
Описание основных функций сварочных аппаратов для полуавтоматической сварки в среде инертных газов MIG/MAG
Регулировка напряжения на сварочной дуге и регулировка скорости подачи сварочной проволоки. Обе эти регулировки в комплексе определяют значение сварочного тока на выходе полуавтомата, причем каждому значению сварочного напряжения соответствует определенное оптимальное значение скорости подачи, таким образом, чтобы скорость подачи проволоки равнялась скорости еѐ плавления в сварочной дуге.
Оптимальные значения сварочного напряжения и скорости подачи проволоки сварщик подбирает экспериментально, путем выполнения нескольких пробных швов.
Чтобы иметь возможность настроить аппарат на заданный ток сварки, шкалу одной из рукояток размечают в амперах сварочного тока:
1-й вариант: Рукоятка регулировки напряжения обозначена как «Ток сварки» и ее шкала размечена в амперах. В этом случае сварщик устанавливает напряжение, ориентируясь на шкалу сварочного тока, затем рукояткой «Скорость подачи» экспериментально подбирает оптимальное значение скорости подачи проволоки для данного напряжения.
2-й вариант: Шкала рукоятки регулировки скорости подачи размечена в амперах. В этом случае сварщик устанавливает скорость подачи проволоки, ориентируясь на шкалу сварочного тока, затем рукояткой «Напряжение» экспериментально подбирает оптимальное значение напряжения для данной скорости подачи. Сварочный ток выбирается исходя из ориентировочного значения 50А/мм толщины металла.
Регулировка индуктивности сварочной цепи. влияет на характер сварочного шва при прочих равных условиях сварки:
При низком значении индуктивности снижается глубина провара металла и ширина сварочной ванны, при этом увеличивается высота наплавляемого валика металла. Такой режим обычно используется при сварке тонколистового металла и при сварке корневого шва при многопроходной сварке, т. к. снижает риск прожога металла.
При высоком значении индуктивности увеличивается глубина и ширина провара. Такой режим используется при сварке толстого металла и при выполнении наплавочных швов при многопроходной сварке, т.
4-тактный режим. Обычный режим работы полуавтоматом, называемый 2-тактным, выглядит так:
1-й такт: при нажатии кнопки горелки начинается сварка.
2-й такт: при отпускании кнопки горелки сварка прекращается.
Кроме этого режима полуавтомат может иметь дополнительный режим – 4-тактный:
1-й такт: при нажатии кнопки горелки начинается сварка.
2-й такт: при отпускании кнопки сварка продолжается в том же режиме. Это позволяет сварщику перехватывать горелку, взять ее поудобнее, не прерывая сварочного процесса.
3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме параметры сварки устанавливаются отдельными рукоятками «напряжение заварки кратера» и «ток заварки кратера». Данный режим позволяет более качественно завершить шов, на пониженном сварочном токе. В некоторых аппаратах режим заварки кратера может отсутствовать, в 3-м такте сварка продолжается в первоначальном режиме.
4-й такт: при отпускании кнопки горелки сварка прекращается.
Регулировка отжига проволоки. При завершении сварки, после отпускания кнопки горелки одновременно останавливается подача проволоки и отключается источник сварочного напряжения. При этом кончик проволоки может коснуться расплавленного металла и, при застывании сварочной ванны, прилипнуть к детали.
Чтобы этого избежать, необходимо, чтобы источник напряжения отключался не одновременно с остановкой подачи проволоки, а с некоторой задержкой, которая позволит сварочной дуге «отжечь» кончик проволоки на некоторое расстояние от поверхности металла.
Регулировка длительности продувки. При завершении сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы предотвратить его окисление, поэтому газовый клапан должен отключаться не одновременно с завершением сварки, а с некоторой задержкой.
Длительность данной задержки обычно составляет 0,5…5 с и регулируется сварщиком, исходя из практического опыта.
Режим Точка. При включении режима «точка» при нажатии и удержании кнопки горелки аппарат выполняет один короткий сварочный шов, длительность которого можно регулировать в определенном диапазоне.
Импульсный режим. При включении импульсного режима подача проволоки происходит не непрерывно, а в виде толчков-импульсов. Такой режим позволяет более точно контролировать степень проплавления металла и исключить сквозные прожоги при сварке тонколистовых металлов.
