
Ремонт карбона своими руками
Вы здесь
Произвели небольшой ремонт карбоновой моноласты. Посмотрев данное видео вы сможете понять как можно ремонтировать некоторые детали из карбона, в частности -моноласты=))
- Войдите, чтобы оставлять комментарии
Виды нашей деятельности
- Вакуумная инфузия Ламинирование карбоном Обучение Ремонт деталей из карбона Сувениры из карбона Покраска деталей «черным лаком»
Цели и стремления
Мы изучаем и повышаем навыки во всех направлениях по работе с карбоном. Нам нравится творческий процесс, создание новых идей и воплощение их в жизнь.
Dem Car Studio-это творческие люди, ценящие красоту, качество и стиль!
Работаем со всеми
Нашими клиентами являются в основном частные лица, но также мы работаем с большими компаниями по индивидуальным заказам.
Многие из вас знакомы с тем чувством, что правильные Горы — это когда появляется необходимость починить что-то весьма технологичное подручными средствами. Это всегда оставляет неизгладимое впечатление. До вчерашнего вечера мой хит-лист горных ремонтов возглавлял случай в 2008 году, когда решающую роль в успешной переборке boxxer’а сыграл консервный нож. Похоже, велосипедным богам было угодно, чтобы в этот раз проверку на суровую реальность горного ремонта прошел карбоновый Lapierre. Не повторяйте этого дома.
Так вышло, что я почти лишился участия в SuperD за два дня до гонки. Дело в том, что мне довелось максимально неприятно приземлиться пером лапьера на камень в районе заднего шарнира (аккурат рядом с тормозным диском) и это дало о себе знать. Удар был очень жестким, откололся кусочек карбона с пера, но в целом все выглядело нормально. Проблема, впрочем, все-таки проявилась вчера днем в виде аномальных звуков из подвески. Полтора года с горным катанием все шарниры молчали в тряпочку, ни капли не намекая на какие-либо проблемы и необходимость переборки, поэтому это может показаться странным, но впервые появилась идея все там разобрать и смазать. Благо рядом как раз много светлых умов, которые, если что, помогут советом и сдадут в аренду прямые руки. В общем, как обычно в правильных горах.
Благо рядом как раз много светлых умов, которые, если что, помогут советом и сдадут в аренду прямые руки. В общем, как обычно в правильных горах.
Разборка шла прекрасно и сопровождалась приятными удивлениями в виде абсолютно чистых, в заводской смазке, болтов подвески, что подтвердит Андрей Алаторцев, он же Вломобой. Все шло хорошо, пока мы не добрались до шарнира, которым я приземлился в камень. Внешне все было в порядке, мы начали выкручивать болт, он выкрутился из резьбы, но дальше не продвинулся, повис в воздухе, выйдя из шарнира на 1/3. Классическая ситуация, посему никто не придал ей значения.
… спустя 40 минут стало понятно, что правильными ударами аналога резинового молотка болт все равно не двигается ни на мм. Позже окажется, что от того удара об камень визуально абсолютно незаметно овализировалась втулка скольжения в шарнире и заклинила болт.
… спустя час стало ясно, что болт не получается отправить и обратно в шарнир даже просто для того, чтобы привести байк к состоянию «до ремонта».
… спустя полтора часа все идеи закончились, эффекта было ноль, стемнело и приятные желтые лампы освещали тщетные попытки не вылететь из крымского катания. Я, Вломобой и отец Кости Максимова (его заинтересовала удивительная сложность обычного механического затыка) окончательно пришли ко мнению, что дело труба. Я позвонил Вадосу и сказал, что возможно вылечу из SuperD, Артур Кузин любезно предложил свой эндурик на тренировку, а Костя Павлов — свой даунхильный байк — на гонку.
Понятно, что рамы иногда получают травмы, не совместимые с жизнью, но очень хотелось верить, что лапьер еще послужит и позволит проехать эту шестую горную гонку на его счету.
Примерно через два часа стало ясно, что пациента нужно реанимировать, а для этого нужны решительные меры. На этой стадии мы втроем решительно разобрали байк, уложили его перьями на скамейку, проложили все досками и приготовились.
… бить Lapierre огромным булыжником. Что поделаешь, если удары тяжелыми резиновыми изделиями не помогают, а кататься очень хочется? Как говорится, тщательно зафиксированный пациент в анастезии не нуждается.
Очень важно было попадать строго куда надо, а именно — в этот шестигранник.
Каким же был праздник, когда на какой-то удар это сработало! Болт удалось выбить, по счастью ни один удар не прилетел прямиком в раму.
… Настало уже дело техники, а именно включился технический скилл Вломобоя.
… была аккуратно прочищена резьба, а трофейным ножом Андрею удалось убрать овал внутри втулки.
… взяли чайную ложку и ее обратной стороной промазали густой смазкой все шарниры и, конечно, пострадавший.
Через три часа после появления проблемы с шарниром, на который на трассе было совершено покушение, байк постепенно начал собираться и сегодня утром успешно выехал на даунхильную трассу Лаванда как новый. Тихий, мягкий, словно и не издевались над ним прошлой ночью. В общем, по всем правилам горного ремонта. Желаю и вам, если уж придется испытать такое с какими-то железками, выходить сухими из воды и продолжать кататься. А Lapierre, оказывается, можно чинить булыжником.
Автомобиль сегодня становится чем-то большим, чем просто средством передвижения. Владельцы машин любят их, пытаются выделить из толпы, добавив что-то особенное внешнему виду. Такой вид модернизации называется стайлинг и включает огромное количество различных способов добавления красоты. Это и бампера, и обвесы, и фары замысловатых форм, и тонировка, и различные способы покраски деталей. Очень распространёнными среди автолюбителей являются детали из карбона (или углепластика), которые пользуются огромной популярностью, причём, скорее, из-за необычного внешнего вида, а не из-за своих аэродинамических свойств. В этой статье мы расскажем, как сделать углепластик своими руками.
Характеристики карбона
Углепластик обладает рядом выдающихся качеств, таких как очень высокая прочность при малом весе. Зачастую детали из карбона прочнее даже, чем стальные аналоги, а весят при этом гораздо меньше. Благодаря таким характеристикам, детали из этого материала находят широкое применение во многих сферах промышленности. В основном это ракетостроение, самолётостроение и судостроение, так как в этих областях такие параметры материалов нужны больше всего. При этом производство углепластика связано с рядом технических сложностей, таких как необходимость постоянного контроля условий изготовления с применением очень дорогостоящих и энергозатратных методов. Если же отказаться от подобного контроля, то существует огромный риск того, что характеристики материала получатся гораздо хуже ожидаемых. Причиной этому может послужить малейшее отклонение от рекомендуемых параметров производства. Также настоящий материал плохо выдерживает удары, в результате чего даже незначительная деформация может повредить деталь из углепластика.
В основном это ракетостроение, самолётостроение и судостроение, так как в этих областях такие параметры материалов нужны больше всего. При этом производство углепластика связано с рядом технических сложностей, таких как необходимость постоянного контроля условий изготовления с применением очень дорогостоящих и энергозатратных методов. Если же отказаться от подобного контроля, то существует огромный риск того, что характеристики материала получатся гораздо хуже ожидаемых. Причиной этому может послужить малейшее отклонение от рекомендуемых параметров производства. Также настоящий материал плохо выдерживает удары, в результате чего даже незначительная деформация может повредить деталь из углепластика.
Эти же характеристики стали причиной того, что детали из карбона стали широко применяться при подготовке гоночных автомобилей, а благодаря их своеобразному внешнему виду, этот материал стал пользоваться немалой популярностью среди обычных автолюбителей. Поэтому изготовление деталей из карбона является очень распространённой задачей многих водителей, которые мечтают добавить изюминку во внешность своей машины.
Способы изготовления карбона
Для того чтобы изготовить деталь автомобиля из углепластика, совсем необязательно идти в специализированный автосервис, ведь запросто можно сделать карбон своими руками. Есть несколько способов изготовления карбона. Ниже мы разберём только те способы, которые подойдут для применения в домашних условиях.
Изготовление деталей с помощью ручного давления
Этот способ отлично подойдёт для самостоятельного изготовления деталей из углепластика. Отличается он тем, что для его реализации не потребуется дорогостоящее оборудование, а значит, вы сможете изготовить себе карбоновые детали без ощутимых затрат.
Для проведения работ вам потребуется ряд инструментов: карбоновый лист, отвердитель, эпоксидная смола, валик для выдавливания пузырей и кисть для нанесения смолы.
Также вам потребуется форма, по которой вы будете изготавливать деталь. В первую очередь необходимо нанести на форму разделительный воск и дождаться его высыхания. После этого следует нанести эпоксидную смолу, на которой начать формировать слой углепластика. Следите за тем, чтобы под слоями карбона не оставалось пузырей, а его сцепление с формой было максимальным. Для этого следует воспользоваться валиком.
После этого следует нанести эпоксидную смолу, на которой начать формировать слой углепластика. Следите за тем, чтобы под слоями карбона не оставалось пузырей, а его сцепление с формой было максимальным. Для этого следует воспользоваться валиком.
После того как заготовка полностью высохнет, можно достать деталь, почистить её и покрыть лаком для обеспечения защиты покрытия.
Изготовление формы с использованием вакуума
Первые шаги в изготовлении этим способом похожи на предыдущий. Изменения присутствуют в самой форме и в порядке действий, после того как все слои углепластика выложены на форму. После этого необходимо поместить всю конструкцию в вакуумную плёнку и подключить к ней вакуумный насос. Насос откачает весь воздух и создаст давление для лучшего приставания детали к форме.
Этот способ очень хорош и позволит получать качественные детали. Однако обойдётся он довольно дорого, особенно по сравнению со способом ручного формирования: вакуумный насос стоит порядка 200 долларов.
Способ обклейки
Заключается этот способ в том, чтобы готовые детали автомобиля обклеить карбоновым материалом, а не изготавливать новые. Это не облегчит конструкцию автомобиля, зато позволит повысить прочность деталей. Например, можно обклеить капот автомобиля, бампера или приборную панель.
Порядок действий для этого способа следующий:
- Сначала необходимо подготовить ту поверхность, которую вы собираетесь обклеивать. Для этого необходимо её тщательно очистить, избавиться от резких углов и обезжирить. Далее, следует нанести клей на поверхность, а материал пропитать эпоксидной смолой и отвердителем. Карбоновые листы нужно приклеить к поверхности, избегая образования пузырей, после чего высушить её и покрыть лаком.
- Не путайте обклейку углепластиком и обклейку карбоновой плёнкой. В этом случае карбоновая плёнка представляет собой обычный автовинил с рисунком, похожим на покрытие из углепластика.
 Он применяется исключительно в декоративных целях и не несёт цели сделать детали прочнее или легче. Тем не менее, если вам важна только внешность, этот способ может вам подойти — осуществить его легче и дешевле всего. Однако делать этого мы не советуем, так как такие плёнки окажут не самое лучшее влияние на покрытие кузова вашего автомобиля.
Он применяется исключительно в декоративных целях и не несёт цели сделать детали прочнее или легче. Тем не менее, если вам важна только внешность, этот способ может вам подойти — осуществить его легче и дешевле всего. Однако делать этого мы не советуем, так как такие плёнки окажут не самое лучшее влияние на покрытие кузова вашего автомобиля.
Таким образом, вы теперь знаете, как сделать карбон самостоятельно. Для этого потребуется лишь наличие материала, умение обращаться с инструментами и некоторое терпение. Если эта статья оказалась для вас полезной, напишите нам.
Карбон своими руками (крышка багажника)
содержание видео
Рейтинг: 4.0; Голоса: 1
Карбон своими руками (крышка багажника) Владимир: Согласен с Артёмом, это просто офигеть какая экономия — делать крупной рогожей такую деталь. Дальше пролистал так вообще охренел, мало того, что они не делают матрицу, пусть даже грубую, так потом начинают всё это дело шкурить вручную, причём шкурят карбон! Увидеть такое, зная особенности работы с такими материалами и смолами — всё равно что в морду получить исподтишка. Не говорю уже о соблюдении линейных размеров готового изделия — всё будут резать и подгонять как-то. К слову, если первым же слоем используешь рогожу, то при таком её использовании поверхность (когда используется матрица первые слои делают самым тонким материалом, желательно хотя-бы в несколько слоёв, потом ждут высыхания, шкурят и грубые слои укладывают после для придания прочности) однозначно будет передавать структуру материала (квадратики, которые будут видны и тут без шлифовки или окраски не обойтись. Можно конечно делать и так, но работы прибавляется и времени + покрасить качественно не так просто, как вытащить из матрицы идеальную деталь.
Не говорю уже о соблюдении линейных размеров готового изделия — всё будут резать и подгонять как-то. К слову, если первым же слоем используешь рогожу, то при таком её использовании поверхность (когда используется матрица первые слои делают самым тонким материалом, желательно хотя-бы в несколько слоёв, потом ждут высыхания, шкурят и грубые слои укладывают после для придания прочности) однозначно будет передавать структуру материала (квадратики, которые будут видны и тут без шлифовки или окраски не обойтись. Можно конечно делать и так, но работы прибавляется и времени + покрасить качественно не так просто, как вытащить из матрицы идеальную деталь.
Дата: 2020-04-27
← Rds сибирь 2016 первый этап красное кольцо
Как правильно красить диски? →
Похожие видео
Наш автосервис снесли. Что теперь делать?
• Настя Туман
Круче и дешевле! Тойоты из грузии и эмиратов
• Лиса Рулит
Geely Atlas Pro (2022) — Когда нет денег, но хочется ездить; )
• Клубный сервис
Как маркировка автомобиля защищает от угона и кражи? Часть 1.
• Угона.нет — защита от угона
Рабочий кабинет дальнобойщика чистый кайф, рейс на юга
• Большегруз 40rus
#буднисервиса логан2 — самая убитая подвеска! Такого заднего амортизатора мы еще у себя не видели
• Ремонт Рено
Комментарии и отзывы: 9
Electric
для разглаживания смолы используйте валик а не кисточку ) запомните неравномерное распределение смолы приведёт к ненужной жесткости и растрескиванию и лишнему весу — а так же лишним БУГРАМ — валиком с центра во все стороны выглаживайте смолу — что бы была идеально ровная поверхность! после стекловолокна дождитесь полного высыхания — потом машинкой прошкурьте иначе бугорки и всякие неровности -БЕЗУМНО СТАНУТ ЗАМЕТНЫ НА ПОВЕРХНОСТИ КАРБОНА! затем нанесите валиком небольшое количество смолы для прилипания и нанесите карбон и прогладьте валиком, и ещё раз прогладьте со смолой, дождитесь высыхания, и еще слой смолы всё валиком — что бы было идеально ровно после ждём высыхания если вакуум создать не можем при помощи обычного пылесоса.
Grappling
это такой тип мастеров. с пафосом берутся за любую работу. что то получается. главное что потом покер фейс сделать и сказать ну нормально получилось. главное же — баночки, весы. и мемуары про детство. и в процентах сказать не могу (потому что считать лень, им в магазине сказали — вам на 2 бутылки смолы нужно вот 2 баночки активатора. и все. главное что бы колёса не забывали протягивать. помнь пример из моей жизни. работал я в митсубиси Челябинск (тачки продавал, лет 10 назад. мужик один купил 9 лансера в не богатой комплектации. захотел спойлер поставить. ему продали от 9 эво спойлер. спойлер приехал из Рольфа. полка карбон, стойки в грунте. ну и что. его покрасили полностью, Карл! Карбон, покрасили, Карл! А маляры сказали: х ли японцы такие жопашники. не могли весь спойлер загрунтовать, только стойки. и это у официального дилера.
Никита
Молодец, многие и этого не могут. Но, если честно это ужасная работа, у вас нет понимание, как карбон производится. Карбон(изделия из него, традиционного) таким образом не производится. Так как после выкладки и полимеризации, он не должен требовать дальнейшей обработки внешнего слоя. Поэтому используется матрица и вакуумирование. Уж намного было бы проще снять матрицу с вашей детали и получить идеальный продукт без использование абразивного материала на выходе. В вашем случае это способ ламинирование, в этом случае макет должен остаться внутри вашего изделия. Не нужно разделять их. Опыт здесь не имеет особого значение, главное знать правильную технологию, и даже первый ваш раз получится хорошего качества. Вы хоть бы ребра жесткости добавили изнутри.
данунах
доброго времени суток. посмотрел, почитал, подумал. обычно не коментирую, не знаю что нашло. в данном ролике показан способ изготовления облегченной пластины в кустарных условиях быстро и дешево. вот нафига для разового изделия такого класса матрица. к тому же полиэфир как ни покрывай лаком с УФ фильтром один фиг пожелтеет. такой вариант как в ролике можно сделать за два дня. далее, препрег это предварительно пропитаная ткань, и не обязательно для высоких температур, есть и низкотемпературные препреги(минимум какой встречал это 60 градусов )порадовало выражение запечь карбон по сути в автоклаве не запекают а полимеризуют смолу, в вакуме и под давлением. удачи вам мужики(и не забывайте о технике безопасности)
вот нафига для разового изделия такого класса матрица. к тому же полиэфир как ни покрывай лаком с УФ фильтром один фиг пожелтеет. такой вариант как в ролике можно сделать за два дня. далее, препрег это предварительно пропитаная ткань, и не обязательно для высоких температур, есть и низкотемпературные препреги(минимум какой встречал это 60 градусов )порадовало выражение запечь карбон по сути в автоклаве не запекают а полимеризуют смолу, в вакуме и под давлением. удачи вам мужики(и не забывайте о технике безопасности)
алексей
где карбон? та черная жижа это стеклоткать окрашенная в черный цвет, ну видно же что гнется как и стеклоткань во вторых, даже если представить что то настоящий карбон, 1 слой? рили? и где термообработка? товарищи, которые пишут что метр погонный карбона стоит 10 баксов, посмотрите тесты китайской карбоной продукции, к примеру рамы, или детали велосипедные, и тесты брендовых изделий. в идеале, хороший карбон будет крепче алюминия. этот ваш китайский карбон за 10 баксов будет лопаться при малейший нагрузках то что на видео ролике, это 100% НЕ КАРБОН, и тем более без должной обработки он им не станет
Сергей
Я, работаю на заводе, в цехе по производству копмпозита. Эти два жулика! просто вас разводят! На данном видео стеклоткань, на КАРБОН 100% ДЕНЕГ НЕ ХВАТИТ, во вторых карбон должен пройти термообработку в автоклаве где есть вакуум, давление и температура! в третьих я спрашивал на заводе сколько мне как сотруднику выйдет бампер на приору из 100% карбона. Дак вот господа 635 000 это стоймость новой приоры. Некоторые козлики щас выть будут да типа дорого что то ты пиз. шь. НУ РЕБЯ один метр 100% карбона стоит не кисло, во вторых оборудование, в третьих технология.
Эти два жулика! просто вас разводят! На данном видео стеклоткань, на КАРБОН 100% ДЕНЕГ НЕ ХВАТИТ, во вторых карбон должен пройти термообработку в автоклаве где есть вакуум, давление и температура! в третьих я спрашивал на заводе сколько мне как сотруднику выйдет бампер на приору из 100% карбона. Дак вот господа 635 000 это стоймость новой приоры. Некоторые козлики щас выть будут да типа дорого что то ты пиз. шь. НУ РЕБЯ один метр 100% карбона стоит не кисло, во вторых оборудование, в третьих технология.
