Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т. д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.

- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ.
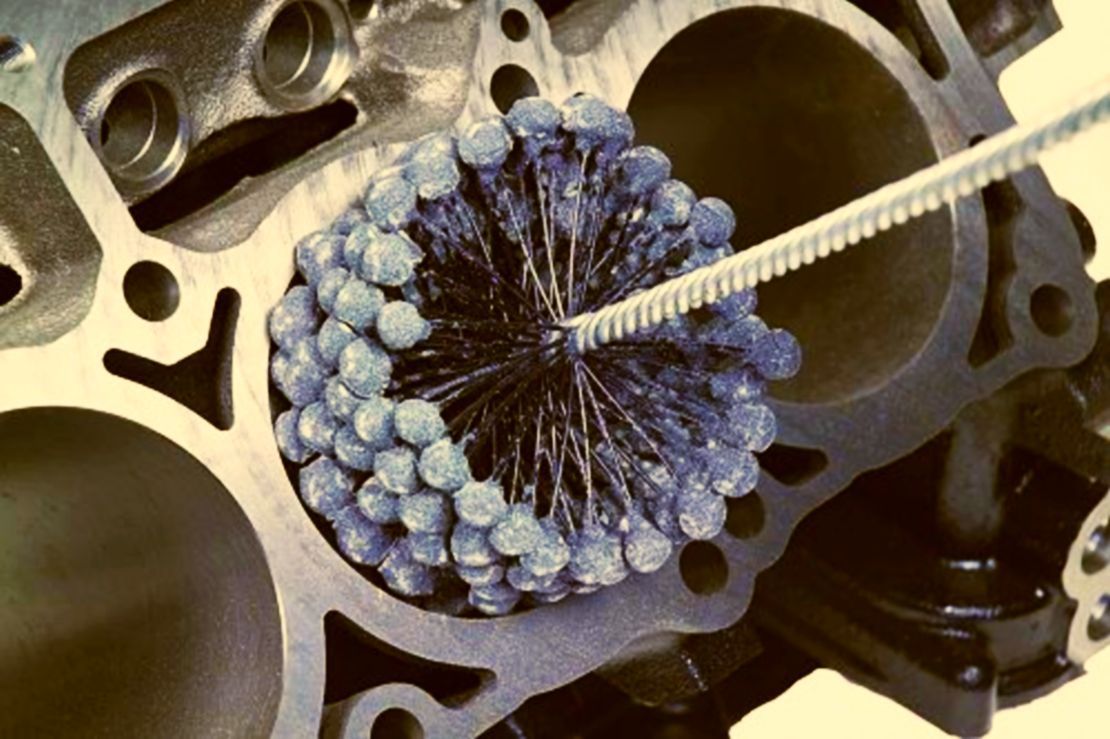
 Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Почему двигатель ест масло — простыми словами
Далеко не все автомобилисты (особенно женщины) знают о том, что уровень масла в их машине постепенно уменьшается.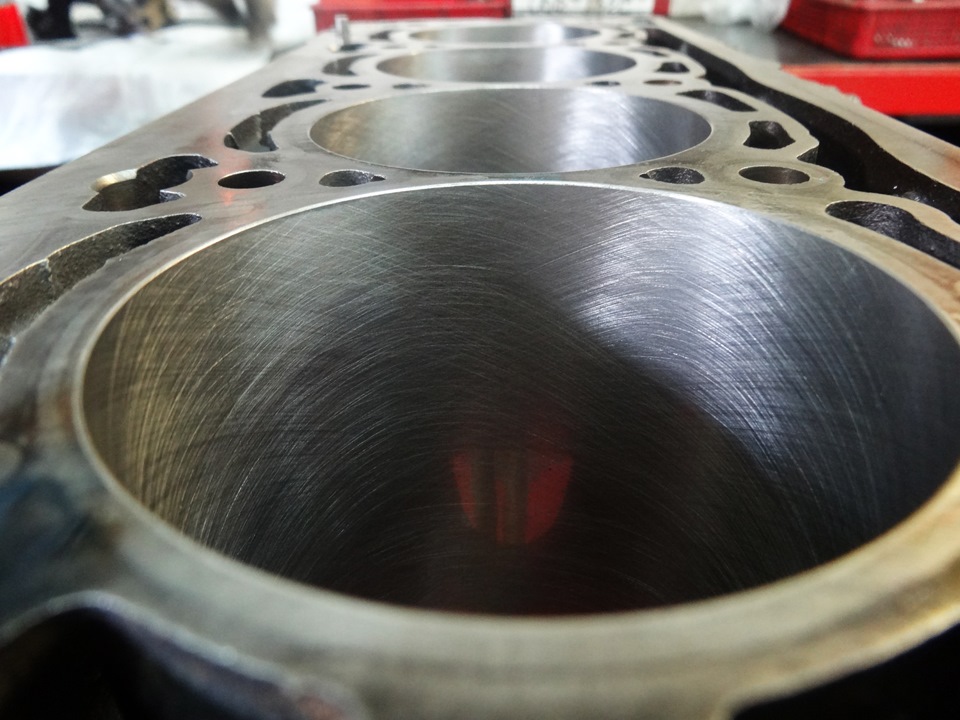 Существует несколько причин, из-за которых такое происходит с маслом. В этой небольшой статье рассмотрим основные причины жора масла двигателем внутреннего сгорания.
Существует несколько причин, из-за которых такое происходит с маслом. В этой небольшой статье рассмотрим основные причины жора масла двигателем внутреннего сгорания.
1. Сгорание масла из-за износа поршней и блока цилиндров
Стенки блока цилиндров (фото ниже) имеют не зеркально гладкую поверхность, как думают некоторые, а шероховатую, с направленными ручейками. Они служат для сдерживания остатков масла при движении поршня. Такая специальная шероховатость называется Хон. Если бы хона не было, а стенки цилиндра были бы гладкими, как зеркало, масло на них бы не оставалось, и из-за этого поршню было бы тяжелее двигаться. А так масло задерживается в этих канавках, и сила трения уменьшается. НО, однако…
Масло в этой ситуации оказывается в части цилиндра, в котором происходит воспламенение. И остатки масла в этих канавках сгорают вместе с поступившей смесью (бензином и воздухом).
Причем чем больше у двигателя пробег, тем больше зазор между поршнем (а на поршне имеются специальные маслосъёмные кольца, которые со временем стираются) и стенкой цилиндра. Из-за большего зазора на стенке остается больше масла. И именно из-за этого периодически приходится доливать масло в движок. Износ поршней (колец) и блока цилиндра является основной причиной расхода масла.
Из-за большего зазора на стенке остается больше масла. И именно из-за этого периодически приходится доливать масло в движок. Износ поршней (колец) и блока цилиндра является основной причиной расхода масла.
2. Сгорание масла из-за старых/треснувших/затвердевших уплотнителей клапанов
Уплотнительные резинки на клапанах называются маслосъемные колпачки и служат по аналогии с маслосъёмными кольцами для сдерживания масла при движении клапана. На фотографии ниже показано расположение маслосъёмных колпачков в головке блока двигателя и сами маленькие колпачки. Их резиновая часть, прилегающая к клапану, со временем из-за старения резины, трения и большой температуры изнашивается.
В результате масло начинает хуже удерживаться и проникать в ту же самую камеру сгорания, где и горит вместе с бензином.
Износ МСК (маслосъемных колпачков) стоит на втором месте по количеству угораемого масла. Однако, на практике, на большинстве моторов сначала изнашиваются именно колпачки, а уже потом стираются поршни (кольца) и блок цилиндров (но не обязательно всегда так).
3. Сгорание масла из-за его неправильно подбора
На нашем сайте уже рассматривался вопрос выбора масла для двигателя.
С описанием характеристик масла желательно ознакомиться, чтобы подобрать правильное масло для своей машинки. Для каждой машины и ее конкретного владельца подбирается конкретный тип моторного масла.
Масло может расходоваться из-за неподходящей вязкости. Вполне логично, что если двигатель рассчитан на густое масло, а автовладелец зальет совсем жидкое, оно будет, во-первых, хуже смазывать механизмы, а, во-вторых, будет в бОльших количествах просачиваться через маслосъёмные колпачки и зазор между поршнем и стенкой цилиндра (даже при новом и полностью исправном двигателе).
На фото выше отлично видно, как масла с разными характеристиками стекают при минусовой температуре.
Например, если говорить о выборе масла, для Москвы круглый год можно лить масло 5w30-10w40 в обычные малолитражные двигатели обычных городских машин типа Lancer’a, Приоры и т. д.
д.
4. Вытекание масла из двигателя
Четвертая, самая банальная причина расхода масла — просто его вытекание через уплотнительные прокладки. Например, через прокладку поддона картера, через незакрученную пробку слива масла, через сальники коленвала и распредваа и т.д.
Конечно, из очень замученного двигателя, который проехал не одну сотню километров без обслуживания, может литься масло. Но на практике какого-то заметного уменьшения объёма масла из-за плохих резиновых уплотнителей в двигателе не бывает. Конечно, уровень масла незначительно уменьшается, но не так сильно, как при перечисленных выше причинах.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.

