
Полное руководство по коленчатому валу
Коленчатые валы изготавливаются литьем из модифицированного чугуна и используются в судовых, стационарных, локомотивных и тракторных двигателях. Его изготавливают путем нагревания стального блока до раскаленного докрасна, а затем придают ему форму под экстремальным давлением. Чугунные коленчатые валы дешевле и менее трудоемки для производителя по сравнению с коваными стальными.
В этой статье мы подробно обсудим функции, типы и части коленчатого вала. Принцип работы и приложения также обсуждаются в этой статье. Полная детализация ДЕК изготовленный коленчатый вал также упоминается в конце статьи.
Что такое коленчатый вал?
Наблюдения и советы этой статьи мы подготовили на основании опыта команды коленчатый вал является наиболее важной частью двигателя внутреннего сгорания и сталкивается с очень высокой нагрузкой во время использования двигателя. Его функция заключается в преобразовании линейного движения во вращательное движение. Или можно сказать, что это механическая часть, которая выполняет возвратно-поступательное движение во вращательное движение. Выбор материала и изготовление зависят от типа двигателя, конструкции и геометрии коленчатого вала. Для обеспечения длительного срока эксплуатации необходимо использовать высокопрочный материал.
Или можно сказать, что это механическая часть, которая выполняет возвратно-поступательное движение во вращательное движение. Выбор материала и изготовление зависят от типа двигателя, конструкции и геометрии коленчатого вала. Для обеспечения длительного срока эксплуатации необходимо использовать высокопрочный материал.
Какова функция коленчатого вала?
Коленчатый вал важен для обеспечения плавного привода огромных двигателей с несколькими цилиндрами. При осмотре коленчатого вала можно обнаружить, что шатунный подшипник почти отбалансирован. В этом месте балансировка вала изменяет ответное движение на вращательное движение коленчатого вала. Вал просверлен мелкими отверстиями для подачи масла на вал, чтобы обеспечить плавность работы. Эта механическая часть состоит из некоторого противовеса, который помогает каркасу регулировать и контролировать вес шатуна.
Это также гарантирует регулировку мощности при вращении движущейся части. Коленчатый вал является структурой в соответствии с каждым двигателем. Его конструкция основана на количестве цилиндров в двигателе и его размере. В цикле зажигания кривошип наполняет рычаг, который тянет и толкает цилиндры. Это помогает вращательному движению двигателя. Когда коленчатый вал завершает свое вращение, поршень возвращается в наивысшую точку цилиндров. Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Его конструкция основана на количестве цилиндров в двигателе и его размере. В цикле зажигания кривошип наполняет рычаг, который тянет и толкает цилиндры. Это помогает вращательному движению двигателя. Когда коленчатый вал завершает свое вращение, поршень возвращается в наивысшую точку цилиндров. Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Из каких частей состоит коленчатый вал?
Шатун
Шатун — это механическая часть двигателя, с помощью которой соединительная тяга очень прочно соединяется с коленчатым валом. Для придания вращающего усилия большей части шатуна его форма цилиндрическая. Шатунная шейка также известна как шатунная шейка.
Основные журналы
Они крепятся к блокам двигателя. Коренной подшипник скольжения удерживает коленчатый вал и указывает ось вращения вала. Эти подшипники различаются от двигателя к двигателю, в зависимости от силы, создаваемой двигателем. Этот подшипник похож на подшипники скольжения и опорные подшипники.
Этот подшипник похож на подшипники скольжения и опорные подшипники.
Crank Web
Это самая важная часть коленчатого вала. Перепонка кривошипа соединяет коленчатый вал с коренными шейками.
Противовес
Это вес, который прикладывает противоположную силу, помогающую коленчатому валу сохранять равновесие и устойчивость. Они монтируются на шатуне. Причина размещения противовеса в коленчатом валу заключается в том, что он может устранить реакцию, вызванную вращательным движением. Это также облегчает работу двигателя и помогает увеличить скорость вращения.
Типы коленчатых валов
Коленчатый вал может быть выкован из стального стержня методом вальцевания или отлит из ковкой стали. Сегодня все больше и больше производителей отдают предпочтение кованым коленчатым валам из-за их меньшего веса, лучшего собственного демпфирования и более компактных размеров. Ниже упомянуты два типа коленчатых валов.
Монолит
Монолит сделан из цельного куска, поэтому он и называется монолитом. Коленчатые валы Monolith очень популярны и используются в многоцилиндровых двигателях.
Коленчатые валы Monolith очень популярны и используются в многоцилиндровых двигателях.
Собранный
Коленчатый вал сборного типа изготавливается из отдельных элементов, что в основном используется в мотоциклах. Коленчатые валы в сборе также используются в больших и малых двигателях.
Типы коленчатых валов в судовых двигателях
Полностью построенный
Как следует из названия, такие валы строятся по частям. В полностью построенном валу различные компоненты собираются вместе после отдельного изготовления. Он состоит из ковки отдельных шатунов, шатунов и основных шеек.
Этот процесс прост в том смысле, что мелкие детали соединяются для создания большего вала. Таким образом, обработка деталей становится проще. Полностью собранные валы тяжелее, так как они сделаны из дополнительного металла, чтобы выдерживать усадочные силы. Это приводит к усложнению изготовления и утяжелению вала. Эти валы больше не используются.
Полупостроенный вал
Они не состоят из сборки многих частей, как полностью построенный вал.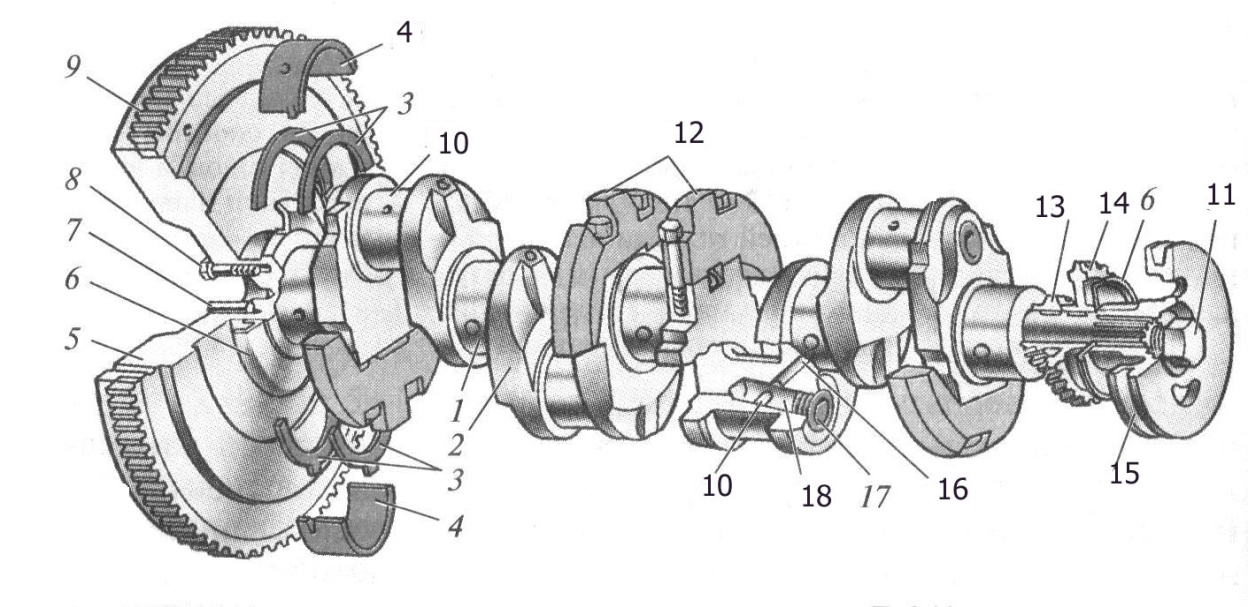 В этом валу полностью собранная шейка кривошипа выкована и сжата по размеру к генеральным подшипникам. Таким образом, материал шатунной шейки и шейки шатуна одинаков, и они обрабатываются вместе, чтобы получить гладкую поверхность. В настоящее время с помощью такого процесса создаются в основном большие дизельные двигатели, используемые в главных двигателях судов. Этот процесс помогает нам получить зернистую структуру по всей шейке кривошипа и избежать теплового повреждения отверстий кривошипа при установке в него шейки.
В этом валу полностью собранная шейка кривошипа выкована и сжата по размеру к генеральным подшипникам. Таким образом, материал шатунной шейки и шейки шатуна одинаков, и они обрабатываются вместе, чтобы получить гладкую поверхность. В настоящее время с помощью такого процесса создаются в основном большие дизельные двигатели, используемые в главных двигателях судов. Этот процесс помогает нам получить зернистую структуру по всей шейке кривошипа и избежать теплового повреждения отверстий кривошипа при установке в него шейки.