Костя
коменты читаю-угараю)столько специалистов композитных технологий, куда деваться. школота голимая, не могут отличить карбон от стеклоткани. в видюхе показан вариант ламинирования карбоном, он же углеткань по русски. ламинировние-отделка детали карбоном, если кто не в курсе. отличие карбона от стеклоткани-материал нитей. деталь же из карбона делается тремя способами-ручная формовка, вакуумная формовка и выпекание в автоклавах при высокой температуре и давлении. что так, что этак-карбон остается карбоном.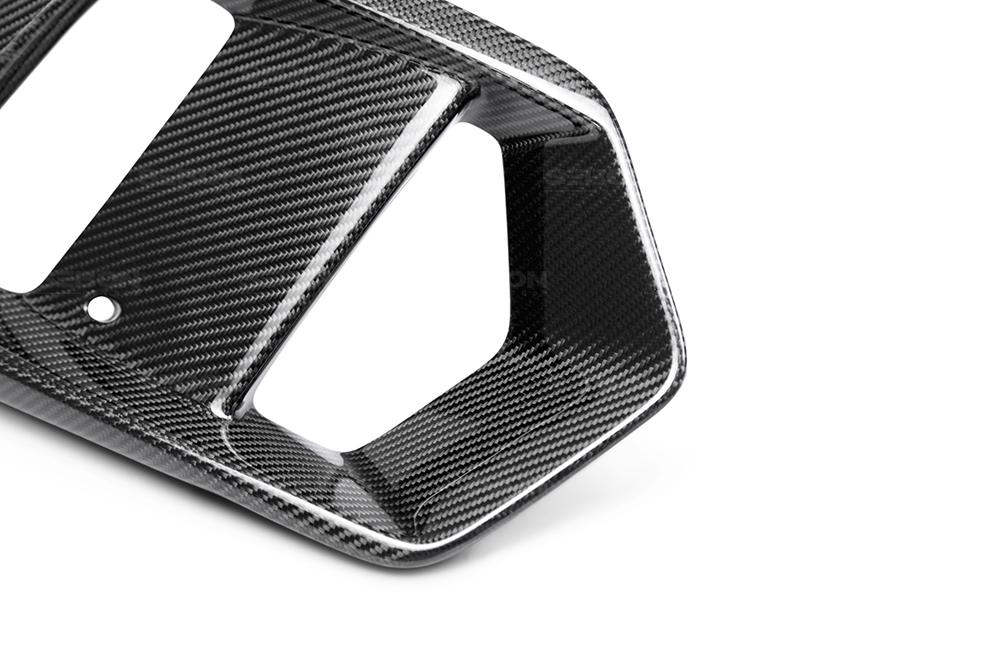
TheAkmalaka
вы вот выложили видео, а школьники повторять будут, вы бы технику безопасности соблюдали, хотя бы на камеру, резать стеклоткань, а тем более углеволокнистые материалы, нужно в ваших условиях строго под водой, погрузили деталь в бассейн небольшой и режьте, а при работе с эпоксидной обязательно наличие принудительной вентиляции и респираторов, раз Вам на себя насрать, то хотя бы дайте пример Вашим подражателям, которые найдутся по любому.
Бухать
раскатывать нужно валиком и по мне больше нравится использовать эпоксидку, она не так воняет как полиэфирка и не так быстро встаёт, есть времени побольше и гораздо лучше поверхность получится если снять негативную матрицу, но это уже другая история проще всего на самом деле это взять толстый пакет и задавить вакуумом, получится очень неплохо, как мне кажется, да и склеются слои все лучше
Что такое карбон? Карбон для тюнинга втомобиля
Карбон — это широко используемый термин у которого есть множество других названий, таких как настоящий углерод или полный углерод, углеродное волокно или углепластик. В этой статье мы обобщили важную информацию о карбоне.
В этой статье мы обобщили важную информацию о карбоне.
Оглавление
- Карбон и что нужно знать!
- Из чего состоит карбон?
- Вес, толщина и прочность карбона. Видео о свойствах материала:
- Какой бывает карбон? Типы:
- Классический карбон (корпус):
- Кованый углерод:
- Феррари или льняной карбон:
- Формула 1:
- Какого цвета карбон?
- Отделка или герметизация карбоновых деталей
- Какая ткань из углеродного волокна самая прочная?
- Какие бывают виды карбона?
- Настоящий карбон
- Из углеродного волокна
- Полный карбон
- Углеродная фольга
- Печать с переливом воды
- CFR / CFRP
- Как производится карбон — детали технологических процессов
- Ручное ламинирование
- Метод впрыска
- Мокрый препрег
- Сухой препрег
- Углерод как материал
- Как сделать карбон своими руками — видео:
- Вывод:
- Промышленное изготовление карбона — видео:
Карбон и что нужно знать!
Карбон (углерод) — это углеродное волокно. Обычно слово «карбон» уже понимается как обозначение определенной части изделия, имеющей рисунок углеродной ткани.
Обычно слово «карбон» уже понимается как обозначение определенной части изделия, имеющей рисунок углеродной ткани.
В настоящее время углеродное волокно широко используется в промышленности в качестве арматуры на основе высококачественных эпоксидных смол.
Ткани из углеродного волокна используются в основном там, где требуется максимальная долговечность и прочность продукта.
В течение многих лет композитные материалы из углеродного волокна использовались в экстремальных видах спорта и для производства компонентов интерьера и экстерьера для суперкаров (Koenigsegg, Lamborghini, McLaren, Pagani Zonda). Автомобили Формулы 1 в основном состоят из композитов, содержащих углеродное волокно.
Из чего состоит карбон?
Карбон состоит из двух компонентов. Их комбинация делает карбон таким прочным, долговечным и ценным. Первая часть это углепластик и его волокна. А вторая — это матрица из эпоксидных смол. Первый дает изделию прочность и жесткость, а матрица защищает волокна от всяческих вредных воздействий окружающей среды, и в то же время обеспечивает превосходное распределение действующих сил.
Вес, толщина и прочность карбона. Видео о свойствах материала:
Какой бывает карбон? Типы:Классический карбон (корпус):Вероятно, самый известный и наиболее используемый тип карбона в автомобильной промышленности — это тип материала кузова (саржевое переплетение 2 × 2) , в основном бывает с глянцевой поверхностью. Диагональный ходовой узор, через который две системы ниток чередуются дважды. Этот вид карбона используется при производстве в основном в автомобилях Audi, BMW, Mercedes-Benz и Porsche.
Кованый углерод:Forged Carbon (кованый углерод) один из типов карбона, Lamborghini разработала композит из углеродного волокна, который впервые был использован в Lamborghini Sesto Elemento. В отличие от обычных материалов из углепластика, Forged Carbon основан не на длинных, а на укороченных и прессованных пластиковых волокнах. Структура Forged Carbon очень похожа на камуфляж .
В отличие от обычных материалов из углепластика, Forged Carbon основан не на длинных, а на укороченных и прессованных пластиковых волокнах. Структура Forged Carbon очень похожа на камуфляж .
Это карбон, который по структуре напоминает полотно — Canvas (полотняное переплетение 1 × 1), которое является ближайшей доступной углеродной тканой структурой. Пересечение систем нитей создает узор шахматной доски. Эта углеродная структура в основном используется в автомобилях Ferrari.
Формула 1:Этот тип карбона показывает истинный характер автоспорта благодаря своему грубо плетеному корпусу. Этот тип углерода имеет такое название, потому что он используется в большинстве гоночных автомобилей Формулы 1 . Многие элементы современных автомобилей Формулы 1, такие как рулевые колеса, аэродинамические детали или различные элементы шасси, основаны на легком материале и особой конструкции. Более того, Formula 1 Carbon используется в моторном отсеке моделей BMW M2 Competition F87, M3 F80 и M4 F82 / F83.
Более того, Formula 1 Carbon используется в моторном отсеке моделей BMW M2 Competition F87, M3 F80 и M4 F82 / F83.
Какого
цвета карбон?Карбон конечно черного цвета , поэтому что уголь, из которого он производится — изначально черный. Однако карбоновые поверхности можно окрашивать как в процессе производства, так и поверх готовой детали. Чаще всего карбон используют черного или белого цвета ( и оттенков серого) с сохранением оригинального рисунка плетения, чтобы показать, что деталь произведена из карбона.
Окрашивание углеродного компонента в цвет придает поверхности другой яркий вид. Существуют различные варианты получения цветного карбона. Когда окраска происходит в момент создания материала а не наносится поверх — то рисунок волокон сохраняется, что сигнализирует о том, что деталь карбоновая. Этот эффект особенно заметен на солнце.
Если красить поверх — то карбоновый рисунок пропадет. Конечно, если вам важны сами качества карбона а не внешний вид, то деталь можно красить, скрыв карбоновую структуру. Однако не стоит наносить бесцветный лак на карбоновые детали! Лак теряет цветостойкость и желтеет! В качестве альтернативы покраски также есть варианты с цветной смолой.
Однако не стоит наносить бесцветный лак на карбоновые детали! Лак теряет цветостойкость и желтеет! В качестве альтернативы покраски также есть варианты с цветной смолой.
Отделка или герметизация карбоновых деталей
Конечно, это также имеет решающее значение для внешнего вида и качества прокладки карбоновых деталей, так называемого торца. Это защищает от вредных ультрафиолетовых лучей и других воздействий окружающей среды. Для герметизации вы можете выбрать один глянцевый лак или один из полуматовых лаков Clear.
Какая ткань из углеродного волокна самая прочная?
Для прямого сравнения возьмем тип холста 1 × 1 более естественный но не такой прочный, как материал корпуса 2 × 2 . Почему — это легко объяснить: если углеродные волокна натянуты, они снова попытаются выпрямиться. Однако благодаря особому расположению узора в формате полотняного переплетения волокна могут не просто натягиваться, но и прижиматься друг к другу. В результате ткань с трудом выдерживает сильное давление и разрыв. С плетением 2 × 2 корпуса достигается большая прочность на разрыв .
В результате ткань с трудом выдерживает сильное давление и разрыв. С плетением 2 × 2 корпуса достигается большая прочность на разрыв .
Какие бывают виды карбона?
Настоящий карбонЕсть тип карбона, который также часто используется в промышленности и называется — настоящим карбоном. Однако эта маркировка означает только настоящее углеродное волокно и то, что для его производства не использовались имитационные волокна или пленки.
Из углеродного волокнаКак следует из названия этого сорта углерода, он называется углеродным волокном для того, чтобы пользователь мог сразу планировать куда его применить — в детали или другие назначенные области применения. Решающим фактором в случае углеродного волокна является первоклассный оптический слепок. Волокна пряжи на поверхности всегда должны выходить прямыми или параллельными.
Полный карбонДругой тип карбона — это карбон Full Carbon. Он полностью сделан из углерода, т.е. на 100 процентов из углеродного волокна. Использование такого карбона приносит огромную экономию общего веса, но это отражается на цене.
Он полностью сделан из углерода, т.е. на 100 процентов из углеродного волокна. Использование такого карбона приносит огромную экономию общего веса, но это отражается на цене.
Углеродная фольга — недорогая замена другим видам карбона. Используя углеродную фольгу, вы можете получить дешевое углеродное волокно, напоминающее его по внешнему виду, ну и проявить творческий подход. Однако при ближайшем рассмотрении не хватает хорошо известной глубины, также известной как трехмерный узор. Это также не дает никакого преимущества в весе (а наоборот), так как фольга наносится непосредственно на элементы.
Печать с переливом водыЕще одна не дорогая альтернатива полностью карбоновому покрытию — нанесенный углеродный узор Water Overflow Printing. Как пленки углерода, эта технология Kein дает преимущество веса. Ее популярность объясняется тем, что она представляет собой довольно универсальный и практичный материал для творчества, позволяющий лепить буквально что угодно. Еще один недостаток — это оптический слепок, потому что обычно рисунки, используемые при печати с переливом воды, хуже, чем, например, углеродная фольга.
Ее популярность объясняется тем, что она представляет собой довольно универсальный и практичный материал для творчества, позволяющий лепить буквально что угодно. Еще один недостаток — это оптический слепок, потому что обычно рисунки, используемые при печати с переливом воды, хуже, чем, например, углеродная фольга.
Две аббревиатуры CFR и CFRP означают «пластик, армированный углеродным волокном» (Carbon Fiber Reinforced Polymer). Cимвол «Р» аббревиатуры CFRP допускает также расшифровку «пластик» или «полимер».
Здесь необходимы два разных компонента / материала, чтобы сделать прочную, легкую и недорогую деталь из карбона. Компонент углепластика может быть очень прочным и дешевым в производстве препрега.
Как производится карбон — детали технологических процессов
Помимо различных типов углерода в автомобильной промышленности, существуют также различные типы технологического проектирования карбона. Мы хотели бы вкратце представить их:
Ручное ламинированиеСамый простой и самый старый метод в процессе штамповки. Технологический процесс называется ручным ламинированием. Поскольку должны быть соблюдены только минимальные технические требования, эта технология подходит для небольших серий и очень простых компонентов. Но как эта техника работает сейчас? При ручном ламинировании каждое волокно вручную пропитывается смолой с помощью кисти или валика. Затем следует модификация, а именно — шлифовка, покраска прозрачным лаком или аналогичные дополнительные шаги.
Технологический процесс называется ручным ламинированием. Поскольку должны быть соблюдены только минимальные технические требования, эта технология подходит для небольших серий и очень простых компонентов. Но как эта техника работает сейчас? При ручном ламинировании каждое волокно вручную пропитывается смолой с помощью кисти или валика. Затем следует модификация, а именно — шлифовка, покраска прозрачным лаком или аналогичные дополнительные шаги.
С другой стороны, эту технику трудно превзойти по возможности создания сверхлегких деталей.
Метод впрыскаЭтот техпроцесс впечатляет соотношением цены и качества и в то же время дает хорошие результаты. В процессе инжекции волокно помещается в форму и закрывается пакетом или вакуумной фольгой. Далее следует пропитка. Смолу выливают в пресс — форму под давлением до 20 бар.
Мокрый препрегПрепреги — это композиционные материалы-полуфабрикаты. Их получают путем пропитки армирующей волокнистой основы равномерно распределенными полимерными связующими.

Процессы высочайшего качества мокрого препрега при производстве изделий из углеродного волокна используются в Формуле 1 и в авиации. Во время процесса препрега волокно, уже покрытое специальной смолой, предварительно пропитывается . Таким образом, можно легко контролировать содержание смолы в ткани и создавать сверхлегкие детали.
В частности, при производстве передних губ, крышек багажника или задних диффузоров и спойлеров из углеродного волокна используется мокрый препрег. Название технологии связано с тем, что точно дозированное количество смолы наливается прямо на ткань, и структура пропитывается. Тогда карбон затвердевает при комнатной температуре.
Сухой препрегСухая намотка — более прогрессивный способ, нежели мокрая. При сухом методе для намотки используются препреги из нитей, жгутов и лент. Пропитка и подсушка выполняются на специализированных заводах отдельно от намотки, что позволяет расширить диапазон применяемых полимерных связующих за счет использования различных растворителей. Связующие с растворителями имеют низкую технологическую вязкость, а это позволяет добиться высокого качества в равномерности пропитки.
Связующие с растворителями имеют низкую технологическую вязкость, а это позволяет добиться высокого качества в равномерности пропитки.
В процессе с использованием сухого препрега каждое изменение должно происходить отдельно, и дозирование количества смолы должно быть очень точным, чтобы изделия не становились липкими. После придания формы деталям требуется несколько часов для запекания при температуре 120 ° C. Это сложное производство, что и влияет на цену.
Детали из сухого углерода обычно так же дороги, как и детали из влажного углерода. Однако решающим фактором является чрезвычайно высокая потеря веса, вызванная процессом сухого препрега. Поэтому у тюнеров высокого класса нет альтернативы.
Углерод как материал
Он прочный и легкий, но в случае аварии материал может преподнести сюрпризы. Когда Карбон раскалывается, образуется много ядовитой пыли. Когда углепластик начинает гореть, образующиеся микроволокна обладают эффектом асбеста. Выброшенные при пожаре микрочастицы углерода проникают глубоко в легкие.
Выброшенные при пожаре микрочастицы углерода проникают глубоко в легкие.
Как сделать карбон своими руками — видео:
Вывод:
По мере развития все более сложных производственных процессов, происходит внедрение и создание инновационных и доступных технологий. Все чаще для проектирования и создания высококачественных изделий, используется углепластик — Карбон.
Промышленное изготовление карбона — видео:
Карбоновые мелочи. Делаем салон спортивнее
Илья [mrjoe]
24.07.2016, Просмотров: 5636
Любая даже самая мелкая и незначительная деталь может придать общей композиции определенное направление. Вроде бы мелочь, а внешний вид изменит и композиции повернет из классики в спорт.
Например, некоторые детали интерьера отделанные деревом придадут салону классический строгий вид с теплыми оттенками. Сидя в таком салоне не возникает желания срываться со светофора или выгонять машину на загородный трек, чтоб обкатать авто на пределе возможностей. А вот алюминиевая ручка кпп или рычаг ручного тормоза, алюминиевые элементы в панели приборов, тут же подвигают вас вести себя более агрессивно на дороге, резко разгоняться, мгновенно останавливаться, перемещаться в рядах на грани штрафа или притирки с другим авто. С чем это связано? Все просто — с восприятием спортивной атмосферы, созданной собственными руками, даже если все остальное стоит стандартное.
С чем это связано? Все просто — с восприятием спортивной атмосферы, созданной собственными руками, даже если все остальное стоит стандартное.
Многие не раз видели обычную машину без какого-либо тюнинга, агрессивно ведущую себя на дороге, и переделки на ней только некоторые надписи брендов производителей тюнинг-аксессуаров или маркировкой GT или GTI и прочее. Подумать только, какие-то надписи, а как меняют поведение. Что уж говорить, если в салоне будут стоять вместо «родных» сидений — спортивные ковши, алюминиевая или карбоновая отделка элементов, пусть даже и пленка, дополнительные выводы приборов на панель и тд. Но почему отделка карбоном увязывает со спортом? Психологи бы ответили, что карбон современный материал, а мир автоспорта любит высокотехнологичные «фишки», поэтому то, что новое в этой области, то автоматически становится в тренде и влечет за собой определенные прослойки общества, особенно определенную возрастную категорию.
Карбон — не только спорт
Однако, карбоновые детали в салоне — это не только спортивно, это прежде всего практично. Ибо материал очень легок, прочен, долговечен и достаточно красив. Им вполне возможно отделать салон классического седана или внедорожника, дабы подчеркнуть статус владельца, обновить потертые детали или освежить интерьер. Можно подобрать различную фактуру плетения нити различные цвета, комбинировать их в рамках общей концепции. В зависимости от структуры рисунка, салон можно сделать более классическим или более спортивным.
Надо сказать, что сама ткань представляет собой материал из углеродных нитей, покрытых эпоксидной смолой. При изготовлении определенной детали, слои ткани накладываются друг на друга, делая изделие максимально прочны и при этом незнаничетельно увеличивая его вес. В мире большого автоспорта, карбон повсеместно применяют для увеличения прочности конструкции и облегчения веса автомобиля. Например, кузов Lamborghini Aventador представляет собой карбоновый монокок с навешанным на него оборудованием. Внешние детали кузова тоже из карбона.
Что отделывают карбоном?
Естественно таким материалом сидения и потолок отделывать не будешь. Но вот элементы этих деталей вполне подходят. Например, панель управления подсветкой салона или люка на потолке, вполне пригодная для отделки карбоном, тем более что это места постоянно прикосновения не только водителе, но и пассажиром, ногти которого зачастую царапают стандартную обшивку и приводят через некоторое время в неприглядный вид. Или же ставки на панели приборов, молдинги, ручку кпп и ручного тормоза, руль, подлокотник, крышки различных ниш, ручки открывания дверей и консоль стеклоподъемников, а также панели сидений и кнопки управления положением сидений.
Где достать вожделенные аксессуары?
Авторынок предлагает множество вариаций карбоновых деталей для различных авто, однако моделей много, вкус у автомобилиста различный и на всех не угодить. Тем более, что производители предлагают готовые решения, только для самых популярных моделей, а если ваш автомобиль в их число не входит, то придется основательно поискать.
Как вариант, выступают компании, производящие элементы на заказ, но и у них ограниченное число матриц и возможно под вашу модель, придется делать новый шаблон, а это существенно удорожает стоимость изделия (в разы). Обиднее всего, что изготовление матрицы оплачиваете вы, а ей потом пользуется компания изготовившая вам деталь, совершенно бесплатно.
Выход — изготовить все самому. Этот путь не менее тернист, чем предыдущие, однако она вам даст определенные умения и навыки, если конечны вы ими еще не владеете. При чем, данные навыки в будущем помогут вам зарабатывать приличные деньги.
Карбоновые детали своими руками
Самый простой и распространенный способ привнести карбоновые нотки в собственный салон — это нанести на готовые детали карбоновую ткань. Не путайте с пленкой. Для этого необходимо демонтировать деталь и привести ее в порядок (отмыть, зачистить). Первым делом необходимо будет покрасить деталь в цвет карбонового волокна, обычно это черный. Так как если изначально деталь другого цвета, то есть вероятность, что она будет проглядывать сквозь углеволокно. Далее прикладываем лит волокна к необходимой детали и фиксируем края скотчем, чтоб ткань распустилась. Размер выкройки делаем с запасом.
Следующим шагом будет нанесение эпоксидки на деталь и прикладывание к ней карбоновой заготовки. Необходимо тщательно разгладить поверхность, чтобы не осталось пузырей. Далее оставляем полуфабрикат до высыхания. Потом необходимо равномерно нанести смолу на приклеенную к детали ткань (как правило несколько слоев до полной пропитки углеволокна).
После высыхания наносим финишный слой.Важно! Если пузыри все таки образовались, то выгнать их можно паяльной лампой, но выгнать их необходимо обязательно, ибо он в последствии разрушит деталь. После окончательно высыхания, необходимо очистить наждачной бумагой место прогревания паяльной лампой (на случай если пришлось применять) и все тщательно отполировать.
