
UMAREX MAKAROV=== Покраска===(by 5.30)
Итак,всем привет!
После получения халявного УМакара.и его ремонта (все есть в предыдущей статье) я решил облагородить его внешний вид,поскольку он был весь затерт,сколы краски,и вобще просто ужас….
И снова..в сотый раз пистоль был разобран до винтика…все детали подготовлены к покраске..Скажу сразу цель сделать его максимально похожим на боевой перед собой не ставил..просто решил привести в порядок.. Он как оказалось уже был покрашен предыдущим хозяином,т.к затвор был шпаклеван ( довольно криво хочу заметить,плохо выведен),а если быть точнее зашпаклеваны надписи.Их кстати я вывел теперь не заметно что шпаклевка лежит) Так вот……
Все это дело было зашкурено (шкурил кстати грубой наждачкой,чтобы остались полосы) скажу щас глупость,но сделано это было для того чтобы получился эффект «ИЖМЕХА»… (надо запатентовать фразу)проще говоря топорной и грубой обработки деталей…,как это замечательно умеют делать Ижевцы)) Результат кстати порадовал,все получилось как и хотел.(Сугубо личное пожелание).После чего все было помыто,обезжирено,и оставлено на солнышке сохнуть)


Далее покраска…
Ну тут все довольно просто…черная матовая краска в балончик («ABRO»).кстати рекомендую…очень быстро сохнет (НЕ РЕКЛАМА!)
Чтобы краска легла лучше,и лучше распылялась,нагрел балончик в горячей воде( только не перестарайтесь)
Наносим первый слой (я сначала прокрашивал углы и кромки,затем вае остальное)…ждем 10-15 минут,хотя реально она высыхает быстрей,наносим второй слой,и через полчаса третий,финальный. Лаком покрывать не стал (чет как то не захотелось)…в районе часа все это у меня сохло,и вот результат


Далее сборка
Ну тут писать особо нечего,процесс отлажен до автоматизма)))) Отвертка,10 минут времени и немного мата…иии ВСЕ ГОТОВО))



Ну вот собственно и все! Вот таким макаром я привел в более или менее приличное состояние свой УМакар Прошу сильно не пинать меня за качество фоток,моя мобилка лучше снимать походу не умеет. Надеюсь вам будет интересно почитать.)))
Кстати соответствующая тема на форуме https://www.air-gun.ru/social/forum/558 открыта,т.к этот пистолет для опытов и экспериментов.
Жду ваших отзывов и советов))) С уважением 5.30
Как покрасить пистолет — VilingStore.net
Среди аирганеров наибольшее распространение получили 3 способа окрашивания железа и стали в черный цвет:1. Холодная косметическая окраска готовыми составами типа «Клевер»;
2. Оксидирование в расплаве натриевой селитры и едкого каустика;
3. Воронение в ржавом лаке.

Каждый способ имеет свои недостатки и достоинства. Однако даже тщательное окрашивание «Клевером» и т. п. составами в несколько этапов, с применением правильного обезжиривания и горячей сушки, не идет ни в какое сравнение со вторыми двумя способами. Косметика — никуда от этого не уйти, все плюсы здесь заключаются только в простоте и быстроте процесса. «Горячее» воронение несравненно более стойко, равномерно и очень красиво.
В результате оксидирования в натриевой селитре получается глубоко черное, блестящее покрытие с легким красноватым, коричневатым или синеватым отливом: оттенок зависит от свойств окрашиваемого металла.

1. Прежде всего: если мы хотим получить достойный результат, необходимо использовать только химически чистые реактивы. Приобрести их можно в магазинах лабораторной техники, в Москве н-р. в «Лабтехе», ул. 3-я Парковая, м. Измайловская. Некоторые предлагают использовать вместо едкого каустика сухое средство «Крот», которое, казалось бы, есть тот же самый каустик. Я однажды попробовал. Делал все правильно, однако готовое покрытие легко слезло с металла под полировальной ветошью. Причин не знаю, не химик, однако с чистым натрий гидроксидом у меня такого не случалось. Возможно, причиной какие-то лишние «маркетинговые» наполнители (мел или т. п.)
3. Работать с натриевой селитрой и едким каустиком нужно очень аккуратно: кипящий расплав может вызвать серьезные ожоги. Кроме того, приготовляя раствор, ни в коем случае не лейте воду в реактивы — делать необходимо строго наоборот, т. е. постепенно, малыми порциями, добавлять реактивы в воду. В процессе оксидирования вода в емкости постепенно выкипает, и при необходимости приходится подливать свежей — также очень малыми порциями, иначе результатом будет бешеное бурление и целый фонтан брызг. Лучше обойтись без доливания, сразу отмерив нужный объем воды; расстояние между ее поверхностью и деталями должно быть не менее 3-4 см.
Собственно рецепт.
На 1 л. чистой (фильтрованной, кипяченой или дистиллированной) воды:
500 г. натриевой селитры (она же натрий азотнокислый, NaNO3)
500 г. едкого каустика (он же натрий гидроксид, NaOH)
Но это сухие цифры и формулы. Развернем вопрос шире.

Обезжиривание
Прежде всего: если мы хотим добиться качественного воронения с 1 раза — забудем об ацетоне, уайт-спирите, бензине «Калоша» и т. п. средствах в качестве составов для обезжиривания. Все они содержат вещества, которые по испарении растворителя оставляют на поверхностях малозаметный глазом налет: он-то в 99 из 100 и является причиной неудач. Лучший способ обезжиривания — горячий, и для этого надо приготовить специальный состав.
Вот его рецепт:
На 1 л. чистой (фильтрованной, кипяченой, дистиллированной) воды:
50 г. едкого каустика
50 г. кальцинированной соды (не путать с питьевой, ищут в хозмагах)
10 г. силикатного клея (обычный канцелярский клей — продается в любой палатке с канцтоварами).
Приготовление:
1. Заливаем в чистую кастрюльку из нержавейки нужное количество воды.
2. Чистой ложкой всыпаем нужное кол-во едкого каустика.
3. Кальцинированной соды.
4. Добавляем силикатный клей.
Как выяснил на практике, для обезжиривания в этом растворе можно использовать обычную эмалированную посуду. Концентрация «злобного» натрий гидроксида здесь невелика, и ничего страшного с эмалью за 20-40 минут варки не происходит. Условие одно: на эмали не должно быть сколов — ведь эти емкости делаются из довольно тонкого черного металла.
Учитывайте, что 20-40 минут кипения — это немало, и количество раствора в емкости за это время сильно уменьшается. Так что готовьте с запасом, чтобы детали оказались покрыты слоем воды не менее чем на 5 см.