В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки.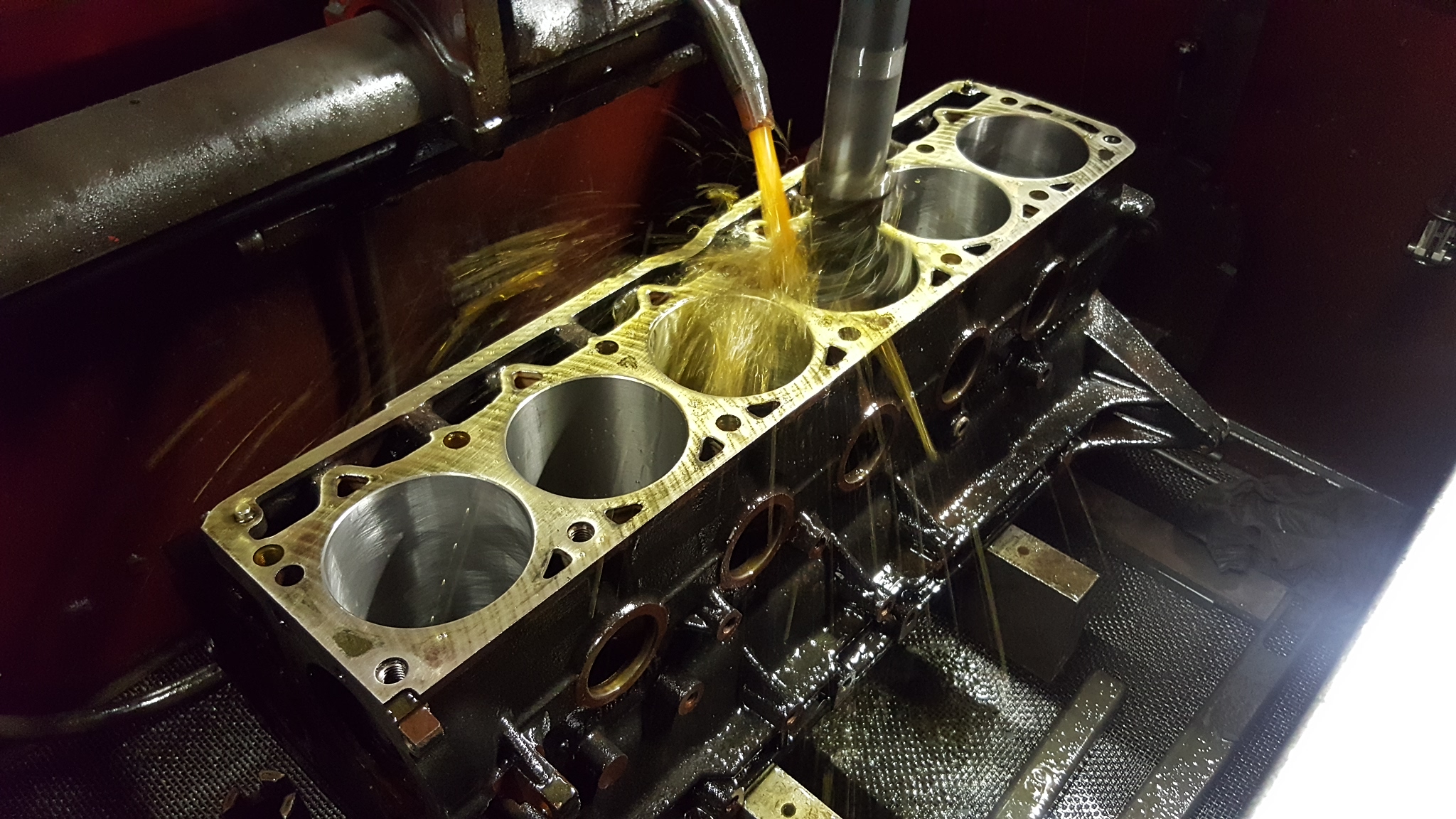 Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона.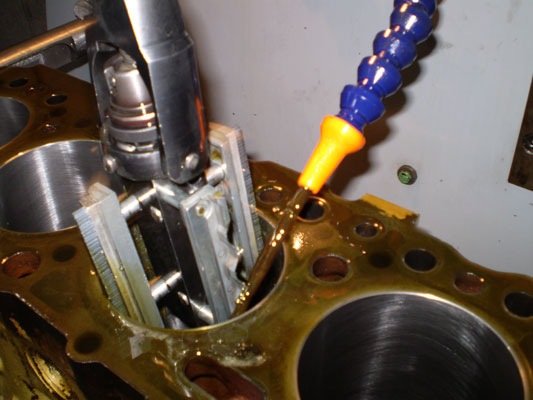 Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Услуги
Мы предоставляем следующие услуги:
1. БЛОК ЦИЛИНДРОВ (БЦ)
БЛОК ЦИЛИНДРОВ (БЦ)
Мойка БЦ
Хонингование цилиндров (включая «плато» — хонингование)
Расточка цилиндров с хонингованием (включая «плато» — хонингование)
ГИЛЬЗОВКА (Установка «сухой» гильзы с хонингованием, включая «плато» — хонингование)
Ремонт постелей в БЦ
Замена втулки
Обработка плоскости разъема блока
Восстановление хон.риски
Съем форсунки
2. ГОЛОВКА БЛОКА ЦИЛИНДРОВ (ГБЦ)
Мойка Головки Блока Цилиндров (ГБЦ)
Разборка от коллектора
Разборка от осей и коромысел или от РВ
Разборка головки блока
Сборка головки блока
Обработка плоскости Головки Блока Цилиндров (ГБЦ)
Обработка плоскости коллекторов
Замена седла клапана ( без изготовления)
Изготовление седла клапана
Правка седла клапана
Расточка в чугунных головках под направляющие втулки
Замена направляющей втулки клапана с правкой седла (без изготовления)
Изготовление втулки напр.клапана
Притирка клапана
Ремонт направляющей втулки клапана
Замена маслосъемного колпачка
Шлифовка клапана
Снятие нагара с клапана
Ремонт постели Головки Блока Цилиндров (ГБЦ)
Замена форкамеры
Регулировка зазоров в КМ
Ремонт свечного отверстия на а/м
Ремонт направляющей втулки клапана в Головке Блока Цилиндров (ГБЦ)
3. КОЛЕНЧАТЫЙ ВАЛ
КОЛЕНЧАТЫЙ ВАЛ
Мойка коленчатого вала
Шлифовка к/в
Полировка к/в
Восстановление хвостовика и шпоночного паза
Восстановление внутренней резьбы хвостовика
4. ШАТУН
Мойка шатунов
Проверка геометрии Нижней Головки Шатуна (НГШ)
Ремонт Нижней Головки Шатуна (НГШ)
Ремонт Верхней Головки Шатуна (ВГШ)
Перепрессовка поршня (горячепрессовая посадка):
Перепрессовка поршня (плавающий палец):
Подгонка по весу (шатун / поршень)
Заказ запчастей
Наша фирма проводит консультации по широкому кругу вопросов, включающий в себя ремонт двигателей, хонингование, расточка, тюнинг, итд…
Объяснение подготовки цилиндра к ремонту
Может быть, вы читали, что на цилиндры вашего мотоцикла есть специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы ныряете в топовую работу на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый поршневой комплект, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к продукту.В зависимости от вашего приложения будет написано «убрать глазури / отточить», «расточить и отточить» или «расточить / перештамповать». Мы посмотрим, что именно означают эти разные термины и как их выполнять.
Запчасти Wiseco для восстановления внедорожного мотоцикла. Фотография Wiseco.
Очистите цилиндр
от глазури Часто задаваемый вопрос: «Нужно ли удалять глазури с цилиндра?» Ответ: да, если только не пришло время для повторной пластинки или перетяжки. Если у вашего двигателя есть время, процесс остекления начался.Термин «застекленный» в этом контексте относится к движению поршневого кольца (колец), выравнивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более остеклен будет цилиндр. Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Цилиндры с покрытием и с гильзой
Если ваш двигатель для PowerSports был сделан в последние два десятилетия или около того, скорее всего, он имеет покрытие Nikasil (карбид никеля и силикона), хром или покрытие электросваркой.Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но они все равно изнашиваются. Мы рекомендуем проверять ваше руководство на предмет обычных интервалов ремонта верхнего уровня, но, как правило, если ваш двигатель работает долгие часы, общее состояние вашего цилиндра должно быть тщательно проверено. Это будет включать не только размер отверстия и состояние покрытия, но также круглость и конусность цилиндра в соответствии с техническими условиями обслуживания OEM. Есть ряд хороших компаний, которые предлагают услуги репликации.Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют покрытия, обычно имеют гильзы из железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Как и при замене цилиндра после обычного ремонта верхнего конца, в ваш цилиндр с гильзой следует установить новую гильзу. Те же цеха цилиндров, которые производят замену, также должны выполнить замену рулона, и он вернется отточенным и готовым к работе вместе.
Короче говоря, если у вашего двигателя есть достаточно времени, чтобы потребовать полной капитальной перестройки, мы рекомендуем заменить или переустановить ваш цилиндр. Технически вы можете использовать гильзу цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, как она была получена от производителя.Если он просто освежает из-за низкого количества часов на двигателе, вы можете просто удалить глазурь / отточить.
Этот образец штриховки на стенке цилиндра является целью процесса хонингования. Фотография Wiseco.
Фотография Wiseco.
Что такое хонингование и зачем оно мне?
Когда ваш двигатель был сделан совершенно новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневого кольца (колец) во время работы.Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла. Это важно, потому что это помогает стенке цилиндра удерживать масло, помогая смазке поршневых колец. Теоретически идея состоит в том, чтобы между краем поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла, смазывающего постоянный контакт со стенкой цилиндра, было бы слишком много трения, и как кольца, так и цилиндр быстро изнашивались.
Термин «удаление глазури» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку цилиндра.
Мягкая хонинговальная щетка, подобная этой, — один из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фотография Wiseco.
Фотография Wiseco.
Как заточить цилиндр
Наиболее распространенные инструменты, которые вы найдете для хонингования двигателей малого объема, — это жесткие или щеточные и шаровые шлифовальные головки. Хонаты можно заказать по размеру в соответствии с диаметром цилиндра.Просто свяжите свой размер отверстия с информацией, предоставленной компанией, у которой вы заказываете свой хон. В хонинговальной компании также должны быть рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на предмет повреждений. Если у вас был заедание поршня или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от степени повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения лучшей рекомендации.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними концами, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть изрядное количество штриховок, вы сможете обойтись с помощью жесткого или кистевого хона, чтобы просто восстановить эти штриховые метки. Вам нужно будет затачивать не более 10–15 секунд за раз, пока вы не увидите устойчивые штриховки.