Сварной коленчатый вал
В этом типе изготовления вала все детали собираются с помощью сварки. Итак, одна половина приварена к другой половине. То же самое используется для присоединения журналов к сети Crank. С помощью этого процесса изготавливается очень мало валов, но они достаточно хороши и служат очень долго по сравнению с другими типами. Этот процесс изготовления валов слишком дорог, и теперь производитель прекратил производство валов с использованием этого процесса.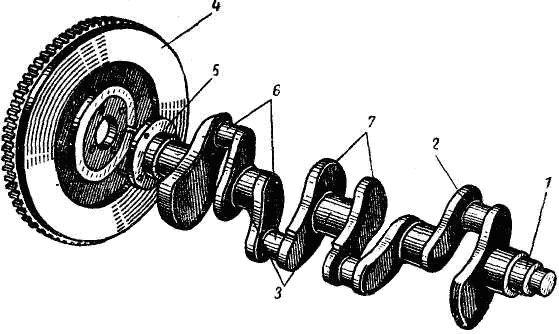
Один сплошной кусок
Эти валы выкованы или отлиты как единое целое. Цельные цельные валы используются в малых, средних и высокоскоростных двигателях. Он состоит из нескольких частей и скреплен болтами на цельных фланцах. Это разработано таким образом, чтобы выдерживать обжиг и циклические нагрузки. Коленчатый вал испытывает нагрузку из-за перекоса, осевой вибрации и крутильных колебаний коренного подшипника.
Как работает коленчатый вал?
Принципиально коленчатый вал выполняет простую задачу. Он переводит прямолинейное движение поршня во вращательное движение. Хотя принцип прост, мы должны внимательно присмотреться, чтобы увидеть, как он работает. Коленчатый вал перемещается в цилиндрах вверх и вниз. Он регулирует движение поршня. Два компонента двигателя, распределительный вал и коленчатый вал, синхронизированы для правильного регулирования движения поршня.
Движение коленчатого вала приводит во вращение распределительный вал, который управляет работой впускных и выпускных клапанов. Это позволяет воздуху течь в цилиндры двигателя, что способствует взрыву внутри цилиндров двигателя. Этот взрыв давит на поршень и передает энергию маховику.
Это позволяет воздуху течь в цилиндры двигателя, что способствует взрыву внутри цилиндров двигателя. Этот взрыв давит на поршень и передает энергию маховику.
Где используется коленчатый вал?
Коленчатый вал в основном используется для линейного возвратно-поступательного движения поршня во вращательное движение. Это помогает вашему автомобилю двигаться. Если вы знаете, как работает двигатель, он совершает возвратно-поступательное движение, когда топливо сгорает и выбрасываются газы. В его функции входит предотвращение столкновения поршня с головкой блока цилиндров и его выпадения из нижней части отверстий. Многоцилиндровый двигатель гарантирует, что поршень достигает вершины в нужное время. Это также помогает сохранить основной баланс двигателя за счет углового смещения кривошипа в течение соответствующего интервала времени.
Другие функции коленчатого вала заключаются в передаче мощности другим системам двигателя, таким как масляный насос, компрессор кондиционера, синхронизация клапанов и генератор переменного тока.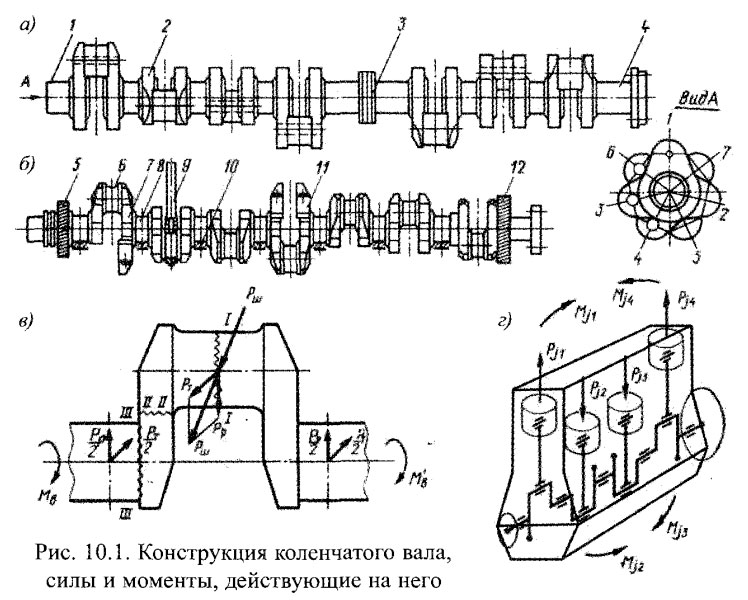
Можете ли вы предложить индивидуальный коленчатый вал?
Если вы являетесь производителем, который ищет коленчатый вал высочайшего качества, который прослужит долго и обеспечит неизмеримую рентабельность инвестиций, ДЕК должен быть вашим первым выбором. Нашим коленчатым валам доверяют ведущие производители по всему миру. Мы производим первоклассный коленчатый вал по индивидуальному заказу, который увеличивает мощность двигателя и ценность вашего бренда на рынке. У нас есть опыт в изготовлении и изготовлении машин на заказ, которые обеспечивают высочайшую эксплуатационную надежность.
Одно из немногих исключений – сервис и приложение для презентаций ДЕК предлагаем наши услуги широкому кругу клиентов по всему миру с максимальным качеством сборки и индивидуальным обслуживанием. Наше качество — это то, что делает нас уникальными в отрасли.
Заключение
В приведенном выше разделе мы подробно обсудили функции коленчатого вала, детали, типы, удобство использования и схему работы.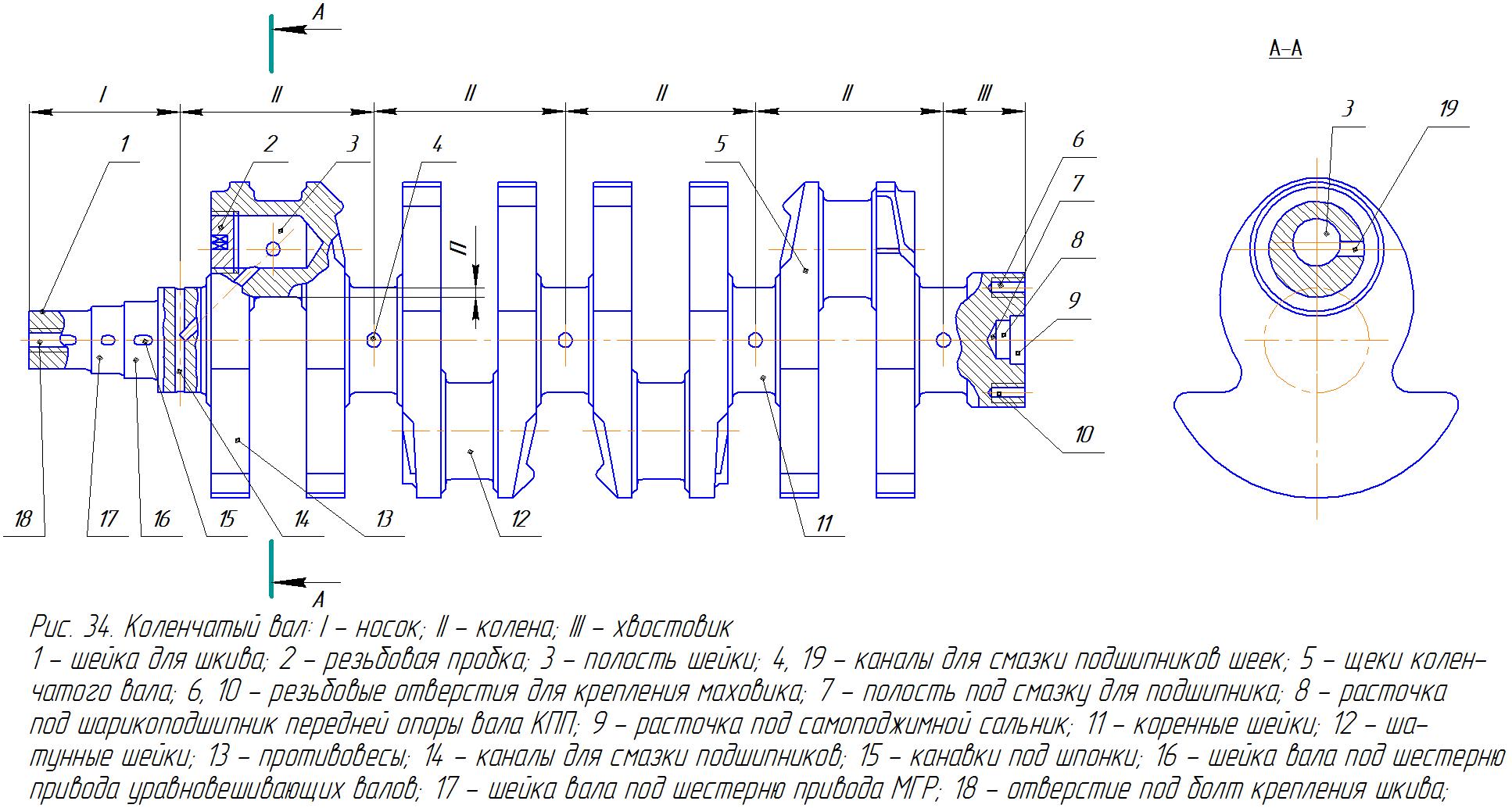 Эта статья дает общее представление о каждой функции коленчатого вала, а также о типах двигателей, в которых вы можете использовать коленчатый вал. Теперь вы можете выбрать наилучшую практику и тип коленчатого вала, которые вы можете использовать в своем производстве.