Оксидирование
1. Емкость, в которой будет производиться оксидирование, предварительно необходимо тщательно вымыть. Лучше всего со смесью жидкого геля и абразивного средства для мытья посуды. После этого не менее тщательно промываем ее проточной водой, удаляя остатки моющих средств, и вытираем чистой ветошью.
2. Наливаем в емкость подготовленную воду — сразу в нужном объеме.
3. Далее засыпаем натрий гидроксид. ВНИМАНИЕ! Ни в коем случае не бухайте в воду весь его отмерянный объем. Насыщаемый гидроксидом раствор очень сильно разогревается, буквально до кипения, поэтому добавляем медленно и медитативно, посредством ложки, и сразу размешиваем плавными движениями, чтобы на дне не образовалось плотной слоистой корки — это чревато внезапными адскими гейзерами при закипании.
5. Доводим раствор до кипения, время от времени помешивая ложкой. В процессе закипания на поверхность могут всплыть какие-то инородные частицы — несмотря на заявленную чистоту химикатов из «Лабтехов», такое случается нередко. Их нужно осторожно поддеть все той же ложкой и изъять, или аккуратно собрать салфеткой, положив ее на поверхность раствора.
6. Закипело — отлично. Осторожно, без бултыханий, погружаем в расплав обезжиренные по вышеописанному методу детали. В идеале, они не должны касаться дна, но городить хитрые городухи, чтобы непременно их подвесить, необязательно. Если речь идет, скажем, о рамке пневмопистолета — достаточно просто придать проволочке, которая к ней прикреплена, такую форму, чтобы рамка располагалась под углом ко дну емкости, опираясь на изгиб проволочки и касаясь дна одной-двумя точками.
8. Выдержав положенное время, извлекаем детали из емкости, и тут же промываем их сперва горячей, потом — теплой и наконец холодной водой, после чего опускаем в ацетон или другой растворитель, чтобы выбить остатки воды.
9. Вынимаем, высушиваем и оцениваем качество покрытия.
10. Если оно нас удовлетворяет, протираем детали маслом, н-р оружейным, машинным или баллистолом. Мелкие детальки можно просто бросить в баночку с маслом, потом извлечь и вытереть ветошью. А если не удовлетворяет — сошлифовываем оксидный слой добела, вновь обезжириваем и заново вороним. По моим наблюдениям, на второй раз качество воронения всегда получается просто идеальным: возможно, причиной тому многократная очистка и обезжиривание.
Свежепромасленные детали неплохо также слегка прогреть ручной газовой горелкой, чтобы масло получше проникло в микропоры оксидной пленки. Именно слегка — раскалять докрасна, отжигая их, мягко говоря ни к чему.
Вот собственно и все. Собираем свой пневмопистолет, или что мы там воронили, и радуемся результату, не идущему ни в какое сравнение с «клеверным».
Немного полезных нюансов.
1. Раствор селитры и каустика вполне безвреден в остывшем виде, если, конечно, его не глотать. Однако у него есть одно неприятное свойство: будучи перелит в еще неостывшем виде в стеклянную посуду, он ее стремительно разрушает. Стекло делается хрупким — у 3-литровых банок например чаще всего просто отваливается дно. Остывший же расплав кристаллизуется и твердеет, и переложить его в другую емкость будет очень непросто. В чем хранить — я лично для себя пока не решил. Вероятно, лучше всего тут подойдет какая-то хорошо закрывающаяся емкость из полиэтилена.
2. Также стоит иметь в виду, что в процессе кипения мелкие капельки расплава постоянно вылетают из емкости, и неизбежно попадают на окружающую ее поверхность в радиусе примерно полуметра от «эпицентра». И поскольку к стеклу расплав относится крайне недружелюбно, лучше не пользоваться для его разогрева дорогими электроплитами с деками из жароупорного стекла — поверхностный слой пожрет непременно, останутся белесые точки (это проверено ). Если в доме нет газа, правильнее завести недорогую одноконфорочную плитку специально для этой цели.
3. Известно, что уже раз отработавший раствор селитры и каустика можно использовать не один раз, освежая его добавкой реактивов и чистой воды. Но лично мне этот подход не нравится — уже после 1 воронения раствор делается рыжеватым, т. к. вбирает в себя порядочно дряни от варившегося в нем железа, и это снижает качество оксидирования. Способы очистки существуют, но они чрезвычайно опасны и хлопотны, поэтому даже не стану о них упоминать — дешевле и спокойнее просто приготовить новый раствор.
4. Если заворонить детали в уже раз отработавшем, остывшем и вновь разогретом растворе без добавки реактивов и воды — результатом может оказаться не черное, а темно-коричневое покрытие, причем матовое, без малейшего блеска. В каких-то случаях оно может оказаться весьма уместным.
И еще один нюанс: как говорится, из другой оперы — но не менее важный. В соответствии с нашим миленьким законодательством, воронить самостоятельно такие девайсы, как МР-654К или 656К можно сколько угодно, поскольку они согласно сертификации являются не оружием, а лишь изделиями, конструктивно схожими с ним; а вот травматические и газовые пистолеты согласно тому же законодательству — уже гражданское оружие, и любые самостоятельные действия по их тюнингу рассматриваются законом как правонарушение. В т. ч. и воронение, которое также рассматривается как самостоятельная доработка. Имейте это в виду.
Еще более правильным будет после оксидирования и промывки проварить детали сперва в мыльном растворе, а потом, вытерев и обсушив, выдержать в горячем машинном масле в течении прим. 5 минут. В любом случае, тем или иным путем надо тщательно удалить остатки оксидирующего расплава из всех стыков и поднутрений, иначе они будут постепенно кристаллизоваться и выпирать наружу. Причем как ни вытирай этот участок снаружи, толку не будет, процесс будет продолжаться. Винт или втулку, облепленные этой гадостью, будет очень непросто отвернуть, а выглядеть это будет вот так:
vilingstore.net
Как красить пистолетом низкого давления
Рассматриваемый агрегат используется для покраски или лакировки разных поверхностей не только на производственных предприятиях. Он успешно себя зарекомендовал и частных руках. С его помощью можно обновить внешний вид своему автомобилю, сделать косметический ремонт квартиры, применять для окрашивания на даче различных построек и ограждений и т.д. Тем, кто планирует быстро и качественно, а также с минимальными физическими нагрузками осуществить покраску с использованием специального пистолета, необходимо внимательно ознакомиться с основными составляющими агрегата и их качествами. Учитывая то, что обработка поверхностей данным устройством производится на значительных площадях, то основными требованиями при выборе модели являются надежность в работе и долговечность.
Приобретать пистолеты для покраски нужно исходя из характеристик намеченных работ. Специалисты с высокой квалификацией по окрашиванию и отделке помещений часто пользуются несколькими приборами (до пяти единиц) одновременно. Это объясняется особенностями отделываемых поверхностей, красящих средств и размерами площади. Правильно выбрать изделие, подходящее для совершения покраски, можно только после ознакомления условий, при которых должен работать пистолет.

Выбор приемлемой модели прибора
Среди имеющихся вариаций устройства краскораспылителей можно выделить три основных их типа:
- пневматические пистолеты;
- пистолеты с источником электропитания;
- распылитель включается посредством ручного привода.
Пневматический прибор
Такой тип устройства наиболее удобен в эксплуатации, поэтому пользуется популярностью. Воздух и красильная смесь поступают в агрегат по раздельным каналам. В обособленном воздушном боксе эти две составляющие быстро перемешиваются. В результате действия прибора образуется распыляющаяся красящаяся струя, которая под давлением, созданным внутри пневмокамеры, выстреливается из сопельного отверстия изделия.
Производительность пневмопистолета для покраски оценивается по следующим критериям:
- лимит распыления красящих средств составляет 400 кв.м за час;
- шпаклевкой в час можно покрыть 85 кв.м;
- покрытие поверхностей лакокрасочными материалами составляет 20-50 кв.м за час.
Все красильные пневмораспылители можно поделить группы, выполненные по трем разным технологиям: HP, HVLP, LVLP. В зависимости от технологического процесса производства изделия используются для разных нужд.
HP технология – наиболее простой тип производства пневматического пистолета для покраски. Эти приборы доступны по цене, просты в эксплуатации. Устройство позволяет очень быстро окрасить объект собственноручно. Однако, результаты работы получаются некачественными.
Приборы, созданные на основе технологии HVLP, имеют большой емкостной объем и работают на низком давлении. Это — модернизированные распылители первого образца. Их отличие состоит в особенной конфигурации воздухопровода. Модели этой группы распылителей экономичны за счет малых потерь распыляемой смеси. Данные пистолеты имеют высокие показатели в работе, применяются на многих строительных объектах, прекрасно подходят для окрашивания автомобилей.
Модели пневмопистолетов третьей группы работают на низком давлении и имеют малый емкостной объем. Это самая последняя технология модернизации подобных устройств и является производной от предыдущей. Здесь расход воздуха сведен к минимальной величине. Модели пистолетов, созданные на этой основе, имеют наименьший процент потерь: поступающая в резервуар краска для покрытия поверхностей используется на 90%. Устройства используются для крашения автомобилей всех видов как полностью, так и частями, в авиационной и космической отраслях, на мебельном производстве. Особенность конструкции пистолетов, созданных по технологии LVLP, дает возможность работы с быстросохнущими красящими составами.
Автоматические пневмоприборы
Эти пистолеты широко используются на работах по окрашиванию автомобилей (или перекрашиванию), по реставрации поверхностей, объектов, в ремонтной и восстановительной деятельности. Их можно подключать к мембранным насосам или к напорному резервуару.
Преимущества данного прибора:
- устройства можно использовать на крупных объектах;
- обеспечение очень тоненького слоя покрытия применяемого состава;
- возможность исполнения высокоточных действий (обработка мелких предметов, стыки, кромки).
- окраска чего бы то ни было отличается плотностью, ровностью покрытия и долговечностью.
Принцип действия
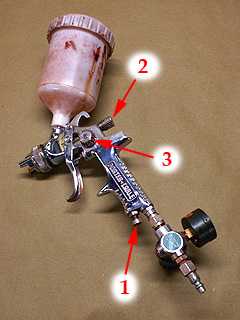
У пистолета есть курок, при нажатии на который осуществляется запуск прибора. Также имеется бачок, расположенный сверху или снизу. У некоторых моделей для удобства окрашивания эту деталь можно перемещать по корпусу. Есть сопло с парным пневмодиффузором и иглой, встроенные регуляторы подачи красящего состава, воздуха, модератор формы и силы факела.
Пуск устройства обеспечивает поступление сжатого воздуха в бачок с краской, тем самым выталкивая ее в сопло. Здесь же она смешивается с воздухом и аэрозолью выбрызгивается под давлением на обрабатываемую поверхность. Регулятор позволяет менять интенсивность снабжения воздухом, устанавливая нужное давление и контролируя расход красящего средства. Рядом с рукояткой пистолета находится рукав, по которому осуществляется подача воздуха непосредственно в устройство.
Главный показатель пневматического пистолета – это рабочее давление, которое указывается в паспорте изделия и может иметь значения 2-6 атмосфер. Выбранный пневмопистолет для окрашивания авто должен уметь выдерживать давление воздуха выше давления, выдаваемого компрессором.
Отличия пистолетов низкого и высокого давлений:
- в экземплярах первого типа качество покрытия поверхности краской выше, чем у второго;
- прибор первого типа пригоден для использования малого количества красящего состава, а второго типа – нет, т.к. его применение здесь нецелесообразно, потому и нерентабельно;
- для окрашивания малых предметов и деталей с разной геометрической конфигурацией лучше всего брать первый образец, чем второй;
- первые образцы допускают частую замену цветовой гаммы, а распылители второго типа – нет;
- в приборы низкого давления нельзя загружать густое и тягучее красящее вещество в отличие от приборов высокого давления;
- потери красящего средства у первых превышают потери у вторых;
- быстрота выброса красителя из сопла у изделий первого типа меньше, чем у противоположных.
Преимущества пистолета с низким давлением
Изделия высокого давления – давно эксплуатируемые окрасочные распылители со своими положительными и отрицательными сторонами. А вот экземпляры низкого давления — новинка, которая успела приобрести себе известность за счет:
- высокого качества выполняемых работ;
- возможности окрашивания мелких деталей;
- небольшого расход атмосферы;
- незначительной восприимчивости к возможным скачкам давления в компрессоре;
- возможности частой замены палитры;
- экономичной траты красящего материала.
Недостатки:
- медленность производимых работ, т.к. пистолет надо удерживать совсем рядом с окрашиваемыми деталями;
- высокие потери рабочего материала;
- исключается пользование вязким красящим средством.
Главная информация при выборе инструмента
- Потребление воздуха. Если объем выполняемых работ небольшой, подойдет прибор, потребляющий до 100 л /мин. У компрессора выработка воздуха должна превышать эту величину более, чем на 20%. Для выполнения работ большего объема используется профессиональное устройство с расходом воздуха до 400 л в минуту.
- Сопельное отверстие. Для тонкой окраски используют деталь диаметром выхлопного отверстия от 0,2 до 0,5 мм. В большинстве пользуются соплами с нумерацией 1,6 мм. К пистолету прилагаются насадочные элементы для создания разных форм факела (плоская, круглая, угловая). Выхлопное отверстие диаметром от 1.4 мм до 1.7 мм относится к универсальному.
superarch.ru
Какой пульверизатор выбрать для покраски автомобиля?