Шаровая хонинговальная головка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую хонинговальную головку на цилиндрах с покрытием, если только они не являются безопасными.Если вам все же нужно использовать шаровой шлифовальный круг для более тяжелого остекления цилиндра с рукавами, прикрепите его к дрели и смажьте легким слоем моторного масла. Перед входом в цилиндр убедитесь, что цилиндр закреплен и неподвижен, а шаровой хон вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите.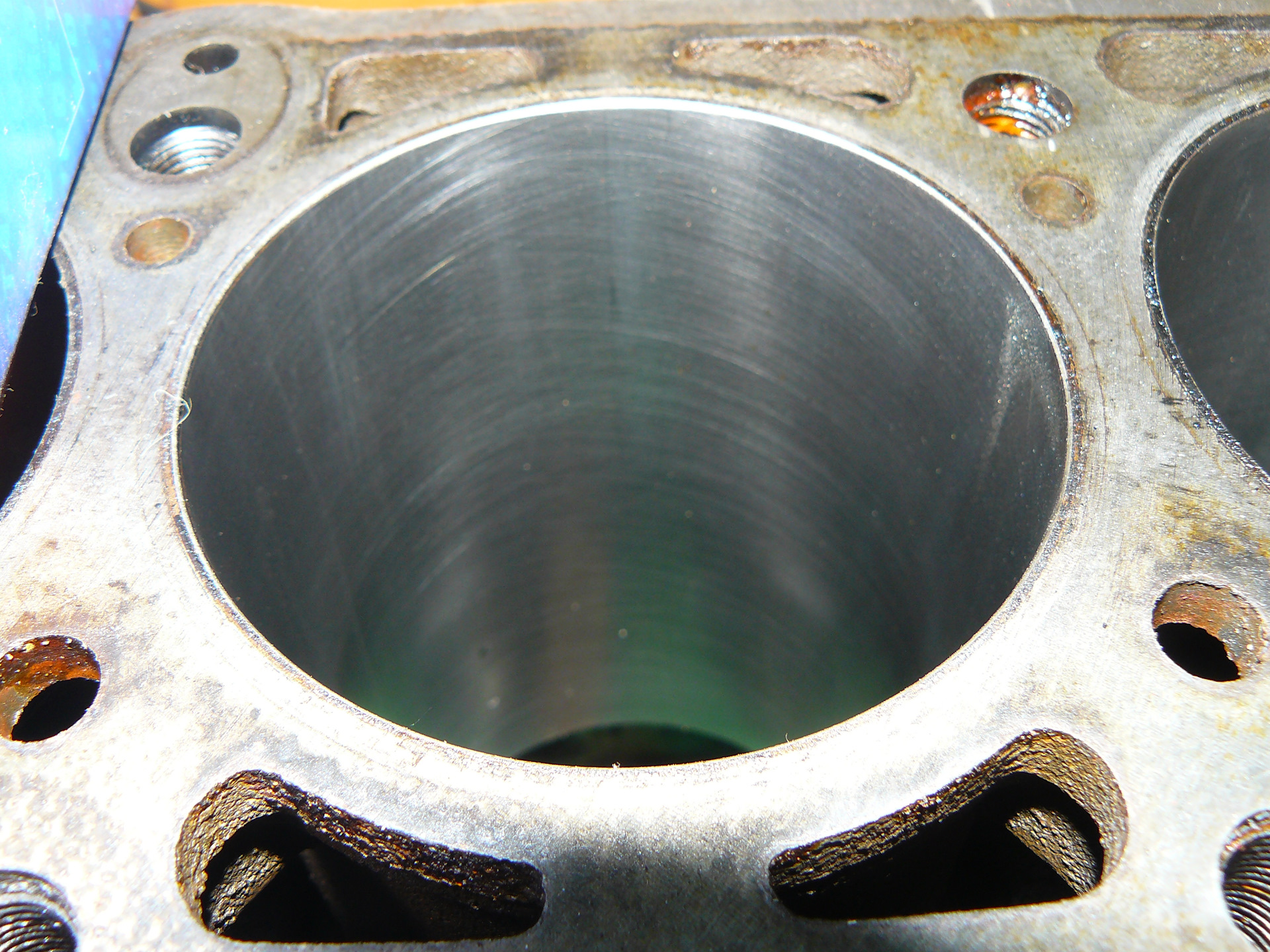 Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
После завершения хонингования обязательно тщательно очистите цилиндр до полного отсутствия остатков материала.
При сборке верхнего конца всегда дважды проверяйте зазор между поршнем и стенкой.
Правильно подготовьте цилиндр во время ремонта, чтобы получить максимальную производительность и срок службы двигателя. Фотография Wiseco.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню написано «расточить и отточить» или «расточить / заменить пластину», это потому, что вы заказали поршень, размер которого превышает размер стандартного отверстия. Инструкции по расточке и затачиванию вашего цилиндра означают, что ваш цилиндр не был покрыт металлом от производителя, и требует только механической обработки до нужного размера для вашего поршня.Однако, если это цилиндр с рукавами, подумайте о том, чтобы сменить его, в зависимости от времени работы двигателя. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем замена / хонингование.
Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем замена / хонингование.
В любом случае мы рекомендуем просверлить цилиндр профессиональным станочником с соответствующим оборудованием. Цилиндрические цеха, которые заменяют пластину и заменяют рукав, обычно также имеют возможность растачивания.
Снятие фаски означает скругление острых кромок перед повторной сборкой, как это было сделано с этим цилиндром. Фотография Wiseco.
Не забудьте снять фаску и убрать
После любой расточной или хонинговой работы на цилиндре важно снять фаски со всех отверстий и нижней части цилиндра. Снятие фаски — это сглаживание любой острой кромки, чтобы оставалась симметричная наклонная кромка. Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за края во время работы двигателя.
Если в вашем цилиндре есть выхлопная перемычка, убедитесь, что она ослаблена с 0,002 до 0,004 дюйма, чтобы учесть расширение.
Наконец, обязательно тщательно очистите все детали, над которыми работали. Цилиндры, которые были расточены и / или хонингованы, будут иметь остаточную зернистость при хонинге. Его необходимо удалить, промывая теплой мыльной водой до тех пор, пока на смоченной маслом салфетке не останется песчинок после протирания поверхности стенки цилиндра.После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно закрывайте все основания, обновляя верхнюю часть машины. Уделение необходимого внимания всем областям поможет вам добиться максимальной плавности работы и максимальной надежности вашего двигателя.
Engine Hone, Flex-Hone & reg, Инструмент для чистовой обработки абразивного цилиндра
Хонингование двигателя
Отделка цилиндра для снятия остекления и др.
Когда дело доходит до поддержания качества и производительности вашего двигателя, на рынке нет лучшего инструмента, чем Flex-Hone®.Этот инструмент известен как идеальный метод удаления остекления и отделки стенок цилиндров. Штриховка, которая естественным образом создается при использовании инструмента, является идеальной обработкой плато, необходимой для увеличения удержания масла и продления срока службы вашего двигателя. Использование Flex-Hone снизит значения Ra, Rpk и Rvk и увеличит площадь подшипника, что дает преимущества меньшего удара, меньшего трения и лучшей уплотнительной поверхности для поршневых колец. Brush Research — изобретатель и производитель инструмента Flex-Hone.Мы первыми разработали концепцию финиша плато. Вам нужны инструкции по Flex-Hone? У вас возникли проблемы с выбором подходящего инструмента? Вы ищете местного дилера Flex-Hone®? Компания BRM рада помочь вам любым возможным способом сделать ваш проект реконструкции успешным. Свяжитесь с BRM, позвонив в нашу службу поддержки клиентов напрямую или написав нам электронное письмо. Удачи!
Свяжитесь с BRM, позвонив в нашу службу поддержки клиентов напрямую или написав нам электронное письмо. Удачи!
Зачем нужны хонинговальные инструменты — Flex-Hone @ reg; Разница?
Инструмент Flex-Hone может создать идеальную отделку для удаления глазури.Этот гибкий инструмент, часто известный как «отбойник глазури», удаляет глазурь или гладкую поверхность с изношенной стенки цилиндра. Как происходит остекление? В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, обеспечивая при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности. Гладкие стенки цилиндра также будут препятствовать прилипанию масла к стенкам, вызывая другие проблемы. Самым распространенным способом установки новых поршневых колец является обкатка. Важно, чтобы между кольцами и стенкой цилиндра происходил небольшой износ для правильной посадки колец и обеспечения газонепроницаемого уплотнения. Используя конус для двигателя, создайте в стенке цилиндра крошечные канавки под углом 45 градусов. Эти канавки создают масляную штриховку, а также создают необходимое трение для правильной посадки колец.
Используя конус для двигателя, создайте в стенке цилиндра крошечные канавки под углом 45 градусов. Эти канавки создают масляную штриховку, а также создают необходимое трение для правильной посадки колец.
Угол штриховки — это очень обсуждаемая и неверно интерпретируемая тема при обсуждении хонингования цилиндров.Штриховка, создаваемая Flex-Hone®, является результатом зависимости скорости хода от числа оборотов в минуту. Оптимальный угол штриховки обычно составляет 45 градусов. Большинство OEM-производителей и производителей колец предлагают угол царапин в схеме штриховки от 27 до 45 градусов. Этот угол измеряется от поверхности настила. Угол штриховки должен быть одинаковым по всему цилиндру. Если угол штриховки слишком крутой, стенки цилиндра не будут удерживать достаточное количество масла, чтобы способствовать процессу посадки колец, в результате чего кольца перекачивают масло и вращаются слишком быстро.Это часто приводит к повышенному износу колец и кольцевых канавок. Слишком маленький угол штриховки может вызвать эффект дребезга, когда кольцо проходит над впадиной. Это предотвращает попадание в кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, временному разрыву кольца и возможности дымления двигателя без посадки кольца.
Слишком маленький угол штриховки может вызвать эффект дребезга, когда кольцо проходит над впадиной. Это предотвращает попадание в кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, временному разрыву кольца и возможности дымления двигателя без посадки кольца.
Другие области применения для заточки двигателей
Инструмент Flex-Hone® стал обычным решением для чистовой обработки других компонентов двигателя, таких как отверстия коренных подшипников, туннели для шатунов, отверстия или туннели распределительного вала, направляющие клапанов, отверстия подъемника, отверстия гидравлического подъемника, дюбели прокладки головки и трубки водяного насоса. .Помимо компонентов двигателя, инструмент Flex-Hone также можно использовать для тормозных цилиндров, главных цилиндров сцепления и тормоза, а также тормозных роторов. Инструменты Flex-Hone — идеальное решение для многих ваших потребностей в обслуживании автомобильных цилиндров. Вы можете спросить себя, требуется ли покрытие Flex-Hone для всех этих компонентов. Некоторые утверждают, что это не так. Покрытие Flex-Hone® продлит срок службы компонентов двигателя и продлит срок их службы за счет уменьшения трения, уменьшения нагрева и удержания масла там, где это необходимо.Разве это не похоже на то, о чем идет большинство перестроек? Вам решать.
Некоторые утверждают, что это не так. Покрытие Flex-Hone® продлит срок службы компонентов двигателя и продлит срок их службы за счет уменьшения трения, уменьшения нагрева и удержания масла там, где это необходимо.Разве это не похоже на то, о чем идет большинство перестроек? Вам решать.Для получения дополнительной информации о приложениях инструментов Flex-Hone посетите блог Flex-Hone!
Искусство и наука хонингования цилиндров
Вся идея создания двигателя состоит в том, чтобы захватить как можно больше воздуха и надлежащего соотношения топлива в пространстве сгорания, сжать его, зажечь и использовать сгорание для создания давления и мощности. Один из лучших способов оптимизировать это давление — не допустить его утечки через кольца.Для этого нужен не только круглый цилиндр, но и цилиндр, обеспечивающий надлежащую подготовку стены с точки зрения штриховки и текстуры.
Хотя это звучит просто, выполнение процесса требует серьезного внимания к деталям. Нет смысла вкладывать тысячи долларов в хитрые поршни, кольца, головки цилиндров, клапанный механизм и индукцию только для того, чтобы сэкономить на подготовке стенок цилиндров. В этом выпуске серии EngineLabs Blueprint Series будут представлены некоторые текущие идеи, которые следует серьезно рассмотреть при следующей сборке движка производительности.
Хонингованная кромка
В качестве общего определения цель законченного хонингованного цилиндра состоит в том, чтобы получить идеально круглое отверстие, размер которого обеспечивает надлежащий зазор между поршнем и стенкой, с заданным рисунком штриховки и шероховатостью. Цилиндр должен быть не только идеально круглым, но и абсолютно прямым по отношению к коленчатому валу.