Для получения качественной детали необходимо наносить минимум 4 слоя смолы. Если вы нb разу этим не занимались, то необходимо сперва начать максимально прямых и не сложных деталей, дабы набить руку и испортить материала.
P.S. Если получилось, что деталь получилась не очень удачная или вы ее испортили, не стоит отчаиваться. Достаточно положить ее в морозилку на несколько часов, потом легка скрутить ее и слой отвалится, а далее повторяем действие, только уже более осторожно.
Особенности и преимущества карбона. Его недостатки и способы имитации • MonsterAuto.ru
Каталог товаров
(495) 204-36-15 Звоните с 9:00 до 21:00
Обратный звонок
- Главная
- Статьи
25 ноября 2014
Для многих автолюбителей желание тюнинговать свой автомобиль стало по-настоящему навязчивой идеей. Хочется изменить своего «железного коня», сделать его более ярким, непохожим на остальных. Так, одним из наиболее популярных направлений внешнего и внутреннего тюнинга является использование карбона. Но какой он этот материал, какие у него есть преимущества и недостатки, как его можно использовать. Давайте разберемся с этими вопросами более подробно.
Что такое карбон и чем он отличается от углепластика?
Производство столь популярного композитного материала было налажено уже давно. В начале 20 века, англичане из Фарнборо продемонстрировали публике первые детали, выполненные из этого чудо-материала. В его основе – огромное число переплетенных углеродных нитей, которые крепятся между собой с помощью эпоксидной смолы. Чтобы придать материалу максимальной прочности они укладываются под определенным углом друг к другу. Именно углеродные нити являются основным элементом этого композитного материала. Несмотря на свою минимальную толщину, их невозможно сломать или порвать. Рисунок современного стекловолокнистого полимера может быть выполнен в виде рогожи, елочки и прочих фигур.
Карбоновый задний диффузор
Карбон активно применяется во многих сферах жизни, но в тюнинге автомобилей больше всего. Из этого материала изготавливаются спойлеры, капоты, различные элементы салона и кузова. Если вы собрались строить сверхоблегченный корч, то использование этого углеродного материала просто необходимо. Кроме этого, карбон нашел свое применение не только в авто – его активно используют для производства основных деталей катеров, снегоходов, мотоциклов и других видов транспорта.
Карбоновый воздухозаборник
Преимущества и недостатки углепластика
Материал «карбон» достаточно специфичен по своей структуре и особенностям, поэтому у него есть, как положительные, так и отрицательные стороны. К основным преимуществам можно отнести легкость и прочность. Что касается прочности, то благодаря особому плетению нитей, этот композитный материал и вовсе не уступает многим современным металлам. Вес карбона почти вполовину меньше, чем у стали и на 1/5 меньше, чем у алюминия.
Карбоновая крыша автомобиля
Карбон: какая прочность на разрыв?
Слышали об уникальной прочности стекловолокна? Так вот, деталь, выполненная из карбона, обладает гораздо лучшими характеристиками в этом отношении. Поэтому именно этот композит применяется в автоспорте, где особое внимание уделяется безопасности пилотов и достижению результата. Любое снижение веса болида при сохранении максимального уровня прочности – это только плюс.
Дверь и капот
Насколько этот углепластик прочнее металла?
Но есть у карбона и явные недостатки. Многих любителей тюнинга от покупки углепластиковых элементов «отговаривает» высокая стоимость. Если сравнивать с тем же стекловолокном, то карбон намного дороже. В качестве причины можно привести как раз уникальную технологическую сложность процесса производства. Да и сами исходные материалы обходятся производителям в «копеечку». К примеру, склеивание различных слоев в материале осуществляется с помощью качественных и дорогих смол. Кроме того, компании-производители для выпуска карбона вынуждены закупать специализированное и дорогостоящее оборудование.
Задний спойлер
Но это не все недостатки популярного материала для тюнинга. Как показывает практика, этот композитный материал очень боится точечных и сильных ударов. Достаточно сильного воздействия даже мелкого камешка, чтобы насквозь пробить карбоновый элемент автомобиля. Уже через несколько лет эксплуатации тот же капот может иметь вид настоящего решета. Кроме этого, карбон очень не любит солнечных лучей. Если не прятать автомобиль в гараж и оставлять его на улице, то скоро первоначальный цвет будет утерян.
Каркас и растяжки
Мы уже упоминали о чувствительности этого композита к различным ударам. Так вот, при повреждении данный материал невозможно постановить. Единственным выходом для автолюбителя является только полная замена детали, а это, как вы уже поняли, серьезные затраты.
Капот из углеволокна
Возможна ли имитация карбона?
Обычному автолюбителю все равно, насколько прочным или легким является карбон. Главное, что он очень красиво смотрится – именно это привлекает любителей тюнинга. Поэтому нет необходимости использовать оригинальный дорогостоящий материал – достаточно его имитации.
Дверные ручки «под-карбон»
Пленки ПВХ
Сегодня можно имитировать карбон несколькими различными методами. Наибольшую популярность (именно по причине своей доступности) получила специальная карбоновая ПВХ пленка, дублирующая оригинальный рисунок. Подобных «заменителей» сегодня множество, в самом различном исполнении. С помощью строительного фена и пленки можно оклеить практически любую деталь интерьера и экстерьера автомобиля, придав ей необычный вид карбона. Конечно, обтянуть мелкие элементы с первого раза не всегда получается, но если потренироваться, то даже эта задача становится выполнимой. Если в работе все-таки возникают проблемы, то всегда можно обратиться к мастерам своего дела. Организаций, которые занимаются подобным видом тюнинга, сегодня достаточно.
Аквапечать
Второй вариант имитации карбона – так называемая аквапечать. Здесь также осуществляется обклейка специальной пленкой, но накладывается она под давлением воды. Сделать такую работу в «гаражных» условиях уже не получится – необходимо дополнительное оборудование. Преимущество такого метода заключается в более высоком качестве тюнинга. При этом пленку, в отличие от прошлого метода, можно наносить даже на самые «фигуристые» детали. Если обработка выполнена качественно и с соблюдением технологии, то внешний вид нисколько не будет отличаться от настоящего карбона.
К слову, формулировка «кузов или салон под карбон» сегодня очень популярна. Так вот, это совсем не значит, что элементы выполнены из дорогостоящего материала – просто сделана обтяжка специальной пленкой посредством одной из технологий, описанных выше.
Аэрография «под-карбон»
Раз мы уже начали описывать все варианты имитации, то должны упомянуть и третий способ – нанесение аэрографии. Конечно, по конечному внешнему виду данный метод хуже, чем два предыдущих, но в определенных кругах автолюбителей он также пользуется популярностью. Аэрограф, к сожалению, не способен с точностью передать рисунок композита – именно с этим и возникают определенные проблемы.
Как сэкономить на покупке и какова цена вопроса?
В любом случае композитный тюнинг сегодня очень популярен. Немного затрат и можно преобразить свой автомобиль, сделать его узнаваемым и ярким. кроме этого, карбоновая пленка, нанесенная на внешние элементы кузова, способна защитить металл и краску от внешних воздействий. Бесспорно, лучше использовать натуральный карбон или углепластиковый полимер. Но если необходимой суммы в наличии нет, то пленка «под-карбон» – лучший вариант.
Оклейка пленкой Техногид
Ваше имя
Телефон
Когда вам позвонить?
как можно скорее
утром (с 10:00 до 13:00)
днём (с 13:00 до 18:00)
вечером (с 18:00 до 20:00)
Комментарий
Спасибо за обращение! Номер вашей заявки .
Наш сотрудник свяжется с вами в указанный вами интервал времени.
E-Mail *
Спасибо! Как только этот товар появится в наличии, мы уведомим вас по e-mail
Ваш регион — Москва?
Другой регион
Рады приветствовать вас!
Пароль не подходит
Телефон или EMail
забыли пароль?
Пароль
регистрация
Указан неверный email или телефон
Указанный email или телефон уже зарегистрирован
Неверное имя
Ошибка автоматического входа
Телефон или EMail
ФИО
вход
Указан неверный email или телефон
Указанный email или телефон не зарегистрирован
Телефон или EMail
отмена
На указанный email было отправлено письмо с инструкциями по восстановлению пароля
На указанный телефон было отправлено sms-сообщение с паролем
Продолжить
Карбоновые диски — характеристики, преимущества, перспективы на рынке
- Новости
- Есть ли будущее у дисков из карбона
Глядя на поток автомобилей, мы автоматически отмечаем, из какого материала сделаны колеса. Сегодня карбоновые диски встречаются нечасто, ведь их стоимость может доходить до четверти цены самого автомобиля. Этой осенью на автофорумах и журналах появилась новость: себестоимость углепластиковых колес удалось снизить почти на 40 процентов, так что многие известные производители престижных авто задумались об установке карбона на серийные машины. Можно ли этому верить?
Что такое карбон, и чем он лучше традиционных сплавов
Основу карбона составляют волокна углерода, которые часто соединяют с резиновыми нитями. Плотность углеродных нитей — 1600 кг/м³, но способность сопротивляться растяжению и разрыву выше, чем у стали. Но углерод — еще не карбон. Чтобы получить исходный композитный материал для карбоновых дисков, волокна углерода и резины переплетают под строго выверенным углом, получая ткань. А затем слои ткани склеивают между собой эпоксидной смолой. Так изготавливают самый дорогой в мире материал для изготовления колесных дисков.
Почему карбон так дорог? Это связано с технологией получения волокон углерода. Существует несколько способов выращивания длинных нитей: выращивание в световой дуге, автоклаве, химическое осаждение на специальный носитель. В процессе изготовления самых дорогих видов температура нагрева достигает 3500 градусов, а менее прочные сорта требуют температуры как минимум до 260 градусов. Разогревать исходное сырье (полиакрилонитрин) нужно только в инертной газовой среде, что приводит к дополнительным расходам.
Впрочем, затраты окупаются за счет уникальных характеристик углепластика. Углеволокно на 40% легче стали, может выдерживать нагрузку до 70 000 кг на квадратный миллиметор, прочность на разрыв составляет около 5 Гпа. Колесные диски из углепластика получаются легкими и исключительно прочными, а привлекательный внешний вид поверхности привел к появлению дизайна моделей из сплавов «под карбон».
Плюсы и минусы углепластиковых дисков
Вначале карбоновые колеса устанавливали только на гоночные спортивные машины. Легкие и прочные колеса обеспечивали прекрасную управляемость болидов, не боялись перегрева из-за высоких скоростей, имели более высокий ресурс прочности. Кстати, из того же материала изготавливают детали тормозной системы, капоты, фрикционные накладки, крылья, детали салона.
Легкость и красота колес из карбона — не единственные его достоинства. Диски не склонны к деформации, выдерживают высокие температуры, не боятся коррозии. Теоретически, на программируемом оборудовании можно изготовить модели любых типоразмеров с каким угодно дизайном. Но на практике высокая стоимость отпугивает даже состоятельных покупателей.
Тем не менее у карбоновых колесных дисков есть несколько серьезных минусов. Сами они не подвержены коррозии, но вот все металлические детали от контакта с углепластиком придется тщательно защищать. Если положить вплотную друг к другу фрагмент карбона и стальную деталь и сбрызнуть их соленой водой, коррозия будет распространяться со скоростью лесного пожара. Так что в местах контакта с металлическими деталями придется устанавливать накладки из нейтрального материала или наносить защитные лаки повышенной прочности.
Второй важный недостаток — неремонтопригодность. Согласитесь, отдать несколько тысяч долларов за колесный диск и выбросить его в случае повреждения будет обидно. Тут не спасут ни экономия топлива за счет малого веса, ни великолепные аэродинамические характеристики. Наконец, колеса из углепластика боятся ультрафиолета. Их свойства остаются прежними, но поверхность выцветает и становится не такой красивой.
Сенсационное заявление от Porsche
Недавно компания Порше заявила о создании новой технологии изготовления карбоновых колесных дисков. Продукт получился на 20% легче и на ту же величину жестче, чем лучшие спортивные модели из стали. Конструкторы собираются поставить колеса на новую модель 911 Turbo S Exclusive Series.
Стоимость углепластиковых дисков будет чуть больше пятнадцати тысяч евро — дорого, но значительно ниже обычных цен на карбон. Удешевить производство без потери характеристик карбоновых колес удалось за счет использования принципиально нового подхода. На производстве установили гигантский девятиметровый станок для плетения нитей. Именно на нем изготавливается основа, которую пропитывают смолой, обжигают в автоклаве и красят.
Представители бренда Porsche считают, что у дисков из углепластика
большое будущее. И предсказывают их скорый выход в серийное
производство. Осталось дождаться снижения цен.
Возврат к списку
Как покрыть существующие детали углеродным волокном – Видеоруководство
ВИДЕО-РУКОВОДСТВО
ИСПОЛЬЗУЕТСЯ В ЭТОМ ПРОЕКТЕ
Хотя это и не исчерпывающий список, в этом проекте использовались следующие инструменты и материалы, предоставленные Easy Composites.
Количество, указанное ниже, представляет собой приблизительное количество, использованное в проекте, округленное до ближайшего доступного размера комплекта или количества.
МАТЕРИАЛЫ И РАСХОДНЫЕ МАТЕРИАЛЫ
SK-CFS-LGXCR Стартовый комплект для снятия шкур из углеродного волокна, большой 9 фунтов стерлингов0,00 /Комплект
нг [P] нитрильные перчатки* /каждая
WPFCOMB-50Mirka Wet и Dry Comminebe Pac
FF-GPFusionFix GP Spray Adhesive £11,95 /шт.
EP-XCR-1XCR Эпоксидная смола для покрытия, 1 кг, комплект 2×2 Ткань из углеродного волокна Twill 3k (1000 мм) £ 23,00 / погонный метр
EP-XBC-1XCR Black Epoxy Basecoat 1 кг комплект £ 27,00 /комплект
Всего £ 0,00
Инструменты и оборудование
PP-SGLSafety Стаканки £ 4,75 /каждая
Scale10kgg10Kg High емкости.
BR-LAM-05Кисть для ламинирования композитов 1/2″ (12 мм) Индивидуальная цена 0,70 фунтов стерлингов за штуку
Итого 0,00 фунтов стерлингов
Пошаговое видеоруководство по снятию шкуры из углеродного волокна, которое прилагается к нашей программе XCR Carbon Fiber Skinning Starter. Комплект. В этом уроке мы используем комплект, чтобы «одеть» слой настоящего углеродного волокна на сломанную деревянную ложу винтовки. Обшивка ложи углеродным волокном не только придает ложе потрясающую новую отделку из углеродного волокна, но также значительно увеличивает ее прочность. часть
Загрузите сопутствующую инструкцию по снятию шкуры из углеродного волокна XCR в формате PDF, которая прилагается к этому видеоруководству.
Прежде чем приступить к созданию любого проекта по созданию скинов, обязательно просмотрите этот видеоурок, прочтите инструкцию и запланируйте время для своего проекта по созданию скинов — время играет ключевую роль!
РУКОВОДСТВО ПО РАЗБИВКЕ
1. Пометьте поверхность детали
Если деталь жирная или сильно загрязнена, промойте ее в мыльной воде и тщательно высушите, прежде чем продолжить.
Отшлифуйте поверхность детали как можно тщательнее, используя наждачную бумагу зернистостью 120. Обратите особое внимание при снятии пленки с пластиковых деталей (таких как детали внутренней отделки из АБС-пластика), чтобы убедиться, что вся поверхность тщательно процарапана наждачной бумагой.
После обработки поверхности детали удалите все следы пыли с помощью салфетки из микроволокна или тряпки.
2. Заглушите или заполните любые отверстия
Во многих случаях ваша деталь не будет иметь областей, которые необходимо заглушить перед скиньте кожу, но если это произойдет, вы должны сделать это сейчас, используя пластилин для лепки (пластилин). Мы не предлагаем использовать композитный воск для филировки для этой цели, потому что воск может действовать как разделительное средство на окружающих участках, влияя на связь между базовое покрытие и деталь.
3. Смешайте и нанесите базовое покрытие.
Смешайте количество базового покрытия, соответствующее размеру той части, которую вы собираетесь обшивать. Чтобы помочь вам определить правильное количество базового покрытия, вам потребуется около 330 г базового покрытия (и отвердителя вместе взятых) для покрытия 1 кв. небольшой набор для снятия шкуры, в который нужно смешать около 100 г базового покрытия; если вы использовали половину этого количества ткани, вам понадобится всего 50 г смешанного базового покрытия.
Если есть сомнения; смешать слишком мало — вы всегда можете смешать больше базового покрытия. То же самое относится к прозрачной смоле, используемой на более поздних стадиях. Используйте таблицу в начале этого руководства для некоторых удобных пропорций смешивания. Перед тем, как налить базовое покрытие, обязательно тщательно встряхните бутылку, чтобы рассеять любой пигмент, который мог осесть в бутылке.
Нанесите базовое покрытие на всю поверхность детали, подлежащей защитному покрытию. Стремитесь подать заявку
слой максимально гладко и ровно. Вы должны обнаружить, что тяжелый черный
пигмента, используемого в базовом покрытии, достаточно, чтобы затемнить цвет основного покрытия
часть, но в экстремальных обстоятельствах вы можете обнаружить, что после нанесения базового покрытия цвет
части все еще можно увидеть. В этой ситуации вам следует подождать около 2 часов (при 20°C).
чтобы первый слой базового покрытия начал отверждаться перед нанесением второго слоя
базового покрытия, прежде чем продолжить.
4. Подождите, пока базовое покрытие не достигнет идеальной липкости.
Время выполнения следующего шага очень важно. Вам нужно дождаться нанесения базового покрытия. начать отверждаться (чтобы он начал густеть и перестал быть «мокрым»), но не допускать слишком далеко, чтобы он потерял свою «липкость». При 20°C эта точка находится где-то между 2-3 часа, но вы должны продолжать проверять. Используйте палец в перчатке, чтобы нанести базовое покрытие. должен быть липким и должен быть депрессивным, но легкое прикосновение пальцем не должен отводить смолу. Некоторое время удерживая палец на смоле (не рекомендуется в каких-либо критических областях) все же, вероятно, унесет немного смолы в этот этап.
Когда базовое покрытие достигло идеального уровня липкости, вы должны немедленно приступить к
к следующему шагу. Если вы обнаружите, что пропустили идеальный уровень прихватки и что
базовое покрытие перестает быть липким, часто можно восстановить часть липкости
путем осторожного нагревания базового покрытия с помощью фена, однако это следует делать только
используется как крайняя мера.
5. Наклейте углеродную ткань на базовое покрытие
При условии, что базовое покрытие находится на идеальном уровне липкости (предыдущий раздел), оно должно обеспечить идеальную липкость для углеродного волокна. Наилучший способ укладки углеродной ткани на деталь будет варьироваться от формы к форме, но общее правило заключается в том, чтобы начинать с наиболее важных поверхностей (часто это самый большой или самый заметный), а затем работать оттуда.
Если ваша деталь имеет отверстия (например, углубления для циферблатов приборов), то обычно лучше всего положить уголь прямо над отверстием, а затем открыть его только после нанесения первого слоя прозрачной смолы. То же самое относится и к краям вашей детали, где обычно лучше всего укладывать углерод, свисающий прямо над краями вашей детали, а затем обрезать их только после нанесения первого прозрачного слоя смолы. Редко рекомендуется наматывать уголь на обратную сторону детали, потому что это часто может вызвать вздутие или образование пустот на обрезанном краю детали.
Для сложных деталей может потребоваться рассмотреть возможность заполнения поверхности несколькими секциями. Со знанием дела, такие линии соединения могут быть выполнены очень незаметно, особенно когда они расположены в углах, где их почти невозможно увидеть. Если вам необходимо получить аккуратные линии соединения с вашей стороны, вам потребуется аэрозольный клей, совместимый с эпоксидной смолой, такой как FusionFix™ Easy Composites.
Разрешить лечение. Прежде чем продолжить, дайте базовому слою высохнуть еще не менее 2 часов. Совершенно нормально выйти из проекта сейчас на любое время, прежде чем продолжить.
6. Смешайте и нанесите первый прозрачный слой
Перед нанесением 1-го слоя прозрачной смолы XCR Coating Resin проверьте свою деталь на наличие каких-либо случайных или свободных волокон углеродного волокна. Если они есть, удалите или обрежьте их, чтобы края и стыки были достаточно аккуратными, прежде чем продолжить.
Для 1-го слоя смолы вам нужно смешать немного больше смолы, чем вам потребуется для последующих слоев, потому что потребуется немного дополнительной смолы для смачивания сухого углеродного волокна. Как правило, на этом этапе вам понадобится примерно такое же количество смолы, сколько вам нужно для базового покрытия детали.