Здравствуй дорогой читатель блога kuzov.info!
Эта статья поможет понять какой пульверизатор выбрать для покраски автомобиля. Здесь мы рассмотрим базовые характеристики, по которым можно выбрать краскопульт, а также, я расскажу о некоторых производителях недорогих краскораспылителей и производителей покрасочных пистолетов премиум класса.
Ваши требования
Насколько часто Вы будете пользоваться пульверизатором? Если планируете использовать краскопульт редко, для небольших объёмов работ, то нет смысла тратить много денег и покупать дорогой профессиональный инструмент. С другой стороны, Вам нужен покрасочный пистолет, который будет хорошо справляться со своей задачей. Для этих целей можно выбрать недорогой краскопульт HVLP с нужными характеристиками.
Чтобы выбрать краскопульт, нужно определиться, какие задачи будет выполнять покрасочный пистолет. Существуют краскораспылители, использующие разные системы распыления, имеющие различные характеристики. Необходимо ознакомиться с теорией и разобраться во всём разнообразии предлагаемых типов и характеристик краскопультов. После этого можно сделать разумный выбор.
Красить можно любым краскопультом, но чем качественнее инструмент, тем качественней получится лакокрасочное покрытие и тем стабильнее будет результат.
Для начинающих маляров можно порекомендовать приобрести краскопульт по бюджетной цене, а в дальнейшем, с накоплением опыта, приобрести качественный профессиональный распылитель.
Сколько краскопультов нужно иметь?
Можно приобрести несколько покрасочных пистолетов для разных целей и материалов. Есть краскопульты, рекомендованные специально для лака, для грунта и для базы.
Если Вы можете себе позволить иметь три краскопульта, то это будет идеально. В этом случае не будет проблем с попаданием в лак частиц от краски, которая распылялась перед этим. Конечно же, не обязательно приобретать три разных краскопульта. Есть маляры, которые имеют один покрасочный пистолет с дюзой 1.6, которым они наносят все материалы от грунта до лака. Для этого требуется больше времени и усилий, чтобы тщательно отмывать краскопульт после распыления разных материалов, для дальнейшего использования.
Компрессор
Нужно выбирать пульверизатор, который подойдёт по параметрам к вашему компрессору. Либо после покупки пульверизатора выбирать компрессор под пистолет.
Компрессор должен выдавать определённый объём при нужном давлении постоянно, во время использования краскопульта. Правило таково, что компрессор должен производить в 1.5 раза больше кубических сантиметров в минуту, чем требуется для работы краскопульта при заданном давлении.
При недостаточной производительности компрессора не получится хорошего распыления.
Компрессор может выдавать показатели выше нужного давления, но давать недостаточное количество воздуха.
Также важен шланг и фитинги. Если используете шланг диаметром ¼ дюйма, то такой шланг будет препятствовать нормальному прохождению воздуха. Нужно применять шланг с внутренним диаметром в 3/8 дюйма с муфтами и фитингами, пропускающими быстрый поток воздуха. Это значительно улучшит прохождение воздуха.
Выбор размера дюзы
Дюза (сопло для краски) имеет определённый размер. Через дюзу течёт лакокрасочный материал, а также в неё вставляется кончик иглы, регулируя поток краски. Игла перемещается вперёд-назад с помощью курка. При полном отпускании курка, игла прижимается пружиной и герметично закрывает дюзу. Для материалов, имеющих разную вязкость, применяются дюзы разного диаметра.