QMP предпочитает использовать торсионные пластины собственной разработки. Обратите внимание на фитинги на этих пластинах, которые при соединении могут циркулировать нагретое масло для резки через пластину, когда блок хонингован при температуре. Мы не выбрали эту функцию, поскольку она почти в четыре раза увеличивает стоимость хонингования.
Мы не выбрали эту функцию, поскольку она почти в четыре раза увеличивает стоимость хонингования.
В процессе хонингования используется хонинговальный камень определенной зернистости, применяемый с точным давлением и скоростью для создания желаемого рисунка штриховки. Рисунок на стенке цилиндра позволяет кольцам уплотняться после короткого периода обкатки, сохраняя при этом достаточно масла для правильной смазки поршня и пакета колец.
Выполнить точную шлифовку труднее, чем может показаться. Когда гонщики впервые начали экспериментировать с отделкой отверстий цилиндров, их первые усилия были направлены на создание почти полированной поверхности.Это оказалось менее чем желательно.
Более поздние эксперименты показали, что более оптимальная отделка поверхности имеет несколько микроскопических пиков в сочетании с более глубокими впадинами. Это дает возможность хранить в канавках достаточно масла для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Этот подход привел к тому, что еще в 1980-х годах впервые было названо финиш на плато. Идея заключалась в том, чтобы создать поверхность, сначала используя грубые камни для создания более глубоких впадин, а затем постепенно более мелкие камни в сочетании с уменьшенной нагрузкой на камни, чтобы сгладить неровные вершины поверхности, сохраняя при этом достаточную глубину впадин для смазки кольца.
Это станок Sunnen SV-10 компании QMP, который используется для обработки нашего железного блока Dart Sportsman. В более старых камнях используются четыре камня. В SV-10 QMP используются восемь алмазных огранщиков, в отличие от более традиционных абразивных камней.
Все прямо
Некоторые из самых ранних достижений в области кольцевых уплотнений произошли, когда производители двигателей обнаружили, что цилиндр становится значительно отклоняющимся от формы, когда головка прикручивается к блоку. Чтобы воссоздать это искажение в процессе хонингования, к блоку прикручиваются толстые упорные пластины. В этих пластинах есть отверстия, позволяющие точку получить доступ к отверстиям.
В этих пластинах есть отверстия, позволяющие точку получить доступ к отверстиям.
Следующим логическим шагом в процессе разработки была циркуляция горячей охлаждающей жидкости и / или масла через блок и крутящие пластины, чтобы довести блок до рабочей температуры, что имитирует тепловую деформацию блока в реальном мире. Мы сохраним точные данные о том, сколько стоит этот процесс, для следующей истории, но улучшения будут значительными.
Пожалуй, наиболее значительным достижением производителя двигателей для уличных двигателей является интеграция компьютерного числового управления (ЧПУ) в хонинговальные станки.Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти передовые цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Лагман построил приспособление для крепления профилометра Mitutoyo к блоку. Таким образом, профилометр каждый раз помещается в одно и то же место, чтобы сделать измерения более последовательными. Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Один из аспектов хонингования цилиндров, который часто упускается из виду, — это то, насколько сильно деформируется отверстие цилиндра — только под действием самого хонинговального инструмента. Обычно прямолинейность канала ствола демонстрируется с помощью индикатора с круговой шкалой на разной глубине внутри канала. Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение выполняется в одной точке.
Пачка десятицентовиков другого типа
Примером этого является наша фотография стопки монет.Предположим на мгновение, что эта стопка представляет собой цилиндр заданной глубины, и каждая из этих десятицентовиков имеет точно такой же диаметр до 0,0001 дюйма. Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но в действительности он будет ближе к S-образной форме.
Представьте, что эта стопка десятицентовиков представляет собой преувеличенный вид стенки цилиндра. Если мы используем прибор с круговой шкалой для измерения отверстия в точке, представленной одной десятицентовой монетой, и все десять центов имеют одинаковый диаметр, отверстие может выглядеть прямым.Но этот набор указывает на то, что канал ствола не является «прямым».
Новейшие цифровые хонинговальные станки Sunnen, Rottler и др. Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкий в середине) или вариации, такие как песочные часы или параллелограмм. Задача машиниста — свести к минимуму эти искажения для создания действительно «прямого» канала ствола.
Это также может быть хорошим местом, чтобы упомянуть, что большая часть того, что мы здесь обсудим, нацелена на двигатели с более высокими характеристиками. Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут доставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько они могут его сделать, и с отличной отделкой.
Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут доставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько они могут его сделать, и с отличной отделкой.
QMP позволяет отображать форму отверстия в реальном времени.Это один цилиндр в нашем блоке, на котором отображены три отдельные полосы, диаметр отверстия которых не был концентрическим. Машина автоматически компенсирует нагрузку и положение, чтобы обеспечить соосность отверстия сверху вниз. Наблюдать, как это происходит, действительно впечатляет.
Стилин и Профиль
Если пойти дальше вышеуказанных концепций, то нет возможности измерить результаты процесса хонингования, выходящие за рамки только размера отверстия и прямолинейности. Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Это прецизионное измерительное устройство, которое может быстро оценить шероховатость поверхности штриховки. Инструмент точно измеряет текстуру поверхности отверстия, и теперь конечный пользователь может с высокой точностью оценить процесс хонингования цилиндра. Итак, давайте вкратце объясним эти оценки.
Эти описания взяты из Американского общества инженеров-механиков (ASME), но вместо того, чтобы увязнуть в математике «патока зимой», мы дадим вам сокращенную версию этих оценок Cliff’s Notes .Измерения, с которыми мы будем работать чаще всего, — это Ra, Rk, Rpk, Rvk и средняя линия.
Это экран отчета профилометра Mitutoyo компании QMP после завершения хонингования. Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложно — вы правы!
Micro-Millions: Измерение шероховатости поверхности
Все числа, используемые в этих описаниях, выражены в микродюймах (сокращенно «мкдюйм»), что составляет одну миллионную долю дюйма (0. 000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
«Ra» используется для описания общей средней шероховатости стенки цилиндра.Ra настолько универсален, что не имеет практического применения для стенок цилиндров. Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Rk, или глубина шероховатости сердцевины, — это описание поверхности, которая будет выдерживать большую часть нагрузки.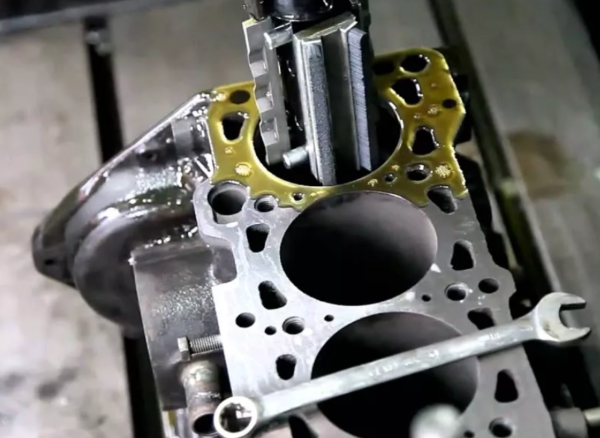 Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
На этом рисунке показано отношение Ra, Rvk и Rpk к M-линии на заданном линейном расстоянии (L).
«Rpk» — это уменьшенная средняя шероховатость выступов, созданных в процессе хонингования. Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию в период приработки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Как вы, вероятно, догадались, число «Rvk» представляет собой уменьшенную среднюю глубину впадины в пределах заданного бокового расстояния.Эти долины простираются ниже поверхности Rk. Более высокое число Rvk, также выражаемое в микродюймах, эквивалентно более глубоким впадинам, где будет находиться больше нефти. Хороший машинист будет использовать профилометр для измерения текстуры поверхности стенки своего цилиндра и регулировки шероховатости хонинговальных брусков, скорости своего станка и нагрузки, прикладываемой к камням, для достижения желаемой чистоты поверхности.
Рекомендации по хонингованию полного уплотнения
| Общего назначения | Высокий уровень | Большой разгон | |
| Rpk | 8-12 | 7-10 | 10-15 |
| Rk | 30-35 | 18-22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
* Все числа выражены в мкдюймах
От теории к практике
Ничто из этой информации ничего не значит, если мы не можем предложить несколько примеров.На желаемые числа влияет несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
Еще одна важная переменная — это то, как будет использоваться двигатель. Total Seal выбрала три основных категории производительности. Уличные двигатели, скорее всего, подпадут под класс Total Seal «общего назначения». Следующим шагом будет классификация Total Seal «High-End», охватывающая безнаддувные двигатели для соревнований.Верхний уровень — это приложения с закисью и наддувом, которые Total Seal называет приложениями Big Boost.
Мы предложим несколько простых чисел для данного уличного паровоза. Мы перечислили рекомендации Total Seal по доводке в прилагаемой таблице, используя три вышеуказанные категории. Возможно, лучшее, что можно извлечь из этого, — это то, что создание правильных номеров хонингования для соответствующих колец во многом зависит от того, как будет использоваться двигатель. Один размер, или в данном случае один план хонингования, не подходит для всех.
Что касается обкатки двигателя, то более качественные кольца, такие как кольца Advanced Profile (AP) Total Seal, притерты до оптимальной поверхности и, следовательно, буквально уже сломаны. Благодаря этому можно уменьшить Rpk стенок цилиндров. потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Благодаря этому можно уменьшить Rpk стенок цилиндров. потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Недавно мы доставили железный блок Chevy Dart Sportsman Брэду Лагману на завод Quarter-Mile Performance (QMP) в Чатсуорте, Калифорния, чтобы он применил окончательное точение для предстоящего кольцевого испытания Total Seal.Поскольку тестирование будет включать набор ультратонких колец AP с покрытием CrN, Лагман установил наш блок на своем алмазном шлифовальном станке Sunnen SV-10 для обработки стенок цилиндров.
Если мы сравним числа, полученные с помощью профилометра QMP на этом блоке, с числами Total Seal для современной машины SV-10 Sunnen, мы увидим, что Lagman проделал действительно большую работу с блоком. Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
QMP Dart Block Final Результаты шлифовки
| Микродюймы | |
| Rpk | 5,6 |
| Rk | 26 |
| Rvk | 48 |
Это поместит немного больше масла в впадины, что должно обеспечить отличную смазку колец, не создавая ситуации, когда использование масла может стать проблемой. Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
Если посмотреть на числа Rk более внимательно, то наше окончательное число ниже, что делает его немного более гладким, чем числа общего назначения. Это должно улучшить кольцевое уплотнение и помочь минимизировать трение.
По этой теме гораздо больше, чем вводная часть, которую мы здесь рассмотрели, и мы сохраним некоторую информацию для более глубокого рассказа. В будущем мы рассмотрим конкретные методы хонингования и другие увлекательные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
Всем известно, что кольцевое уплотнение имеет важное значение, но эти узкоспециализированные измерения профилометра становятся все более важными для правильного прилегания колец к стенке цилиндра в высокопроизводительных системах с высоким давлением в цилиндре. Все это является частью того, что нужно, чтобы правильно отточить блок для производительного двигателя.