Соблюдая соотношение смеси 3:1 как можно точнее, взвесьте необходимое количество смолы и отвердителя и тщательно и тщательно перемешайте. Нанесите равномерный слой по всей поверхности детали, убедившись, что вы полностью смачиваете сухое углеродное волокно. Вы никогда не стремитесь получить толстый слой смолы за одно нанесение; вместо этого толщина создается с использованием ряда тонких слоев. Если вы обнаружите, что с вашей детали стекает избыточное количество смолы, это может указывать на то, что вы пытаетесь нанести смолу слишком толстым слоем, однако вертикальные поверхности всегда будут приводить к некоторому стеканию смолы.
Прежде чем продолжить, дайте первому прозрачному слою высохнуть в течение не менее 8 часов до полного затвердевания. Совершенно безопасно выйти из проекта сейчас на любое время, прежде чем продолжить.
7. Отшлифуйте и зашпагуйте поверхность (зернистость 120)
После того, как 1-й слой смолы отвердеет до твердого, поддающегося шлифованию покрытия, используйте наждачную бумагу с зернистостью 120, чтобы удалить любые выступы (часто вызванные рыхлые волокна по краям стыковых линий, выступающие вверх), потеки или другие выступы.
Затем вам нужно будет покрыть всю поверхность детали наждачной бумагой зернистостью 120, чтобы к ней мог приклеиться следующий слой смолы. Хотя на этом этапе вы можете сделать легкую «сглаживание» (чтобы удалить высокие или низкие точки в смоле), будьте осторожны, чтобы не прорваться к углеродному волокну. Если вы видите, что шлифовальная пыль становится черной, немедленно остановитесь.
Теперь вы можете сразу перейти к следующему шагу или оставить проект на этом этапе на любое время.
8. Смешайте и нанесите три дополнительных прозрачных слоя
Теперь необходимо нарастить основную толщину прозрачной смолы, нанеся еще 3 слоя прозрачной смолы XCR Coating Resin на поверхность детали, позволяя каждому слою смолы частично отвердеть. перед нанесением следующего слоя.
Правильное время для нанесения следующего слоя смолы наступает, когда предыдущий слой начал затвердевать, но все еще имеет некоторую липкость, которую можно проверить пальцем в перчатке так же, как и для базового покрытия. При 20°C это будет означать примерно 2 часа ожидания между каждым слоем прозрачной смолы.
НЕ ДОПУСКАЙТЕ отверждения предыдущего слоя смолы после стадии «липкости» перед нанесением следующего слоя смолы. Если вы это сделаете, новый слой смолы не сможет должным образом сцепиться с предыдущим слоем и может отслоиться. Вы также обнаружите, что новый слой смолы будет заметно «рыбий глаз» вдали от предыдущего слоя, если он больше не находится на стадии липкости.
Если вы случайно позволили слою смолы застыть слишком далеко, так что он больше не находится на «стадии липкости», вам не следует пытаться нанести следующий слой смолы, не дав предварительно предыдущему слою достичь продвинутой стадии отверждения (около 8 часов), а затем зачистите всю поверхность наждачной бумагой с зернистостью 120.
9. Дождитесь отверждения
После того, как вы нанесли 3-й прозрачный слой XCR в этом сеансе (который будет 4-м слоем в целом), деталь должна быть оставлена для полного отверждения, что при 20°C займет не менее 8 часов, но на этом этапе его можно оставить сколько угодно.
10. Выровняйте поверхность (зернистость 120–240)
После того, как прозрачные слои смолы полностью затвердеют, толщина смолы будет достаточной для надлежащего выравнивания поверхности.
Выравнивание – это процесс притирки поверхности детали для устранения любой ряби или «колебаний» с поверхности. Стандарт выравнивания является ключом к тому, насколько профессиональной будет поверхность готовой детали, поэтому не торопитесь на этом этапе и постарайтесь сделать поверхность как можно более плоской.
Начните с использования наждачной бумаги зернистостью 120 и сухой шлифовки. При шлифовании рекомендуется наматывать наждачную бумагу на мягкую, но плоскую подушечку (например, на кусок пенопласта), чтобы получить ровную поверхность. Это также относится к более мелким сортам наждачной бумаги, когда вы переходите к ним.
В некоторых случаях вы можете обнаружить, что не можете должным образом выровнять поверхность, не пробив углерод под ней. Если возникает такая ситуация, следует прекратить полировку, удалить все следы шлифовальной пыли и нанести один или несколько дополнительных слоев смолы, вернувшись к шагу 10 и продолжая его. бумаги, перейдите на бумагу зернистостью 240. На этом этапе снова предлагается мокрый песок. Прежде чем переходить к следующему шагу, убедитесь, что все царапины от бумаги зернистостью 120 были удалены бумагой зернистостью 240.
11. Тщательно очистите деталь
Перед нанесением последнего слоя прозрачной смолы очень важно удалить всю шлифовальную пыль с поверхности детали, поскольку любая пыль, оставшаяся на поверхности после нанесения последнего слоя смолы, может загрязняют смолу и будут видны в окончательной отделке. Этого можно добиться с помощью тряпки, салфетки из микрофибры или путем мытья детали в слабом мыльном растворе. Во всех случаях перед продолжением убедитесь, что деталь полностью высушена.
12. Нанесите заключительный прозрачный слой XCR 9.0005
Пришло время нанести последний слой прозрачной смолы XCR. Смешайте и нанесите смолу точно так же, как и предыдущие прозрачные слои XCR.
Последний слой смолы нужно наносить очень тонким слоем, почти как нанесение лака на деталь. Гладкая поверхность под ним должна позволять получить гладкую, ровную глянцевую поверхность, которая хорошо выглядит даже до того, как она будет сглажена и отполирована.
Поскольку это последний слой, как никогда важно убедиться, что вы точно взвесили и тщательно перемешали смолу. Любое неправильное смешивание смолы приведет к появлению липких или полосатых пятен на конечной поверхности детали. Теперь часть должна быть оставлена для достижения продвинутого состояния отверждения. При 20°C это займет не менее 8 часов, но чем дольше вы оставите его, тем лучше, так как это позволит детали набрать больше своей окончательной твердости.
13. Дополнительное пост-отверждение
Если детали, с которых вы снимаете кожу, могут подвергаться воздействию повышенных температур в процессе эксплуатации, рекомендуется провести пост-отверждение очищенной части для достижения полного отверждения, а также для повышения температурной стабильности. отвержденной смолы. Если этого не сделать, существует риск того, что при воздействии на детали более высоких температур
смола может размягчиться и слегка «утонуть», в результате чего текстура углеродной ткани «пропечатается» на поверхности.
Примеры сред с повышенной температурой включают наружные панели автомобиля и внутреннюю отделку автомобиля, которые могут достигать температуры более 70°C под воздействием жаркого летнего солнца. Для «пост-отверждения» обработанную часть следует поместить в печь при температуре 70°C не менее чем на 6 часов, а затем дать остыть.
14. Шлифовка (зернистость 400–1200) и полировка
Завершающим этапом процесса является выравнивание и полировка окончательной поверхности смолы до полного блеска. Начиная с наждачной бумаги с зернистостью 400, проведите влажную шлифовку поверхности до получения ровной гладкой поверхности. Как только вы убедитесь, что нет ни высоких, ни низких точек, протрите поверхность, смените воду и переходите к следующему зерну. Перейдите к наждачной бумаге с зернистостью 800, а затем с зернистостью 1200, убедившись, что вы протираете и меняете воду между каждой зернистостью. Прежде чем переходить к следующему зерну, убедитесь, что царапины от предыдущей зернистости не видны. После того, как вы закончите сглаживание наждачной бумагой с зернистостью 1200, тщательно протрите поверхность.
Черная паста NW1 Super Cutting Compound, входящая в состав стартового набора для снятия шкур, а также приобретаемая отдельно компанией Easy Composites, должна использоваться для полировки обработанной детали от гладкой, но атласной поверхности с зернистостью 1200 до полного блеска. Состав NW1 можно использовать вручную или с полировальным диском и полировальной машинкой. Там, где это возможно, механический полировальный станок, вероятно, будет намного быстрее, чем ручная полировка.
ОБСУЖДЕНИЕ (33)
Пожалуйста, поделитесь любыми вопросами или комментариями, которые у вас могут возникнуть по этому видеоуроку.
G Man
Как насчет вакуумного мешка?
Easy Composites › Матовый
Наш опыт совмещения вакуумного мешка со снятием шкуры всегда был довольно неудачным, и мы не знаем, чтобы кто-то еще добился успеха в этом процессе. Основная проблема — сморщивание, вызванное сумкой; морщины как в волокне, так и в смоле. Как правило, к тому времени, когда эти проблемы были решены, преимущество вакуумной упаковки (т. е. лучшее уплотнение) сводилось на нет из-за дополнительной работы по упаковке в первую очередь и правильному укладыванию складок.
Улицы Берлина ФИЛЬМЫ
Можно ли повторно использовать кисти?
Easy Composites › Matt
Щетки можно использовать повторно, но для их очистки потребуется сильный растворитель, обычно используется ацетон. Держите ацетон в ведре с крышкой, используйте его для мытья кисти, а затем сохраните ацетон, иначе вы в конечном итоге потратите на ацетон столько же, сколько на кисти!
Трис Барринджер
Можно ли обшить ствол винтовки углеродным волокном?
Easy Composites › Матовый
Потенциально вы можете обернуть ствол винтовки карбоном. Может быть несколько соображений в зависимости от типа оружия. Если это пневматическая винтовка, то вряд ли возникнут проблемы, но если это огнестрельное оружие, вам, возможно, придется учитывать температуру ствола и тепловыделение от ствола, если вы обернете его углепластиком.
TJ1056
Сколько веса добавляет обшивка из углеродного волокна?
Easy Composites › Матовый
Это зависит от того, сколько смолы вы сошлифуете в процессе сглаживания, но вы можете рассчитывать на 500-600 г на квадратный метр.
Ремко Джерфанион
Полное излечение не упоминается. Сколько времени это занимает?
Easy Composites › Матовый
Полное отверждение зависит от температуры, а «полное отверждение» на самом деле довольно сложно определить. Смола будет продолжать затвердевать в общей сложности до 7 дней (при 20°C), но когда вы думаете о полном отверждении, это немного сложно.
Presh xMetal
Что вы подразумеваете под «безопасным краем» с наждачной бумагой?
Easy Composites › Матовый
Это просто означает, что используйте наждачную бумагу, чтобы снять все острые края или торчащие волокна, в противном случае очень легко получить неприятный порез об острую кромку.
JoeGGGJoe
Значит, черное базовое покрытие — это просто эпоксидная смола с черным пигментом?
Легкие композиты › Матовый
Это почти то же самое, но немного медленнее, чтобы увеличить время схватывания. Он также (конечно) имеет тяжелый черный пигмент и немного тиксотропного агента, чтобы сделать его менее склонным к вытеканию. Если у вас уже есть черные детали, вполне возможно использовать прозрачную смолу в качестве базового покрытия.
Streets of Berlin FILMS
Устойчива ли смола XCR к ультрафиолетовому излучению? — Я использую его для внутренней отделки автомобиля.
Easy Composites › Матовый
XCR обладает лучшей защитой от УФ-излучения среди всех эпоксидных смол, представленных на рынке. Мы никогда не видели изменения цвета XCR, даже после длительного воздействия. Тем не менее, почти все материалы немного меняют внешний вид в течение достаточного времени и достаточного количества солнечного света, включая большую часть интерьера вашего автомобиля и краску снаружи вашего автомобиля!
CRAZY siblings Yang
Применяется ли тот же процесс к обертыванию металлических предметов? Спасибо
Easy Composites › Матовый
Да, процесс будет точно таким же, как при снятии скина с металлического компонента/поверхности. Обязательно тщательно обезжирьте деталь и немного напилите или отшлифуйте поверхность, но эпоксидная смола будет хорошо сцепляться с металлами.
Jagadeesh pentakota
Нет необходимости отверждать смолу при повышенной температуре?
Easy Composites › Матовый
Нет, нет необходимости отверждать XCR при повышенной/высокой температуре. Однако в ситуациях, когда детали с обшивкой, вероятно, будут подвергаться воздействию высоких температур окружающей среды (например, капот автомобиля или внутренняя отделка автомобиля), может быть очень полезным пост-отверждение смолы (при температуре около 70°C) перед окончательной выравниванием и полировка. Это придаст обшивке из углеродного волокна более высокую рабочую температуру и поможет предотвратить ее размягчение, если она станет горячей во время установки.
Кием Луонг
Сделает ли углеродное волокно деревянную ложу более устойчивой к атмосферным воздействиям?
Easy Composites › Матовый
Толстый слой эпоксидной смолы поверх углеродного волокна, несомненно, значительно улучшит атмосферостойкость, поскольку полностью отвержденная эпоксидная смола является водонепроницаемой.
Bryan R
Можно ли закрасить часть из углеродного волокна, если позже вы решите изменить внешний вид?
Легкие композиты › Матовый
Да. Хорошо обезжирьте поверхность и закрепите ее, тогда в большинстве случаев краска будет хорошо держаться.
wurzelzwerg100
Как обшить более сложную деталь? С острыми краями и большими возвышениями/впадинами.
Easy Composites › Матовый
Это уже была довольно сложная форма, но для чего-то еще более точного контура процесс был бы таким же, но вы бы еще больше использовали линии разреза. Вы также можете переключиться на использование нашего саржевого углеродного волокна ProFinish 2/2, у которого уже есть специальное связующее на обратной стороне, что означает, что его можно разрезать ножницами до любой формы без изнашивания.
Daniel Kritanto
как обрезать отверстие после отверждения углеродного волокна? можно ли использовать настольную дрель?
Easy Composites › Матовый
Да, обшивку из углеродного волокна можно просверлить с помощью стандартной дрели и сверла. Углеродное волокно довольно просто сверлить, вы просто обнаружите, что оно довольно быстро затупляет сверла. Взгляните на наш учебник по обрезке и резке углеродного волокна для получения дополнительной информации.
Yamaha Rapt или
Как лучше всего обшить углеродным волокном деталь, напечатанную на 3D-принтере из нейлонового материала?
Easy Composites › Матовый
Эпоксидная смола плохо сцепляется с нейлоном, так что если вы создаете кожу с детали из нейлона, напечатанной на 3D-принтере, вам, вероятно, потребуется использовать какой-то грунт или промежуточный материал. Цианоакрилат (суперклей) хорошо склеивается с нейлоном, а также обеспечивает лучшую поверхность для сцепления эпоксидной смолы.
Джо Блоггс
Можно ли создать несколько слоев углерода, используя этот процесс, чтобы сделать деталь, а не просто снимать кожу?
Easy Composites › Matt
Привет, Джо, да, конечно. Добавление нескольких слоев углеродного волокна и смолы к внешней стороне чего-либо, по сути, такое же, как и обычный процесс ламинирования (т. е. ламинирование в форму), но с использованием исходной детали в качестве охватываемой формы, а не укладки в охватывающую форму. Например, вы можете наложить кожу на внешнюю часть формы из пенопласта, используя несколько слоев, и это будет просто альтернативный способ сделать форму из углеродного волокна, пена внутри становится в значительной степени избыточной.
Крис Боуэн
В чем основное отличие XCR от других типов эпоксидной смолы? Заменяет ли это необходимость в прозрачном покрытии?
Easy Composites › Матовый
XCR сильно отличается от большинства эпоксидных смол, и результаты, которые вы получите, будут намного лучше, чем при использовании обычной эпоксидной смолы. XCR очень устойчив к ультрафиолетовому излучению, поэтому не нуждается в прозрачном покрытии, он также намного тверже, чем даже лучший двухкомпонентный автомобильный лак/прозрачный слой, и его способность выталкивать захваченный воздух просто невероятна.
Aaron Brand
Не изменят ли смола и волокно размер рукоятки? Вы шлифуете, чтобы учесть добавленную толщину? Какая толщина добавляется?
Easy Composites › Матовый
Углеродное покрытие может увеличить общую толщину детали примерно на 0,75 мм. Это может варьироваться в зависимости от того, насколько толстым слоем вы наносите смолу и насколько сильно вы ее отшлифовываете.
Yoto Yoto
Могу ли я обернуть руль углеродным волокном непосредственно на полиуретановый (резиновый) сердечник? Или эпоксидная смола испортит резину?
Easy Composites › Матовый
Эпоксидная смола вряд ли повредит сердцевину; PU обычно не подвержен влиянию эпоксидной смолы, так что все должно быть в порядке.
Кирон Десмонд
Отличное видео. Являются ли прозрачные слои косметическими или структурными? Я вижу, что гладкая поверхность важна в этом случае для обработки.
Easy Composites › Матовый
Прозрачные слои косметические; структурная работа выполняется углеродным волокном — добавление дополнительных слоев смолы мало что дает для увеличения прочности, но это означает, что там достаточно толщины, чтобы можно было сгладить до плоской поверхности.
Улицы Берлина ФИЛЬМЫ
Как насчет высоких температур в машине… стабильна ли температура эпоксидной смолы или она снова станет липкой в жаркую погоду?
Easy Composites › Матовый
Салон автомобиля может нагреваться, особенно в странах с жарким климатом. Они не должны достигать температур, которые могут вызвать проблемы для XCR, при условии, что детали с обшивкой были должным образом «пост-отверждены» до того, как они испытают эти температуры в автомобиле. Лучший способ сделать это – поместить очищенную часть в духовку, поддерживая температуру от 40 до 70°C в течение нескольких часов. Это необходимо сделать перед окончательной шлифовкой и полировкой. Делая это, вы подвергаете смолу более высоким температурам; он размякнет и немного сдвинется, но затем он будет сброшен при более высокой температуре, что означает, что он не размякнет в следующий раз, когда будет подвергаться воздействию этих высоких температур. Путем выравнивания и полировки после пост-отверждения при более высокой температуре вы избежите риска потери отделки поверхности обработанной детали, когда смола сначала размякнет при более высокой температуре.
Broken Gaming
Какую толщину обычно добавляет деталь? Будут ли у меня проблемы с подгонкой деталей с жесткими допусками после обшивки?
Easy Composites › Матовый
Углеродная оболочка обычно добавляет к детали около 1 мм или меньше, но это все же означает, что в некоторых ситуациях, особенно когда детали плотно прилегают, вам необходимо уделить этому некоторое внимание. .
Аршад П
Спасибо за видео, мне любопытно узнать, можем ли мы починить ракетки для бадминтона Brocken carbon Yonex !!! Если да, подскажите, пожалуйста,
Easy Composites › Matt
Сломанную ракетку из углеродного волокна можно починить, однако это может повлиять на баланс ракетки. У меня нет подробного руководства, которое я мог бы предоставить, но этот процесс, вероятно, будет лучше всего выполнять с использованием оберток из препрега из углеродного волокна вокруг разрыва, который вам нужно будет врезать в окружающий материал.
Mr Chittychad
Можете ли вы снять кожу с секциями вместо одного листа? Я хочу сделать свой собственный гоночный руль Sim F1, и я не знаю, как обшить ручку одним листом.
Easy Composites › Матовый
Да, вы можете разрезать ткань на части, чтобы облегчить наложение ткани на сложные формы и контуры. Вы также можете рассмотреть возможность использования нашей ткани из углеродного волокна ProFinish; он имеет специальный переплет, на котором ткань скрепляется, когда вы ее разрезаете, что позволяет вам добиться аккуратных линий разреза, соединений и швов.
Филип Роджерс
Можно ли снять пенопласт? Я представляю пенопластовый сердечник, вырезанный по форме на конусе, а затем снятый с кожуры. Будет ли конечный продукт иметь силу?
Easy Composites › Матовый
Привет, Фил, да, можно снять пенопластовый сердечник, и да, это можно сделать, чтобы получить хорошую прочность. На самом деле, у нас даже был клиент, который собирал велосипедную раму, используя именно этот метод. Есть некоторые компромиссы в производительности по сравнению с формованным ламинатом, но это определенно жизнеспособный процесс.
Искусство GNAR
Потрясающе. Но нет прозрачного покрытия в конце? Я всегда шлифую последний слой эпоксидной смолы до зернистости 400, нанося два слоя прозрачной эпоксидной смолы, шлифую до 2000 и полирую. Просто мой подход.
Easy Composites › Матовый
Вполне возможно. В любом случае это хорошо. Если вам удобно распылять и у вас есть оборудование, то прозрачное покрытие может сэкономить вам время по сравнению с полировкой эпоксидной смолы до полного блеска, поэтому это хороший вариант.
agdtec
При попытке повысить прочность конструктивного элемента, как определить, сколько прочности содержится в одном слое углеволокна и, возможно, потребуются ли дополнительные слои?
Easy Composites › Матовый
Как правило, это зависит от опыта работы с материалами. Если вы занимаетесь проектированием и ориентированы на CAD, вы можете запустить моделирование CAD FEA, чтобы получить более измеримые и воспроизводимые цифры.