Эта статья дает общее представление о каждой функции коленчатого вала, а также о типах двигателей, в которых вы можете использовать коленчатый вал. Теперь вы можете выбрать наилучшую практику и тип коленчатого вала, которые вы можете использовать в своем производстве.
Разместите заказ прямо сейчас, чтобы получить его на ваш служебный адрес. Вы всегда можете Контакты нашим инженерам для технической поддержки или если у вас есть какие-либо вопросы о продукте.
Коленвал двигателя — для чего он нужен и как устроен
Содержание
- Назначение и принцип работы коленвала
- Устройство коленчатого вала
- Из чего состоит коленвал
- Неравномерность хода
- Система смазки коленчатого вала
- Основные неисправности
Коленвал в двигателе — самый главный из валов. А почему он в таком случае весь кривой, разберемся по порядку. В технике вал — это деталь, воспринимающая механическую энергию от других составляющих механизма и передающая мощность и крутящий момент остальным компонентам системы.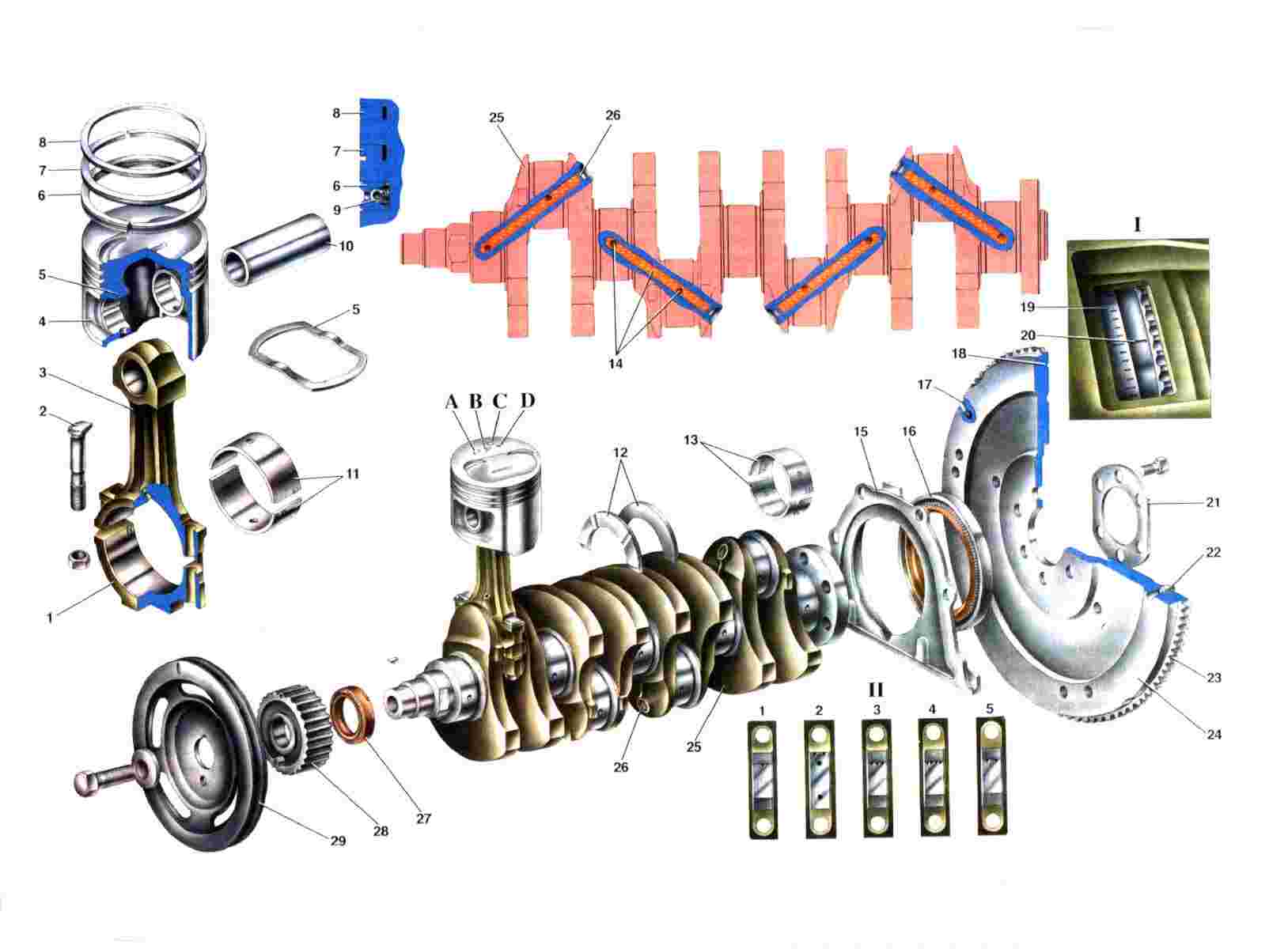 Его не следует путать с осью, которая предназначена для поддержания статического положения деталей и обеспечения их правильной кинематики. Так, например, в механизме газораспределения существует вал ГРМ и ось коромысел. Вал давит кулачками на клапаны и сжимает их пружины. Ось коромысел — точка опоры клапанных рычагов.
Его не следует путать с осью, которая предназначена для поддержания статического положения деталей и обеспечения их правильной кинематики. Так, например, в механизме газораспределения существует вал ГРМ и ось коромысел. Вал давит кулачками на клапаны и сжимает их пружины. Ось коромысел — точка опоры клапанных рычагов.
Назначение и принцип работы коленвала
В автомобильном двигателе внутреннего сгорания основное назначение коленчатого вала заключается в передаче мощности мотора к трансмиссии: она вращает колеса, и происходит движение автомобиля. У теплохода коленвал работает на гребной винт, а у самолета — на пропеллер.
Коленчатый вал — это деталь кривошипно-шатунного механизма, который преобразует поступательное движение поршней во вращательное движение коленчатого вала. С поршнями коленвал соединен посредством шатунов. Они давят на кривошипы коленчатого вала, как велосипедист на педали. (Велосипедисты, кстати называют шатунами рычаги педалей, это неправильно: по сути они кривошипы и движутся вокруг опор коленвала). Шатун же совершает как вращательное, так и в поступательное движение, шатается из стороны в сторону, за что и получил свое название.
Шатун же совершает как вращательное, так и в поступательное движение, шатается из стороны в сторону, за что и получил свое название.
Коленчатый вал бывает цельным и составным. Для автомобильных двигателей характерно применение цельных валов. Составные применяются только на очень больших силовых установках по технологическим причинам или при использовании подшипников качения в качестве опорных.
Для простоты рассмотрим, как выглядит коленвал одноцилиндрового двигателя, чтобы лучше понять принцип работы коленчатого вала:
• Деталь имеет две соосные шейки, которые удерживаются соответствующими опорами.
• Между ними, под воздействием шатуна, крутится шатунная шейка (движение происходит по окружности, измеряемой радиусом кривошипа).
• С задней стороны двигателя находится фланец, к которому привинчен маховик. Отсюда и снимается мощность мотора. Принято говорить, например: «с фланца двигателя удалось снять 100 кВт».
Легко заметить, что опорные (коренные) шейки КВ нагружены неодинаково.
Вся производимая мощность передается через заднюю. Передняя — приводит в действие газораспределительный механизм и навесное оборудование двигателя. К вопросу неравномерной загрузки КВ мы вернемся позже.
Устройство коленчатого вала
В современных автомобильных двигателях цилиндров обычно больше одного, и для непосвященных коленвал представляет собой сборочную единицу весьма замысловатой конструкции. В традиционном ДВС коленчатый вал имеет на одну больше опорных шеек, чем шатунных. Однако, бывают исключения.
Знаменитый Fiat-500 Topolino, изготовленный в 1936 году, имел двухопорный коленвал на рядном четырехцилиндровом моторе. Такая конструкция была применена ради сокращения габаритов микролитражки по прозвищу «Мышонок».