Старые станки, такие как аналоговый хонинговальный станок Sunnen CV-616, могут по-прежнему давать отличные результаты в руках квалифицированного и опытного оператора.
Спросите! с Джеффом Смитом: Хонингование бутылочной щетки vs.Обработка цилиндров на бывших в употреблении блоках цилиндров
(Изображение / flexhoneblog.com)
Я только что купил подержанный двигатель с железным блоком 5,3 л из грузовика. Я решил поставить новые поршни и кольца на замену, потому что нашел на eBay набор дешевых выносных поршней. Стенка цилиндра выглядит очень хорошо, как и подшипники, поэтому двигатель, вероятно, не проехал на тонну миль. Должен ли я пропустить хонинговальную щетку для бутылок через все цилиндры, прежде чем снова собрать его? Если да, то какое масло мне использовать? Спасибо! — Б.И.
…
Джефф Смит: Это отличный вопрос, потому что он касается того, что сейчас делают многие ребята.
Кенни Даттвейлер сказал мне несколько лет назад, что процедура доводки, которую GM (и, вероятно, все OE) использует для отделки двигателей поздних моделей, является исключительной.
В их усилиях по производству двигателей, которые будут эффективно работать на пробегах более 100 000 миль, материал блоков теперь значительно тверже, чем 50 лет назад. Также стала тоньше толщина кольца.Более тонкое кольцо требует меньшего радиального (наружного) натяжения, что снижает износ. Объедините эти усилия с огромными улучшениями в управлении подачей топлива и смазки, и неудивительно, что эти двигатели служат долго.
Недавно я испытал старый железный двигатель грузовика 6,0 л на стенде в Westech Performance. Я не знаю истории этого двигателя, поэтому я понятия не имею, сколько миль было накоплено, но предполагаю, что это будет что-то более 150 000 миль. После динамометрического теста, который, вероятно, помог избавиться от нагара, накопившегося на кольцевых площадках, я провел проверку герметичности четырех угловых цилиндров, и все они показали около 15 процентов. Это довольно удивительно, поскольку стенки цилиндров, кольца и поршни были очищены, но в остальном не тронуты.
Это довольно удивительно, поскольку стенки цилиндров, кольца и поршни были очищены, но в остальном не тронуты.
Я задал ваш вопрос Киту Джонсу по адресу Total Seal , и он сказал: «Если покрытие на стенке цилиндра выглядит хорошо, то шлифовка с зернистостью 240 определенно поможет. Если осталось очень мало чистовой обработки, ее следует отправить в механический цех для надлежащего хонингования. Я бы так и поступил ».
Кейт также упомянул, что если у вас есть Flex-Hone (некоторые люди называют их бутылочными щетками или шариковыми хондами), и вы открываете веб-сайт Brush Research , они перечисляют каждый зернистый материал с помощью таблицы цветовой кодировки. Brush Research предлагает 12 различных материалов с зернистостью, но кажется, что стандартный материал из оксида алюминия с зернистостью 240 — хороший вариант. Summit Racing предлагает полную линейку хонов Brush Research. Хон из оксида алюминия с зернистостью 240 будет иметь вид GBD-40024 . Доступны и другие материалы, такие как карбид бора, но они более дорогие и, вероятно, не нужны.
Доступны и другие материалы, такие как карбид бора, но они более дорогие и, вероятно, не нужны.
Веб-сайт Brush Research предлагает множество полезной технической информации. Например, если вы собираетесь использовать Flex-Hone, использование хонинговального масла имеет решающее значение.Конечно, они рекомендуют собственное хонинговальное масло, доступное в литрах и галлонах. Какой-то смазочный материал важен для предотвращения накопления абразива, а также для обеспечения наилучших результатов.
Большинство перестройщиков дворов, вероятно, будут использовать электродвигатель с приводом ½ дюйма, и компания предлагает использовать скорость от 500 до 800 об / мин для запуска и как можно быстрее пропустить щетку через цилиндр. Это поможет создать желаемый узор под углом 45 градусов на стенке цилиндра.
После того, как все цилиндры будут доведены до вашего сведения, необходимо тщательно очистить их.Мы обнаружили, что разбавитель для лака хорошо сочетается с белыми хлопковыми тряпками или бумажными полотенцами. Продолжайте мыть стены, пока бумажные полотенца не перестанут загрязняться. Возможно, будет полезно попробовать другие чистящие средства, чтобы убедиться, что вся песчинка удалена. Для этого может потребоваться три или четыре прохода через каждое отверстие, но важно удалить всю крупку оксида алюминия со стенок цилиндра.
Продолжайте мыть стены, пока бумажные полотенца не перестанут загрязняться. Возможно, будет полезно попробовать другие чистящие средства, чтобы убедиться, что вся песчинка удалена. Для этого может потребоваться три или четыре прохода через каждое отверстие, но важно удалить всю крупку оксида алюминия со стенок цилиндра.
После тщательной очистки отверстий обычное моторное масло отлично подойдет для смазки стенок цилиндров, так как поршни задвигаются в отверстия.Хотя большинство энтузиастов рассматривают только обкаточное масло для двигателей с плоским распредвалом, имеются значительные свидетельства того, что добавки с высоким содержанием цинка и фосфора (называемые ZDDP) в обкатном масле также помогают новым двигателям с гидравлическими роликами. У вас есть несколько вариантов масла для обкатки, и их состав сильно различается. Самым качественным маслом для обкатки, которое мы использовали, является Driven BR30 для двигателя LS с вязкостью 5w30. К другим качественным маслам для обкатки относятся COMP Cams и Edelbrock.
Некоторые энтузиасты считают, что если какой-то ZDDP хорош, то больше — лучше. Вероятно, это ошибка, поскольку чрезмерные уровни ZDDP могут создать проблемы с кольцевым уплотнением, поскольку цинк и фосфор накапливаются и не удаляются. Вот почему так важно качественное масло для обкатки. Мы стремимся достичь баланса в добавках.
Помимо повышенных уровней ZDDP, многие энтузиасты полагают, что моторные масла (и особенно дизельные масла) с очень высоким содержанием детергентов хороши для взлома.Однако более низкая концентрация моющего средства лучше, потому что моющие средства удаляют цинк и фосфор с металлических частей, которые они должны защищать. Таким образом, лучшая комбинация масла для обкатки — это более высокий уровень ZDDP с более низким содержанием моющих средств. Современные дизельные масла теперь содержат более низкие уровни ZDDP и даже более высокие уровни детергентов, поэтому дизельное масло не является хорошим выбором для бензиновых двигателей.
Автор: Джефф Смит Джефф Смит страстно увлекался автомобилями с тех пор, как в 10 лет начал работать на заправке своего деда. После окончания Университета штата Айова со степенью журналистики в 1978 году он объединил свои две страсти: автомобили и писательство. Смит начал писать для журнала Car Craft в 1979 году и стал редактором в 1984 году. В 1987 году он взял на себя роль редактора журнала Hot Rod, прежде чем вернуться к своей первой любви к написанию технических рассказов. С 2003 года Джефф занимал различные должности в Car Craft (включая редактора), написал книги о характеристиках автомобилей Small Block Chevy и даже собрал впечатляющую коллекцию Chevelles 1965 и 1966 годов.Теперь он является постоянным автором OnAllCylinders.
После окончания Университета штата Айова со степенью журналистики в 1978 году он объединил свои две страсти: автомобили и писательство. Смит начал писать для журнала Car Craft в 1979 году и стал редактором в 1984 году. В 1987 году он взял на себя роль редактора журнала Hot Rod, прежде чем вернуться к своей первой любви к написанию технических рассказов. С 2003 года Джефф занимал различные должности в Car Craft (включая редактора), написал книги о характеристиках автомобилей Small Block Chevy и даже собрал впечатляющую коллекцию Chevelles 1965 и 1966 годов.Теперь он является постоянным автором OnAllCylinders.Осторожно с этим отточением, Юджин!
Осторожнее с этим отточением, Юджин!Хотите сделать этот сайт своей домашней страницей? Это быстро и просто …
Да, сделайте эту страницу моей домашней!
— Пит Снидал (C) 1999 (редакция 2003, 2007) Синопсис: НЕТ такой вещи, как «разбивание глазури». Это потому что
в цилиндре нет такой вещи, как «глазурь» — это слово подразумевает
отложение посторонних материалов на поверхности цилиндра.Если только вы не использовали тефлон в масле или что-то подобное,
как это, откуда бы взялись иностранные материалы?
Цилиндры не «глазируют». Глазурь для тормозных барабанов — материал тормозной колодки может
фактически оседает на поверхности барабана, а цилиндры — нет.
Это потому что
в цилиндре нет такой вещи, как «глазурь» — это слово подразумевает
отложение посторонних материалов на поверхности цилиндра.Если только вы не использовали тефлон в масле или что-то подобное,
как это, откуда бы взялись иностранные материалы?
Цилиндры не «глазируют». Глазурь для тормозных барабанов — материал тормозной колодки может
фактически оседает на поверхности барабана, а цилиндры — нет.
Нет, у вас гладкая полированная поверхность станка — просто вещь для ваших новых колец, чтобы запечатать, как только их высокие точки будут были стерты в процессе тщательной и ответственной обкатки. Один которому НЕ нужно предшествовать использование самого грубого из всех станки для царапин, шлифовки, мусора, собак, хулиганов и т. д. испортите свой прекрасный гладкий цилиндр.
Дело в том, что при использовании чугунного поршня кольца, кольца будут ложиться на блестящую поверхность цилиндра с немного проблем, да и в короткие сроки тоже! Оказывается, работает абразивное шлифование через цилиндр будет только служить:
- продлить процесс обкатки — создав «долины» хона.
 царапины на стенке вашего цилиндра, «горы» которых необходимо стереть
вниз, прежде чем вы снова получите гладкую, должным образом герметизирующую стенку цилиндра.(Причем значительно большего размера!)
царапины на стенке вашего цилиндра, «горы» которых необходимо стереть
вниз, прежде чем вы снова получите гладкую, должным образом герметизирующую стенку цилиндра.(Причем значительно большего размера!) - оставляют часть абразивных материалов на дне царапин, медленно вымываться в масло и ускоряться износ двигателя — ВСЕХ компонентов двигателя — на долгое время
- установить новый «базовый» диаметр цилиндра для уменьшения износа до, таким образом гарантируя, что вы получите большие зазоры между кольцами и больший зазор поршня к моменту «износа» новых колец.
- В целом, сокращая время, которое вы получите от этого двигателя до того, как потребуется следующая услуга, и ускорение прибытия о необходимости расточки и увеличения размера поршня.