авро549B
Суммарное время, затраченное на этот проект, составило несколько дней, не так ли? 8 часов здесь, 6 там; Я потерял след через некоторое время. (Без критики, просто пытаюсь ориентироваться.)
Easy Composites › Matt
Я думаю, что наиболее эффективный способ сделать скиннинг — более 3 дней. Если вы посмотрите на список продуктов для набора для снятия шкур на нашем веб-сайте, вы найдете несколько загружаемых инструкций. В инструкции есть интересная диаграмма, на которой процесс разбит на «сеансы». Я думаю, это даст вам хороший обзор времени.
Yamaha Rapt или
Я использую аэрозольный клей, чтобы приклеить углерод к моей детали, а затем использую смолу для ламинирования Easy Composites EL2, углерод отрывается от детали, когда я наношу эпоксидную смолу…. есть идеи что я делаю не так?
Easy Composites › Matt
Как правило, мы не используем аэрозольный клей для удержания углерода, для этого используется базовое покрытие. Если мы используем аэрозольный клей при карбоновой обшивке, обычно это просто для того, чтобы сделать ткань достаточно жесткой, чтобы обрезать на ней аккуратный край. Если вы попытаетесь использовать аэрозольный клей, чтобы приклеить уголь, то, когда вы смачиваете ткань эпоксидной смолой, аэрозольный клей просто ослабнет, и именно поэтому ваш углерод поднимается.
Yoto Yoto
Почему необходимо оставлять затвердевать после нанесения первого слоя эпоксидной смолы? И не будет ли неправильно нанести сразу четыре слоя эпоксидной смолы с интервалом в 2 часа, а потом перед последним слоем отшлифовать?
Easy Composites › Матовый
Отличный вопрос. На самом деле, оба пути в порядке, и вы можете выбрать. В полных инструкциях к комплекту для снятия скинов XCR мы описываем, как вы можете это сделать. Обычно лучше отшлифовать после нанесения первого слоя, если у вас есть выступы, торчащие волокна или другие мелкие неприятности, от которых лучше избавиться в начале процесса, таким образом, когда они исчезнут, новая смола может быть гладким непрерывным слоем поверх них. Если у вас есть такие блуждающие волокна, и вы продолжаете наращивать на них смолу, то, когда вы сглаживаете их в конце процесса, вы, вероятно, зашлифуете волокна и обнажите их, что не идеально.
Lennart Krieg
Какой может быть максимальная рабочая температура детали с обшивкой без ухудшения обшивки из углеродного волокна? Я думал о том, чтобы снять кожу с глушителя выхлопа мотоцикла, однако некоторые детали все еще могут немного нагреваться.
Easy Composites › Матовый
Привет, Леннарт, смола XCR, которую мы используем в наборе для снятия шкур, имеет максимальную рабочую температуру около 70°C, поэтому вам нужно проверить, до какой температуры доходит ваш глушитель. Если это 70 или больше, я бы посоветовал не скинировать его с помощью этой системы. Инфракрасный термометр был бы лучшим способом проверить; В жаркий день заведите велосипед, чтобы воздух не дул над ним!
Wily Yong
Я видел много автомобилей с обшитыми деталями, и верхнее покрытие со временем мнётся. Это вопрос материала или качества изготовления? Также можно ли этот процесс снятия кожи применить к рубленым нитям из углеродного волокна для изготовления деталей из «кованого углеродного волокна»?
Easy Composites › Матовый
Эти смолы не подвергались пост-отверждению перед воздействием очень горячей окружающей среды, поэтому смола размягчилась и стала волнистой.
Arrow Racing Products
Можно ли использовать несколько слоев углеродного волокна с этим методом обмотки, например, с пресс-формой из пенопласта, которая останется на месте после того, как деталь будет готова? Я буду делать детали, которые нуждаются в превосходной структурной прочности.
Easy Composites › Matt
Да, вы можете обернуть несколько слоев ткани вокруг вспененного сердечника. Это может быть хорошим методом для прототипирования или разовых проектов. Вы можете оставить пену на месте или потом растворить ее растворителем.
ОСТАВИТЬ КОММЕНТАРИЙ ИЛИ ВОПРОС
ИСПОЛЬЗУЕМЫЕ В ЭТОМ ПРОЕКТЕ
Хотя это и не исчерпывающий список, в этом проекте использовались следующие инструменты и материалы, предоставленные Easy Composites.
Количество, указанное ниже, представляет собой приблизительное количество, использованное в проекте, округленное до ближайшего доступного размера комплекта или количества.
МАТЕРИАЛЫ И РАСХОДНЫЕ МАТЕРИАЛЫ
SK-CFS-LGXCR Стартовый комплект для снятия шкур из углеродного волокна, большой £90,00 /комплект
NG[P]Нитриловые перчатки* /шт.
WPFCOMB-50Mirka Wet и Dry Commineck Pack 50 листов £ 23,75 /Pack
Mixl25long Mixing Sticks Pack 25 £ 1,80 /упаковка
Cplinersmedmemmed Mixing Cup /Check-Pot Liner £ 0,20 /
FF-чашка с лотерелом £ 0,20 /
FF-чашка FF- GPFusionFix GP Spray Adhesive 11,95 фунтов стерлингов / шт.
EP-XCR-1XCR Эпоксидная смола для покрытия, 1 кг, комплект 25,50 фунтов стерлингов / комплект
CF-22-210-100210g 2×2 Ткань из углеродного волокна Twill 3k (1000 мм / 03 линейных метра) 23 фунта стерлингов.
EP-XBC-1XCR Черное эпоксидное базовое покрытие, 1 кг, комплект 27,00 фунтов стерлингов / комплект
Всего £ 0,00
Инструменты и оборудование
PP-SGLSafety Gchesses £ 4,75 /каждая
Scale10K10KG Высокая емкости цифровые шкалы £ 11,63 /каждая
Br-Lam-05composites £ 11,63 /
Br-Lam-05composites £ 11,63 /
BR-LAM-05COMPOSITE Индивидуальные £0.70 /каждый
Всего £0.00
ОБСУЖДЕНИЕ (33)
Пожалуйста, поделитесь любыми вопросами или комментариями, которые могут у вас возникнуть по поводу этого видеоурока
G Man
03
Easy Composites › Matt
Наш опыт совмещения вакуумного мешка со снятием шкуры всегда был довольно неудачным, и мы не знаем, чтобы кто-то еще добился успеха в этом процессе. Основная проблема — сморщивание, вызванное сумкой; морщины как в волокне, так и в смоле. Как правило, к тому времени, когда эти проблемы были решены, преимущество вакуумной упаковки (т. е. лучшее уплотнение) сводилось на нет из-за дополнительной работы по упаковке в первую очередь и правильному укладыванию складок.
Улицы Берлина ФИЛЬМЫ
Можно ли повторно использовать кисти?
Easy Composites › Matt
Щетки можно использовать повторно, но для их очистки потребуется сильный растворитель, обычно используется ацетон. Держите ацетон в ведре с крышкой, используйте его для мытья кисти, а затем сохраните ацетон, иначе вы в конечном итоге потратите на ацетон столько же, сколько на кисти!
Трис Барринджер
Можно ли обшить ствол винтовки углеродным волокном?
Easy Composites › Матовый
Потенциально вы можете обернуть ствол винтовки карбоном. Может быть несколько соображений в зависимости от типа оружия. Если это пневматическая винтовка, то вряд ли возникнут проблемы, но если это огнестрельное оружие, вам, возможно, придется учитывать температуру ствола и тепловыделение от ствола, если вы обернете его углепластиком.
TJ1056
Сколько веса добавляет обшивка из углеродного волокна?
Easy Composites › Матовый
Это зависит от того, сколько смолы вы сошлифуете в процессе сглаживания, но вы можете рассчитывать на 500-600 г на квадратный метр.
Ремко Джерфанион
Полное излечение не упоминается. Сколько времени это занимает?
Easy Composites › Матовый
Полное отверждение зависит от температуры, а «полное отверждение» на самом деле довольно сложно определить. Смола будет продолжать затвердевать в общей сложности до 7 дней (при 20°C), но когда вы думаете о полном отверждении, это немного сложно.
Presh xMetal
Что вы подразумеваете под «безопасным краем» с наждачной бумагой?
Easy Composites › Матовый
Это просто означает, что используйте наждачную бумагу, чтобы снять все острые края или торчащие волокна, в противном случае очень легко получить неприятный порез об острую кромку.
JoeGGGJoe
Значит, черное базовое покрытие — это просто эпоксидная смола с черным пигментом?
Легкие композиты › Матовый
Это почти то же самое, но немного медленнее, чтобы увеличить время схватывания. Он также (конечно) имеет тяжелый черный пигмент и немного тиксотропного агента, чтобы сделать его менее склонным к вытеканию. Если у вас уже есть черные детали, вполне возможно использовать прозрачную смолу в качестве базового покрытия.
Streets of Berlin FILMS
Устойчива ли смола XCR к ультрафиолетовому излучению? — Я использую его для внутренней отделки автомобиля.
Easy Composites › Матовый
XCR обладает лучшей защитой от УФ-излучения среди всех эпоксидных смол, представленных на рынке. Мы никогда не видели изменения цвета XCR, даже после длительного воздействия. Тем не менее, почти все материалы немного меняют внешний вид в течение достаточного времени и достаточного количества солнечного света, включая большую часть интерьера вашего автомобиля и краску снаружи вашего автомобиля!
CRAZY siblings Yang
Применяется ли тот же процесс к обертыванию металлических предметов? Спасибо
Easy Composites › Матовый
Да, процесс будет точно таким же, как при снятии скина с металлического компонента/поверхности. Обязательно тщательно обезжирьте деталь и немного напилите или отшлифуйте поверхность, но эпоксидная смола будет хорошо сцепляться с металлами.
Jagadeesh pentakota
Нет необходимости отверждать смолу при повышенной температуре?
Easy Composites › Матовый
Нет, нет необходимости отверждать XCR при повышенной/высокой температуре. Однако в ситуациях, когда детали с обшивкой, вероятно, будут подвергаться воздействию высоких температур окружающей среды (например, капот автомобиля или внутренняя отделка автомобиля), может быть очень полезным пост-отверждение смолы (при температуре около 70°C) перед окончательной выравниванием и полировка. Это придаст обшивке из углеродного волокна более высокую рабочую температуру и поможет предотвратить ее размягчение, если она станет горячей во время установки.
Кием Луонг
Сделает ли углеродное волокно деревянную ложу более устойчивой к атмосферным воздействиям?
Easy Composites › Матовый
Толстый слой эпоксидной смолы поверх углеродного волокна, несомненно, значительно улучшит атмосферостойкость, поскольку полностью отвержденная эпоксидная смола является водонепроницаемой.
Bryan R
Можно ли закрасить часть из углеродного волокна, если позже вы решите изменить внешний вид?
Легкие композиты › Матовый
Да. Хорошо обезжирьте поверхность и закрепите ее, тогда в большинстве случаев краска будет хорошо держаться.
wurzelzwerg100
Как обшить более сложную деталь? С острыми краями и большими возвышениями/впадинами.
Easy Composites › Матовый
Это уже была довольно сложная форма, но для чего-то еще более точного контура процесс был бы таким же, но вы бы еще больше использовали линии разреза. Вы также можете переключиться на использование нашего саржевого углеродного волокна ProFinish 2/2, у которого уже есть специальное связующее на обратной стороне, что означает, что его можно разрезать ножницами до любой формы без изнашивания.
Daniel Kritanto
как обрезать отверстие после отверждения углеродного волокна? можно ли использовать настольную дрель?
Easy Composites › Матовый
Да, обшивку из углеродного волокна можно просверлить с помощью стандартной дрели и сверла. Углеродное волокно довольно просто сверлить, вы просто обнаружите, что оно довольно быстро затупляет сверла. Взгляните на наш учебник по обрезке и резке углеродного волокна для получения дополнительной информации.
Yamaha Rapt или
Как лучше всего обшить углеродным волокном деталь, напечатанную на 3D-принтере из нейлонового материала?
Easy Composites › Матовый
Эпоксидная смола плохо сцепляется с нейлоном, так что если вы создаете кожу с детали из нейлона, напечатанной на 3D-принтере, вам, вероятно, потребуется использовать какой-то грунт или промежуточный материал. Цианоакрилат (суперклей) хорошо склеивается с нейлоном, а также обеспечивает лучшую поверхность для сцепления эпоксидной смолы.
Джо Блоггс
Можно ли создать несколько слоев углерода, используя этот процесс, чтобы сделать деталь, а не просто снимать кожу?
Easy Composites › Matt
Привет, Джо, да, конечно. Добавление нескольких слоев углеродного волокна и смолы к внешней стороне чего-либо, по сути, такое же, как и обычный процесс ламинирования (т. е. ламинирование в форму), но с использованием исходной детали в качестве охватываемой формы, а не укладки в охватывающую форму. Например, вы можете наложить кожу на внешнюю часть формы из пенопласта, используя несколько слоев, и это будет просто альтернативный способ сделать форму из углеродного волокна, пена внутри становится в значительной степени избыточной.
Крис Боуэн
В чем основное отличие XCR от других типов эпоксидной смолы? Заменяет ли это необходимость в прозрачном покрытии?
Easy Composites › Матовый
XCR сильно отличается от большинства эпоксидных смол, и результаты, которые вы получите, будут намного лучше, чем при использовании обычной эпоксидной смолы. XCR очень устойчив к ультрафиолетовому излучению, поэтому не нуждается в прозрачном покрытии, он также намного тверже, чем даже лучший двухкомпонентный автомобильный лак/прозрачный слой, и его способность выталкивать захваченный воздух просто невероятна.
Aaron Brand
Не изменят ли смола и волокно размер рукоятки? Вы шлифуете, чтобы учесть добавленную толщину? Какая толщина добавляется?
Easy Composites › Матовый
Углеродное покрытие может увеличить общую толщину детали примерно на 0,75 мм. Это может варьироваться в зависимости от того, насколько толстым слоем вы наносите смолу и насколько сильно вы ее отшлифовываете.
Yoto Yoto
Могу ли я обернуть руль углеродным волокном непосредственно на полиуретановый (резиновый) сердечник? Или эпоксидная смола испортит резину?
Easy Composites › Матовый
Эпоксидная смола вряд ли повредит сердцевину; PU обычно не подвержен влиянию эпоксидной смолы, так что все должно быть в порядке.
Кирон Десмонд
Отличное видео. Являются ли прозрачные слои косметическими или структурными? Я вижу, что гладкая поверхность важна в этом случае для обработки.
Easy Composites › Матовый
Прозрачные слои косметические; структурная работа выполняется углеродным волокном — добавление дополнительных слоев смолы мало что дает для увеличения прочности, но это означает, что там достаточно толщины, чтобы можно было сгладить до плоской поверхности.
Улицы Берлина ФИЛЬМЫ
Как насчет высоких температур в машине… стабильна ли температура эпоксидной смолы или она снова станет липкой в жаркую погоду?
Easy Composites › Матовый
Салон автомобиля может нагреваться, особенно в странах с жарким климатом. Они не должны достигать температур, которые могут вызвать проблемы для XCR, при условии, что детали с обшивкой были должным образом «пост-отверждены» до того, как они испытают эти температуры в автомобиле. Лучший способ сделать это – поместить очищенную часть в духовку, поддерживая температуру от 40 до 70°C в течение нескольких часов. Это необходимо сделать перед окончательной шлифовкой и полировкой. Делая это, вы подвергаете смолу более высоким температурам; он размякнет и немного сдвинется, но затем он будет сброшен при более высокой температуре, что означает, что он не размякнет в следующий раз, когда будет подвергаться воздействию этих высоких температур. Путем выравнивания и полировки после пост-отверждения при более высокой температуре вы избежите риска потери отделки поверхности обработанной детали, когда смола сначала размякнет при более высокой температуре.
Broken Gaming
Какую толщину обычно добавляет деталь? Будут ли у меня проблемы с подгонкой деталей с жесткими допусками после обшивки?
Easy Composites › Матовый
Углеродная оболочка обычно добавляет к детали около 1 мм или меньше, но это все же означает, что в некоторых ситуациях, особенно когда детали плотно прилегают, вам необходимо уделить этому некоторое внимание. .
Аршад П
Спасибо за видео, мне любопытно узнать, можем ли мы починить ракетки для бадминтона Brocken carbon Yonex !!! Если да, подскажите, пожалуйста,
Easy Composites › Matt
Сломанную ракетку из углеродного волокна можно починить, однако это может повлиять на баланс ракетки. У меня нет подробного руководства, которое я мог бы предоставить, но этот процесс, вероятно, будет лучше всего выполнять с использованием оберток из препрега из углеродного волокна вокруг разрыва, который вам нужно будет врезать в окружающий материал.
Mr Chittychad
Можете ли вы снять кожу с секциями вместо одного листа? Я хочу сделать свой собственный гоночный руль Sim F1, и я не знаю, как обшить ручку одним листом.
Easy Composites › Матовый
Да, вы можете разрезать ткань на части, чтобы облегчить наложение ткани на сложные формы и контуры. Вы также можете рассмотреть возможность использования нашей ткани из углеродного волокна ProFinish; он имеет специальный переплет, на котором ткань скрепляется, когда вы ее разрезаете, что позволяет вам добиться аккуратных линий разреза, соединений и швов.
Филип Роджерс
Можно ли снять пенопласт? Я представляю пенопластовый сердечник, вырезанный по форме на конусе, а затем снятый с кожуры. Будет ли конечный продукт иметь силу?
Easy Composites › Матовый
Привет, Фил, да, можно снять пенопластовый сердечник, и да, это можно сделать, чтобы получить хорошую прочность. На самом деле, у нас даже был клиент, который собирал велосипедную раму, используя именно этот метод. Есть некоторые компромиссы в производительности по сравнению с формованным ламинатом, но это определенно жизнеспособный процесс.
Искусство GNAR
Потрясающе. Но нет прозрачного покрытия в конце? Я всегда шлифую последний слой эпоксидной смолы до зернистости 400, нанося два слоя прозрачной эпоксидной смолы, шлифую до 2000 и полирую. Просто мой подход.
Easy Composites › Матовый
Вполне возможно. В любом случае это хорошо. Если вам удобно распылять и у вас есть оборудование, то прозрачное покрытие может сэкономить вам время по сравнению с полировкой эпоксидной смолы до полного блеска, поэтому это хороший вариант.
agdtec
При попытке повысить прочность конструктивного элемента, как определить, сколько прочности содержится в одном слое углеволокна и, возможно, потребуются ли дополнительные слои?
Easy Composites › Матовый
Как правило, это зависит от опыта работы с материалами. Если вы занимаетесь проектированием и ориентированы на CAD, вы можете запустить моделирование CAD FEA, чтобы получить более измеримые и воспроизводимые цифры.
авро549B
Суммарное время, затраченное на этот проект, составило несколько дней, не так ли? 8 часов здесь, 6 там; Я потерял след через некоторое время. (Без критики, просто пытаюсь ориентироваться.)
Easy Composites › Matt
Я думаю, что наиболее эффективный способ сделать скиннинг — более 3 дней. Если вы посмотрите на список продуктов для набора для снятия шкур на нашем веб-сайте, вы найдете несколько загружаемых инструкций. В инструкции есть интересная диаграмма, на которой процесс разбит на «сеансы». Я думаю, это даст вам хороший обзор времени.
Yamaha Rapt или
Я использую аэрозольный клей, чтобы приклеить углерод к моей детали, а затем использую смолу для ламинирования Easy Composites EL2, углерод отрывается от детали, когда я наношу эпоксидную смолу…. есть идеи что я делаю не так?
Easy Composites › Matt
Как правило, мы не используем аэрозольный клей для удержания углерода, для этого используется базовое покрытие. Если мы используем аэрозольный клей при карбоновой обшивке, обычно это просто для того, чтобы сделать ткань достаточно жесткой, чтобы обрезать на ней аккуратный край. Если вы попытаетесь использовать аэрозольный клей, чтобы приклеить уголь, то, когда вы смачиваете ткань эпоксидной смолой, аэрозольный клей просто ослабнет, и именно поэтому ваш углерод поднимается.
Yoto Yoto
Почему необходимо оставлять затвердевать после нанесения первого слоя эпоксидной смолы? И не будет ли неправильно нанести сразу четыре слоя эпоксидной смолы с интервалом в 2 часа, а потом перед последним слоем отшлифовать?