Fiat-500 Topolino.Из чего состоит коленвал
Изготавливают элемент из чугуна или стали, конструкция коленчатого вала включает в себя:
• Коренные (опорные) шейки, которые вращаются в подшипниках скольжения (коренных вкладышах).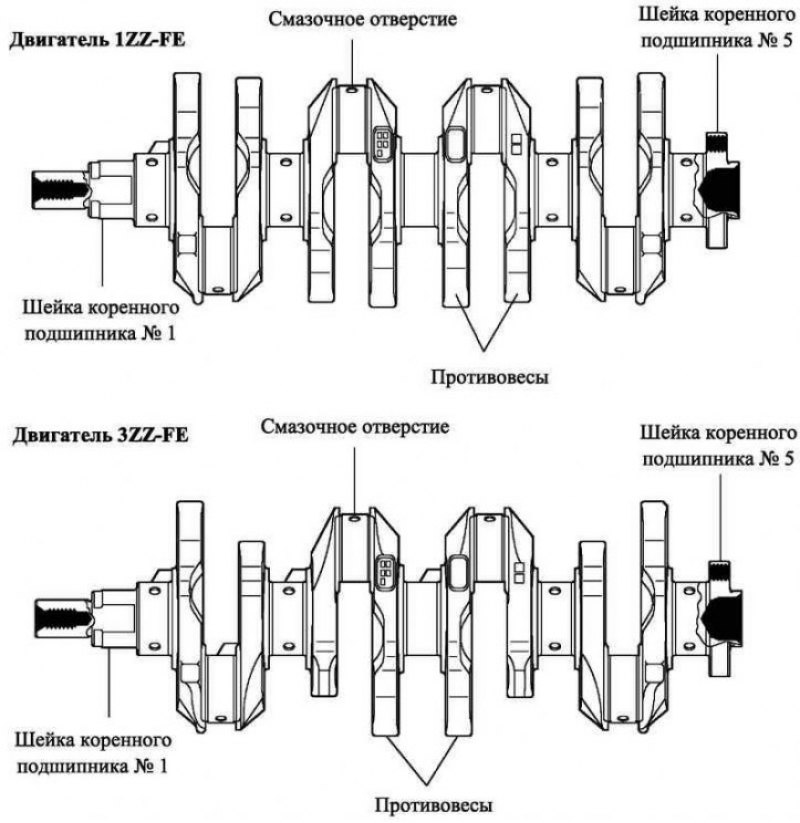 Шлифованные поверхности обладают высокой твердостью и износостойкостью.
Шлифованные поверхности обладают высокой твердостью и износостойкостью.
• Шатунные шейки — самые нагруженные. Тоже шлифованные и закаленные. Вращаются в нижних головках шатунов в шатунных вкладышах.
• Щеки коленвала — соединяют коренные и шатунные шейки. Переход от щеки к шейке обычно делается галтельным (по радиусу, плавным), для снижения концентрации напряжений. Щеки могут иметь съемные и несъемные противовесы. Они служат для балансировки вала.
• От осевого перемещения коленвал удерживается упорными полукольцами, зафиксированными, как правило, в одной опоре.
На современных двигателях фланец КВ по цилиндрической части уплотняется сальником.
Много лет назад применялась сальниковая набивка — нечто вроде шнура квадратного сечения, который обрезался по размеру и вставлялся при сборке в специальные пазы (они располагались в поддоне и блоке цилиндров). После монтажа поддона материал плотно охватывал коленчатый вал. Другая допотопная конструкция — маслосгонная резьба: она располагалась на выходе вала и при вращении постоянно сгоняла обратно в поддон смазку, норовящую выплеснуться наружу.
Передняя часть детали называется носок коленвала. Спереди на коленчатый вал двигателя надевается звездочка, которая движет цепь, зубчатый ремень, либо шестерни (это зависит от привода остальных механизмов). А масляный насос часто надевается прямо на коленвал (например, на ВАЗ 2108). Так или иначе, передний конец вала тоже уплотняется сальником: либо по самому валу, либо по шкиву — это колесо, приводящее в действие навесное оборудование посредством клиновых, или поликлиновых ремней (ремня).
Шкив также применяется в сборе с демпфером крутильных колебаний. Это тяжелый диск особого устройства, который помогает с этими колебаниями справляться.
Неравномерность хода
Устройство коленчатого вала, да и всего двигателя автомобиля, таково, что коленчатый вал испытывает знакопеременные нагрузки. В результате происходит скручивание участков коленчатого вала. Ограничить опасную деформацию и призван демпфер крутильных колебаний.
Также, по причине цикличности нагружения, вал вращается неравномерно.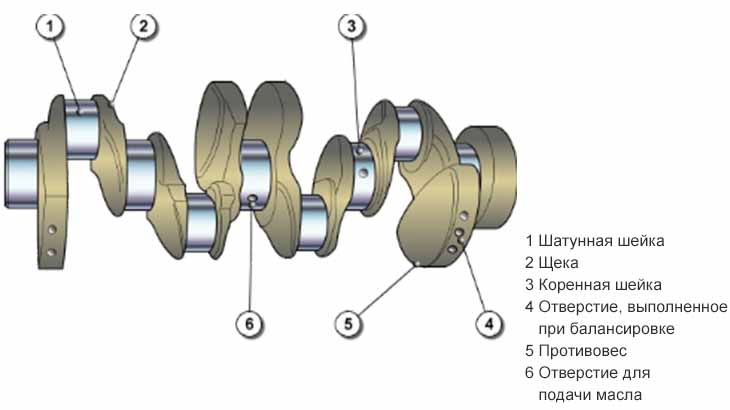 Для уменьшения степени неравномерности вращения на заднем фланце двигателя установлен маховик — тяжелое колесо, с большим маховым моментом.
Для уменьшения степени неравномерности вращения на заднем фланце двигателя установлен маховик — тяжелое колесо, с большим маховым моментом.
Чем меньше у двигателя внутреннего сгорания цилиндров, тем больше нужно устанавливать маховик, а на многоцилиндровых моторах он может не ставиться.
Шейки коленчатого вала нагружены неравномерно. Нажимая на одно колено, шатун влияет и на усилие, возникающее на других участках вала. Взаимодействие цилиндров получается сложным, и равномерно распределить нагрузку между шейками невозможно.
Самое нагруженное колено во многом и определяет прочностные расчеты вала. Но можно выбрать наиболее щадящий порядок работы цилиндров. Так, у рядной шестерки наибольшее распространение получила последовательность 1-5-3-6-2-4. А порядок это примечательный.
Давным-давно, когда все цены были одинаковые, самая популярная водка (0,5 л) стоила 3 рубля 62 копейки и все знали, что такое 3,62. И заметили тогда башковитые механики, что и в порядке работы мотора это же сочетание прослеживается. И вывели они правило, как такую сложную цепочку цифр на всю жизнь запомнить. Просто оказалось: 15 бутылок водки по 3,62 на четверых. Так водка помогала науку ДВС осваивать.
И вывели они правило, как такую сложную цепочку цифр на всю жизнь запомнить. Просто оказалось: 15 бутылок водки по 3,62 на четверых. Так водка помогала науку ДВС осваивать.
Система смазки коленчатого вала
Шейки коленчатого вала автомобильного двигателя работают в паре с подшипниками скольжения, выдерживая огромные нагрузки.
Необходимым условием функционирования узла является наличие масляного клина. Он обеспечивается давлением масла, а также зазором между сопрягаемыми поверхностями. Благодаря этому клину шейка и вкладыш не взаимодействуют напрямую (говорят, что шейка «всплывает» в масле).
Если подача смазки прекратится, например, при перегрузке или во время пуска, масляный клин может прерваться. Если он не установится быстро, пара перегреется и выйдет из строя. Это крупная авария: ремонт вала может стать невозможным, а восстановление двигателя — нерентабельным.
На коренные шейки КВ масло подается по каналам из главной масляной магистрали и через отверстия в них попадает в его внутренние каналы. Смазка выходит на поверхность каждой шатунной шейки через отверстие подвода масла, образуя в паре трения масляный клин. Прерывание масляной пленки, прямой контакт деталей и масляное голодание приводят к ускоренному износу. Рано или поздно, коленчатый вал приходится ремонтировать или менять.
Смазка выходит на поверхность каждой шатунной шейки через отверстие подвода масла, образуя в паре трения масляный клин. Прерывание масляной пленки, прямой контакт деталей и масляное голодание приводят к ускоренному износу. Рано или поздно, коленчатый вал приходится ремонтировать или менять.
Основные неисправности
В ремонт коленвал попадает чаще всего по следующим причинам:
• износ коренных и шатунных шеек;
• увеличенное биение коленчатого вала;
• засорение масляных каналов.
Шатунные шейки измеряются в соответствии с техническими условиями изготовителя. Основными параметрами замера являются диаметры шейки в двух взаимно перпендикулярных плоскостях, эллипсность, и биение вала. Кроме уменьшения размера, на валу встречаются и местные дефекты (задиры, царапины).
Если шлифовка необходима, шейки шлифуются на определенную нормативами величину. Новый размер жестко прописан и называется ремонтным. Вал может не подлежать шлифовке, а может иметь и четыре ремонтных размера. По результатам дефектации принимается решение о дальнейшем ремонте или выбраковке коленчатого вала.
По результатам дефектации принимается решение о дальнейшем ремонте или выбраковке коленчатого вала.
С каждым ремонтом диаметр шейки уменьшается и нужно устанавливать соответствующие, более толстые ремонтные вкладыши.