Длинная версия
Несколько лет назад мне посчастливилось учиться
Автомобильное искусство под отличным преподавателем, в рамках работы по направлению
степень в области промышленного образования в Университете Британской Колумбии.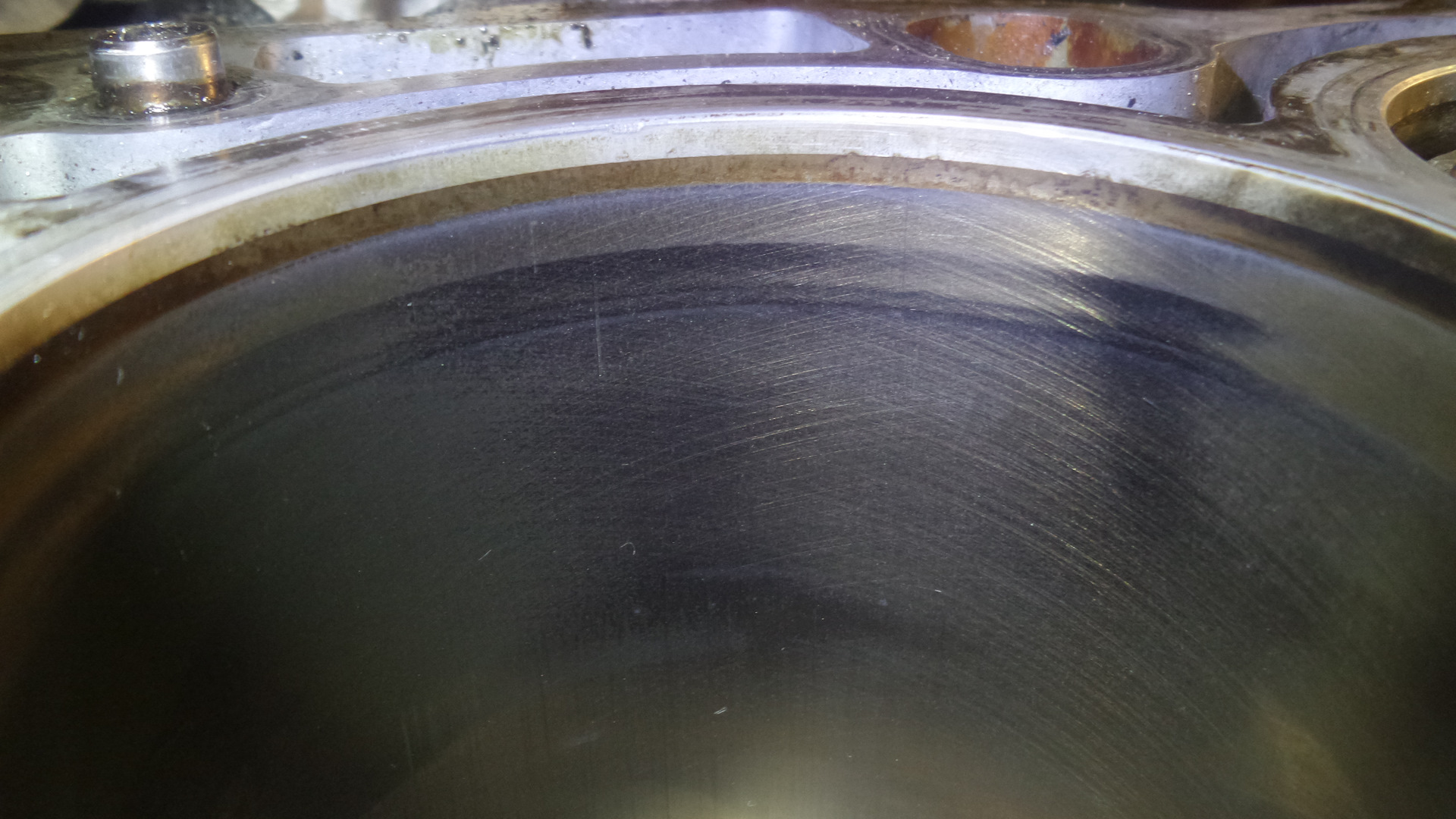 Сказал, что учитель, некий Питер Трант, был прилежным парнем, но в то же время серьезным
wrenchead — его квалификация включала фактическую работу в бизнесе
в течение ряда лет, а также очевидные академические.Короче,
парень знал свое дело, как в практической деятельности, так и в книжной
исследования и знания.
Сказал, что учитель, некий Питер Трант, был прилежным парнем, но в то же время серьезным
wrenchead — его квалификация включала фактическую работу в бизнесе
в течение ряда лет, а также очевидные академические.Короче,
парень знал свое дело, как в практической деятельности, так и в книжной
исследования и знания.
Так же поступали и многие другие в классе. У нас был номер людей на борту, которые «отступали» от жизни в ремеслах к учителю средней школы Industrial Ed., так что был хороший смесь книжных червей и практических парней.
Дискуссионное общество
Однажды Питер дал нам хорошее начало в виде дебатов. общества, выдвинув предположение, что существуют три совершенно устаревших Сказки старой жены в механике — процедуры, которые выполняются без основы на самом деле просто «потому что.» Это были
- Притирка клапанов (после шлифовки седел и поверхностей клапанов)
- удаление гребней цилиндра
- Хонинговальные цилиндры, или «разрушение глазури» на повторном кольце рабочие места
Когда он сказал нам, что в большинстве случаев это полный
пустая трата времени, а во многих случаях даже плохая, возникла большая какафония
среди многих, и было много воплей, стонов и скрежета зубов. Не говоря уже о спорах. Многие из этих парней, включая меня, были
делали это годами, и не собирались слушать этот маленький панк
скажите им, что они зря зря теряли время.Немного помогло его услышать
говорят, что до своего обращения он потратил на это большую часть своего времени,
но не много. Мы, индивидуально и как группа, выступили против этих предложений.
с удвоенной силой, но со временем все согласились с этим «новым
логика «.
Может ли это быть правдой?
Что стало больше помогать, так это то, что он раздал репринты статей о реальных лабораторных исследованиях, проведенных SAE — Society of Automotive Инженеры — в поддержку этих утверждений. Да, SAE действительно провела исследование проверить это, и они были обнаружены в серьезном желании.Вот как пошло на заточку:
Заточка, как видите, грубая работа, предназначенная для
удалить металл, более или менее наугад. Это только необходимость в первую очередь
стадия полировки в случае и только в случае цилиндра, имеющего
был перебурен скучной планкой.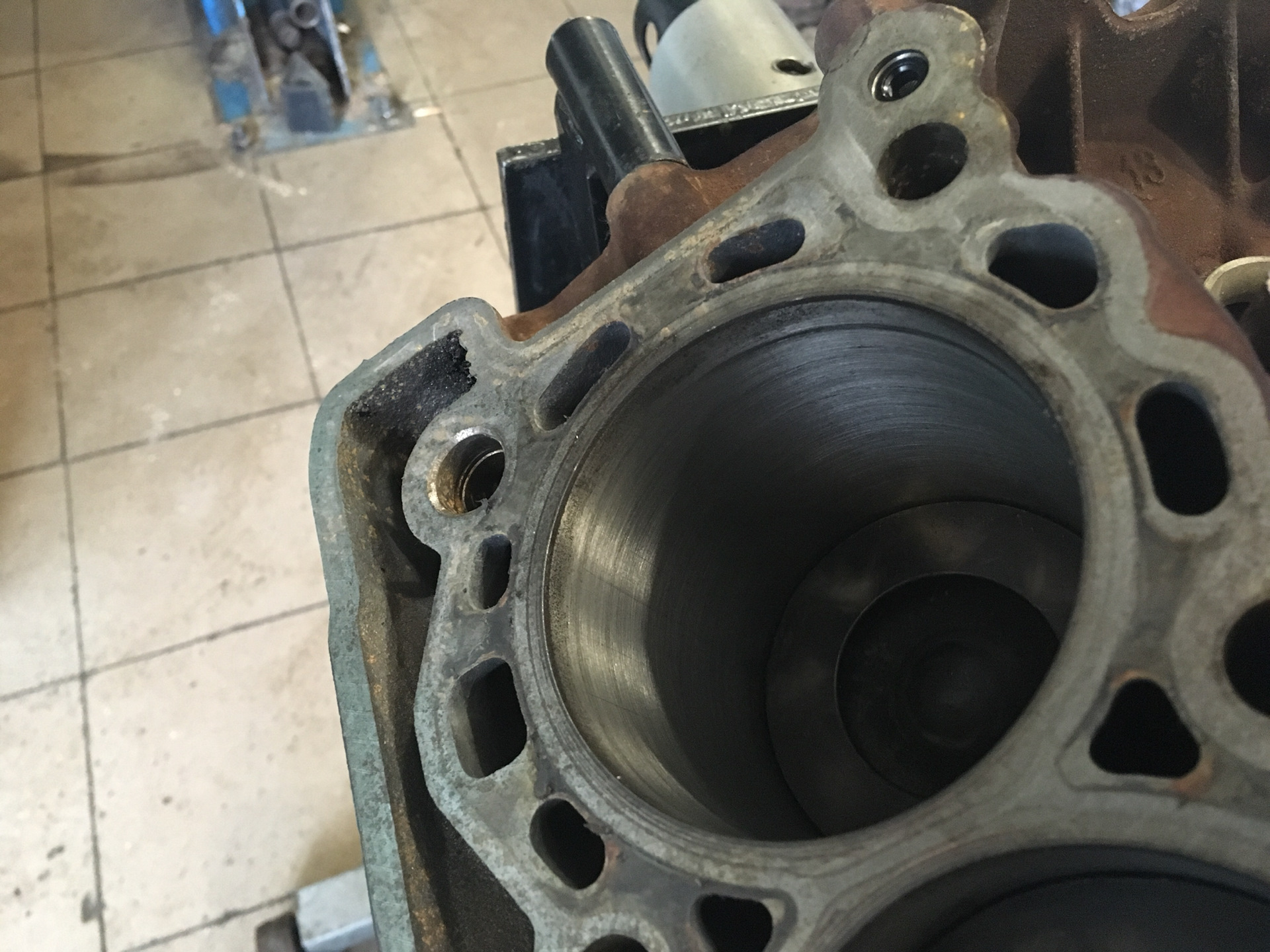 Для тех из вас, кто мало думал
об этом, давайте посмотрим, что делает скучная планка:
Для тех из вас, кто мало думал
об этом, давайте посмотрим, что делает скучная планка:
Расточная оправка — это кусок стержня, в который вставлен режущий инструмент, который вращается внутри сверлильного цилиндра, одновременно передается по его длине.Когда он вращается, проходя через очень строго контролируемый радиус, он обрабатывает стенки цилиндра до точный диаметр — в пределах тысячных долей дюйма. По факту, если стойка в хорошем состоянии, любая разница в радиусе между начало реза на одном конце цилиндра и конец реза, с другой стороны, это будет связано только с износом инструмента.
Единственная проблема этой процедуры в том, что насколько точна «скорость подачи» — по оси цилиндра надоедает — будет минутный «эффект нарезания резьбы» — инструмент все-таки режет по спирали.Это компенсируется такими вещами, как округление режущей кромкой инструмента несколько, и с высокой скоростью подачи, но есть все еще небольшой эффект резьбы.