Easy Composites › Матовый
Отличный вопрос. На самом деле, оба пути в порядке, и вы можете выбрать. В полных инструкциях к комплекту для снятия скинов XCR мы описываем, как вы можете это сделать. Обычно лучше отшлифовать после нанесения первого слоя, если у вас есть выступы, торчащие волокна или другие мелкие неприятности, от которых лучше избавиться в начале процесса, таким образом, когда они исчезнут, новая смола может быть гладким непрерывным слоем поверх них. Если у вас есть такие блуждающие волокна, и вы продолжаете наращивать на них смолу, то, когда вы сглаживаете их в конце процесса, вы, вероятно, зашлифуете волокна и обнажите их, что не идеально.
Lennart Krieg
Какой может быть максимальная рабочая температура детали с обшивкой без ухудшения обшивки из углеродного волокна? Я думал о том, чтобы снять кожу с глушителя выхлопа мотоцикла, однако некоторые детали все еще могут немного нагреваться.
Easy Composites › Матовый
Привет, Леннарт, смола XCR, которую мы используем в наборе для снятия шкур, имеет максимальную рабочую температуру около 70°C, поэтому вам нужно проверить, до какой температуры доходит ваш глушитель. Если это 70 или больше, я бы посоветовал не скинировать его с помощью этой системы. Инфракрасный термометр был бы лучшим способом проверить; В жаркий день заведите велосипед, чтобы воздух не дул над ним!
Wily Yong
Я видел много автомобилей с обшитыми деталями, и верхнее покрытие со временем мнётся. Это вопрос материала или качества изготовления? Также можно ли этот процесс снятия кожи применить к рубленым нитям из углеродного волокна для изготовления деталей из «кованого углеродного волокна»?
Easy Composites › Матовый
Эти смолы не подвергались пост-отверждению перед воздействием очень горячей окружающей среды, поэтому смола размягчилась и стала волнистой.
Arrow Racing Products
Можно ли использовать несколько слоев углеродного волокна с этим методом обмотки, например, с пресс-формой из пенопласта, которая останется на месте после того, как деталь будет готова? Я буду делать детали, которые нуждаются в превосходной структурной прочности.
Easy Composites › Matt
Да, вы можете обернуть несколько слоев ткани вокруг вспененного сердечника. Это может быть хорошим методом для прототипирования или разовых проектов. Вы можете оставить пену на месте или потом растворить ее растворителем.
ОСТАВЬТЕ КОММЕНТАРИЙ ИЛИ ВОПРОС
Как сделать крылья и панели кузова из углеродного волокна своими руками
Как сделать крылья из углеродного волокна своими рукамиКрейг Кобурн из Throttle Stop Garage делает некоторые детали кузова из углеродного волокна для своего проекта Volvo Amazon, и он делает не жалея подробностей…
Когда я начал строить машину, я не собирался делать детали из углеродного волокна. Никто. Углеродное волокно предназначалось для гоночных автомобилей или для сборки шестизначных сумм. Только не для канадца, строящего в своем гараже старый Volvo Amazon.
Когда мои стальные крылья оказались забиты бондо и в них было больше дыр, чем в куске швейцарского сыра, а капот и багажник были помяты и немного в беспорядке, я решил попробовать сделать детали из углеродного волокна.
Мои первоначальные исследования привели к тому, что я неизбежно выпил из огненного шланга знаний, которым является Интернет, но в результате я остался без большого количества полезной информации.
Является ли изготовление углеродного волокна тёмным искусством? Не совсем — просто трудно получить хороший совет.
Я никогда раньше не делал форму из стекловолокна и понятия не имел, как это сделать — я просто хот-роддер, работающий в своем гараже. Звучит знакомо?
После множества запусков и остановок я собрал несколько видеороликов о том, как реализовать такой проект. Я не пожалел ни одной детали, которая вам понадобится. Я получил отличный совет от Composite Envisions в Висконсине.
Изготовление форм из стекловолокна для вливания углеродного волокна
Сначала я сделал формы для всех необходимых деталей: крыльев, капота и, наконец, багажника. Багажник снимал, так как к этому времени у меня было достаточно опыта, как не надо делать, которым стоило поделиться…
Основы заливки эпоксидной смолы из углеродного волокна
Далее был сложный процесс изготовления детали из углеродного волокна, пропитанной смолой. Это тот же процесс, который используется при строительстве гоночных автомобилей, самолетов и яхт.
Вам не нужен автоклав или много модного оборудования. Только вакуумный насос, несколько недорогих материалов для создания вакуумного мешка и много решимости.
После того, как я запечатал вакуумный пакет, процесс инфузии был очень простым, но это были лишь мелкие детали. Простые тесты. Из тех вещей, что если они потерпят неудачу, то достаточно будет небольшой ямки во дворе, чтобы зарыться…
Крылья из углеродного волокна своими руками
Большим испытанием было изготовление крыльев. Я должен был начать с гораздо более простой части. Эти крылья имеют множество изгибов, поднутрений и острых деталей. Настоящий кошмар.
Формы были одними из моих первых попыток, и, надо сказать, они оставляли желать лучшего. Каждая деталь — это то, как я решил представить эту работу. Почему вы используете определенные переплетения, как максимизировать прочность и минимизировать вес.
В результате получился комплект крыльев из углеродного волокна для моего проекта. Они оказались великолепны! Они также весят 6 фунтов (2,8 кг) по сравнению со стандартными крыльями — около 22 фунтов (10 кг). Углеродные детали невероятно легкие, жесткие и прочные.
Если я могу это сделать, вы можете это сделать…
Самодельные крылья из углеродного волокна: Часть 2 ~ Завершение работы
5 mm)Детали из углеродного волокна, которые можно изготовить дома | Общие волокна
Узнайте, как сделать красивые и функциональные детали из углеродного волокна сегодня.
5 минут чтения
Подробнее
3 мин читать
Этот проект был вдохновлен остальными автомобилями G37 нашего клиента с ярко-синими акцентами по всему автомобилю. Требования к крышке включали синее углеродное волокно и переплетение из кевлара ™, а также несколько модификаций исходной формы для размещения других компонентов послепродажного обслуживания в моторном отсеке.
Подробнее
3 мин читать
Вдохновением для этого проекта послужило желание избежать страшного петушиного хвоста, хорошо знакомого любому байкеру на влажном северо-западе Тихого океана. Помимо сохранения сухости райдера, нам нужно было учитывать компоненты, вложенные в деталь OEM.
Подробнее
2 мин читать
Центральная панель приборов является фокусом кокпита, поэтому неудивительно, что они часто служат источником вдохновения для создания индивидуальных проектов. Наш заказчик хотел сделать смелое заявление, поэтому мы предложили для этого проекта накладку из красного кевлара и карбоновой саржи.
Подробнее
3 мин читать
Компания Common Fibers была выбрана для восстановления любимого талисмана Университета штата Оклахома Пистолета Пита. Оригиналы были построены Диснеем в 1960-х годах из стекловолокна и весили более 50 фунтов. После завершения новый пистолет Pistol Pete из углеродного волокна весил всего 25 фунтов.
Подробнее
2 мин читать
Этот проект был доставлен в нашу мастерскую по изготовлению нестандартных композитов в Сиэтле, штат Вашингтон, человеком, который хотел изготовить нестандартную легкую крышку для своей встроенной в землю гидромассажной ванны.
Подробнее
2 мин чтения
Наш клиент хотел выложиться по полной в этом проекте. Он принес нам переднюю решетку, аппликацию на задней двери, накладки на зеркала, комплект задней отделки… даже значки F150!
Подробнее
3 min read
В партнерстве с Six Twelve Autowerks мы построили кузов Charger 1969 года на платформе Dodge Hellcat 18 года — из углеродного волокна. Для SEMA 2018 компания Common Fibers изготовила крышку багажника, накладку багажника, а также передний и задний бамперы.
Подробнее
5 минут чтения
По шкале «сделай сам» этот проект находится на самом высоком уровне! Изготовление полного обвеса — непростая задача, хотя нас регулярно просят помочь. Это может быть не ваш типичный проект «сделай сам», полезно знать, что входит в нечто подобное! Читайте дальше, чтобы узнать, как сделать обвес автомобиля своими руками.
Подробнее
4 минуты чтения
Каждый год Common Fibers выпускает первоапрельский продукт, чтобы поделиться им с нашими подписчиками. Так родилась самая крутая Фанни. Вот планы, чтобы каждый мог сделать свою собственную самую крутую поясную сумку из углеродного волокна!
Подробнее
6 мин чтения
Если у вас есть готовая деталь из металла, пластика или любого другого гладкого материала, вы можете воспроизвести ее из углеродного волокна, вытащив форму «всплеск». В этом блоге вы узнаете, как сделать крышку радиатора Mustang 99-04 из существующей детали из листового металла, изготовленной для наших друзей из SVTONLY.
Подробнее
4 min read
Для изготовления типичного впуска холодного воздуха из углеродного волокна требуются дорогостоящие инструменты, в том числе обработанные согласованные алюминиевые инструменты и нестандартная камера. Один человек попросил нас сделать красивый воздухозаборник для Mustang GT 2010 года как можно быстрее и дешевле.
Подробнее
11 мин чтения
Крышка двигателя является центральным элементом моторного отсека. Он занимает больше всего недвижимости и оказывает наибольшее влияние. Частный нанял Common Fibers для создания потрясающей копии из углеродного волокна.
Подробнее
5 минут чтения
Важно, чтобы ваш турбонагнетатель получал как можно больше воздуха. По этой причине в бампере автомобиля часто делают вырез для нагнетания дополнительного воздуха в турбину во время движения. Чтобы сделать это как можно более чистым, важно ограничить попадание воздуха куда угодно, кроме как в турбину.
Подробнее
3 min read
Этот проект был доставлен в нашу мастерскую по производству нестандартных композитов в Сиэтле человеком, который хотел добавить первый кусок нестандартного углеродного волокна в свой Porsche. Требования для этого проекта были прямыми: одноразовая недорогая копия оригинального диффузора из саржевого карбона без окончательной отделки.
Подробнее
3 минуты чтения
Zoox – ведущая автомобильная компания, участвующая в гонке за создание полностью автономного транспортного средства на рынке робо-такси . Они также оказались самым первым производственным контрактом Common Fibers! В этом посте подробно описан наш процесс изготовления набора крыльев для одного из ранних прототипов Zoox.
Подробнее
Как получить накладку: наша накладка из углеродного волокна своими руками — ремонт и обслуживание автомобилей | Fluid MotorUnion
Шаг 1: Не будь Томом. Но если серьезно, сегодняшняя запись в блоге расскажет вам о тонкостях накладки из углеродного волокна за несколько простых (?) шагов.
Ладно, может быть, это не просто несколько шагов. А для кого-то, возможно, это не совсем просто. Однако ради краткости мы постараемся сделать его информативным, не переборщив с мелкими деталями и тому подобным. Начнем с рассматриваемого предмета. Сегодня мы будем делать накладку из углеродного волокна на верхнюю часть воздушной камеры Эрика Z4M, которую мы закончили на прошлой неделе.
Вы можете спросить, почему воздушная камера покрыта глазурью для торта. Это может выглядеть как глазурь, но, вероятно, убьет вас при приеме внутрь, поэтому мы не предлагаем вам, так сказать, пробовать товары. Поскольку цель перед наложением углеродного волокна состоит в том, чтобы сделать все как можно более гладким, вы также можете попытаться свести к минимуму сварные швы, сохранив при этом воздухонепроницаемые свойства коробки. Один из способов сделать это — использовать небольшие, аккуратно расположенные сварные швы внутри коробки, используя быстросохнущую глазурь для торта, чтобы заполнить любые зазоры между металлическими панелями. Глазурь для торта высохнет, и у вас будет герметичная коробка, которую вы сможете разгладить до необходимой степени, не беспокоясь о нарушении структуры сварных швов. Как и во всех деликатных делах, делайте это медленно, и ваше терпение будет вознаграждено.
Так как углеродное волокно, которое мы будем использовать, потенциально может пропускать свет (если в плетении есть отверстие размером с щепку), вы должны убедиться, что отражение не выглядит голым. алюминий (или что-то еще, что вы накладываете) внизу. По этой причине быстрое распыление краски из баллончика придаст наложению больше глубины и защитит от ошибочных отражений. После нанесения краски отшлифуйте ее, чтобы снова создать гладкую поверхность. Если вам нужно, повторно нанесите краску, чтобы затронуть любые области, которые вы, возможно, перешлифовали.
Затем вам нужно начать смешивать эпоксидную смолу и отвердитель. Удостоверьтесь, что используете достаточное количество каждого из них, иначе у вас на руках будет беспорядок, который будет практически невозможно исправить. Пока будете мешать, появятся маленькие пузырьки. Как волшебно, правда? Мы забыли упомянуть, что в этом тоже много магии.
Далее вам нужно разложить тканый лист углеродного волокна (CF), который вы будете использовать для накладки. Как только вы это сделаете, налейте немного смолы на нижнюю сторону листа. Вы должны убедиться, что ваш лист CF ориентирован в правильном направлении (если вы будете сопоставлять его с наложением на другой кусок), поэтому здесь требуется небольшая пространственная подготовка. Распределите смолу тонким и равномерным слоем; это очень сильное связующее вещество, и оно обеспечивает большую жесткость конструкции, чем лист CF, поэтому обращайтесь с ним должным образом. Убедитесь, что поверхность, над которой вы работаете, покрыта чем-то, что вы можете выбросить позже, например пластиковой пленкой. Кроме того, вам нужно будет надеть перчатки для этого.
После того, как лист углеродного волокна будет надлежащим образом покрыт смолой, вы можете уложить его на изделие. Вы можете сделать пробный прогон, прежде чем наносить что-либо на лист, просто чтобы убедиться, что он будет лежать там, где вы хотите, так, как вы хотите. Будьте осторожны, приклеивая лист к рассматриваемому предмету, так как любое избыточное усилие, примененное к листу CF, может привести к разделению переплетения, что приведет к большому количеству ругательств и неправильно направленному гневу. Иди медленно. После того, как вы положили первую грань, вы можете начать работать с листом CF по различным контурам детали. Используйте кисть (или что-то подобное) и оставшуюся смолу, чтобы помочь листу удержаться на рассматриваемом предмете. Смола сохнет часами, так что в этой работе есть место для того, чтобы не торопиться, мы не можем этого не подчеркнуть. Тот факт, что мы попали в эту воздушную камеру с первой попытки, не означает, что это легко, главное — практика. Вы также можете использовать свои руки в перчатках, чтобы нанести смолу и разгладить CF по углам, просто убедитесь, что применяете легкое, постоянное давление.
После того, как вы использовали смолу и кисть для обработки углеродным волокном различных сглаженных краев детали, убедитесь, что все остается на месте, и поместите ее под нагревательную лампу для отверждения. Через 6-8 часов смола должна правильно отвердеть, при условии, что весь процесс, предшествующий отверждению, прошел без сучка и задоринки. Через час или два в процессе отверждения вы можете вернуться к изделию и отрезать лишний CF, который не будет прикрепляться к коробке, как это сделали мы. Наша накладка CF будет нависать над углами менее чем на дюйм, но все зависит от того, что вы решите обернуть.
Мы знаем, что некоторые фотографии местами немного яркие; с освещением в производстве, как оно есть, и с отражающими свойствами тканого CF и смолы, трудно найти угол, при котором свет не отражается напрямую в объектив. В любом случае, отсюда вы можете отшлифовать смолу для получения гладкой однородной поверхности, которую затем можно покрыть прозрачным лаком для максимальной защиты и того глянцевого вида, который вы видите на таких предметах, как воздушная коробка Bimmerworld CF. Мы будем маскировать наше наложение и перекрашивать оставшуюся часть воздушной камеры в качестве последнего шага, но ваши конечные шаги могут отличаться. Мы надеемся, что вы узнали немного больше о том, что происходит, когда вы хотите наложить углеродное волокно на другой материал. Хорошего дня и безопасного вождения!
Изготовление деталей из углеродного волокна или стекловолокна без пресс-формы
ВИДЕО-ОБУЧЕНИЕ
ИСПОЛЬЗОВАННОЕ В ЭТОМ ПРОЕКТЕ
Хотя это и не исчерпывающий список, в этом проекте использовались следующие инструменты и материалы, предоставленные Easy Composites.
Количество, указанное ниже, представляет собой приблизительное количество, использованное в проекте, округленное до ближайшего доступного размера комплекта или количества.
ВСПОМОГАТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
PCNW1PLUS-BL-05NW1 PLUS Super Cutting Compound Black — 500 г 13,85 € / упаковка
APAA800-150-10P800 Mirka Abranet Ace Abrasive Discs 150mm — Pack of 10€11.00 /pack
APAL1000-150-5P1000 Mirka Abralon Abrasive Pads 150mm — Pack of 5€17.50 /pack
APAA400-150- 10P400 Mirka Abranet Ace Abrasive Discs 150mm — Pack of 10€10. 50 /pack
PCTF2-BL-05TOPFINISH 2 Black Nano Polishing Compound 500g€16.00 /pack
APAL2000-150-5P2000 Mirka Abralon Abrasive Pads 150mm — Pack of 5 17,50 € /упаковка
BR-LAM-2Кисть для ламинирования композитов 2 дюйма (50 мм) по отдельности 1,40 € /шт.
MIXL25Длинные палочки для смешивания, 25 шт. €11.65 /pack
FBRT-25Flash/Release Tape (25mm)€8.20 /roll
APAA120-150-10P120 Mirka Abranet Ace Abrasive Discs 150mm — Pack of 10€10.50 /pack
Total €0.00
ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
AIP10-150Mirka 10 мм Мягкая подкладка для интерфейса 150 мм — каждая11,50 € /шт.
RD1Perma-Grit 19-мм диск с арбором € 10,90 /каждая
Scale10k10 кг цифров Кубок 1300 мл € 0,75 /каждая
MFC-10microfre Posling Pack из 10 € 9,25 /Пакет
Всего € 0,00
Компонентные материалы
CF-22-210-100210G 2×2 Twill 3K Carbon Fibl Flib Flible) (1000 мм мм) €) €) € €) €) €) €) €) 27,50 /м. п.
EP-L2-F-5EL2 Эпоксидная смола для ламинирования FAST 5 кг Комплект 93,35 € /комплект
Итого 0,00 €
потребность в женской форме путем ламинирования армирования непосредственно на пенопласте, выравнивания и отделки поверхности, а затем, после отверждения, удаления пены.
ВВЕДЕНИЕ
Для менее критичных по весу одноразовых компонентов или опытных образцов этот процесс может сократить время и затраты по сравнению с обычным процессом изготовления составной детали, который обычно заключается в том, чтобы сначала сделать шаблон, а затем женская форма по этому образцу, прежде чем, наконец, использовать форму для изготовления готового компонента, часто называемого литьем.
Очевидными преимуществами «бесформенного» процесса являются сокращение количества материалов, времени и затрат на изготовление как модели, так и формы. сделан последний компонент.
Еще одним преимуществом является то, что полностью трехмерные формы, такие как гонщик эффективности, сделанный в учебном пособии, для которого в противном случае потребовались бы многокомпонентные разъемные формы, чтобы можно было извлечь компонент из формы, могут быть изготовлены в виде одной детали. с пенопластом, разбитым и извлеченным впоследствии на куски.
Однако у этого процесса есть существенные недостатки, которые также следует учитывать:
- Отсутствие повторяемости — Если вам требуется более одного компонента, использование обычного формования потребует меньше работы и даст более качественный продукт. процесс.
- Более тяжелые компоненты — Используя метод изготовления без форм, невозможно изготовить такие же легкие (с той же прочностью) детали, как формованные детали, особенно те, которые были подвергнуты вакуумной консолидации.
- Ухудшение внешнего вида — Для неокрашенных деталей из углеродного волокна, которые будут подчеркивать внешний вид углеродного волокна, бесформенный процесс изготовления всегда будет приводить к некоторому дополнительному искажению переплетения или визуальной «волнистости» армирования.
ЧТО ВЫ УЗНАЕТЕ
В этом учебном пособии мы рассмотрим весь процесс изготовления хорошо обработанного каркаса кузова из углеродного волокна для эффективного гоночного автомобиля, просто укладывая углеродное волокно и смолу на формирователь пенополистирола ручной формы.
Учебное пособие и руководство содержат информацию о:
- Какие материалы подходят для первого
- Способы придания формы пенообразователю в соответствии с вашим дизайном
- Как предотвратить прилипание смолы к пеноматериалу
- Ручное ламинирование смолы и армирования на каркасе
- Покрытие дополнительной смолой для улучшения отделки
ЧТО ВАМ ПОТРЕБУЕТСЯ
Материалы и оборудование, необходимые для завершения проекта
Пена для изготовления формообразователя — См. раздел 1 ниже.
Аэрозольный клей — Используется для приклеивания разделительной пленки к пенообразователю. Мы рекомендуем 3M Scotch Super 77, хотя подойдет и большинство перманентных аэрозольных клеев общего назначения. FusionFix от Easy Composites не подходит.