Принимая решение о шлифовке, следует помнить, что твердость материала (а значит и его ресурс) снижается при снятии верхнего слоя металла. Вот почему мелкие дефекты по возможности лучше удалять полировкой. После ремонта твердость проверяют твердомером. Это ручной инструмент, несложный в обращении.
В этой статье мы лишь подошли к теме ремонта коленчатого вала, зато разобрались, для чего нужен коленвал и какова его конструкция. И мы обязательно продолжим.
Материалы коленвала
… Материалы для коленчатых валов должны легко поддаваться формованию, механической обработке и термообработке, а также должны обладать достаточной прочностью, ударной вязкостью, твердостью и высокой усталостной прочностью. Коленчатый вал изготавливается из стали методом ковки или литья.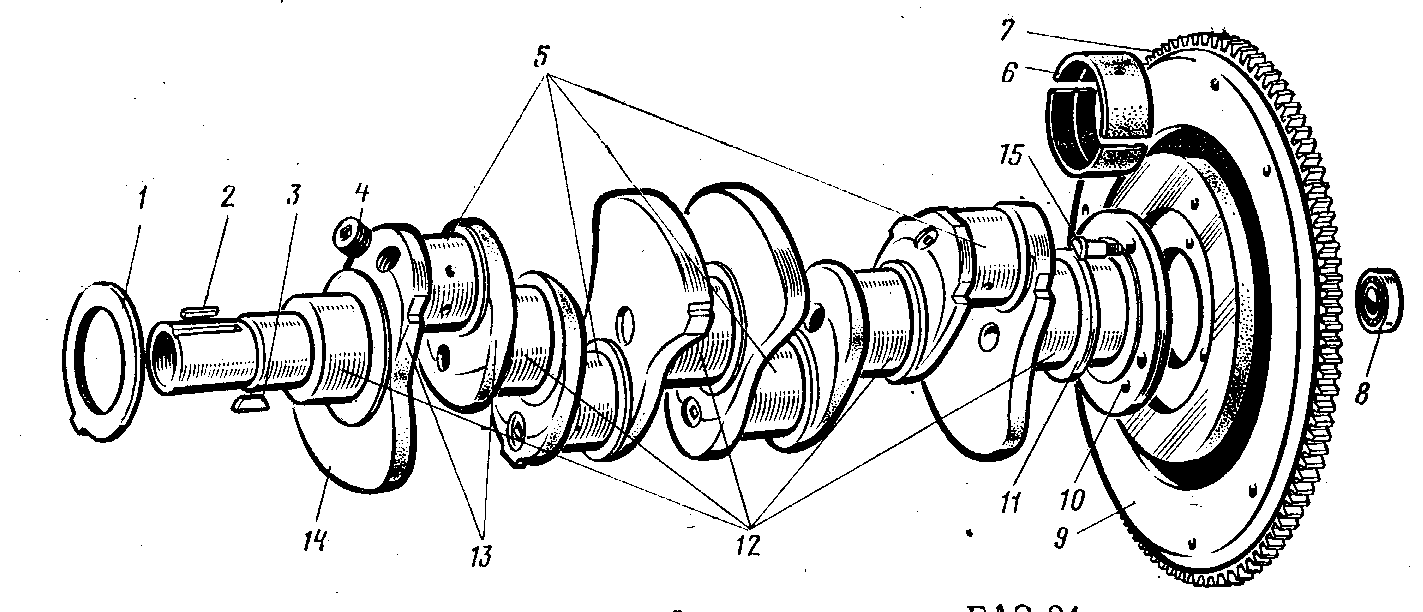 Вкладыши коренных и шатунных подшипников изготовлены из баббита, сплава олова и свинца. Кованые коленчатые валы прочнее литых, но стоят дороже. Кованые коленчатые валы изготавливаются из стали SAE 1045 или аналогичной стали. Ковка позволяет получить очень плотный и прочный стержень с волокнами, идущими параллельно основному направлению напряжения. Коленчатые валы отлиты из стали, модульного чугуна или ковкого чугуна. Основным преимуществом процесса литья является то, что материал коленчатого вала и затраты на его обработку снижаются, поскольку коленчатый вал может быть изготовлен близко к требуемой форме и размеру, включая противовесы. Литые коленчатые валы могут выдерживать нагрузки со всех направлений, поскольку структура зерна металла однородна и беспорядочна. Противовесы на литых коленчатых валах немного больше, чем противовесы на кованых коленчатых валах, потому что литой металл менее плотный и, следовательно, несколько легче.
Вкладыши коренных и шатунных подшипников изготовлены из баббита, сплава олова и свинца. Кованые коленчатые валы прочнее литых, но стоят дороже. Кованые коленчатые валы изготавливаются из стали SAE 1045 или аналогичной стали. Ковка позволяет получить очень плотный и прочный стержень с волокнами, идущими параллельно основному направлению напряжения. Коленчатые валы отлиты из стали, модульного чугуна или ковкого чугуна. Основным преимуществом процесса литья является то, что материал коленчатого вала и затраты на его обработку снижаются, поскольку коленчатый вал может быть изготовлен близко к требуемой форме и размеру, включая противовесы. Литые коленчатые валы могут выдерживать нагрузки со всех направлений, поскольку структура зерна металла однородна и беспорядочна. Противовесы на литых коленчатых валах немного больше, чем противовесы на кованых коленчатых валах, потому что литой металл менее плотный и, следовательно, несколько легче.
Обычно автомобильные коленчатые валы в прошлом ковали, чтобы они обладали всеми желаемыми свойствами. Однако с развитием чугунов с шаровидным графитом и усовершенствованием методов литья литые коленчатые валы теперь предпочтительнее для умеренных нагрузок. Только для тяжелых условий эксплуатации предпочтительны кованые валы. Выбор материалов коленчатого вала и термическая обработка для различных применений заключаются в следующем.
Однако с развитием чугунов с шаровидным графитом и усовершенствованием методов литья литые коленчатые валы теперь предпочтительнее для умеренных нагрузок. Только для тяжелых условий эксплуатации предпочтительны кованые валы. Выбор материалов коленчатого вала и термическая обработка для различных применений заключаются в следующем.
(i) Марганцево-молибденовая сталь.
Это относительно дешевая поковочная сталь, которая используется для изготовления коленчатых валов бензиновых двигателей средней мощности. Этот сплав имеет состав 0,38% углерода, 1,5% марганца, 0,3% молибдена и остального железа. Сталь подвергают термообработке закалкой в масле с температуры 1123 К с последующим отпуском при 973 К, что дает поверхностную твердость около 250 чисел Бринелля. С такой твердостью поверхности вал подходит как для подшипников с оловянно-алюминиевым, так и свинцово-медным покрытием.
(ii) 1%-хромомолибденовая сталь.
Эта кованая сталь используется для коленчатых валов бензиновых и дизельных двигателей средней и большой мощности. Состав этого сплава: 0,4% углерода, 1,2% хрома, 0,3% молибдена и остальное железо. Сталь подвергается термообработке путем закалки в масле с температуры 1123 К и последующего отпуска при 953 К. Это дает поверхностную твердость около 280 чисел Бринелля. Для использования более твердых подшипников шейки могут быть закалены пламенем или индукционной поверхностной закалкой до числа Бринелля 480. Для очень тяжелых условий эксплуатации процесс азотирования может привести к получению поверхности с числом алмазной пирамиды 700 (DPN). Эти опорные поверхности подходят для всех подшипников с алюминиевым и бронзовым покрытием.
Состав этого сплава: 0,4% углерода, 1,2% хрома, 0,3% молибдена и остальное железо. Сталь подвергается термообработке путем закалки в масле с температуры 1123 К и последующего отпуска при 953 К. Это дает поверхностную твердость около 280 чисел Бринелля. Для использования более твердых подшипников шейки могут быть закалены пламенем или индукционной поверхностной закалкой до числа Бринелля 480. Для очень тяжелых условий эксплуатации процесс азотирования может привести к получению поверхности с числом алмазной пирамиды 700 (DPN). Эти опорные поверхности подходят для всех подшипников с алюминиевым и бронзовым покрытием.
(iii) 2,5%-никель-хром-молибденовая сталь.
Эта сталь предназначена для тяжелых дизельных двигателей. Состав этого сплава: 0,31% углерода, 2,5% никеля, 0,65% хрома, 0,55% молибдена и остальное железо. Сталь сначала подвергают термообработке путем закалки в масле с температуры 1003 К, а затем отпускают при подходящей температуре не выше 933 К. Это дает поверхностную твердость в районе 300 чисел Бринелля. Эта сталь несколько дороже марганцево-молибденовых и хромомолибденовых сталей, но обладает улучшенными механическими свойствами.
Эта сталь несколько дороже марганцево-молибденовых и хромомолибденовых сталей, но обладает улучшенными механическими свойствами.
(iv) 3%-хромомолибден или 1,5%-хром-алюминий-модибден Сталь.