Из-за этого эффекта резьбы поверхность не полностью
гладко, особенно при движении поршня вверх и вниз — поперек пути
за которым последовал режущий инструмент. По этой причине мы применяем
НЕМНОГО грубая технология для отделки — мы запускаем вращающийся абразив
инструмент немного вверх и вниз по отверстию, чтобы начать процесс полировки
которые будут дополнены кольцами и даже самими поршнями.Мы
не сходи с ума с этой штукой, и мы, конечно, не рассчитываем на нее, чтобы
из крупных кусочков материала — например, в тысячных долях. Мы используем
это только для того, чтобы начать процесс полировки, избавившись от этого «эффекта резьбы»
и подготовка цилиндра к окончательной полировке путем запуска
двигатель — «обкатка» или «обкатка» в зависимости от диалекта.
По этой причине мы применяем
НЕМНОГО грубая технология для отделки — мы запускаем вращающийся абразив
инструмент немного вверх и вниз по отверстию, чтобы начать процесс полировки
которые будут дополнены кольцами и даже самими поршнями.Мы
не сходи с ума с этой штукой, и мы, конечно, не рассчитываем на нее, чтобы
из крупных кусочков материала — например, в тысячных долях. Мы используем
это только для того, чтобы начать процесс полировки, избавившись от этого «эффекта резьбы»
и подготовка цилиндра к окончательной полировке путем запуска
двигатель — «обкатка» или «обкатка» в зависимости от диалекта.
Это грубое хонингование связано с проблемами, которые должны быть
иметь дело с. Прежде всего, это приведет к дальнейшему удалению материала.
— сверх того, что было сделано расточной оправкой.Это разрешено
а машинист, который устанавливает планку, делает отверстие слишком тугим
для начала, чтобы учесть лишнюю тысячу, которая будет снята
с хоном. Обратите внимание, это означает, что предварительно хонингованное отверстие тоже . маленький для поршня на данный момент! — Хотя заточка будет
создайте дополнительный размер, чтобы обеспечить надлежащий зазор. (А вдруг
ты хонинговал расточку, которая уже немного больше для поршня?
— Первое, о чем нужно подумать!)
маленький для поршня на данный момент! — Хотя заточка будет
создайте дополнительный размер, чтобы обеспечить надлежащий зазор. (А вдруг
ты хонинговал расточку, которая уже немного больше для поршня?
— Первое, о чем нужно подумать!)
Вторая проблема заключается в том, что абразив оставляет царапины на цилиндре, и на дне этих царапин будут обнаружены неровности, образованные процесс — снимаемый со стены мелкий порошок металла, а также куски самого абразива.Надо ли говорить, что из того, что не удаляется в конечном итоге они будут смешиваться с маслом во время работы машины и будут способствуют ускоренному износу, пока они не будут вымыты и удалены фильтрацией и заменой масла. Исследование SAE показало, что это был значительный проблема — в масле появились частички карборунда после ряда замен, и скорость износа за это время значительно увеличилась. Поэтому они разобрался — ужас ужасов — совсем не оттачивал!
Все цилиндры не требуют хонингования
Оказалось, что это не работает в случае повторной обработки. Первый из
все, не было эффекта резьбы расточной оправки, а скорее
гладкая ровная поверхность изношенной стенки цилиндра доведена до
зеркальный финиш предыдущим прогоном. Фактически, они нашли
в таких случаях так же вредно прикасаться к красиво отделанной
цилиндр с хонингованием, которого не было в случае свежих расточек!
Первый из
все, не было эффекта резьбы расточной оправки, а скорее
гладкая ровная поверхность изношенной стенки цилиндра доведена до
зеркальный финиш предыдущим прогоном. Фактически, они нашли
в таких случаях так же вредно прикасаться к красиво отделанной
цилиндр с хонингованием, которого не было в случае свежих расточек!
Это не теория. Это заключение интенсивного
исследовательский проект, включающий повторную замену использованных отверстий в аналогичных двигателях, некоторых
быть отточенным, или «бесглазурованным», как любят называть это старые жены,
а другим просто заменили кольца и оставили в покое цилиндры.Результаты были одинаковыми во всех случаях — после запуска в течение определенного периода времени.
времени — эквивалент тысяч миль использования — отточенные двигатели
В КАЖДОМ СЛУЧАЕ сжигало больше масла, а при разборке и осмотре
В КАЖДОМ СЛУЧАЕ значительно развилось большие зазоры — поршень, торцевой зазор кольца, все подшипники,
работы — чем непрочитанные двигатели. Хотя многие не ожидают
сделайте так, чтобы на ВСЕХ случаях и на ВСЕХ ЭТАПАХ нехонтированные двигатели сжигали меньше масла,
и носили значительно меньше, чем их отточенные собратья.Это
результат исследования. Теперь объяснение.
Хотя многие не ожидают
сделайте так, чтобы на ВСЕХ случаях и на ВСЕХ ЭТАПАХ нехонтированные двигатели сжигали меньше масла,
и носили значительно меньше, чем их отточенные собратья.Это
результат исследования. Теперь объяснение.
Как это случилось?
Когда вы затачиваете цилиндр, вы используете абразивный
поверхность вверх и вниз по нему. Это создает случайные царапины и удаляет металл.
Эти царапины, миниатюрные долины, скапливают мусор в своих корнях. В
мусор состоит из кусочков дорогого металлического цилиндра, а также из карборунда.
и / или другой шлифовальный материал — цилиндр удаляет песок из
хонингование, поскольку хонинг удаляет металл с цилиндра.Более того, у вас есть
теперь создал новый «базовый уровень» для вашего цилиндра после того, как он
сделал свой новый износ. То, что осталось от вашей предыдущей поверхности цилиндра, в,
скажем, 3,100 дюйма — это «высокие точки» над будущим цилиндром.
поверхность может быть 3,104 (при условии глубоких царапин 0,002). беспорядок пиков изнашивается, металл, который отрывается, становится
состав, «загрязняющий ваше масло, чтобы изнашивать все ваши другие компоненты
а также поверхности подшипников и даже зубчатых колес. И, что хуже всего, однажды
убраны выступы, теперь новый диаметр цилиндра.004 »
больше, что означает дополнительный зазор поршня 0,004 дюйма — выше и выше
что там уже было с предыдущего забега!
беспорядок пиков изнашивается, металл, который отрывается, становится
состав, «загрязняющий ваше масло, чтобы изнашивать все ваши другие компоненты
а также поверхности подшипников и даже зубчатых колес. И, что хуже всего, однажды
убраны выступы, теперь новый диаметр цилиндра.004 »
больше, что означает дополнительный зазор поршня 0,004 дюйма — выше и выше
что там уже было с предыдущего забега!
Почему вы хотите таким образом загрязнять свой двигатель? Только
потому что вы купили OWT # 1 — вы должны «убрать глазурь» свой блеск,
красиво отполированный цилиндр, чтобы «уместить ваши кольца».
Что ж, оказалось, что в этом не было необходимости. Они _д_ нашли этот хром
кольца плохо сидят, если вообще сидят в полированном до износа (не называйте это «глазурованным»
— это еще раз) цилиндры.Оказывается, им нужна грубость
хонингованного цилиндра, чтобы правильно установить его, так как и они, и цилиндр
через прискорбное, но необходимое (только в случае свежего ребора!)
период изнашивания друг друга. А вот цилиндры полированные _will_ седло чугунные кольца просто отлично. Итак, вкратце, вот и все, что вам нужно
делать: Не точить цилиндры, использовать чугунные кольца. Если вы отточите, вы будете
иметь больший зазор между кольцами, больший зазор поршня и больший двигатель
износ, поскольку ваш двигатель проходит совершенно ненужный период обкатки,
ношение себя обратно в припадок.
А вот цилиндры полированные _will_ седло чугунные кольца просто отлично. Итак, вкратце, вот и все, что вам нужно
делать: Не точить цилиндры, использовать чугунные кольца. Если вы отточите, вы будете
иметь больший зазор между кольцами, больший зазор поршня и больший двигатель
износ, поскольку ваш двигатель проходит совершенно ненужный период обкатки,
ношение себя обратно в припадок.
Если у вас возникли проблемы с горением масла после повторное кольцо, это не потому, что вы не удалили глазурь должным образом, а потому что
- вы заточили цилиндр, который в этом не нуждался.
- ваши зазоры при сборке были слишком велики — кольцевой зазор, поршневой зазор.
- ваш цилиндр зашел слишком далеко с точки зрения неравномерности диаметра — конические, бочкообразные или овальные.
- вы разумно избегали заточки этого дополнительного зазора, но по ошибке дал ребенку «угощение» и использовал более дорогое хромированные кольца.
Хонингование Требуется для расточки
Теперь о хонинговании с растачиванием.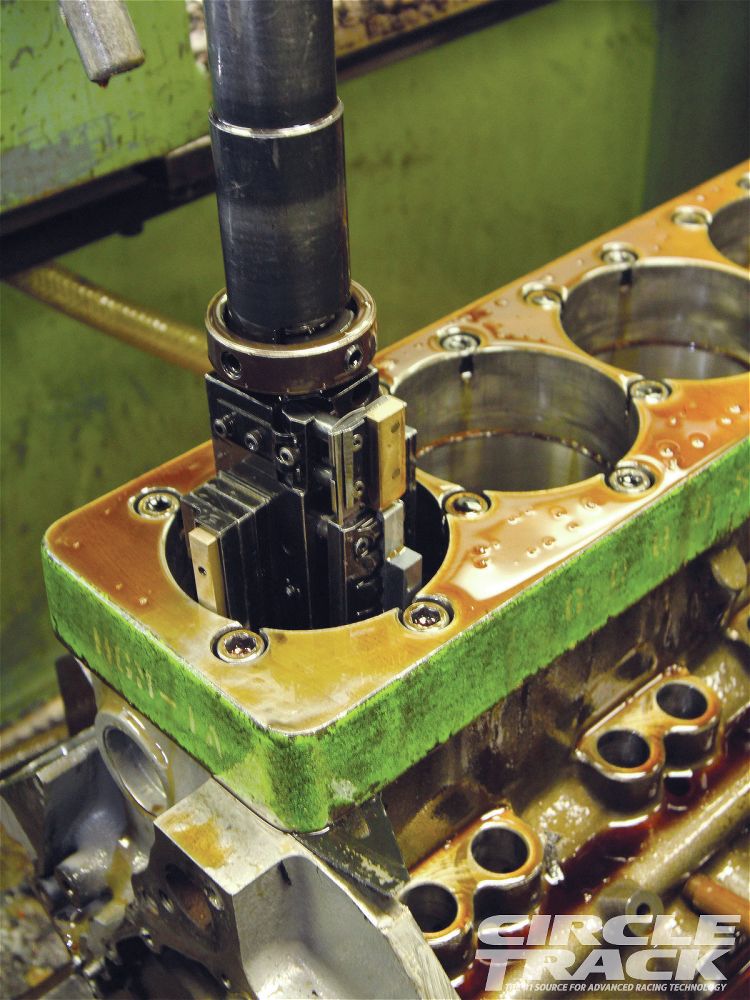 В этих случаях,
это неизбежное зло. По этой причине монтажные зазоры устанавливаются в
ожидание быстрого износа, который неизбежен в первые несколько часов
ресурса двигателя. Кроме того, необходимо очень внимательно следить за тем, чтобы
как можно больше шлифовки из основания царапин
— мытье горячей водой с мылом, многократное протирание чистой тряпкой
и легкого моторного масла до тех пор, пока тряпки не станут совершенно чистыми, например
процедуры окупятся снижением износа двигателя во время перерыва в работе,
и, следовательно, значительно более жесткий двигатель для баланса его службы.