Неперфорированная разделительная пленка — Разделительная пленка R210, используемая для предотвращения прилипания эпоксидной смолы к пене.
Отслаиваемый слой (дополнительно) — Отслаивающийся слой PP180 используется для улучшения консистенции и отделки внутренней поверхности ламината, а также для улучшения вторичного склеивания.
Эпоксидная смола для ламинирования — Подходящая эпоксидная смола для ламинирования для смачивания арматуры; мы используем эпоксидную смолу EL2 для ламинирования с отвердителем AT30 SLOW для длительного рабочего времени и отличных механических свойств.
Армирование (например, углеродное волокно) — 3 слоя 210 г саржевого углеродного волокна 2×2 образуют основное усиление компонента. Подойдет большинство композитных армирующих материалов, таких как углеродное волокно, стекловолокно, лен и т. д. Можно использовать арамиды (например, кевлар), но их очень трудно отшлифовать.
Эпоксидная смола для покрытия — CR Покрывающая смола наносится в несколько слоев поверх ламината, а затем выравнивается и полируется для улучшения качества поверхности.
Шлифовальная машина двойного действия / эксцентриковая шлифовальная машина (дополнительно) — выравнивание и полировка неформованного компонента.
Шлифовка/финишная обработка Абразивы — Этот процесс включает в себя большое количество шлифовки и шлифовки. Мы используем орбитальную шлифовальную машину Mirka Deros с подушечками Abranet Ace и Abralon.
Полировальная паста (опционально полировальные круги и полировальная паста) — NW1 Черная режущая паста, а затем полировальная паста TOPFINISH3 используются для придания изделию глянцевого блеска.
Вспомогательное оборудование — Щетки для ламинирования, ацетон (для очистки), СИЗ, отрезной круг Perma-Grit, ножницы для ткани, ручной инструмент, инструменты для резки и придания формы пенопласту.
ПОШАГОВОЕ РУКОВОДСТВО
1. Подходящая пена для изготовления шпаклевки
Большинство типов пенопласта можно использовать для изготовления шпаклевки. Чтобы свести стоимость проекта к минимуму, пенополистирол (также известный как «бисерная доска») недорог и широко доступен, поскольку он часто используется в качестве домашней изоляции в строительстве и проектах «сделай сам».
Можно также использовать другие типы пеноматериалов, такие как RTM Styrofoam (синий пенопласт) и более дорогой пенополиуретан, который более традиционно используется при изготовлении композиционных моделей.
Если вы выбираете пенополистирол любого типа, очень важно помнить, что смолы на основе растворителей, такие как полиэфирная смола и наполнитель для кузова, растворяют пенопласт при непосредственном контакте с ним. В этом уроке мы не используем смолы на основе растворителей, но это важно учитывать, если вы будете использовать полиэфирные смолы или наполнители.
2. Придание формы пенопласту
В этом случае для придания формы используются листы пенополистирола. Листы разрезаются на размеры, подходящие для создания блока пенопласта, немного превышающего запланированный размер проекта. Затем блоки соединяются вместе с помощью вспенивающегося полиуретанового клея, такого как клей Gorilla Glue. Это выбрано из-за его прочности, простоты использования и пенообразования, благодаря которому его можно шлифовать так же, как пену.
После того, как блок склеен, создаются простые картонные шаблоны вида сверху и сбоку. В качестве альтернативы пенопласт можно легко разрезать на станке с ЧПУ или использовать гибридный подход с использованием разрезов с зазорами, заполненными пеной и отшлифованными до профилей вида. Можно использовать горячую проволоку, но она не разрежет клей, и ее будет сложнее отшлифовать на начальном этапе, поэтому она лучше всего подходит для таких проектов, как аэродинамические профили и тому подобное.
Первоначальная грубая обработка выполняется традиционной пилой по дереву. Пена легко режется с помощью пилы, и таким образом можно легко и быстро создать основную форму. Для дальнейшего уточнения формы другая сторона шаблона используется в качестве шлифовальной направляющей для точного уточнения формы. Это можно сделать вручную или с помощью орбитальной шлифовальной машины с диском с зернистостью 120.
Для чистовой обработки и формирования сложных кривых блок шлифуется вручную без шаблонов. Если требуется высокая степень точности, можно использовать дополнительные шаблоны для обеспечения точности шлифования. Необходимо соблюдать осторожность, чтобы убедиться, что форма развивается так, как задумано, и необходимы регулярные проверки, чтобы убедиться, что прогресс хороший. Этот этап имеет решающее значение, поскольку он разрабатывает окончательную форму проекта. Часто, проводя рукой по поверхности блока, можно выделить выступы и шероховатости, которые в противном случае было бы трудно увидеть. Затем блок обрабатывается ручным шлифованием, чтобы получить более гладкую поверхность и помочь закончить любые мелкие детали и изгибы.
3. Нанесите разделительную пленку на пену.
Разделительная пленка предназначена для предотвращения прилипания смолы к пене. Традиционные разделительные составы, такие как воск или ПВА, не работают с открытой текстурой пены, такой как полистирол, и все же позволяют смоле механически связываться с ней, что затрудняет ее удаление. Следовательно, обертывание пенопласта разделительной пленкой часто обеспечивает быстрый и чистый способ надежного отделения полистирола. Разделительная пленка приклеивается к пенопластовому блоку с помощью обычного липкого аэрозольного клея, такого как 3M Super 77, или других аэрозольных клеев.
Затем пленка наносится на пеноблок и разглаживается по мере наклеивания. Небольшие складки не проблема, так как они не будут видны на готовой детали. Для формы может потребоваться несколько кусков пленки, и они накладываются таким же образом, накладываются друг на друга и приклеиваются с помощью ленты Flash Release Tape, чтобы полностью покрыть блок.
4. Использование отрывного слоя
Первый слой укладки — это отделяемый слой, который используется для обеспечения гладкой однородной поверхности внутренней части детали. На поверхность укладывают защитный слой и отмечают линию разреза. Затем это вырезается. В то же время отделяемый слой можно использовать в качестве шаблона для резки углеродного волокна. В данном случае мы стремимся к толщине 1 мм, что составляет примерно три слоя материала. Форма этого проекта означает, что процесс разделен на верхнюю и нижнюю половины для ламинирования, но многие формы можно будет выполнить за один раз.
В этом случае используется эпоксидная смола EL2 для ламинирования, и партия смешивается для ламинирования отрывного слоя. Слой смолы наносится кистью на вспененный материал, на него укладывается и смачивается смолой защитный слой перед тем, как перейти на сам ламинат из углеродного волокна. В качестве приблизительного ориентира, при ручной укладке количество смолы, необходимое для смачивания ткани, равно весу ткани, что позволяет относительно легко рассчитать необходимое количество смолы.
5. Ламинирование арматуры
Теперь, когда поверхностный слой смочен, накладываются слои армирования и смачиваются один слой за другим, пока не будут нанесены все три слоя. Необходимо соблюдать осторожность, чтобы полностью смочить волокна, чтобы смола полностью проникла в волокна ткани. Для нанесения смолы можно использовать плоские шпатели, ракели и даже ребристые валики. Цель состоит в том, чтобы полностью смочить волокна, но не оставлять чрезмерную влажную пленку или скопление смолы на поверхности. После того, как слои армирования нанесены, края ткани можно обрезать, чтобы сделать их аккуратными. Затем ламинат оставляют для полного отверждения.
Чтобы подготовиться ко второй укладке, края карбона зачищаются и обрабатываются наждачной бумагой с зернистостью 120. Вторая половина укладки во многом такая же, как и первая, и на поверхность, как и раньше, ламинируются защитный слой и три слоя ткани. После этого всю деталь оставляют для отверждения на 24 часа.
6. Снятие заусенцев и удаление заусенцев с арматуры
Теперь, когда деталь затвердела, с помощью наждачной бумаги с зернистостью 120 зачистите зазубрины и зачистите поверхность детали. Цель состоит не в том, чтобы отшлифовать углерод, а в том, чтобы удалить любые небольшие выступы и придать поверхности общий ключ, готовый к покрытию смолой. Это можно сделать с помощью орбитальной шлифовальной машины, хотя некоторые углы и детали могут нуждаться в ручной шлифовке, чтобы получить ровную поверхность. После того, как поверхность будет полностью отшлифована, деталь следует протереть, чтобы удалить пыль или мусор.
7. Нанесение смолы для покрытия
Дополнительное покрытие смолой необходимо для получения поверхности, которую можно выровнять и сгладить без шлифовки (или сквозь!) тонкий слой углеродного волокна. Смола XCR Coating идеально подходит для этого и после выравнивания и полировки обеспечивает превосходную прозрачную глянцевую поверхность.
Смола взвешивается и тщательно перемешивается методом «двойной заливки». Затем смола наносится кистью на поверхность достаточно толстым слоем. Она должна быть достаточно густой, чтобы не текла и не стекала чрезмерно. После нанесения ровного слоя смолу оставляют для частичного отверждения до стадии В, когда смола только затвердевает, но все еще остается липкой. Это идеальный этап для нанесения дополнительных слоев. Второй слой смолы XCR Coating Resin наносится почти так же, как и первый, и затем ему дают полностью застыть.
8. Окончательное выравнивание
После нанесения смолы XCR Coating Resin кистью поверхность будет глянцевой, но все еще слегка неровной. Также могут быть выступы, потеки и потеки, которые необходимо отшлифовать. Это делается на орбитальной шлифовальной машине с шлифовальным диском с зернистостью 120. Работайте равномерно по всей поверхности, регулярно проверяя прогресс, чтобы увидеть, где требуется дополнительная работа.
Вполне вероятно, что в некоторых местах вы можете прорезать углеродное волокно, в этом случае необходимо нанести на деталь еще один тонкий слой смолы XCR.
После затвердевания необходимо произвести окончательную шлифовку для устранения любых незначительных дефектов поверхности. Поскольку поверхность уже значительно более гладкая, мы можем начать с диска с зернистостью 400 и отшлифовать ее до гладкости с помощью орбитальной шлифовальной машины. С этого момента для удаления царапин от предыдущей зернистости будет использоваться более тонкая бумага, чтобы получить очень гладкую поверхность, готовую к полировке.
На данном этапе используется диск с зернистостью 800. Между диском и шлифовальной машиной используется прокладка из вспененного материала, поскольку она помогает увеличить контакт поверхности на составных кривых и помогает избежать пропуска участков. Затем следуют подушечки Abralon с зернистостью 1000 и 2000, которые уже имеют основу из вспененного материала, поэтому интерфейсная подушечка не требуется. Сбрызгивание водой этих более тонких сортов поможет избежать засорения бумаги и придаст более гладкую поверхность. Затем деталь тщательно очищают, прежде чем перейти к полировке.
9. Полировка
Затем деталь полируется с помощью нашего состава для грубой полировки NW1. Его равномерно и экономно распределяют по поверхности детали, а затем полируют с помощью полировальной машины и мягкой губки. Равномерно работайте по поверхности и держите подушечку в движении, чтобы избежать чрезмерного нагрева поверхности. Если на ощупь он становится более чем слегка теплым, дайте ему остыть, прежде чем продолжить.
Полироль NW1 — это самоуменьшающийся полироль, что означает, что чем больше с ним работают, тем мельче он становится. Во многих случаях глянец, создаваемый NW1, — это все, что нужно. Тем не менее, для очень глянцевого покрытия после NW1 можно использовать TopFinish 2, который наносится и полируется таким же образом.
10. Обрезка и удаление пенопласта
Осталось обрезать колесные арки, вырезать люк и удалить пенопласт. Размечается линия разреза для люка, после чего люк аккуратно вырезается с помощью отрезного круга из карбида вольфрама Permagrit 19 мм. Ниши колеса обрезаются с помощью шлифовального круга в шлифовальном станке, чтобы отшлифовать днища и обнажить пену. Затем люк снимается, обнажая пену.
Удалять пену лучше всего зубилом и выдирать вручную. Хотя можно использовать сильный растворитель, он оставит много легковоспламеняющегося мусора и остатков, от которых нужно избавиться, поэтому для проекта такого размера удаление вручную является лучшим методом. Выкопайте всю пену и снимите ее с готовой детали. Разделительную пленку и отделяемый слой затем легко отрывать от поверхности детали. Ровная отделка слоя идеально подходит для дальнейшего склеивания или ламинирования в зависимости от области применения готовой детали.
Создается фальц для крепления люка. Это просто делается путем разрезания углеродного листа толщиной 0,75 мм на полоски, а затем приклеивания их к краю детали вокруг отверстия люка с помощью метилметакрилатного клея VM100. Затем деталь была частично обернута виниловой пленкой и наклеена несколько декалей, чтобы получить готовую деталь.
ОБСУЖДЕНИЕ (16)
Пожалуйста, поделитесь любыми вопросами или комментариями, которые у вас могут возникнуть по поводу этого видеоурока.
Исаак
При изготовлении формы из пеноблоков будет ли работать, если блоки склеиваются в вертикальном направлении (как показано на демонстрации), а также в горизонтальном направлении, чтобы использовать блоки, которые не покрывайте всю длину нужного куска. Спасибо!
Easy Composites › Warren
Да, вы можете склеивать блоки в обоих направлениях, чтобы получить блок нужного вам размера из блоков меньшего размера.
Джек Осборн
Использование аэрозольной пены — еще один хороший вариант для чего-то подобного, я делаю индивидуальную приборную панель таким образом.
Easy Composites › Матовый
Да, согласовано. Несмотря на то, что он имеет тенденцию быть намного более «грубым и готовым» с точки зрения его отделки и консистенции, например, с грубой текстурой и случайными воздушными карманами, распыляемые пены могут дать жизнеспособную форму для этого процесса и могут даже помочь уменьшить количество отходов, начав с формой, которая ближе к окончательной форме.
Kartik Ail
Существуют ли такие велосипедные рамы или могут ли велосипедные рамы быть такими? Будут ли проблемы?
Easy Composites › Матовый
За исключением, возможно, прототипа или макета, нет, я не думаю, что какие-либо велосипедные рамы изготавливаются на коммерческой основе с использованием этого процесса. Велосипедные рамы из углеродного волокна — это высокопроизводительные компоненты, которые действительно расширяют границы углеродного волокна, включая широкое использование однонаправленного углеродного волокна с тщательной ориентацией волокна. Им также нужно давление для консолидации волокон. Ничто из этого на самом деле невозможно с бесформенными конструкциями без мешков, как показано в этом видео.
Хэнк Доан
Можно ли выполнить этот процесс с другими материалами? Можно ли вместо углеродного волокна использовать сетчатые листы из стекловолокна? Просто любопытно, в зависимости от местной доступности и стоимости.
Easy Composites › Матовый
Привет, Хэнк, да, абсолютно; вы можете заменить углеродное волокно на тканую стеклоткань. Однако рекомендуется использовать эпоксидную смолу. Хотя теоретически из-за того, что антиадгезионная пленка образует защитный барьер на полистироле, вам может сойти с рук использование полиэфирной смолы; если бы были какие-либо области, где смола действительно проникла бы в пенополистирол, то полиэфирная смола мгновенно расплавила бы ее.
Джереми Юбэнкс
Можно ли распылять окончательную смолу вместо нанесения кистью с теми же результатами?
Easy Composites › Matt
Мы никогда не рекомендуем распылять эпоксидную смолу. Вы, конечно, не можете распылять смолу для покрытия XCR, хотя она не густая для смолы, она слишком густая для распыления, и разбавлять ее не очень хорошая идея. Если вы хотите нанести финишную отделку распылением, вместо того, чтобы наносить кистью, а затем выравнивать поверхность, то гораздо лучше будет использовать обычный двухкомпонентный прозрачный лак, который можно наносить обычным способом.
Marcin Slezia
Я строю новую внутреннюю конструкцию лодки для сидения и стойки приборной панели, используя либо фанеру, облицованную стекловолокном и углеродным волокном, либо цельнокомпозитную конструкцию для экономии масса. Что бы вы порекомендовали и как рассчитать, сколько арматуры необходимо, чтобы выдержать нагрузку?
Easy Composites › Матовый
Обе конструкции будут полностью действительными, все сводится к тому, насколько важна экономия веса по сравнению с (потенциально) повышенной сложностью использования более оптимизированной (т. е. легкой) конструкции. Обшивка композитными материалами поверх фанеры — очень простой процесс, в котором мало что может пойти не так. Ваша конструкция неизбежно будет прочнее, чем вам нужно, поэтому вам не нужно много думать о том, будет ли она достаточно прочной, чтобы выдержать вес человека и т. д. Если вы выберете более легкую цельнокомпозитную конструкцию, то у вас есть дополнительные работа по изготовлению форм, но похоже, что вы готовы к этому. Что касается прочности, которую вам придется выдерживать при различных нагрузках, практически невозможно сказать, не зная пролета, формы, толщины, опор и т. д., но у вас, вероятно, уже есть чутье на это. Вы можете начать с ламината, который находится на тонкой стороне, а затем, если он кажется недостаточно прочным (т. е. он сгибается), вы можете добавить больше армирования с обратной стороны, чтобы сделать его жестче. Другим вариантом, где-то между этими двумя методами, было бы использование пены ПВХ в качестве сердцевины (вместо фанеры), а затем покрытие пены оболочкой. Таким образом, у вас нет тяжелого фанерного сердечника, что значительно снижает вес, не усложняя конструкцию.
B Limbourgh
Думая о вакуумной упаковке ламината для улучшения консолидации… в другом видео вы упомянули, что 20% вакуума является правильным при вакуумной упаковке. Почему так и будет
Easy Composites › Matt
Да, с традиционной вакуумной упаковкой странно, что большее вакуумное давление часто не является лучшей вещью. Проблема со слишком большим давлением при вакуумной упаковке влажной укладки заключается в том, что пакет вакуумной упаковки (обычно отделяемый слой, перфорированная пленка, воздухоотводчик, мешок) имел возможность вытягивать слишком много смолы из ламината, эффективно удаляя его. Вы можете попытаться смягчить это, ограничив количество бризеров, используя пленку с меньшей перфорацией или перекрывая перфорированную пленку, но все это довольно неточная наука. Верно то, что большее давление вакуума даст вам большую консолидацию, что хорошо, но, если его не контролировать, вы получите чрезмерно сухой ламинат и плохое качество поверхности, что обычно более вредно для производительности, чем пониженный уровень вакуума. Опыт научил нас, что около 20 % обеспечивает достаточное давление для адекватной консолидации ламината, не допуская его чрезмерного вытекания. Мы находим этот подход более надежным, чем более высокое давление и использование альтернативных смягчающих мер, особенно когда вы делаете новую деталь впервые (т. е. без большого количества циклов экспериментов).
Если ваш пенообразователь может выдерживать давление без деформации (что НЕ гарантируется даже при 20% вакуума), то такой же уровень вакуума (макс. 20%), вероятно, будет подходящим для любого вакуумного мешка, процесса влажной укладки, включая вакуум мешки с наложенной конструкцией, подобной этой.
Аарон
Есть ли у вас какие-либо сведения о различиях в прочности между этим типом укладки и препрегом/формованием? Хотя в углероде есть рябь, компенсирует ли это увеличенный вес смолы?
Easy Composites › Уоррен
Трудно определить количественно без прямого сравнения и механических испытаний. Однако в усовершенствованном формовании типа препрега консолидация волокон, вероятно, будет лучше, поэтому можно ожидать некоторого улучшения механических характеристик. Кроме того, он будет значительно легче из-за консолидации волокон, удаляющих излишки смолы, и не будет необходимости в нескольких слоях смолы для получения хорошей поверхности, поскольку препрег в хорошей форме должен иметь хорошую поверхность прямо из формы.
Estu
Как вы обращаетесь с отходами пенопласта? Потому что он используется только один раз.
Easy Composites › Уоррен
Полистирол подлежит вторичной переработке в коммерческих отходах. Однако многие службы по переработке бытовых отходов не принимают полистирол, что является позором, поскольку это материал, пригодный для вторичной переработки.
Фреди
Меня это вдохновляет смотреть. На ранних стадиях я чувствовал себя обескураженным, видя различные неровности и несовершенства. Так что здорово видеть, как вы работаете над этим, чтобы получить хороший результат.
Easy Composites › Уоррен
Спасибо, Фреди, да, ты прав, это тот случай, когда нужно «придерживаться этого», пока все не станет хорошо. Хотя готовый продукт не идеален по стандарту формованных компонентов, он по-прежнему остается хорошо законченным и очень презентабельным компонентом, особенно для одноразовых проектов или проектов прототипов.
qCNC K
Используете ли вы растворитель для удаления шлифовальной пыли между зернами наждачной бумаги при работе со смолой покрытия?