Частота импульсов регулируется сварщиком, исходя из практического опыта.
Режим пульсации. Режим пульсации сварочного тока используется при полуавтоматической сварке алюминия. При протекании базового тока (пауза между импульсами) происходит сваривание металла, а импульсы повышенного тока позволяют расширить зону очистки металла от окисной пленки.
Частота пульсации регулируется сварщиком, исходя из практического опыта.
Приборы контроля. При сварке ответственных швов сварщик должен строго контролировать параметры сварки в соответствии с установленными технологическими требованиями. Для этих целей некоторые сварочные аппараты оборудованы приборами контроля сварочного процесса – амперметром и вольтметром.
Мы предлагаем Вам широкий выбор аппаратов полуавтоматической сварки в среде защитных газов MIG/MAG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке—>
способы регулирования вольтамперной характеристики сварочных полуавтоматов
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной.
 К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.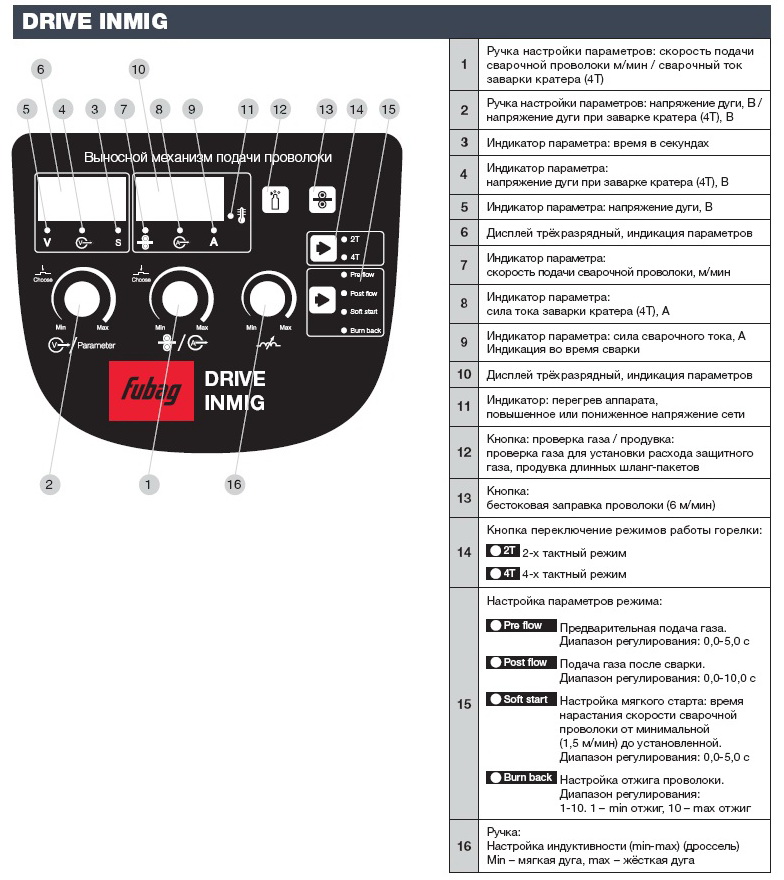
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.

Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.

Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Технические характеристики
Несмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата.
Среди них можно отметить следующие:
- Сварочный ток, имеющий широкий диапазон регулировок. У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
- Продолжительность непрерывной работы на определенном значении выбранного сварочного тока.
- Наличие холостого хода, высокая потребляемая мощность инвертора.
- Зависимость от напряжения и других параметров электросети.
Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты. Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Все виды инверторов современных модификаций могут выполнять несколько основных операций:
- Сварка в полуавтоматическом режиме с использованием инертных газов или углекислоты.
- Ручная дуговая сварка обычными электродами.
- Аргонодуговая сварка в защитной газовой среде. Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.

Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.