Эти кованые стали используются для коленчатых валов дизельных двигателей, подходящих для подшипников из твердых материалов с высокой усталостной прочностью. Легирующие составы включают 0,15% углерода, 3% хрома и 0,5% молибдена или 0,3% углерода, 1,5% хрома, 1,1% алюминия и 0,2% молибдена. Начальная термообработка обеих сталей – закалка в масле и отпуск при 1193 К и 883 К или 1163 К и 963 К соответственно для двух сталей. Валы закалены путем азотирования, так что азот поглощается их поверхностными слоями. При хорошем азотировании галтелей шейки усталостная прочность этих валов увеличивается не менее чем на 30 % по сравнению с валами с индукционной закалкой и поверхностной закалкой пламенем. Сталь с 3% хрома имеет относительно прочную поверхность и твердость от 800 до 900 DPN. С другой стороны, корпус из 1,5%-ной хромистой стали имеет тенденцию быть немного более хрупким, но имеет повышенную твердость порядка 1050-1100 DPN.
(v) Чугуны с шаровидным графитом.
Эти чугуны также известны как чугуны с шаровидным графитом или ковкие чугуны. Эти серые чугуны содержат от 3 до 4% углерода и от 1,8 до 2,8% кремния, а графитовые конкреции диспергированы в перлитной матрице вместо формирования искусственного графита. Для получения такой структуры в расплав добавляют около 0,02% остаточного церия или 0,05% остаточного ниагния или даже того и другого, благодаря чему удаляется сера и образуется множество мелких сфероидов в литом материале. Поверхностная твердость литого чугуна с шаровидным графитом выше, чем у стали аналогичной прочности, их твердость составляет от 250 до 300 и от 200 до 250 чисел Бринелля. Пламенная или индукционная закалка позволяет получить поверхность с числом Бринелля от 550 до 580, а также при необходимости может быть применена форма азотирования.
Чугун с шаровидным графитом обладает преимуществами серого чугуна (то есть низкой температурой плавления, хорошей текучестью и литьем, отличной обрабатываемостью и износостойкостью), а также механическими свойствами стали (то есть относительно высокой прочностью, твердостью, прочность, обрабатываемость и способность к закалке). В настоящее время большое количество коленчатых валов как для бензиновых, так и для дизельных двигателей изготавливается из чугуна с шаровидным графитом, а не из более дорогой кованой дорогой кованой стали. Чтобы поддерживать несколько меньшую ударную вязкость и усталостную прочность этих чугунов, используются более крупные сечения и максимальное количество коренных шеек.
В настоящее время большое количество коленчатых валов как для бензиновых, так и для дизельных двигателей изготавливается из чугуна с шаровидным графитом, а не из более дорогой кованой дорогой кованой стали. Чтобы поддерживать несколько меньшую ударную вязкость и усталостную прочность этих чугунов, используются более крупные сечения и максимальное количество коренных шеек.
(a) Пламенная и индукционная поверхностная закалка.
Это методы поверхностного упрочнения стали с содержанием углерода от 0,3 до 0,5% без использования специальных составов или газов. Основной принцип заключается в быстром нагревании поверхности с последующим охлаждением водой. Поскольку он нагревается локально, а не нагревает всю массу, закалка значительно снижается и предотвращается деформация шейки.
Пламенная закалка проводится кислородно-ацетиленовым пламенем при температуре поверхностного слоя 993 и 1173 K. Температура поверхности зависит от эквивалентного содержания углерода в различных легирующих элементах стали. За процессом нагрева следует операция закалки струей воды. Поскольку фактический период нагрева и охлаждения имеет решающее значение, он определяется заранее и в большинстве случаев контролируется автоматически.
За процессом нагрева следует операция закалки струей воды. Поскольку фактический период нагрева и охлаждения имеет решающее значение, он определяется заранее и в большинстве случаев контролируется автоматически.
Индукционная закалка осуществляется путем электрического нагрева поверхности, подлежащей закалке. В этом случае исключается опасность либо перегрева, либо ожога поверхности металла, как при закалке пламенем. Индукционная катушка окружает цапфу и пропускает высокочастотный ток. Это индуцирует циркулирующие вихревые токи на поверхности шейки, тем самым повышая ее температуру, и тепло в основном концентрируется на внешней поверхности шейки. При этом чем выше частота тока, тем ближе тепло к коже. Ток автоматически отключается при достижении необходимой температуры и одновременно происходит охлаждение поверхности струей воды, которая проходит через отверстия в индукционном блоке.
(b) Процесс азотирования с поверхностным упрочнением.
В этом процессе шейки нагреваются до 773 К в течение заданного времени в атмосфере газообразного аммиака, так что содержащийся в газе азот поглощается поверхностным слоем. Легирующие элементы, такие как хром, алюминий и молибден, присутствующие в стали, из твердых нитридов. Нитриды алюминия образуют чрезвычайно твердый неглубокий корпус. Нитриды хрома диффундируют на большую глубину, чем нитриды алюминия. Молибден увеличивает прокаливаемость, обеспечивает измельчение зерна и улучшает ударную вязкость сердцевины.
Легирующие элементы, такие как хром, алюминий и молибден, присутствующие в стали, из твердых нитридов. Нитриды алюминия образуют чрезвычайно твердый неглубокий корпус. Нитриды хрома диффундируют на большую глубину, чем нитриды алюминия. Молибден увеличивает прокаливаемость, обеспечивает измельчение зерна и улучшает ударную вязкость сердцевины.
В этом процессе можно использовать непосредственно шейки, отшлифованные до их окончательного размера, поскольку после азотирования закалка не производится, что позволяет избежать деформации, в отличие от других процессов поверхностного упрочнения. Низкая скорость проникновения в поверхность увеличивает стоимость процесса, например, требуется 20 часов для изготовления корпуса толщиной около 0,2 мм.
(c) Процесс карбонитрации с поверхностным упрочнением.
Tufftride — наиболее известный процесс карбонитрации в солевых ваннах. Коленчатый вал погружают в ванну с расплавленными солями при температуре около 853 К на относительно короткое время цикла, составляющее два-три часа. При этом углерод и азот отделяются от солей и диффундируют на поверхность. Поскольку азот более растворим в железе, чем углерод, он глубже диффундирует в материал. На поверхности образуются твердые карбиды железа и прочные нитриды железа, что значительно увеличивает сопротивление износу, истиранию (отслаиванию поверхности), заеданию и коррозии.
При этом углерод и азот отделяются от солей и диффундируют на поверхность. Поскольку азот более растворим в железе, чем углерод, он глубже диффундирует в материал. На поверхности образуются твердые карбиды железа и прочные нитриды железа, что значительно увеличивает сопротивление износу, истиранию (отслаиванию поверхности), заеданию и коррозии.
В зависимости от используемой стали этот наружный слой имеет толщину от 6 до 16 дюймов и имеет твердость от 400 до 1200 DPN. Под этим внешним слоем избыточный азот переходит в твердый раствор с железом, благодаря чему он упрочняется. Эта внутренняя диффузионная зона образует барьер, препятствующий распространению трещин, ведущих к усталостному разрушению.
Эта обработка для поверхностного упрочнения, также известная как мягкое азотирование МАХОВИКА, становится все более популярной как для сталей, так и для чугунов, и ожидается, что она заменит другие более дорогие процессы для компонентов с использованием простых углеродистых сталей, требующих поверхностной твердости и коррозионной стойкости. Этот процесс намного быстрее и дешевле и дает свойства, аналогичные азотированию, но глубина твердости обычно меньше, что может быть проблемой, если вал необходимо перешлифовать.
Этот процесс намного быстрее и дешевле и дает свойства, аналогичные азотированию, но глубина твердости обычно меньше, что может быть проблемой, если вал необходимо перешлифовать.
Коленчатые валы — кованые
Во всех аспектах двигателя прочность является очень важным фактором, определяющим срок службы и уровень производительности, которых он может достичь. В частности, одним из мест, где прочность является наиболее важным фактором, является коленчатый вал. Если мы остановимся, чтобы рассмотреть экстремальные силы, воздействующие на него при каждом обороте двигателя, то быстро станет очевидным, что работа, которую он выполняет, не является простым подвигом. Обеспечение того, чтобы у вас был лучший материал и дизайн для данного приложения, может быть разницей между получением результатов, к которым вы стремитесь, или столкновением с кучей горя.
Металлургия и процессы
Мы начнем обсуждение с рассмотрения различных прочностных характеристик материалов, из которых изготавливаются кривошипы, а также различий в производственном процессе. Изготовление литого кривошипа включает заливку расплавленного металла в форму для получения сырой отливки. Отливка выходит из формы, очень напоминая свою окончательную форму, и поэтому не требует такой тщательной чистовой обработки по сравнению с ковкой.
Изготовление литого кривошипа включает заливку расплавленного металла в форму для получения сырой отливки. Отливка выходит из формы, очень напоминая свою окончательную форму, и поэтому не требует такой тщательной чистовой обработки по сравнению с ковкой.