Easy Composites › Уоррен
Нет, мы не будем использовать растворитель для очистки от шлифовальной пыли; растворитель не имеет преимущества перед влажной тряпкой. Растворители помогают только тогда, когда нужно что-то растворить (например, жир). Пыль от шлифовки прекрасно стирается.
G Zoltan
Вот, интересно, насколько прочность снижается из-за соединения верхней и нижней сторон. В конце концов, вы ламинируете на отвержденную поверхность. Должен быть намного слабее, чем склеивать их или делать это за один раз, например, препрег.
Easy Composites › Уоррен
Да, я надеюсь, что мы дали понять на протяжении всего видео, что это НЕ самый производительный метод строительства. Мы сделали множество видеороликов о заливке смолы, препрегах, сердечниках, схемах обработки на станках с ЧПУ и т. д. Все эти технологии позволяют производить более прочные и легкие детали, но во многих ситуациях это либо излишне, либо недоступно (из-за отсутствия оборудования), либо просто вне досягаемости в финансовом отношении. Например, у многих школьных команд «Greenpower» просто нет бюджета на высокотемпературную оснастку, печи для отверждения, препреги и т. д. Мы хотели показать, что ограниченный бюджет не означает, что они не могут спроектировать и изготовить свои собственные каркасы кузова. .
dekutree64
Что меня больше всего впечатляет, так это то, что края углеродной ткани прилипают к изогнутым поверхностям только за счет поверхностного натяжения смолы. Углерод настолько жесткий, что всегда распрямляется, если только я не оберну его пластиком или чем-то еще, чтобы прижать края.
Easy Composites › Уоррен
Это может быть связано с использованием особенно тяжелых тканей (например, 12k) или с качеством самого волокна и ткани. Волокна от разных производителей и волокна с разными типами «проклейки» (обработка, применяемая к волокнам, чтобы помочь смоле сцепиться с ними) могут придать им очень разные свойства. За прошедшие годы мы сталкивались с некоторыми странными углеродными тканями, которые кажутся действительно жесткими и негибкими. Подходящая углеродная ткань должна быть супермягкой, и действительно не ожидается, что она вызовет какие-либо проблемы при правильной посадке на внешней стороне умеренного поворота.
Sethu
По моему опыту, вливание намного проще.. потому что требуется очень меньше пост-обработки.. этот метод кажется простым, но на практике он требует много времени, нужно много шлифовать, чтобы получить идеальную поверхность, и шанс получить волнистость на поверхности больше … но все же, как всегда
Easy Composites › Warren
Если бы вы хотели настоять, вам все равно нужно было бы подготовить шаблон. Затем его нужно будет запечатать, чтобы обеспечить гладкую поверхность, с которой можно взять форму, затем сделать форму, обрезать форму, и все это, прежде чем вы сможете даже подумать о процессе инфузии. В целом это быстрее, а для одноразового гораздо проще.
Если вам нужно было изготовить несколько деталей или метод был конструктивно слишком скомпрометирован для ваших нужд, то более традиционный подход с использованием пресс-формы может подойти вам лучше.
Андрей
В художественной школе, чтобы получить полую деталь, чтобы достать пенопласт, не разрезая деталь, они залили ацетон в закрытую полость, и он расплавил пенопласт, который был вылит.
Easy Composites › Уоррен
Привет, Андрей, да, полистирол можно растворить ацетоном, но это тоже довольно неприятный процесс. Ацетон, конечно, легковоспламеняющийся растворитель. Вам нужно довольно много его, чтобы растворить пену, а полученный в результате осадок пластикового растворителя грязный, а также невероятно легко воспламеняется. Однако в ситуациях, когда пену нельзя извлечь обычными механическими средствами, это вариант, если вы знаете, что делаете, и снижаете риски.
Зубные лаборатории
Ух ты, это идеальный метод для дешевой итерации дизайна нестандартных обвесов для автомобилей. Наличие куска пенопласта, который вы можете надеть на машину в реальной жизни, сильно отличается от того, что вы видите на экране. Легкий и простой в лепке, а когда вам понравится дизайн и форма пены, просто соберите ее волокном.
Easy Composites › Уоррен
Спасибо за ответ. Да, это определенно была идея с этим. В последнее время мы сделали много высокотехнологичных композитов, но все еще существует огромное количество того, что люди действительно делают, что гораздо более «практично», как это. Нам нравится поощрять и помогать во всем этом.
ОСТАВИТЬ КОММЕНТАРИЙ ИЛИ ВОПРОС
ИСПОЛЬЗУЕМЫЕ В ЭТОМ ПРОЕКТЕ
Хотя это и не исчерпывающий список, в этом проекте использовались следующие инструменты и материалы, предоставленные Easy Composites.
Количество, указанное ниже, представляет собой приблизительное количество, использованное в проекте, округленное до ближайшего доступного размера комплекта или количества.
ВСПОМОГАТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
PCNW1PLUS-BL-05NW1 PLUS Super Cutting Compound Black – 500 г 13,85 € /уп.0003
APAL1000-150-5P1000 Mirka Abralon Abrasive Pads 150mm — Pack of 5€17. 50 /pack
APAA400-150-10P400 Mirka Abranet Ace Abrasive Discs 150mm — Pack of 10€10.50 /pack
PCTF2-BL- 05TOPFINISH 2 Black Nano Polishing Compound 500 г 16,00 € /упак.
APAL2000-150-5P2000 Абразивные подушечки Mirka Abralon 150 мм — 5 шт.
MIXL25Длинные палочки для смешивания 25 шт. в упаковке 2,10 € /упаковка 9 шт.0003
AFPP180-152-5PKPP180 ЭКОНОМИЧЕСКИЙ ПЕЛЕЙ ПЕЛЕЙ ЧЕРНЫЙ ТРАКЕР (1520 мм) 5M Складная упаковка € 11,65 /PACK
FBRT-25FLASH /РЕЗУЛЬТАЦИЯ (25 мм) € 8.20 /ROLL
APAA120-150-10P120.20 /ROLL
Abrasive Discs 150mm — Pack of 10€10.50 /pack
Total €0.00
TOOLS & EQUIPMENT
AIP10-150Mirka 10mm Soft Interface Pad 150mm — Each€11.50 /each
RD1Perma-Grit 19mm Disc with Arbor€10.90
SCALE10KGЦифровые весы большой грузоподъемности 10 кг13,50 € /шт.
PH-TE-SF-150SOFT WAVY BLACK POLING PAD 150 мм € 9,30 /каждая
CAMPIXCUP1300 Калиброванная чашка смесительной 1300 мл € 0,75 /каждая
MFC-10microfre Polsing Pulsh 0,00
Компонентные материалы
CF-22-210-100210G 2×2 Twill 3K Carbon Fibre Clate
Итого 0,00 €
ОБСУЖДЕНИЕ (16)
Пожалуйста, поделитесь любыми вопросами или комментариями, которые могут у вас возникнуть по поводу этого видеоурока.
Исаак
При изготовлении формы из пеноблоков будет ли работать, если блоки склеиваются в вертикальном направлении (как показано на демонстрации), а также в горизонтальном направлении, чтобы использовать блоки, которые не покрывают всю длину желаемой части. Спасибо!
Easy Composites › Уоррен
Да, вы можете склеивать блоки в обоих направлениях, чтобы сделать блок нужного вам размера из блоков меньшего размера.
Джек Осборн
Использование аэрозольной пены — еще один хороший вариант для чего-то подобного, я делаю индивидуальную приборную панель таким образом.
Easy Composites › Матовый
Да, согласовано. Несмотря на то, что он имеет тенденцию быть намного более «грубым и готовым» с точки зрения его отделки и консистенции, например, с грубой текстурой и случайными воздушными карманами, распыляемые пены могут дать жизнеспособную форму для этого процесса и могут даже помочь уменьшить количество отходов, начав с формой, которая ближе к окончательной форме.
Kartik Ail
Существуют ли такие велосипедные рамы или могут ли велосипедные рамы быть такими? Будут ли проблемы?
Easy Composites › Матовый
За исключением, возможно, прототипа или макета, нет, я не думаю, что какие-либо велосипедные рамы изготавливаются на коммерческой основе с использованием этого процесса. Велосипедные рамы из углеродного волокна — это высокопроизводительные компоненты, которые действительно расширяют границы углеродного волокна, включая широкое использование однонаправленного углеродного волокна с тщательной ориентацией волокна. Им также нужно давление для консолидации волокон. Ничто из этого на самом деле невозможно с бесформенными конструкциями без мешков, как показано в этом видео.
Хэнк Доан
Можно ли выполнить этот процесс с другими материалами? Можно ли вместо углеродного волокна использовать сетчатые листы из стекловолокна? Просто любопытно, в зависимости от местной доступности и стоимости.
Easy Composites › Матовый
Привет, Хэнк, да, абсолютно; вы можете заменить углеродное волокно на тканую стеклоткань. Однако рекомендуется использовать эпоксидную смолу. Хотя теоретически из-за того, что антиадгезионная пленка образует защитный барьер на полистироле, вам может сойти с рук использование полиэфирной смолы; если бы были какие-либо области, где смола действительно проникла бы в пенополистирол, то полиэфирная смола мгновенно расплавила бы ее.
Джереми Юбэнкс
Можно ли распылять окончательную смолу вместо нанесения кистью с теми же результатами?
Easy Composites › Matt
Мы никогда не рекомендуем распылять эпоксидную смолу. Вы, конечно, не можете распылять смолу для покрытия XCR, хотя она не густая для смолы, она слишком густая для распыления, и разбавлять ее не очень хорошая идея. Если вы хотите нанести финишную отделку распылением, вместо того, чтобы наносить кистью, а затем выравнивать поверхность, то гораздо лучше будет использовать обычный двухкомпонентный прозрачный лак, который можно наносить обычным способом.
Marcin Slezia
Я строю новую внутреннюю конструкцию лодки для сидения и стойки приборной панели, используя либо фанеру, облицованную стекловолокном и углеродным волокном, либо цельнокомпозитную конструкцию для экономии масса. Что бы вы порекомендовали и как рассчитать, сколько арматуры необходимо, чтобы выдержать нагрузку?
Easy Composites › Матовый
Обе конструкции будут полностью действительными, все сводится к тому, насколько важна экономия веса по сравнению с (потенциально) повышенной сложностью использования более оптимизированной (т.е. легкой) конструкции. Обшивка композитными материалами поверх фанеры — очень простой процесс, в котором мало что может пойти не так. Ваша конструкция неизбежно будет прочнее, чем вам нужно, поэтому вам не нужно много думать о том, будет ли она достаточно прочной, чтобы выдержать вес человека и т. д. Если вы выберете более легкую цельнокомпозитную конструкцию, то у вас есть дополнительные работа по изготовлению форм, но похоже, что вы готовы к этому. Что касается прочности, которую вам придется выдерживать при различных нагрузках, практически невозможно сказать, не зная пролета, формы, толщины, опор и т. д., но у вас, вероятно, уже есть чутье на это. Вы можете начать с ламината, который находится на тонкой стороне, а затем, если он кажется недостаточно прочным (т. е. он сгибается), вы можете добавить больше армирования с обратной стороны, чтобы сделать его жестче. Другим вариантом, где-то между этими двумя методами, было бы использование пены ПВХ в качестве сердцевины (вместо фанеры), а затем покрытие пены оболочкой. Таким образом, у вас нет тяжелого фанерного сердечника, что значительно снижает вес, не усложняя конструкцию.
B Limbourgh
Думая о вакуумной упаковке ламината для улучшения консолидации… в другом видео вы упомянули, что 20% вакуума является правильным при вакуумной упаковке. Почему так и будет
Easy Composites › Matt
Да, с традиционной вакуумной упаковкой странно, что большее вакуумное давление часто не является лучшей вещью. Проблема со слишком большим давлением при вакуумной упаковке влажной укладки заключается в том, что пакет вакуумной упаковки (обычно отделяемый слой, перфорированная пленка, воздухоотводчик, мешок) имел возможность вытягивать слишком много смолы из ламината, эффективно удаляя его. Вы можете попытаться смягчить это, ограничив количество бризеров, используя пленку с меньшей перфорацией или перекрывая перфорированную пленку, но все это довольно неточная наука. Верно то, что большее давление вакуума даст вам большую консолидацию, что хорошо, но, если его не контролировать, вы получите чрезмерно сухой ламинат и плохое качество поверхности, что обычно более вредно для производительности, чем пониженный уровень вакуума. Опыт научил нас, что около 20 % обеспечивает достаточное давление для адекватной консолидации ламината, не допуская его чрезмерного вытекания. Мы находим этот подход более надежным, чем более высокое давление и использование альтернативных смягчающих мер, особенно когда вы делаете новую деталь впервые (т. е. без большого количества циклов экспериментов).
Если ваш пенообразователь может выдерживать давление без деформации (что НЕ гарантируется даже при 20% вакуума), то такой же уровень вакуума (макс. 20%), вероятно, будет подходящим для любого вакуумного мешка, процесса влажной укладки, включая вакуум мешки с наложенной конструкцией, подобной этой.
Аарон
Есть ли у вас какие-либо сведения о различиях в прочности между этим типом укладки и препрегом/формованием? Хотя в углероде есть рябь, компенсирует ли это увеличенный вес смолы?
Easy Composites › Уоррен
Трудно определить количественно без прямого сравнения и механических испытаний. Однако в усовершенствованном формовании типа препрега консолидация волокон, вероятно, будет лучше, поэтому можно ожидать некоторого улучшения механических характеристик. Кроме того, он будет значительно легче из-за консолидации волокон, удаляющих излишки смолы, и не будет необходимости в нескольких слоях смолы для получения хорошей поверхности, поскольку препрег в хорошей форме должен иметь хорошую поверхность прямо из формы.
Estu
Как вы обращаетесь с отходами пенопласта? Потому что он используется только один раз.
Easy Composites › Уоррен
Полистирол подлежит вторичной переработке в коммерческих отходах. Однако многие службы по переработке бытовых отходов не принимают полистирол, что является позором, поскольку это материал, пригодный для вторичной переработки.
Фреди
Меня это вдохновляет смотреть. На ранних стадиях я чувствовал себя обескураженным, видя различные неровности и несовершенства. Так что здорово видеть, как вы работаете над этим, чтобы получить хороший результат.
Easy Composites › Уоррен
Спасибо, Фреди, да, ты прав, это тот случай, когда нужно «придерживаться этого», пока все не станет хорошо. Хотя готовый продукт не идеален по стандарту формованных компонентов, он по-прежнему остается хорошо законченным и очень презентабельным компонентом, особенно для одноразовых проектов или проектов прототипов.
qCNC K
Используете ли вы растворитель для удаления шлифовальной пыли между зернами наждачной бумаги при работе со смолой покрытия?
Easy Composites › Уоррен
Нет, мы не будем использовать растворитель для очистки от шлифовальной пыли; растворитель не имеет преимущества перед влажной тряпкой. Растворители помогают только тогда, когда нужно что-то растворить (например, жир). Пыль от шлифовки прекрасно стирается.
G Zoltan
Вот, интересно, насколько прочность снижается из-за соединения верхней и нижней сторон. В конце концов, вы ламинируете на отвержденную поверхность. Должен быть намного слабее, чем склеивать их или делать это за один раз, например, препрег.
Easy Composites › Уоррен
Да, я надеюсь, что мы дали понять на протяжении всего видео, что это НЕ самый производительный метод строительства. Мы сделали множество видеороликов о заливке смолы, препрегах, сердечниках, схемах обработки на станках с ЧПУ и т. д. Все эти технологии позволяют производить более прочные и легкие детали, но во многих ситуациях это либо излишне, либо недоступно (из-за отсутствия оборудования), либо просто вне досягаемости в финансовом отношении. Например, у многих школьных команд «Greenpower» просто нет бюджета на высокотемпературную оснастку, печи для отверждения, препреги и т. д. Мы хотели показать, что ограниченный бюджет не означает, что они не могут спроектировать и изготовить свои собственные каркасы кузова. .
dekutree64
Что меня больше всего впечатляет, так это то, что края углеродной ткани прилипают к изогнутым поверхностям только за счет поверхностного натяжения смолы. Углерод настолько жесткий, что всегда распрямляется, если только я не оберну его пластиком или чем-то еще, чтобы прижать края.
Easy Composites › Уоррен
Это может быть связано с использованием особенно тяжелых тканей (например, 12k) или с качеством самого волокна и ткани. Волокна от разных производителей и волокна с разными типами «проклейки» (обработка, применяемая к волокнам, чтобы помочь смоле сцепиться с ними) могут придать им очень разные свойства. За прошедшие годы мы сталкивались с некоторыми странными углеродными тканями, которые кажутся действительно жесткими и негибкими. Подходящая углеродная ткань должна быть супермягкой, и действительно не ожидается, что она вызовет какие-либо проблемы при правильной посадке на внешней стороне умеренного поворота.
Sethu
По моему опыту, вливание намного проще.. потому что требуется очень меньше пост-обработки.. этот метод кажется простым, но на практике он требует много времени, нужно много шлифовать, чтобы получить идеальную поверхность, и шанс получить волнистость на поверхности больше … но все же, как всегда
Easy Composites › Warren
Если бы вы хотели настоять, вам все равно нужно было бы подготовить шаблон. Затем его нужно будет запечатать, чтобы обеспечить гладкую поверхность, с которой можно взять форму, затем сделать форму, обрезать форму, и все это, прежде чем вы сможете даже подумать о процессе инфузии. В целом это быстрее, а для одноразового гораздо проще.
Если вам нужно было изготовить несколько деталей или метод был конструктивно слишком скомпрометирован для ваших нужд, то более традиционный подход с использованием пресс-формы может подойти вам лучше.
Андрей
В художественной школе, чтобы получить полую деталь, чтобы достать пенопласт, не разрезая деталь, они залили ацетон в закрытую полость, и он расплавил пенопласт, который был вылит.
Easy Composites › Уоррен
Привет, Андрей, да, полистирол можно растворить ацетоном, но это тоже довольно неприятный процесс. Ацетон, конечно, легковоспламеняющийся растворитель. Вам нужно довольно много его, чтобы растворить пену, а полученный в результате осадок пластикового растворителя грязный, а также невероятно легко воспламеняется. Однако в ситуациях, когда пену нельзя извлечь обычными механическими средствами, это вариант, если вы знаете, что делаете, и снижаете риски.
Зубные лаборатории
Ух ты, это идеальный метод для дешевой итерации дизайна нестандартных обвесов для автомобилей. Наличие куска пенопласта, который вы можете надеть на машину в реальной жизни, сильно отличается от того, что вы видите на экране. Легкий и простой в лепке, а когда вам понравится дизайн и форма пены, просто соберите ее волокном.
Easy Composites › Уоррен
Спасибо за ответ. Да, это определенно была идея с этим. В последнее время мы сделали много высокотехнологичных композитов, но все еще существует огромное количество того, что люди действительно делают, что гораздо более «практично», как это. Нам нравится поощрять и помогать во всем этом.
ОСТАВЬТЕ КОММЕНТАРИЙ ИЛИ ВОПРОС
Речной стол из кованого углеродного волокна своими руками с использованием GlassCast 50
Для запуска этого приложения необходимо включить JavaScript.
Нужна любая помощь или советы? +44 (0) 1782 450300
Видеоролик
Загрузки (1)
| Брона на таблице реки |
| Справочник по столу River из кованого карбона | 5 МБ |
Хотите приобрести материалы, используемые в этом учебнике, и оборудование, используемое в этом учебном пособии
5? У нас есть ты!
Ниже приведен список всех материалов и оборудования, использованных в этом проекте, которые можно купить прямо здесь, на веб-сайте GlassCast. Рядом с каждым продуктом указано приблизительное количество, использованное в обучающем видео, с точностью до ближайшей полной упаковки.
Вспомогатели
RS-N-2-Nothed Lyster Drainder £ 2,10 /Каждый
PMB-W-55L Пластиковое смешанное ковш (с крышкой) £ 1,80 /каждый
CalmixCup2240 Калибренная стакана 2600 мл £ 0,95 /
0240240.
PP-SHT-1 Полипропиленовый лист — 100 x 100 см 24,95 фунтов стерлингов / лист
FBRT-50 Полимерная барьерная/разделительная лента — 50 мм 2-14 MS 9000 9000 фунтов стерлингов 9000 / рулон 900 1 Пластиковая палочка для смешивания смолы 0,60 £ / шт.
BR-LAM-1-grush 1 «(25 мм) индивидуальные £ 1,08 /каждый
RO-BR-50Brill Roller с ручкой 50 мм £ 15,12 /каждый
Scale10k10KGIN
СМОЛА И ЭФФЕКТЫ
CF-CT-12-150 Рубленый жгут из первичного углеродного волокна (12 мм) 1,5 кг 51,84 фунтов стерлингов /упаковка
EP-G50-5GlassCast 50 Clear Epoxy Cast Resin — 0014 Total £0.