В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Сварочный полуавтомат
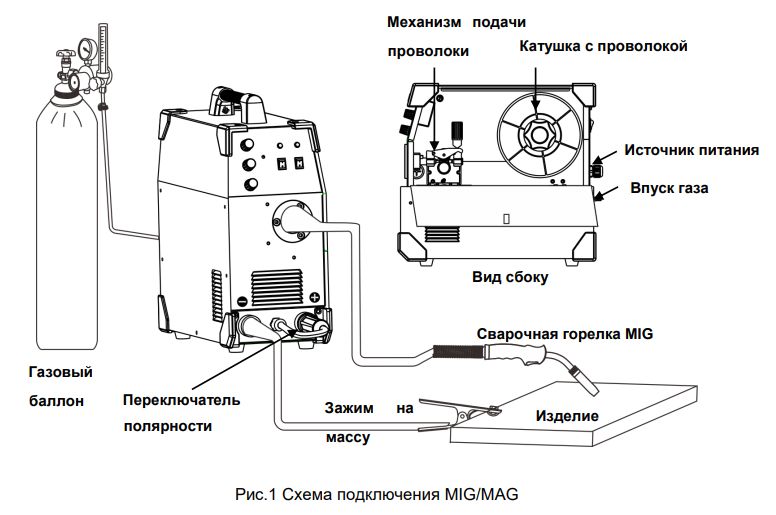
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки.
 Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа. - Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
Что делает установка индуктивности на сварочном аппарате?
14 марта 2022 г.
Индуктивность сварки — это относительно нишевая настройка аппарата.
Он специфичен для MIG, и даже в этом случае он доступен не на каждом сварочном аппарате. Большинство МИГ
современные сварщики имеют встроенные регуляторы индуктивности, поэтому вам не нужно
беспокоиться о попытке сделать это правильно самостоятельно.
Но если у вас есть машина с регулируемой индуктивностью, как это работает?
Что индуктивность?
Индуктивность определяет, насколько быстро ток нарастает, чтобы достичь ампер, которые были выбраны при сварке с коротким замыканием. Сварка коротким замыканием – это способ переноса металла в который провод соединяется с лужей и буквально закорачивает цепь.
Если бы сварочный ток мог изменяться от почти 0 (при соприкосновении проволоки) до установленной максимальной силы тока, проволока входила бы в сварной шов довольно сильно. Таким образом, вместо мгновенного достижения максимальной силы тока существует короткая временная задержка между начальной точкой и достижением максимальной силы тока.
Эта временная задержка представляет собой индуктивность, которую можно изменить на быть короче или длиннее. Задержка — это то, что влияет на передачу металла в вашем сварка.
Чаще всего используется при сварке коротким замыканием; однако,
изменение индуктивности сварного шва с переносом напыления также будет иметь определенный эффект.
ПРИМЕЧАНИЕ. Чтобы узнать больше о том, что такое сварка с коротким замыканием и о различных режимах переноса металла, ознакомьтесь с нашим постом здесь .
Что делает индуктивность?
Индуктивность изменяет характеристики короткого замыкания замыкания дуги, потому что это изменяет «время дуги». Время дуги — это длина дуги соприкасается и отдает тепло сварочной ванне во время цикла короткого замыкания.
Индуктивность — это то, что позволяет изменять частоту вашего короткого замыкания – как часто провод касается соединения в цепи цикл. Высокая индуктивность означает короткое замыкание на более низкой частоте. Низкочастотный короткое замыкание означает более длительное время дуги, так как требуется больше сварочного тока чтобы вернуться к установленным усилителям.
Чем ниже значение индуктивности, тем чаще
сварка приведет к короткому замыканию. Более быстрое короткое замыкание может помочь точно определить место сварки.
совместное. Добавляется меньше металла, поэтому шарик получается более узким и быстрее застывает.
Вот почему низкая индуктивность обычно используется на более тонких металлах, когда вы хотите
во избежание прогорания.
Добавляется меньше металла, поэтому шарик получается более узким и быстрее застывает.
Вот почему низкая индуктивность обычно используется на более тонких металлах, когда вы хотите
во избежание прогорания.
Если бы на машине не была установлена индуктивность, вы бы получили твердая и острая сварочная ванна. Однако чем ниже индуктивность, тем больше взрывной ток, и поэтому вы получите больше брызг.
Чем выше значение индуктивности, тем реже будет происходить короткое замыкание в сварном шве. Если вы установите индуктивность машины на 100%, вы получите мягкую, жидкую сварочную ванну, которая хорошо смачивает пальцы ног.
Вот почему высокая индуктивность используется на более толстых металлах или в приложениях, таких как открытый корень, где необходимо полное проникновение и связывание пальцев. Чем выше индуктивность, тем меньше брызг.
