров, а накатка включает пропускание оболочки через фигурные ролики для формирования гребней.
Шаг третий
Боковые электроды производители изготавливают из никелевых сплавов. Они подают сплавы в электросварочный аппарат, чтобы выправить их и приварить к оболочке. Затем производители обрезают электроды до нужной длины.
Они подают сплавы в электросварочный аппарат, чтобы выправить их и приварить к оболочке. Затем производители обрезают электроды до нужной длины.
Производители формируют каждый боковой электрод так, чтобы он имел небольшой изгиб (он усиливается после завершения сборки свечи зажигания).
Шаг четвертый
Производители наматывают нити на оболочки. Корпуса подвергаются электролитическому процессу, чтобы придать им защитный вид. Этот процесс включает замачивание раковин в растворе кислот, щелочей и солей.
Электрический ток проходит через раствор для создания тонкого металлического покрытия, которое производитель наносит на каждую оболочку.
Шаг пятый
Производители производят изоляторы, заливая жидкую керамику в резиновые формы. Производитель применяет гидравлическое давление для создания необожженных изоляционных заготовок.
Затем прессованные заготовки изоляторов формируют на контурно-шлифовальных станках. Они обжигают изоляторы в туннельной печи при температуре выше 2700°F. Изоляторы становятся прочными, плотными и влагостойкими. На них часто наносят идентификационную маркировку и глазуруют, а затем снова обжигают.
Изоляторы становятся прочными, плотными и влагостойкими. На них часто наносят идентификационную маркировку и глазуруют, а затем снова обжигают.
Шаг шестой
Производители изготавливают центральные электроды из никелевых сплавов. Они электрически приваривают сплавы к основной стальной контактной шпильке (провод, идущий от центра к нижней части свечи зажигания).
Клеммная шпилька соединяется с гайкой, которая крепится к кабелю зажигания. Этот кабель подает электрический ток на вилку.
Шаг седьмой
Производители зажимают узел центрального электрода и клеммной шпильки в изоляторе под большим давлением. Затем они помещают узел изолятора в металлическую оболочку, закрепляя его под давлением в 6000 фунтов.
Восьмой этап
Изготовители рассверливают сборку до нужной глубины и угла и обжимают край кожуха ( фланец ) для образования газо- и воздухонепроницаемого уплотнения.
Шаг девятый
Производители обжимают стандартные прокладки свечей зажигания поверх корпуса каждой свечи для максимальной безопасности.
Шаг десятый
Производители обрезают центральный электрод и повторно отливают заземляющий электрод, формируя соответствующий зазор свечи зажигания.
После изготовления свечей зажигания
После того, как свечи зажигания изготовлены, компания «Сделай сам» продает эти свечи различных известных брендов по лучшим ценам.
Наши клиенты находят свечи зажигания, вводя свои номерные знаки в наш инструмент поиска автомобилей. Инструмент сообщает им, какие свечи зажигания подходят для их автомобилей, они выбирают свечи, которые им нужны, и мы отправляем их в тот же день, когда это возможно.
Чтобы узнать, какие свечи зажигания вам нужны, введите свой номерной знак в инструмент поиска автомобиля.
Поиск по моему номерному знаку для свечей зажигания
Все автозапчасти для самостоятельного ремонта производятся надежными и высококачественными брендами. Вот лишь некоторые из брендов, которые у нас есть.
Информация о запчастях для самостоятельного ремонта автомобиля
Независимо от того, заменяете ли вы запчасти для собственного автомобиля или экономите средства, предоставляя их в местный гараж, сайт автосервиса «Сделай сам» — это идеальное место, где можно легко найти нужные вам запчасти для автомобиля.