Чугунные кривошипы достигают предела прочности при растяжении 70 000-80 000 фунтов на квадратный дюйм, а добавление дополнительного углерода в железо дает нам железо с шаровидным графитом, которое немного выше — около 95 000 фунтов на квадратный дюйм. Ряд производителей послепродажного обслуживания производят коленчатые валы из литой стали, которые имеют еще большее содержание углерода и рассчитаны на растяжение около 105 000–110 000, что делает их более надежными для более высокой производительности и ударных приложений.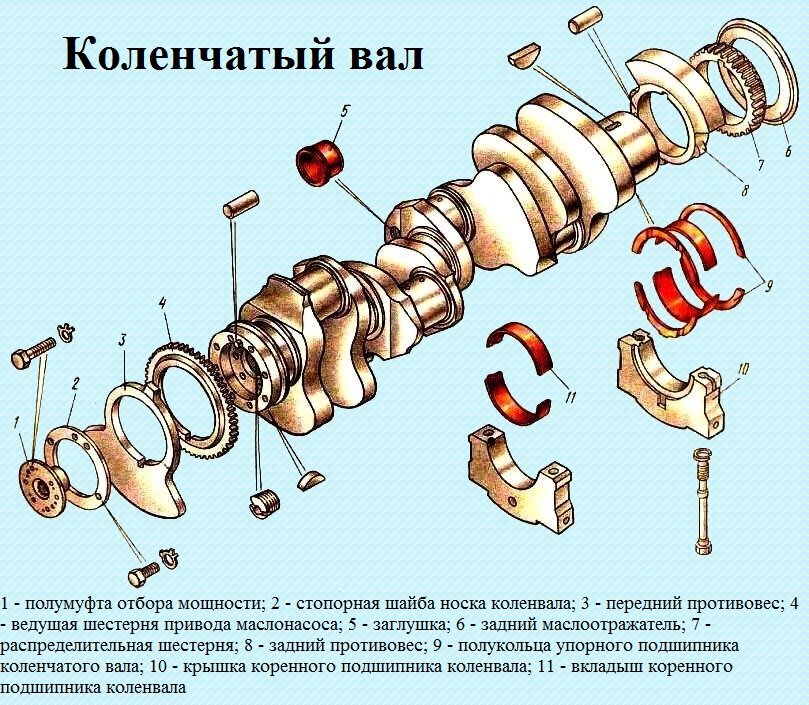 Большинство этих шатунов будут иметь рекомендуемый производителем потолок мощности около 450-500 л.с. или около того, хотя они были выдвинуты за эту отметку из-за использования в определенных местах соревнований, где правила требуют литых шатунов (мы вернемся к этому подробнее). позже).
Большинство этих шатунов будут иметь рекомендуемый производителем потолок мощности около 450-500 л.с. или около того, хотя они были выдвинуты за эту отметку из-за использования в определенных местах соревнований, где правила требуют литых шатунов (мы вернемся к этому подробнее). позже).
Поковки изготавливаются путем помещения нагретого куска заготовки в многотонные прессы, которые затем сжимают ее до нужной формы с помощью ковочных штампов. Именно сжимающее действие делает конечный продукт более прочным, чем отливка, за счет достижения более последовательной или однородной зернистой структуры (обычно называемой потоком зерен) материала.
Однако, в отличие от литья, ковка требует большего количества операций механической обработки и чистовой обработки, что в сочетании с затратами на материалы приводит к удорожанию изготовления детали. Кованые коленчатые валы производятся во многих различных диапазонах прочности в зависимости от материала. Заводские кованые кривошипы изготавливаются из таких сталей, как 1010, 1045 и 1053, которые имеют предел прочности при растяжении 100 000–110 000 фунтов на квадратный дюйм.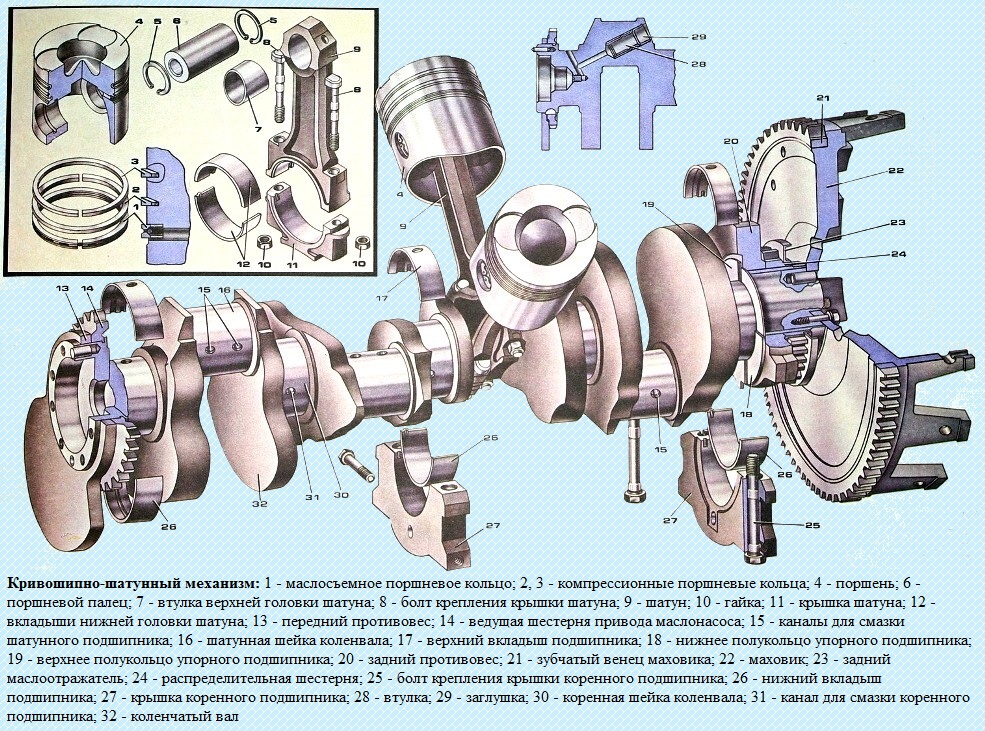 Показатели прочности на растяжение аналогичны литой стали, но показатель удлинения более чем в три раза. Это делает поковку менее хрупкой.
Показатели прочности на растяжение аналогичны литой стали, но показатель удлинения более чем в три раза. Это делает поковку менее хрупкой.
Стальные шатуны вторичного рынка изготавливаются из сплавов 5140, 4130, 4140 и 4340. Основная марка стали для вторичного рынка — 5140, а предел прочности при растяжении составляет около 115 000 фунтов на квадратный дюйм. Этот материал может быть экономически выгодным для бюджетных сборок, но он используется не так часто из-за растущей доступности кривошипов из более прочного сплава, которые становятся все более доступными. К ним относятся поковки из стали 4130, 4140 и 4340, предел прочности при растяжении которых составляет приблизительно 120 000–125 000 фунтов на квадратный дюйм и до 140 000–145 000 фунтов на квадратный дюйм для 4340.
Основное различие между этими сплавами заключается в количестве хрома, углерода и молибдена, используемых в их композициях, а к сплаву 4340 добавляется никель. Еще одно изменение (буквально) поковок заключается в том, что кривошип изготавливается с помощью скрученного или нескрученного процесса. Поскольку кованые кривошипы прижимаются к штампу, для этого используются два разных метода. Самый простой способ — выковать по одному броску кривошипа за раз в плоском ковочном штампе. Затем рукоятка крутится, и штамп выковывает следующий бросок.
Поскольку кованые кривошипы прижимаются к штампу, для этого используются два разных метода. Самый простой способ — выковать по одному броску кривошипа за раз в плоском ковочном штампе. Затем рукоятка крутится, и штамп выковывает следующий бросок.
При ковке без кручения все четыре броска куются одновременно, что исключает процедуру кручения, но для этого метода требуется более сложный штамп. Большинство производителей заявляют, что нескрученные поковки уменьшают внутренние напряжения коленчатого вала с помощью этого процесса, потому что меньше нарушается внутренняя зернистая структура материала. Существуют разные теории по этому поводу, но очень немногие производители высокопроизводительных шатунов используют процесс скручивания из-за имеющихся в наличии инструментов.
Теперь займемся кривошипами. Этот тип кривошипа изготавливается из цельного стержня из высокопрочного стального сплава, а не сжимается в форму с помощью прессов и штампов. Материалы, используемые для этих кривошипов, обычно 4330M, EN30B и 4330V. Прочность на растяжение находится в диапазоне 160 000–165 000 фунтов на квадратный дюйм. Учитывая все остальные факторы, единственным реальным недостатком заготовки является стоимость. Хотя они дороже, чем поковки, есть преимущества, которые можно получить, используя заготовку. Поскольку форма и все другие размеры подвергаются механической обработке, заготовки позволяют изготавливать кривошип с размерами шейки, конструкцией противовеса и длиной хода, которые могут быть недоступны в поковке.
Материалы, используемые для этих кривошипов, обычно 4330M, EN30B и 4330V. Прочность на растяжение находится в диапазоне 160 000–165 000 фунтов на квадратный дюйм. Учитывая все остальные факторы, единственным реальным недостатком заготовки является стоимость. Хотя они дороже, чем поковки, есть преимущества, которые можно получить, используя заготовку. Поскольку форма и все другие размеры подвергаются механической обработке, заготовки позволяют изготавливать кривошип с размерами шейки, конструкцией противовеса и длиной хода, которые могут быть недоступны в поковке.