- 1.2 – Локальная покраска.
- 1.3 – 1.6 – нанесение базы и лака. Также подходит для нанесения водорастворимых красок.
- 1.4 – 1.7 – нанесение лака и акрила.
- 1.6–2.2 – грунтование
- 2.5–3.0 – нанесение жидкой шпаклёвки.
Это общие правила, которым не обязательно строго следовать. Некоторые маляры выбирают какой-то один размер дюзы и прекрасно наносят любые материалы.
Нанесение грунта требует дюзу большего размера, иначе придётся разводить его очень жидко, что не желательно. Для акрилового грунта важна его наполняющая способность, а при большом количестве разбавителя она падает.
Водорастворимые краски
Если используете водорастворимые краски, то лучше для этого применять отдельный пульверизатор. Смена водорастворимой краски на краску с растворителем может стать причиной сворачиваемости краски и распыления хлопьями. Также, нужно быть уверенным, чтобы при применении водорастворимых красок краскопульт не заржавеет и не испортится.
Системы распыления лакокрасочных материалов
Для понимания различия типов покрасочных пистолетов, рассмотрим, упрощённо, принцип распыления. Сжатый воздух от компрессора под давлением поступает в краскопульт, по другому каналу поступает краска из бочка, проходя через воздушную головку воздух, расщепляет краску, выходящую из дюзы и формируя факел. Давление, с которым краскопульт распыляет лакокрасочный материал, определяет тип краскопульта. Ниже приведены основные системы распыления, по которым различаются краскопульты.
- HP (High Pressure) – высокое давление.
- HVLP (High Volume Low Pressure) — высокий объем, низкое давление.
- LVLP (Low Volume Low Pressure) — низкий объём, низкое давление.
- HTE (High Transfer Efficiency) – Высокая эффективность передачи.
Краскопульты системы HP
Это устаревшая система распыления. Покрасочные пистолеты такого типа достаточно долго использовались для окраски автомобилей в мастерских по кузовному ремонту.
Для их работы необходимо входное давление 3–4 атмосферы. Собственно, и в момент распыления давление примерно такое же. Для таких краскопультов требуется малый объём сжатого воздуха. Для их работы не требуется слишком производительный компрессор. Покрасочные пистолеты системы HP способны формировать широкий факел и равномерно наносить лакокрасочный материал. Главным недостатком таких краскопультов является невысокий коэффициент переноса распыляемых материалов на поверхность. Такие краскопульты при распылении образуют окрасочный туман, который не попадает на окрашиваемую поверхность. Таким образом, 30–45% распылённой краски образуют лакокрасочное покрытие, а остальные 55–70% оседают вне окрашиваемой поверхности.
Итак, резюмируя, опишем достоинства и недостатки краскопультов с системой распыления HP.
Достоинства:
- Не требуется высокопроизводительный компрессор.
- Формируется широкий факел, который облегчает равномерное нанесение лакокрасочного материала.
- Высокая скорость нанесения лакокрасочного материала.
Недостатки:
- Низкий коэффициет переноса распыляемых материалов на окрашиваемую поверхность.
- Высокое давление при распылении поднимает пыль, находящуюся в мастерской, которая потом оседает на окрашенной поверхности.
Краскопульты системы HVLP
HVLP (High Volume Low Preassure – высокий объём, низкое давление). Краскопульты данного типа получили широкое распространение и в наши дни успешно применяются малярами при покраске автомобилей. Эти покрасочные пистолеты для работы используют большой объём воздуха, а распыление происходит при низком давлении. Краскопульты HVLP при достаточно высоком входном давлении (2.5 – 3 атмосферы) распыляют лакокрасочные материалы при низком давлении (менее 1 атмосферы). Благодаря низкому давлению при распылении, большой процент распыляемого лакокрасочного материала переносится на окрашиваемую поверхность (около 75%).
Краскопульты такого типа хорошо зарекомендовали себя при нанесении красок с эффектом «металлик» и «перламутр».
Рассмотрим достоинства и недостатки покрасочных пистолетов HVLP.
Достоинства:
- Высокий процент переноса лакокрасочного материала на окрашиваемую поверхность при распылении.
- Низкое туманообразование при распылении.
- Низкое давление при распылении не поднимает много пыли, которая находится в помещении, где производится покраска.
- Высокая производительность.
Недостатки:
- Требуется производительный компрессор, чтобы постоянно выдавать большой объём воздуха для работы краскопульта.
- Требуется использовать шланг для соединения компрессора с краскопультом с увеличенным диаметром.
- Требуется наносить лакокрасочные материалы на небольшом расстоянии от поверхности. Это требует определённого профессионализма от маляра, чтобы красить без подтёков.
Окрасочные пистолеты низкого давления системы LVLP
LVLP (Low Volume Low Pressure — низкий объём, низкое давление). Краскопульты такой системы распыления были изобретены, с целью убрать недостатки распылителей HP и HVLP. У разных производителей покрасочные пистолеты с подобной системой распыления могут иметь другие аббревиатуры. К примеру, у фирмы SATA похожая технология имеет название RP (Reduced Pressure), у фирмы DeVILBISS – GTI PRO, у Walcom — GEO и HTE (High Transfer Efficiency). Цель данных краскопультов сочетать невысокий расход воздуха с высоким коэффициентом переноса лакокрасочного материала.
Данные распылители работают при входном давлении 1.6–2 атмосферы, а распыление осуществляется при давлении 0.7 – 1.2 атмосфер. Краскопульты LVLP имеют сниженное потребление воздуха по сравнению с краскопультами HVLP. Это позволяет снизить требования к производительности компрессора. При этом процент переноса лакокрасочных материалов на окрашиваемую поверхность при распылении составляет около 70%.
Покрасочные пистолеты LVLP хорошо зарекомендовали себя при нанесении любых видов лакокрасочных материалов.
Итак, перечислим достоинства и недостатки распылителей с системой распыления LVLP.
Достоинства:
- Не требуется слишком большого объёма воздуха при работе краскопульта (требуется около 200 л/м).
- Высокий процент переноса лакокрасочного материала на окрашиваемую поверхность.
- По причине низкого давления при распылении, не поднимает много пыли в помещении, где производится покраска.
- Низкое туманообразование при распылении.
- Высокая производительность.
- Нет зависимости от перепада давления.
Недостатки:
- Низкая скорость распыления
- Формируют факел меньшего размера, чем краскопульты HVLP
Краскопульты с нижним расположением бачка
Такие модели имеют большую ёмкость бачка для лакокрасочных материалов. Неудобны при покраске горизонтальных поверхностей.
Производители краскопультов
Краскопульты из Италии
GAV
Недорогие краскопульты. Можно порекомендовать на начальных этапах осваивания малярного дела. В основном, для тренировки нанесения базы и акрила. Модели с дюзами большого диаметра можно использовать как отдельные пистолеты для нанесения грунта и жидкой шпаклёвки. К примеру, модель Record 2200.
WALCOM
Торговая марка Walcom принадлежит производственной компании Walmec, которая с 1945 года существует на рынке профессионального малярного оборудования. Имеет в наличии различные модели краскопультов, рекомендованные для различных лакокрасочных материалов. Можно подобрать достаточно качественную модель для применения в мастерской для кузовного ремонта.
Краскопульты из Китая
Многие китайские производители делают не сертифицированные копии краскопультов известных производителей. Чаще всего они получаются похожими по внешнему виду, но никак не по качеству и характеристикам. Некоторыми китайскими покрасочными пистолетами можно более-менее нормально красить, но их отличает нестабильность в работе. Как можно себе представить, многие китайские производители удешевляют технологии производства краскораспылителей.
Среди бюджетных краскопультов китайского производства можно отметить продукцию фирмы VOYLET.
Они производят краскораспылители различных моделей, предназначенные как для промышленных предприятий, так и для автосервисов. Имеют приемлемое качество продукции. Краскопульты фирмы VOYLET удовлетворяют требования современных стандартов нанесения различных лакокрасочных материалов.
Также можно упомянуть покрасочные пистолеты Auarita, имеющие положительные отзывы, учитывая их недорогую стоимость и Тайванские краскораспылители STAR.
Краскопульты дорогого сегмента
Ниже описаны производители профессиональных покрасочных пистолетов, являющиеся лидерами и занимающие сегмент рынка дорогих краскораспылителей премиум класса. Это не единственные бренды дорогих профессиональных краскопультов, но наиболее известные.
DeVilbiss

DeVilbiss является британской компанией, производящая краскопульты более 100 лет. Во многих странах профессиональные маляры используют краскораспылители этой фирмы. Краскопульты DeVilbiss отличаются лёгким весом и эргономичным дизайном.
DeVilbiss с недавних пор имеет своё представительство в России и можно без проблем приобрести любую модель краскопульта и комплектующие.
SATA