Может быть, не так-то просто судить, когда на самом деле
сварка, но вы можете услышать разницу между низкой и высокой индуктивностью. А
Низкая индуктивность звучит резче и резче, чем стандартное потрескивание бекона.
связанный со сваркой MIG. С другой стороны, высокая индуктивность звучит слишком
более гладкий.
А
Низкая индуктивность звучит резче и резче, чем стандартное потрескивание бекона.
связанный со сваркой MIG. С другой стороны, высокая индуктивность звучит слишком
более гладкий.
По большей части общее изготовление и большинство стандартных сварка будет работать хорошо при любых настройках машины (обычно 30%-50% индуктивность). Если ваша машина не имеет настройки индуктивности, вероятно, также запрограммировано на индуктивность от 30% до 50%.
Имейте в виду, что при изменении дуги и сварного шва бассейн, ваша индуктивность минимально влияет на глубину проплавления и проплавления сварного шва.
Индуктивность сварочного аппарата — это один из многих параметров, которые можно точно настроить для настройки характеристик дуги. Это оказывает лишь незначительное влияние на общий сварной шов, поэтому предустановленные настройки на большинстве машин будут отлично работать для большинства ваших сварных швов.
Это оказывает лишь незначительное влияние на общий сварной шов, поэтому предустановленные настройки на большинстве машин будут отлично работать для большинства ваших сварных швов.
Но, если у вас есть машина с регулируемой индуктивностью, поэкспериментируйте с ней и посмотрите, какие изменения она повлияет на ваш сварной шов.
← Посмотреть все артикулы
Welder Inverter MultiPRO 250 MIG/MAG MMA/TIG HF
- Методы сварки: MMA, MIG-MAG, TIG HF
- Гарантия: 3 года, также для компаний
- ПВ 90% 250 А, 100 % при 208 А
- Питатель: 4 ролика, поддерживающие катушки 5 кг, 15 кг и 18 кг алюминий MIG, VRD, 2t/4T, IGBT
- Описание: Профессиональный сварочный полуавтомат, позволяющий работать любым методом. Аппарат характеризуется непревзойденным качеством изготовления, высокой продолжительностью работы и множеством современных функций, гарантирующих высочайшее качество сварки.

Аппарат инверторный ПАТОН™ MultiPRO 250 (15-4) 230В предназначен для полуавтоматической дуговой сварки MIG/MAG , дуговой сварки в среде защитных газов методом TIG и ручной дуговой сварки .0019 Экранированный электрод MMA постоянного тока (DC) с функцией PULSE . Использование полностью электронного метода управления в этой серии исключает дефекты, характерные для многофункциональных систем. В полностью электронной системе система управления имеет абсолютно все ресурсы источника, в пределах его полной мощности и вне зависимости от того, какой метод используется.
Устройства серии Multi-professional предназначены для полупромышленного и промышленного использования, источник может быть отделен от механизма подачи сварочной проволоки для удобства и безопасности. Они обеспечивают 70% рабочий цикл при полном номинальном токе 250 А без потери производительности или качества. Это дает возможность использовать сплошную проволоку от 0,6…1,2 мм в Метод GMAW и электрод с покрытием от 1,6 до 6 мм SMAW . Возможна замена полярности сварки самозащитной проволокой (FCAW) на . Для опасных условий в этот блок встроен блок снижения номинальных значений напряжения холостого хода MMA с возможностью включения и выключения. После завершения процесса сварки напряжение на клеммах источника снижается до безопасного уровня 12 В в течение 0,1 секунды.
Это дает возможность использовать сплошную проволоку от 0,6…1,2 мм в Метод GMAW и электрод с покрытием от 1,6 до 6 мм SMAW . Возможна замена полярности сварки самозащитной проволокой (FCAW) на . Для опасных условий в этот блок встроен блок снижения номинальных значений напряжения холостого хода MMA с возможностью включения и выключения. После завершения процесса сварки напряжение на клеммах источника снижается до безопасного уровня 12 В в течение 0,1 секунды.
Эти сварочные аппараты серии Multi-Professional защищены от попадания инородных частиц размером более 12,5 мм и от капель дождя, если капли дождя, падающие под углом к вертикальным поверхностям сварочного аппарата, не нарушают его работу. Сварочный инвертор допускается для эксплуатации на открытом воздухе при температуре -25 + 45 ºС. Внутренние электрические и электронные элементы сварочного аппарата защищены от влаги, но не защищены от капель атмосферного конденсата.