Нет никаких сомнений в том, что заготовка обладает прочностью, и они используются во многих областях, где важна усталостная долговечность кривошипа. Поскольку мы коснулись аспекта усталостной долговечности, мы будем использовать его как вход в тему пластичности.
Все кривошипы изгибаются под воздействием огромной нагрузки. Пластичность — это способность коленчатого вала изгибаться без образования трещин и возвращаться к своей нормальной форме без необратимых изменений. Давление сгорания, скорость поршня и общий вес компонентов, прикрепленных к кривошипу, работают на создание этих нагрузок. Если мы рассмотрим физическую работу двигателя с точки зрения коленчатого вала, мы увидим, что он перемещает компоненты от нуля до максимальных оборотов и обратно до нуля дважды за каждый оборот. Учтите при этом давление, добавленное от сгорания, и инерционные факторы скорости поршня (вес компонентов, умноженный на ускорение), и мы увидим, насколько важно иметь коленчатый вал, который обеспечивает наилучшее сочетание прочности и пластичности для данного применения. Это, однако, еще одна область, где в отрасли существуют разногласия по вопросу о прочности поковки/заготовки.
Давление сгорания, скорость поршня и общий вес компонентов, прикрепленных к кривошипу, работают на создание этих нагрузок. Если мы рассмотрим физическую работу двигателя с точки зрения коленчатого вала, мы увидим, что он перемещает компоненты от нуля до максимальных оборотов и обратно до нуля дважды за каждый оборот. Учтите при этом давление, добавленное от сгорания, и инерционные факторы скорости поршня (вес компонентов, умноженный на ускорение), и мы увидим, насколько важно иметь коленчатый вал, который обеспечивает наилучшее сочетание прочности и пластичности для данного применения. Это, однако, еще одна область, где в отрасли существуют разногласия по вопросу о прочности поковки/заготовки.
Одни специалисты утверждают, что поковка будет прочнее заготовки, другие считают наоборот. Существуют различные аргументы в поддержку каждого направления мысли, но, на мой взгляд, заготовка обладает большей прочностью. Независимо от того, к какому лагерю вы относитесь, главная цель при выборе кривошипа должна основываться на требованиях вашего приложения, которые необходимы для достижения максимально возможного срока службы.
Независимо от того, к какому лагерю вы относитесь, главная цель при выборе кривошипа должна основываться на требованиях вашего приложения, которые необходимы для достижения максимально возможного срока службы.
Конструкция коленчатого вала
Форма и расположение противовеса влияют на основные нагрузки на подшипники и балансировку кривошипа. Нагрузка на подшипник не требует пояснений, но балансировка является областью переменных. Производители коленчатых валов отлично справляются со своей работой, предлагая продукты, которые обычно можно довольно легко сбалансировать вокруг определенного целевого веса. Я использую слово «обычно» из-за огромного количества компонентов, из которых состоят вращающиеся узлы. Размер поршня, размеры колец, тип шатуна и конструкция шатунного вкладыша определяют грузоподъемность, до которой кривошип должен быть сбалансирован.
Материалы, из которых изготовлены эти детали, также различаются по весу: алюминиевый шток намного легче стального, заэвтектические и кованые поршни имеют разный вес, как и другие части, из которых состоит вращающийся узел.
В качестве примера давайте рассмотрим пару малоблочных двигателей Chevy, в которых будет использоваться коленчатый вал с ходом 3,480. Допустим, первый двигатель строится для автомобиля 305 sprint. Поршни имеют диаметр отверстия 3,796, комплект тонких колец, двутавровые шатуны и шатунные подшипники со скошенными кромками. В зависимости от марки, эта комбинация должна иметь вес около 159 бобов.От 0 до 1610. Второй двигатель представляет собой 377-кубовый шатун для улицы с поршнями диаметром 4,155 дюйма, более толстым пакетом колец, шатунами с двутавровой балкой и подшипниками со скошенными кромками. Опять же, в зависимости от используемых марок, эта комбинация должна иметь бобовит в диапазоне от 1760 до 1780. Оба двигателя будут использовать один и тот же номер детали на коленчатом валу, но с разницей в бобышках почти 200 граммов, мы можем видеть, что они для каждого требуется свой подход к балансировке. Облегченный коленчатый вал
Magnum. Этот пример показывает, как в одном и том же коленчатом валу может быть просто удалено некоторое количество материала из противовесов одного путем сверления, тогда как для другого двигателя может потребоваться добавление куска маллори для достижения правильного баланса. Еще одна область при работе с коваными кривошипами вторичного рынка — это больший гладкий радиус между шатунными шейками и противовесами, который используется для дополнительной прочности в этом месте. Для кривошипов с этой конструктивной особенностью потребуются шатунные подшипники со скошенными (или суженными) кромками, которые упоминались в примере балансировочных комбинаций.
Еще одна область при работе с коваными кривошипами вторичного рынка — это больший гладкий радиус между шатунными шейками и противовесами, который используется для дополнительной прочности в этом месте. Для кривошипов с этой конструктивной особенностью потребуются шатунные подшипники со скошенными (или суженными) кромками, которые упоминались в примере балансировочных комбинаций.
Форма противовеса также влияет на сопротивление воздуха в масляном поддоне. В прошлые годы производители обрабатывали так называемую «кромку ножа» на передней кромке противовесов, но с тех пор перешли к более округлой или «бычьей» форме после того, как обнаружили, что острые углы будут отклонять масло, а не наоборот. чтобы он мог обтекать противовес.
Однако на задней кромке противовеса можно использовать более острую кромку, чтобы создать более аэродинамическую форму. Дополнительные противовесы, добавленные к центру коленчатого вала, также могут помочь в более мощных двигателях и двигателях для соревнований, уменьшая величину отклонения кривошипа на высоких оборотах и в приложениях с принудительной индукцией. Хотя это также увеличивает общий вес кривошипа, стоит пойти на компромисс ради долговечности, потому что жесткость важнее веса.
Хотя это также увеличивает общий вес кривошипа, стоит пойти на компромисс ради долговечности, потому что жесткость важнее веса.
Продолжая думать о долговечности, мы подошли к вопросу о перекрытии журналов. Это величина, на которую коренные и шатунные шейки кривошипа перекрывают друг друга. Чем больше нахлест присутствует в кривошипе, тем прочнее он будет. По мере увеличения длины хода шейки стержней отодвигаются дальше от главной оси, тем самым уменьшая перекрытие, а также часть прочности. Другой пример, который может уменьшить перекрытие, — это приложения, в которых используются коренные и шатунные шейки меньшего диаметра для снижения скорости подшипника и / или обеспечения дополнительного зазора за счет возможности использования шатуна меньшего размера.
Смазывание маслом и термообработка
Существует ряд обработок, которые могут быть выполнены для снятия напряжения, а также для повышения уровня прочности коленчатого вала. Они могут быть химическими, вибрационными, криогенными, нагретыми и т.
Азотирование осуществляется путем нагрева кривошипа в печи с присутствием азота и других газов. Ионизированный азот наносится в вакууме на поверхность коленчатого вала, который проникает в металл во время этого контролируемого процесса нагрева и увеличивает твердость и усталостную долговечность кривошипа.
Дополнительные противовесы в центре коленчатого вала могут быть полезны для более мощных двигателей для соревнований за счет уменьшения отклонения кривошипа.Индукционная закалка выполняется путем быстрого нагрева кривошипа с помощью высокочастотного переменного магнитного поля, которое обеспечивает проникновение в поверхность, необходимое для укрепления кривошипа.
Завершим наше обсуждение смазыванием каналов кривошипа. Масло под давлением от коренных подшипников подается через каналы, просверленные в коленчатом валу, к шатунным шейкам для смазки шатунных подшипников. Это еще одна область, в которой с годами произошли изменения, поскольку двигатели постоянно модернизировались за счет технологических достижений и повышения уровня мощности.
Это еще одна область, в которой с годами произошли изменения, поскольку двигатели постоянно модернизировались за счет технологических достижений и повышения уровня мощности.
Когда-то многие высокопроизводительные кривошипы были просверлены на всем протяжении основных мест, чтобы выровнять поток масла к подшипникам. Хотя это может быть приемлемым для двигателя, который будет работать на более низком уровне оборотов, отраслевой опыт доказал, что это имеет противоположный эффект на более высоких оборотах двигателя, фактически вытягивая масло из отверстий на шатунные шейки под действием центробежной силы.
LS Коренные крышки Кривошипные шатуны вторичного рынка теперь изготавливаются с масляными каналами, просверленными под определенным углом от коренных шеек к шатунным шейкам, чтобы обеспечить более равномерное смазывание и больше не использовать поперечное сверление в основных местах. Отверстия смазочных отверстий в каждой шейке также имеют большую фаску, чтобы повысить эффективность смазки и устранить любые острые края.