Краскопульты этой фирмы разрабатываются немецкими инженерами. Имеют высокое качество, собственные разработки. Краскораспылители этой фирмы отличаются высокой износостойкостью, важной для поточного использования в мастерских.
IWATA
Anest Iwata является японской компанией, которая существует более 80 лет. Производит очень качественные краскопульты. Имеет свои инновационные разработки. В модельном ряду есть краскораспылители с боковым расположением бачка, который можно вращать. Меняя угол бочка, очень удобно окрашивать труднодоступные места, а также горизонтальные поверхности и не боятся, что лакокрасочный материал выльется или перестанет распыляться из-за нестабильной подачи краски с бочка.
Имея личный опыт использования краскопульта данной фирмы могу сказать, что пистолет легко настраивается, отлично наносит любые лакокрасочные материалы и прекрасно справляется с покраской с “переходом”.
Что в итоге? Какой краскопульт выбрать для покраски автомобиля?
Если планируете заниматься покраской автомобилей на постоянной основе и есть необходимый бюджет на приобретение краскопульта премиум класса, то берите хороший дорогой покрасочный пистолет. К примеру, можно выбрать один из вышеперечисленных брендов дорогого сегмента. Я именно так и сделал в своё время и не пожалел, купив краскопульт IWATA, который служил мне долгий срок. В дальнейшем я поменял его на другую модель IWATA, формирующую более широкий факел. У меня краскопульт HVLP, с размером дюзы 1.4 мм. Он хорошо справляется с нанесением любых видов лакокрасочных продуктов. Для грунта я использую распылитель фирмы GAV RECORD 220 с дюзой 2.2 мм. Такой дюзы хватает даже для нанесения жидкой шпаклёвки.
Другой вариант – купить недорогой покрасочный пистолет приемлемого качества, с размером дюзы, подходящей для краски, лака и грунта. Им можно научиться красить и, в дальнейшем, со знанием дела решить какой краскопульт выбрать для покраски авто и приобрести более дорогой краскопульт, а старый оставить, как грунтовочный.
Не забывайте рассчитывать, чтобы компрессор подходил по производительности к покупаемому покрасочному пистолету. Это важный момент. Также, важно правильно настроить краскопульт, чтобы распылённый материал хорошо растекался на поверхности, но не давал подтёков. Об это читайте в статье настройка краскопульта для покраски автомобиля .
Поделиться “Какой пульверизатор выбрать для покраски автомобиля?”
Печатать статью
Ещё интересные статьи:
kuzov.info
Покрасочные пистолеты. Как сделать правильный выбор? — mixProgram.ru
Пневматический метод нанесения лакокрасочных материалов получил наибольшее распространение в авторемонтной отрасли. Данный метод относительно прост, он существенно повышает технологичность процесса окраски, ускоряет его. В свою очередь, стремление снизить непродуктивный расход материала, улучшить декоративные качества получаемого лакокрасочного покрытия приводит к появлению новых, более совершенных технологий распыления, нового, более совершенного, экологичного и экономичного оборудования.
Принцип работы краскораспылителя
При пневматическом нанесении лакокрасочный материал расщепляется потоком сжатого воздуха, проходящего через окрасочный пистолет под большим давлением. Как раз величина этого давления и определяет тип окрасочного оборудования. Сегодня различают несколько таких типов. Основными из них являются: конвенциональное распыление при высоком давлении сжатого воздуха, распыление при низком давлении сжатого воздуха (система HVLP – High Volume Low Preassure — высокий объем, низкое давление) и распыление при среднем давлении сжатого воздуха (так называемая оптимизированная система LVLP- Low Volume Low Pressure- низкий объём, низкое давление).
Общим для них является то, что сжатый воздух под большим давлением подается в окрасочный пистолет и, проходя через воздушную головку, до мельчайших частичек расщепляет лакокрасочный материал, образуя аэрозоль, который формирует окрасочный факел, вытекающий из сопла. Частички в составе факела долетают до окрашиваемой поверхности и осаждаются на нее, тем самым, создавая лакокрасочное покрытие.
При этом следует учитывать, что в большинстве своем частички не долетают до окрашиваемой поверхности, образуя окрасочный туман, оседающий вне окрашиваемой поверхности, что приводит к значительному увеличению непродуктивного расходования материала. Поэтому основным направлением совершенствования пневматического окрасочного оборудования было повышение коэффициента переноса окрасочных материалов. От него зависит не только экономичность подобного метода окраски, но и, что становится немаловажным с учетом того, что работы ведутся синтетическими сольвентными красками, экологичность этого процесса.
А началось все с изобретения Алленом де Вилбиссом во второй половине XIX в. самого принципа пневматического распыления. Знакомый с основными постулатами гидро- и аэродинамики, он впервые применил этот принцип для более эффективного лечения пациентов жидкими лекарственными формами.
Его сын, Томас де Вилбисс, нашел новое применение изобретению отца, при этом в значительной степени усовершенствовав пульверизатор, использовавшийся исключительно для медицинских целей. Так в 1907 г. появился первый ручной краскопульт, который как нельзя лучше подходил для начавшей успешно развиваться новой отрасли промышленности — автомобилестроения. С его помощью значительно повысилась производительность процесса окраски, его эффективность. Качество получаемого лакокрасочного покрытия как с декоративной, так и с прикладной точки зрения (износостойкость, прочность и т. д.) не то чтобы не пострадало, а стало, по оценкам современников, куда лучше.
Рассмотрим подробнее три основные системы пневматического нанесения.
Типология окрасочных пистолетов
Окрасочные пистолеты конвенциональной системы.
Довольно-таки долгое время на протяжении почти всего XX века пневматические окрасочные пистолеты для нужд авторемонтной отрасли были представлены пистолетами одного типа — конвенциональными пистолетами высокого давления. Они работали при примерном входном давлении в 3-4 атм.
Иногда можно услышать, что систему высокого давления называют еще прямой системой. Это обусловлено тем, что давление на входе в окрасочный пистолет примерно равнялось рабочему давлению на выходе, в каналах воздушной головки. Поэтому по подключенному на рукоятке манометру мы могли точно определить рабочее давление.
Эти окрасочные пистолеты характеризовались достаточно маленьким потреблением сжатого воздуха, хорошим качеством распыления лакокрасочного материала и однородностью окрасочного факела. Тем самым обеспечивался хороший распыл, о котором до сих пор с умилением вспоминают маляры старшего поколения.
Как мы знаем, любой компрессор, помимо основной общеизвестной и для многих определяющей характеристики — выходного давления, имеет еще одну, и очень важную, которую обязательно надо учитывать при выборе оборудования. Это его производительность, т. е. способность прокачивать через себя определенное количество сжатого воздуха. Так вот, пистолеты высокого давления конвенционального типа предъявляли очень скромные требования к компрессору, что устраивало как самих маляров, так и хозяев автосервисных предприятий, поскольку для их продуктивной и стабильной работы требовалось мало сжатого воздуха, а, следовательно, и не особо мощные компрессоры. Им достаточно было подавать примерно 300 л. в минуту.
Но, кроме такого обильного количества плюсов, пистолеты высокого давления конвенционального типа имели один существенный минус. Их главным недостатком был очень невысокий коэффициент переноса, в среднем 30-35 % (хотя, в зависимости от амбиций производителей подобного оборудования, заявляемые характеристики иной раз доходили и до 45 %, но в любом случае это очень маленький коэффициент).
Этот недостаток обусловлен именно самим принципом пневматического распыления. Определенное количество капелек расщепленного лакокрасочного материала не долетает до окрашиваемой поверхности. Чтобы снизить этот показатель, как раз и был реализован принцип высокого давления. Но он, в свою очередь, породил и противоположный эффект: капельки лакокрасочного материала, под большим давлением вылетающие из сопла конвенционального пистолета и с высокой скоростью ударяющиеся об окрашиваемую поверхность, в массе своей отражались от нее, увеличивая непродуктивный опыл.
Да и воздушная головка имела не совсем совершенное строение, влияющее на продуктивность и эффективность работы. Два этих фактора в совокупности в основном и приводили к значительным потерям лакокрасочного материала при окраске.
Окрасочные пистолеты системы HVLP
С подобной ситуацией не могли смириться природозащитные организации. Не попадающий на окрашиваемую поверхность перепыл, по их мнению, способствовал загрязнению атмосферы. Поэтому введение в начале 80-х гг. прошлого столетия новых, более жестких законов, касающихся охраны окружающей среды, вынудило производителей окрасочного оборудования разработать более совершенный с экологической точки зрения окрасочный пистолет.
Им стал прибор, распыляющий лакокрасочный материал при низком давлении сжатого воздуха, так называемой системы HVLP. Характеризует данную систему (это и легло в ее название) низкое рабочее давление, примерно равное 2 атм. на входе и максимум 0,7 атм. на выходе. Причем внутреннее устройство оборудования таково, что если мы при помощи манометра, расположенного на ручке окрасочного пистолета, отрегулируем входное давление, выставив 2 атм., то гарантированно получим на выходе искомые 0,7 атм. Надо сразу оговориться, что это осуществляется только при полной исправности окрасочного пистолета.
Другой характерной особенностью окрасочных пистолетов системы HVLP является высокий коэффициент переноса материала, существенно минимизирующий непродуктивный перепыл и равняющийся, по некоторым данным ведущих производителей в этой области, 60-70 %. Это достигается как раз за счет того, что работает оборудование данного типа на достаточно низком давлении сжатого воздуха. Следовательно, расщепленные частички лакокрасочного материала имеют на выходе из сопла очень невысокую скорость. Это приводит к образованию ровного факела, равномерно покрывающего окрашиваемую поверхность. Тонкую настройку ширины факела обеспечивает специальный регулятор на корпусе окрасочного пистолета.
Уменьшить давление на выходе удалось за счет изменения конструкции воздушной головки. Выходные отверстия стали раза в три больше, чем у конвенциональных пистолетов высокого давления, да и сами воздушные каналы внутри пистолета увеличились. Но увеличение коэффициента переноса увеличило и риск образования подтеков. Поэтому при работе с оборудованием данного типа надо четко следовать инструкции производителя.
Другим недостатком системы HVLP стали возросшие требования к производительности компрессора, установленного на малярном участке. Она должна быть существенно выше, чем у компрессора, работающего с оборудованием конвенционального типа. Это и понятно: маломощный компрессор не будет успевать за пистолетом и прогонять то количество воздуха, которое необходимо для его корректной работы. Отсюда же и необходимость постоянного контроля за состоянием воздушной магистрали.
Еще одно неудобство, которое доставляет маляру работа окрасочным пистолетом системы HVLP и о котором говорят многие специалисты (об объективности подобных заключений судить довольно сложно, но они имеют место быть), заключается в том, что незначительные ошибки в действиях маляра могут привести к некоторому ухудшению декоративных свойств получаемого лакокрасочного покрытия.
Причем это ухудшение не всегда связано с несоблюдением жестких технологических требований, а в большей степени вытекает из самой технологии работы на низком давлении сжатого воздуха. Следствием является больший, чем в случае распыления на высоком давлении, размер расщепленных частичек лакокрасочного материала. Из-за этого, например, возникает неконтролируемая шагрень.
Но как бы там ни было, плюсов у окрасочных пистолетов системы HVLP все равно намного больше, и они значительно существеннее, чем минусы.
Главные плюсы— существенное снижение перепыла и малое туманообрзование, приводящие к экономии до 30 % лакокрасочного материала.
Если, например, на окраску крыла ВАЗ-2109 при использовании конвенционального пистолета высокого давления в среднем уходило 200-250 г лакокрасочного материала, то применение окрасочного пистолета системы HVLP снизило это количество до 100-150 г. (Конечно, многое зависит от качества материла, техники, мастерства маляра и укрывистости автомобильной эмалевой краски.)
Конечно, работая с таким оборудованием, надо скрупулезно следовать всем инструкциям производителя данного конкретного окрасочного пистолета. Следует помнить, что манометр, расположенный на рукоятке окрасочного пистолета, показывает динамическое давление на входе только при нажатом курке. Если курок отпущен, он покажет давление в воздушной магистрали.
Давление распыления имеет очень большое значение. Его неправильная установка приводит к весьма плачевным последствиям. Здесь и потеря цветового оттенка, и отвратительное качество распыления, и другие негативные моменты. И регулировать это давление надо не на редукторе, а на самом пистолете, на входе, учитывая, что где-то 1 атм. теряется при длине шланга 10 м. и внутреннем диаметре 9 мм.
Для того чтобы в окрасочный пистолет подавался специальный, подготовленный для использования сжатый воздух, в окрасочно-сушильной камере обязательно должен стоять фильтрующий модуль, состоящий из фильтра для удаления механических загрязнений, влаго-масло-отделителя, фильтра грубой очистки и заменяемого фильтра тонкой очистки. Эффективная и корректная работа всех этих фильтров и регуляторов крайне важна, вследствие того, что окрасочные пистолеты системы HVLP чувствительны к перепадам давления. Скачки давления сильно влияют на факел и, соответственно, на результат окраски.лчто возс и так идеально чистый.
Окрасочные пистолеты системы
Как мы поняли из двух предыдущих глав, окрасочные пистолеты конвенционального типа распыления при высоком давлении и окрасочные пистолеты системы HVLP наряду с положительными моментами, характеризующими их, имеют и достаточно слабых сторон. Попыткой совместить позитивный опыт, накопленный при использовании конвенционной системы и системы HVLP, стала оптимизированная технология распыления лакокрасочных материалов при среднем давлении сжатого воздуха – LVLP.
В связи с этим главной особенностью окрасочных пистолетов системы LVLP стало сочетание преимуществ конвенциональных и HVLP-систем. А именно — низкий расход воздуха и высокий коэффициент переноса материала (примерно -75-85%). Это позволило существенно снизить зависимость окрасочных пистолетов новой системы от давления сжатого воздуха в воздушной магистрали — окрасочные пистолеты системы LVLP мало чувствительны к перепадам давления в системах подачи воздуха.