Характерный признак Полуавтоматы ПАТОН™ серии «Мульти-Профессионал» — это высококачественный, герметичный, металлический механизм подачи проволоки, а также ставший стандартом в мире существующий соединитель типа КЗ-2 «ЕВРО», позволяя пользователю менять держателя по своему усмотрению в будущем. В этой модели устройство подачи оснащено 4 роликами подачи проволоки, мы можем использовать катушку до 18 кг и 5-метровый сварочный пистолет. Благодаря своей компактной и прочной конструкции сварочные аппараты серии Multi-Professional идеально подходят для полевых работ и полупромышленных условий. Небольшие размеры машины делают ее очень мобильной.
Особенности и преимущества:
Высокое качество сварных швов и безопасность сварочного инвертора обеспечиваются дополнительными регулируемыми функциями. себя и дополнительно уменьшает количество пыли в самом устройстве. Скорость вентилятора увеличивается в начале работы и при его нагреве и уменьшается при остывании сварочного аппарата.

ФУНКЦИЯ ИМПУЛЬСНОЙ СВАРКИ: Данная функция предназначена для упрощения управления процессом сварки в различных пространственных положениях сварки, кроме плоского положения сварки. Эта функция также используется при сварке цветных металлов. При активации этой функции подача импульсного сварочного тока улучшает перемешивание расплавленных металлов в зоне сварки и вызывает принудительное воздействие на перенос капель расплавленного металла в сварочную ванну, поэтому стабильность формирования шва и стабильность процесс сварки совершенствуется.
ФУНКЦИЯ УПРАВЛЕНИЯ ИНДУКТИВНОСТЬЮ: Управление индуктивностью позволяет оптимизировать характеристики дуги в зависимости от свариваемого элемента толщины, метода и условий сварки. Эта функция необходима для изменения скорости нарастания тока при изменении напряжения дуги. Чем тоньше свариваемый металлом MIG/MAG элемент, тем индуктивность должна быть выше (мягкая дуга – меньше проплавление), для толстых элементов наоборот (жесткая дуга – большее заглубление).
TIG 2T/4T ФУНКЦИЯ БЕСКОНТАКТНОГО ЗАПУСКА ДУГИ: Эта функция кнопки управления на сварочной горелке. Сварочный инвертор MFI 250 Multi-PRO содержит модуль бесконтактного зажигания дуги (генератор) и встроенный клапан подачи газа. При нажатии на кнопку управления сварочной горелкой формируется управляющий сигнал, который передается на контроллер сварочного аппарата. По данному управляющему сигналу открывается клапан подачи газа для продувки зоны сварки газом перед сваркой, включается с задержкой сварочный инвертор и формируется высоковольтный импульс для бесконтактного розжига дуги. После этих операций будут выполняться все остальные функции, указанные с учетом рабочего цикла данного сварочного процесса.
При отпускании кнопки сварочный ток линейно уменьшается, сварочный аппарат выключается, а место сварки продувается газом. После этих операций клапан подачи газа будет закрываться с задержкой.
Сварочный инвертор ПАТОН™ MultiPRO 250 (15-4) 230В имеют систему стабилизации, поэтому могут питаться от агрегата, также работают на полном номинальном токе при длине удлинителя 60 м и кабеле 2,5 мм.
 диаметр.
диаметр.| Диаметр электрода (MM) | Установите сварки 012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012012018 1201201201201201201201201201201201201201201201201201412012014 . | ||
| Ф 2 | Не более 80 А | Не более Ф 0,6 мм | 2,9 кВА |
| Не более 16 А 12 | Ф 4 3 4 | Not more than Ф 0,8 mm | 4,5 kVA |
| Ф 4 | Not more than 160 А | Not more than Ф 1,0 mm | 6,2 kVA |
| Ф 5 | Not more than 200 А | Not more than Ф 1,0 mm | 8,0 kVA |
| Ф 6 for a free-melting electrode | Up to 250 А | До Ф 1,2 мм | 11,0 кВА |
Стоит отметить, что параметры сварки полностью соответствуют реальным параметрам работы сварщика, что определяется применением качественных электронных компонентов с тщательным контролем на каждом этапе производства.