Претерпела изменение и конструкция внутренних воздушных каналов (на воздушной головке мы имеем порядка 0,7-1,2 атм.). Вследствие этого низкое потребление сжатого воздуха не сказалось на стабильности и однородности факела, и как следствие — на качестве окраски. На входе в окрасочный пистолет мы имеем порядка 1,6-2 атм., но потребление сжатого воздуха существенно снизилось. Это привело к ослаблению технических требований, предъявляемых к воздушным магистралям и компрессорам.
Хочется еще раз сказать о необходимости бережного обращения с окрасочными пистолетами, к какой бы системе распыления они ни принадлежали. Мы, конечно, понимаем, что вам жутко надоели все эти нравоучения, но, как показывает практика, повторение не будет лишним.
В подавляющем большинстве случаев именно из-за недостаточно осторожного и осмотрительного — прямо скажем, халатного обращения подобное оборудование и приходит в негодность раньше положенного срока. А потом летят гневные проклятия и нарекания в адрес производителей: мол, здесь недосмотрели, тут недостаточно крепко сделали. Да, справедливости ради отметим, что иной раз эти нарекания и бывают оправданны, но, пожалуй, в 90 % случаев не имеют под собой никаких оснований.
Любит русский человек собственную неряшливость и неумение списывать на чужого дядю, оправдывая свои просчеты виной соседа, в данном случае производителя. Почему-то не может он понять, что не бачки у этой фирмы слабые, а в его голове что-то не так срабатывает.
Рассказывая о типологии окрасочных пистолетов, нельзя не вспомнить и обойти вниманием пистолеты с нижним бачком. Когда-то именно они безраздельно царили в авторемонтных мастерских, и приход нового оборудования был встречен опытными малярами, как говорится, в штыки. Хотя, распробовав новацию, они скоро поняли все ее прелести и переключились без особых проблем.
Но до сих пор на некоторых патриархальных автосервисных предприятиях еще используют ставшие в буквальном смысле легендой окрасочные пистолеты с нижним расположением бачка. Действительно, нельзя не отдать им должное: они удобны тем, что имеют куда большую емкость для лакокрасочного материала, чем образчики современного прогрессивного оборудования. Что позволяет за один раз облить машину практически полностью.
Но таким бачком при окраске можно обстучать всю крышу, да и краскозаборная трубка в них не достает до дна, т. е. всегда определенное количество лакокрасочного материала остается неизрасходованным. А это уже весьма серьезный недостаток. Так что их уход с рынка краскопультов был заранее предопределен, и сожалеть об этом не стоит.
Мы не призываем вас буквально молиться на оборудование (любое, но в данном случае мы акцентируем внимание именно на окрасочном), нет. Бережное и грамотное отношение к окрасочным пистолетам — вот все, что от вас требуется, и это такая малость! Но если вы именно так будете относиться к орудию своего труда, то и оно соответствующим образом отнесется к вам, в этом будьте уверены. Не подведет в трудную минуту, поможет выполнить сложный заказ в лучшем виде, сэкономит деньги на ремкомплекты и т. д.
Поэтому еще раз повторимся: строго соблюдайте все инструкции производителя окрасочного пистолета, не поленитесь, прочтите, что и как надо делать, как и чем чистить. А то залезет какой-нибудь умелец железной спицей в пистолет, раскурочит там все и потом винит кого угодно в том, что пистолет пришел в негодность, но только не себя. Все мы, конечно, мастера, но от того, что мы лишний раз что-то умное прочтем, наше мастерство не уменьшится, а может быть, даже и повысится. Не верите? Попробуйте, проверьте, и вы поймете, что это именно так.
А еще бывают дюзы слабые: ударил или уронил, и она перестала корректно работать. Забывают, что ли, а, скорее всего — просто не знают (но, что самое ужасное, и не хотят узнать, лишний раз, перечитав инструкцию или переспросив, боясь потерять свой авторитет высокопрофессиональных специалистов, хотя то, что вы уточняете отдельные непонятные или неизвестные моменты, свидетельствует не в пользу вашего неумения, а как раз в пользу вашей опытности и профессионализма, по крайней мере, так происходит у нормальных людей), что дюзу нельзя не то чтобы ронять, а вообще категорически воспрещается ставить пистолет на стол со снятой воздушной головкой, потому что дюза хоть и металлическая, но ей хватит даже малейшей деформации, чтобы окрасочный пистолет перестал нормально работать.
Кстати, о дюзах. Каждый производитель окрасочного оборудования четко оговаривает, какая дюза для какого лакокрасочного материала, какого производителя и какого вида выполняемых работ подходит. Но можно вывести следующие закономерности, подсказанные опытными специалистами в области покраски автомобилей.
Для нанесения базы нужно применять дюзы 1,3-1,4 (для светлых цветов лучше 1,3). Для лака можно использовать 1,4 и даже 1,5, особенно если речь идет о покраске крупномасштабных деталей. Понятно, что с дюзой 1,3 заливать капот довольно-таки трудно, кто-то даже высказал мнение, что застрелиться можно. Естественно, при работе с подобными деталями иглу открывают на всю катушку, но подача лакокрасочного материала все равно остается весьма малой. С дюзой 1,4-1,5 подача уже больше. Для акрила дюза нужна такая же, как и для лака, для грунта — примерно 1,6-1,8. Под жидкую шпатлевку желательно иметь отдельный пистолет (да и под грунт хорошо бы тоже отдельный) с большой дырой 2,5-3.
В тему:
Рассказывая о типологии окрасочных пистолетов, нельзя не вспомнить пистолеты с нижним бачком. Они удобны тем, что имеют куда большую емкость для лакокрасочного материала, чем образцы современного оборудования. Но таким бачком при окраске можно задеть крышу, да и краскозаборная трубка в них не достает до дна, т. е. всегда определенное количество материала остается неизрасходованным. А это уже весьма серьезный недостаток.
Для большей наглядности и простоты выбора пистолета необходимой системы, производители покрасочного оборудования стараются придерживаться единой цветомаркировки, которая наносится на воздушную головку и регулировочные винты пистолета:
- Белый (серебристый) цвет — конвенциональный тип;
- Зелёный – система HVLP;
- Синий – система LVLP.
К принципу нанесения материала по системе LVLP каждый производитель покрасочного оборудования шёл своим путём и своими запатентованными технологиями, поэтому он вправе называть своё детище по-своему. Так, у SATA – это RP; у DeVILBISS – GTI PRO; у Walcom — GEO и HTE.
Немного о дюзах
Каждый производитель окрасочного оборудования четко оговаривает, какая дюза для какого лакокрасочного материала, какого производителя и какого вида выполняемых работ подходит. Но можно вывести следующие закономерности, подсказанные опытными специалистами в области покраски автомобилей:
- Для нанесения базы нужно применять дюзы 1,3-1,4 (для светлых цветов лучше 1,3).
- Для лака можно использовать 1,4 и даже 1,5, особенно если речь идет о покраске крупномасштабных деталей. Понятно, что с дюзой 1,3 заливать капот довольно-таки трудно. Естественно, при работе с подобными деталями иглу открывают на всю катушку, но подача лакокрасочного материала все равно остается весьма малой. С дюзой 1,4-1,5 подача уже больше.
- Для акрила дюза нужна такая же, как и для лака.
- Для грунта — примерно 1,6-1,8.
- Под жидкую шпатлевку желательно иметь отдельный пистолет (да и под грунт хорошо бы тоже отдельный) с большой дюзой 2,5-3,0.
Как происходит покраска?
На рисунке (А) отображено как выходящий из форсунки воздушный поток образует перед ней зону (2)смешивания с материалом, который поступает из отверстия форсунки (1). При смешивании, краска разделяется на мелкие капельки.
Чем больше давление и поток воздуха, тем меньше величина капелек. На пути к объекту (зона 3) размер капелек больше не меняется. Этот процесс должен быть налажен таким образом, чтобы величина капелек была оптимальной.
При равной скорости энергия капелек увеличивается вместе с увеличением ихдиаметра, это значит, что чем больше размер капель, тем большей энергией движения они обладают, и при этом сохраняют направление своего движения даже при изменении направления воздушного потока у основания изделия (зона 4).
Если размер капель меньше оптимальной, то они обладают настолько малой энергией движения, что они вместе с воздухом в виде тумана (перераспыла) уходят в воздухоотвод, превращаясь в переработанный воздух (зона 5).
А что же происходит с краской при использовании системы LVLP? В зоне смешивания 2 (рисунок В) образуется тонкокапельная струя с высокой первоначальной скоростью, которая в дальнейшем распадается на мелкие капельки. В процессе движения эти капельки несколько раз распадаются на более мелкие, при этом увеличивая первоначально заданную скорость и сохраняя направление движения.
Из-за пониженного расхода воздуха, уменьшился объем зоны изменения направления воздушного потока (4). Вследствие чего большее количество капель стало попадать на поверхность, то есть снизился и отвод полезной краски.
Возле поверхности, капельки двигаются с очень высокой скоростью, и, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего и была достигнута отметка переноса материала до уровня 75-85% по сравнению с системой HVLP(60-70%). Из рисунка видно, что толщина зоны 5 в системе LVLP на две трети меньше. Следовательно — уровень перераспыла значительно снижается, что позволяет сократить расходы на краску.
Устройство окрасочного пистолета
Принцип действия и задачи всех окрасочных пистолетов одинаковы — разбить ЛКМ при помощи воздушного потока в аэрозоль и сформировать факел распыла с максимально однородной плотностью в нём капель ЛКМ.
В окрасочных пистолетах предусмотрено 2 воздушных канала с общим регулятором подачи воздуха:
- Первый подходит к самой дюзе и обеспечивает разбив ЛКМ на капли. Величину капель определяет давление и количество подаваемого воздуха: выше давлениеи поток — капли меньше; ниже— капли больше
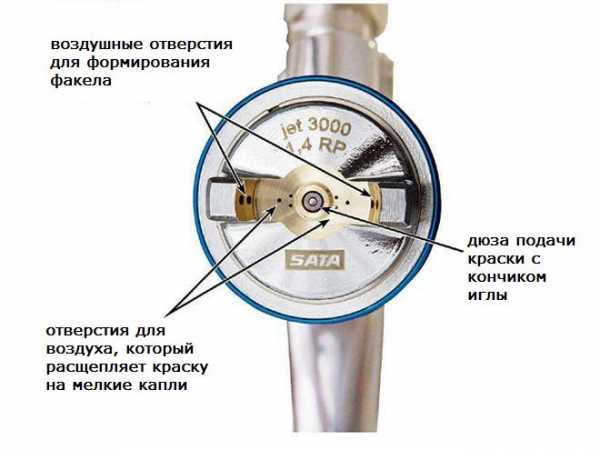
- Второй воздушный канал подходит к боковым отверстиям распыляющей головки и имеет отдельный регулятор. Он отвечает за формирование необходимого факела распыла. При полном закрытии этого канала мы получим факел круглой формы. При открытом канале на основной (центральный) факел с обеих сторон устремляются дополнительные воздушные потоки, тем самым, как-бы, «сплющивая» его. Благодаря этой регулировке факел приобретает плоскую форму, и каждый маляр имеет возможность настроить размер и форму факела распыла ЛКМ под свои нужды.
В пистолетах с нижним расположением бачка, а также в специальных моделях для очень вязких материалов (гелькоутов, клеевых, антикоррозионных составов и т.д.) с верхней подачей, предусмотрена дополнительная подача воздуха и непосредственно в ёмкость с ЛКМ. Внутри ёмкости создаётся избыточное давление. Тем самым достигается принудительная подача материала к дюзе.
Устройство окрасочного пистолета
- Распыляющая головка — обеспечивает распыление ЛКМ с наружным смешиванием. Выступы с отверстиями создают потоки воздуха, помогающие сформировать распыляемый поток материала в характерный веер (факел распыла). Без боковых струй воздуха распыляемая струя будет иметь округлую форму вместо эллиптической. Регулирование количества отведенного к воздушным выступам воздуха контролирует ширину веера распыления. Регулировка выполняется с помощью клапана(5).
- Дюза(Окрасочное сопло)- деталь, имеющая строго калиброванное отверстие. Её основная цель состоит из трех частей: чтобы дозировать поток, направлять его и служить пазом для иглы. В некоторых конструкциях выпрямление воздушно-капельного потока обеспечивает диффузор или дефлектор потока воздуха(Walcom GEO). Для материалов разной вязкости используются дюзы с отверстиями различного диаметра.
- Игла служит для дозированной подачи, ограничения или перекрытия потока ЛКМ. Приводится в движение курком(8). Как правило, чтобы обеспечить абсолютное перекрытие потока без протечек, производители притирают иглу с дюзой(2), поэтому каждой дюзе соответствует своя индивидуальная игла (они и поступают в продажу комплектом).
- Корпус с рукояткой — самая большая часть окрасочного пистолета. Для пистолетов премиум и бизнес-класса корпус изготавливается из цельного куска алюминиевого сплава путём механической обработки и высверливания внутренних каналов, что обеспечивает их очень высокую точность калибровки. Для пистолетов эконом-класса используется метод литья (о чём может свидетельствовать шов или следы от его обработки).
- Клапан регулировки факела регулирует подачу воздуха ко 2-му воздушному каналу. Когда клапан полностью открыт, воздух направляется к воздушным выступам и ширина веера распыления будет максимальной. Когда клапан закрыт, пятно распыления будет круглым или иметь минимальный размер. Может располагаться как на задней части вышеклапана регулировки подачи краски (Walcom, DeVilbiss), так и сбоку окрасочного пистолета (SATA).
- Клапан регулировки подачи краски служит для регулировки количества ЛКМ, а также может дозировать поток благодаря сужению иглы (3). Всегда находится на линии расположения иглы тыльной части пистолета. Регулировка заключается в ограничении хода курка(8) и самой иглы.
- Воздушный клапан находится под курком (8). Им же и приводится в действие. Служит для подачи сжатого воздухав оба канала окрасочного пистолета.
- Курок — орган управления в процессе покраски. При нажатии — курок сначала давит на воздушный клапан(7), тем самым, открывая проход сжатому воздуху. Если курок поджать больше, то начинает сдвигаться игла (3) и краска увлекается потоком воздуха.
- Клапан регулировки подачи воздуха — регулирует количество подаваемого в пистолет воздуха. Может находиться как снизу рукоятки (Walcom, DeVilbiss), так и на задней части пистолета под клапаном регулировки подачи краски (6) (SATA).
- Канал подачи сжатого воздуха может укомплектовываться штуцером быстросъёмного соединения (12) либо штатным манометром (13) для контроля и регулировки входного давления.
- Канал подачи ЛКМ место подвода ЛКМ. Может находиться как сверху (для пистолетов с верхней подачей), так и снизу (для пистолетов с нижней подачейи промышленных пистолетов).
Важно помнить, что отдельно сами по себе эти части не гарантируют успешной работы пистолета. Они должны подбираться в комплекте, в зависимости от типа распыляемой краски, вида обрабатываемой поверхности, давления воздуха, скорости выполнения работы. Хотя для универсальных работ надлежащий режим обуславливается комплектацией пистолета на заводе- изготовителе.
mixprogram.ru
Правильная настройка и применение покрасочного пистолета. Видео
Сегодня мы поговорим на достаточно интересную тему, а именно: как настраивать покрасочные пистолеты.
Начнем с того, что бывает два основных вида покрасочных пистолетов: HVLP и LVLP. Первый из них (High Volume Low Pressure) предлагает мастеру использовать большой объем и маленькое давление воздуха, тогда как второй – Low Volume Low Pressure, что значит, «маленький объем и низкое давление». В основном используются пистолеты первой категории, но, невзирая на то, какое бы устройство не использовалось, настройки, практически, одинаковые.
Главное, на что следует обращать внимание во время настройки:
-подача воздуха – снизу;

-подача смеси, а именно – самой краски;

-настройка ширины факела, в частности, сверху;

-или снизу.

Изначально в пистолете необходимо все показатели выставлять на «ноль».

Открываем давление воздуха.

Слишком много выставлять не нужно, средний расход – 2 атмосферы.
После этого открываем факел.

Если чувствуется, что воздуха мало, его нужно немного добавить.
И в конце постепенно добавляется краска.

При этом, следует сделать немного шире факел.

В основном, хороший факел должен иметь овальную форму и примерно следующие размеры.

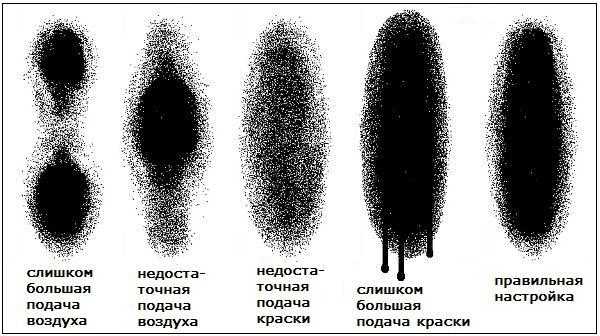
Некачественный факел имеет разные размеры с двух противоположных сторон, а также подтеки.

В то же время, если до конца убрать факел, получится прокрашивание точкой, при этом, понадобится также убрать краску.
Этот вариант подходит в том случае, если надо покрасить полости, аккуратно и красиво, в разных местах.
Для оптимальной покраски «обычным» факелом желательно, чтобы каждый последующий штрих наполовину перекрывал следующий. Этот вариант покраски называется «в два слоя».

Сопло до окрашиваемой поверхности должно быть примерно на расстояние ладони с вытянутым большим пальцем.

Если приставить пистолет ближе к поверхности, которая будет окрашиваться, возможны подтеки; если расстояние будет большим – будет плохое перекрытие, в результате чего получится не очень презентабельный вид. Поэтому желательно выполнять процесс ритмично и на одинаковом расстоянии.
В качестве эксперимента попробуем покрасить деталь от автомобиля джип, которая ставится на кузов и получается универсал.

В нашем случае понадобилось выполнить кантики по краям, а отдельные части были дополнены элементами из стекловолокна, поэтому в процессе покраски нам придется немного импровизировать.
После настройки пистолета, приступаем к процессу покраски.
Начинать необходимо с проема, первый слой краски будет использовать примерно 70%. Если краски будет мало, ее можно добавить, но не слишком много.

Между нанесением слоев нужно делать паузу минимум пять минут, чтобы краска хорошо «пропиталась». Как только металик начнет приобретать матовую окраску, это будет значить, что он уже высох.
Второй слой следует наносить способом двойного перекрытия, чтобы поверхность была мокрой, но без подтеков.

Не следует забывать о необходимости периодического прочищения фильтра.

После того, как второй слой подсохнет, понадобится сделать немного меньше давление, чтобы краска вылетала из пистолета крупинками.

Расстояние необходимо будет увеличить и покрывать поверхность для того, чтобы выровнять отдельные участки. Этот заключительный этап называется «эффектный слой».

Наносить его нужно равномерными движениями, чтобы всюду получилось равномерное покрытие.
Тоже самое касательно настроек для лака. Понадобится:
-побольше открыть подачу;

-открыть на максимум факел;

-настроить подачу немного больше 2-х атмосфер.
Сразу видно, что от лака факел намного шире, поэтому наносить лак понадобится гораздо быстрее и чаще.

После этого, мы выставляем и наносим приблизительно 70% лака, как и в случае с краской. Если сразу наложить влажный лак, он может поднять грунт или старую, плохую краску. Поэтому первым делом необходимо наносить такой «туманный» слой, который поможет устранить разного рода мелкие неприятности, в частности, между такими капельками будет выходить растворитель и отвердитель.

Далее нужно нанести второй слой.

По окончании покраски нужно сполоснуть пистолет, для чего, перед началом чистки, понадобится вылить весь лак. Промывать лучше не менее двух раз, для этого следует залить в него 646 растворитель, закрыть крышку и хорошо его потрясти. После этого нужно слить лишнюю жидкость. В самом конце нужно открутить носик и оставить его в растворителе, чтобы он не засыхал.

В самом пистолете нужно оставить немного растворителя, чтобы внутри ничего не засыхало. Главное, чтобы после окончания работы не оставалось никаких пропусков, потому что их закрашивать достаточно тяжело.

vsepoedem.com
Пистолет для покраски авто: типы по механизму действия
В автомастерских и для самостоятельной покраски авто используются краскопульты, которые еще называют пистолетами для покраски. Малярный пистолет может быть применен и для других видов работ, например, при строительстве. Приобрести пистолет для покраски авто в настоящее время нетрудно, так как многие торговые марки поставляют краскопульты на рынок.Для человека, который не занимается профессионально покраской автомобилей, проблема в том, чтобы сориентироваться в предлагаемом ассортименте и выбрать наиболее подходящий для работы по цене и качеству молярный инструмент.
Классификация покрасочных пистолетов
По механизму работы и конструктивным особенностям покрасочные пистолеты делятся на следующие категории:
- пневматические;
- электрические;
- электрические, работающие с миникомпрессором.
Пневматический краскопульт
Механизм действия пневматического пистолета для покраски авто основан на способности газообразного вещества, находящегося под давлением, пульверизировать краску. Краскопульт функционирует на сжатом воздухе. Резервуар с краской соединен с компрессором и распылителем. Компрессор работает на электроэнергии и подает сжатый воздух непосредственно в насадку в форме пистолета.Струя краски, выбитая нагнетенным воздухом, называется факелом. Пневматические пистолеты отличаются хорошим качеством выполняемой работы, и, соответственно, высокой ценой. Пневматический инструмент пользуется популярностью среди мастеров, профессионально занимающихся покраской авто.
Конструкция пневматического пистолета
Пневматические пистолеты выпускаются трех основных типов. Вид пистолета определяется характеристиками, включающими объем и рабочее давление нагнетаемого воздуха. Выпускаются пистолеты следующих марок:
HP
Покрасочные пистолеты HP отличаются низкой ценой и по рейтингу молярного инструмента находятся на третьем месте. Они характеризуются несущественным расходом воздуха и высоким давлением, доходящим до 6 бар. Материал, подающийся под значительным давлением, обуславливает невысокое качество покраски. КПД краскопульта очень низок, так как устройство нерационально распыляет краску, а, проще говоря, половина покрасочного материала улетает на ветер. Только 50% покрасочного материала достигает поверхности, для которой она, собственно, и предназначалась.
Место производства покраски сильно загрязняется и нет возможности наладить систему должным образом, так как производители не предусмотрели возможность регулировки устройства. Пистолет хорошо зарекомендовал себя в строительных работах, но применять его для покраски авто нерентабельно. Кроме того, происходит загрязнение окружающей среды, и по этой причине данный вид пистолетов для покраски запрещен к применению во многих странах.
HVLP
Намного более эффективно работают пистолет марки HVLP, они широко используются для ремонта авто и при строительных работах. Хорошая репутация пистолета среди мастеров определяется технологической особенностью краскопульта, позволяющей изменять высокое давление воздуха на входе на более разряженное при выходе. Краска распределяется равномерно, и большая часть покрасочного материала достигает поверхности назначения. Оригинальные пистолеты HVLP стоят около 300$, а их аналоги из Китая не больше 40$
LVLP.
Краскопульты LVLP предназначены для оптимальной работы и высокого качества покраски. Не требуют большого объема воздуха и хорошо функционируют при малой производительности компрессора. Краска попадает на объект с показателем в 80%.
Расположение резервуара
Детали конструкции по месту расположения могут варьироваться. Краска поступает при оптимальном давлении и приличной скорости, если контейнер для покраски находится вверху инструмента. Баки изготовлены из пластика или нейлона, и мастер может отслеживать уровень краски. Объем контейнера около литра. Небольшие по размеру пистолеты способствуют качеству покраски, так как малогабаритные устройства более удобны в работе.
В том случае, если контейнер располагается внизу, он выполнен из металла. При настройке устройства, его ставят на бак.
В комплект к пистолетам входят сменные сопла разного диаметра. Сопла универсального характера выпускаются с размером отверстия 1,4-1,7мм. Предусмотрена возможность регулировать факел и количество краски.
Электрический краскопульт
Встроенный насос распределяет краску под давлением в электрических моделях малярных пистолетов. Эти краскопульты уступают по качеству измельчения и подачи краски пневматическим пистолетам. Среди положительных особенностей можно отметить простоту в обслуживании, отсутствии необходимости приобретать дополнительное оборудование для очистки воздуха, компактные размеры, демократические цены. Для домашней работы – это, пожалуй, самый подходящий вариант, способный выручить в бытовых делах.Конструкция электрического пистолета
Электрические пульверизаторы представляет собой моноблочный инструмент. Работа распыляющего устройства и мотора сбалансирована. Пневматический пистолет предполагает отдельный выбор компрессора и краскопульта. Так как решающее значение в обеспечении покраски имеет распыляющее устройству, то вначале приобретается пистолет, а затем под заданные характеристики выбирается компрессор.
Электрические краскопульты также делятся на устройства напольного и ручного исполнения.
В быту наиболее часто встречается вариант ручного пистолета. Насос и мотор сбалансированы в едином моноблоке. Устройство оснащено пистолетной рукояткой, распыляющим клапаном, емкостью для краски. Работа пистолета сопровождается характерным жужжащим звуком. Электрические пульверизаторы не радуют высоким качеством покраски, и расход материала в работе также оставляет желать лучшего. В эксплуатации устройство неприхотливо, компактно по размеру и доступно по цене. Пистолет незаменим для использования в быту.
Электрический краскопульт с микропроцессором
Электрический пистолет, который работает совместно с микропроцессором уже может поспорить с пневматическими моделями по качеству конечного результата покраски. Краска распределяется сжатым давлением воздухом, который нагнетается из миникомпрессора, и соединен с пистолетом специальным шлангом.Технические характеристики напольных краскопультов могут потягаться с профессиональными аналогами. Эффективность насоса высокая, так как имеется мощный мотор. Аппарат можно настраивать. Напольные варианты краскопультов имеют значительный запас прочности, за счет чего они используются в автосервисах и строительстве в коммерческих целях. Малярный инструмент присоединен к силовой неподвижной установке с помощью шланга.
При выборе пистолета для покраски авто следует быть внимательным и не надеяться на заверения продавца, расхваливающего свой товар. Нередки случаи выдачи товара низкого качества недобросовестными продавцами за отлично работающие и надежные модели.
krasimtachky.ru