В этих случаях,
это неизбежное зло. По этой причине монтажные зазоры устанавливаются в
ожидание быстрого износа, который неизбежен в первые несколько часов
ресурса двигателя. Кроме того, необходимо очень внимательно следить за тем, чтобы
как можно больше шлифовки из основания царапин
— мытье горячей водой с мылом, многократное протирание чистой тряпкой
и легкого моторного масла до тех пор, пока тряпки не станут совершенно чистыми, например
процедуры окупятся снижением износа двигателя во время перерыва в работе,
и, следовательно, значительно более жесткий двигатель для баланса его службы.
Во время обкатки, так как кольца изнашивают цилиндры до нижней части
отшлифуйте царапины, зазоры колец и поршней будут увеличиваться
сначала большая куча. Масло и фильтр нужно менять часто, так как ваш
масло будет сильно загрязнено летящими кусками, поскольку этот процесс занимает
место. В исследовании SAE анализ моторного масла показал изначально высокую производительность.
металлов износа, образующихся в масле, резко оседающих по мере того, как двигатель
прошел этот этап.
В случае нехонингованного повторного кольца единственное место — сравнительно более мягкая приработка более мягкого чугуна. кольцевые поверхности.Любой, кто его обрабатывал, скажет вам, что чугун почти смазка по сравнению с хромомолибденом и даже износостойкая, полированная поверхности цилиндров, хотя они тоже чугунные.
После завершения процесса взлома было обнаружено, что практически не было увеличения зазора поршня из-за износа цилиндра, и значительно меньшее увеличение торцевого зазора кольца из-за износа кольца, поскольку износ по существу ограничивается сидением — стирание высоких пятен только. Кроме того, расход масла был намного ниже, а уплотнение цилиндра (тест на сжатие) намного лучше.Вывод: точить цилиндры безумие на простой перетяжке.
Я слишком поздно с этим?
Что делать, если эта новость пришла к вам поздно? Такие как
после того, как вы сделали повторное кольцо и обнаружили, что у вас расход масла
и / или проблемы со сжатием. Ну, очевидно, пора вернуться туда
и посмотрите, какой ущерб нанес OWT # 1. Проверьте диаметр вашего цилиндра на
оба конца и посередине во всех направлениях, и убедитесь, что ваши зазоры
не слишком хороши. Приятно делать это со всеми причудливыми калибрами диаметра и
такое, но вы можете получить хорошую идею, просто поместив кольцевой квадрат в
цилиндр, и проверка торцевого зазора с помощью щупа в различных местах
сверху вниз.Вариант 0,003 означает диаметр 0,001.
Слишком большой разброс — более 0,010 — говорит мне, что пора переточка.
Многие люди более суетливы, чем я — пусть ваше руководство по эксплуатации будет вашим проводником.
Проверьте диаметр вашего цилиндра на
оба конца и посередине во всех направлениях, и убедитесь, что ваши зазоры
не слишком хороши. Приятно делать это со всеми причудливыми калибрами диаметра и
такое, но вы можете получить хорошую идею, просто поместив кольцевой квадрат в
цилиндр, и проверка торцевого зазора с помощью щупа в различных местах
сверху вниз.Вариант 0,003 означает диаметр 0,001.
Слишком большой разброс — более 0,010 — говорит мне, что пора переточка.
Многие люди более суетливы, чем я — пусть ваше руководство по эксплуатации будет вашим проводником.
Проверить посадку поршня в цилиндр в различных местах посмотрев, какой большой щуп вы можете там получить — предпочтительно проволоку калибр. Если вещи не выглядят слишком свободными, в следующий раз обязательно используйте чугунные кольца, проверяя зазор между ними в разных местах в канал перед установкой.И, разумеется, оставьте этот камень в покое!
Если вы обнаружите, что вам нужно переточить, то, конечно, вы
нужно следить за хонингом. Убедитесь, что ребор немного уйдет
лишнее мясо в цилиндре для извлечения хонуса — .002 достаточно, я
считать. И как только вы заточите с помощью тончайшего хона,
«потоки», вы должны быть ОЧЕНЬ осторожны, чтобы удалить как можно больше
шлифовальный состав по возможности со дна канавок ваша сырая
инструмент остался позади. Для этого рекомендуется протереть цилиндр.
несколько раз чистой тряпкой, смоченной маслом 20 вес., пока она не выйдет
чистым — и для этого потребуется поразительное количество тряпок.После того, как они чистые, вы не удалили все помолки, и, конечно же,
выступающие участки образуют больше шлифовальной пасты, поэтому не
поскупитесь на элементы масляного фильтра или замену масла до удовлетворительного
взлом успел произойти.
Убедитесь, что ребор немного уйдет
лишнее мясо в цилиндре для извлечения хонуса — .002 достаточно, я
считать. И как только вы заточите с помощью тончайшего хона,
«потоки», вы должны быть ОЧЕНЬ осторожны, чтобы удалить как можно больше
шлифовальный состав по возможности со дна канавок ваша сырая
инструмент остался позади. Для этого рекомендуется протереть цилиндр.
несколько раз чистой тряпкой, смоченной маслом 20 вес., пока она не выйдет
чистым — и для этого потребуется поразительное количество тряпок.После того, как они чистые, вы не удалили все помолки, и, конечно же,
выступающие участки образуют больше шлифовальной пасты, поэтому не
поскупитесь на элементы масляного фильтра или замену масла до удовлетворительного
взлом успел произойти.
А какой будет признак удовлетворительного взлома? Ты
угадали — разборка обнаружит красивые гладкие блестящие стенки цилиндра
— точно так же, как те, которые мы использовали для прохождения хона, пока они не стали
Беспорядок мы ошибочно назвали «дегазированием». »
»
Небольшое дополнение
Участвовал в обсуждении этого в группе Royal Enfield на днях, и обнаружил, что добавляю к этому. Вот как это было:
(Конечно, если вы уже убеждены и не хотите повторять, тогда просто нажмите «Уйти отсюда».
"Глазурь" переборная 2003-06-03 [email protected] сказал: > Кевин! > Спасибо, сделаю тогда легкую лессировку. > Ристо Я попробую в последний раз: (Не спрашивай, почему) 1) Никакой «глазури» нет! Это полированная поверхность.Назови это «окончательная обработка» выполняется последним комплектом колец. Это чудесно гладкая поверхность определенного размера. Микроскопически это выглядит так: | | | | | | | | 2) Если вы пропустите через него хонинговальный станок, слегка или сильно, вы это вверх, и создать низкие точки. Тогда это выглядит так: \ \ / / \ \ / / \ \ Пока он не достигнет нового большего размера, который выглядит как этот: | | | | | | | | | | 3) Ваши новые кольца и поршень должны выйти на поверхность снова сгладить, стирая выступы (что слева от старой полированной поверхности - НЕ "глазурь" - до уровень низких точек.Так что еще вам нужно? Присоединяйтесь к HA (анонимный) сегодня! (Меня зовут Пит Снидал, и я большая честь.) Станьте выздоравливающим и получайте меньше удовольствия Беда и долгая жизнь! Или нет — посмотрим, заботится ли я!Это приводит к а) ускоренный износ всех деталей двигателя из-за эффект «шлифовальной массы» изнашиваемого металла выключен, так как ваш циндр измельчен до размера дно пятен износа - а также ГЦЭ остатки абразива, которые неизбежно останутся в низкие точки - на дне бороздок, созданных ненужный хонинг. б) Окончательный (после обкатки) размер цилиндра. больше, поршень меньше, а кольца быть больше после этого ненужного злоупотребления вашим поверхностей был завершен.Я сказал вам, что причина, по которой я перестал затачивать полированные отверстия, и использование чугунных колец при замене рулонов было связано с тем, что исследования SAE Отчет показал, что одинаковые двигатели обрабатывались в обе стороны, а затем запуск в течение довольно длительного интервала после повторной сборки показал, что: а) «Деглазованные двигатели» показали меньшую компрессию и значительно больший износ при разборке и осмотрены, чем те, которые не были "очищены от глазури".
б) У «деглазованных» двигателей расход масла был выше во время так называемый период «взлома», чем у других, и продолжала быть выше на протяжении всего виртуального срока службы.(Это были испытательные двигатели.) в) Периодические проверки компрессии показали, что на всех этапах Компрессия на двигателях с глушителем была ниже. Кроме того, я также сказал, что с тех пор построил много двигателей. день 1969 года, и у меня никогда не было проблем с плохим уплотнением колец, плохим сжатие или сжигание масла на любом двигателе, с которым я работал с того времени - хотя у меня были некоторые проблемы с двигателями, я СДЕЛАЛ "deglaze" перед этим. И напоследок: не существует такого понятия, как «удаление глазури»."Хонингование - это заключительный процесс, используемый для получения более гладких следов расточной оправки (более гладкая, а не гладкая) поверхность после обработки. Машинист намеренно расточил немного завышенного размера, чтобы учесть металл, собирается вынуть и заточить до небольшого превышения, чтобы учесть металл, который неизбежно будет потерян, поскольку поршень и кольца уберите выступы, оставленные хоном.

Как отточить цилиндры дома с помощью Flex-Hone
Project Firebolt стремительно продолжается, дорогие читатели. В прошлые праздничные выходные мы с Тоддом ворвались в старую мельницу BSA Hornet, которую я подобрал, чтобы провести полную проверку и капитальную уборку. Одной из частей, которые отчаянно нуждались в обновлении, были цилиндры. Они были грубыми и в своем состоянии совершенно непригодными для использования.Но у меня был план. Умный план, включавший дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone от Brush Research Manufacturing — это супер простой и легкий в использовании инструмент для сглаживания / удаления заусенцев / хонингования, который используется для очистки цилиндров, которые требуют небольшой очистки, но не требуют полной переточки. Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити.Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити.Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Шаг 1. Выберите оружие
И вот оно!
240 зерен полировальной ярости.
Flex-Hone бывают самых разных размеров, стилей и крупности.Глобулы сделаны из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама , карбида вольфрама и т. Д. — и комбинации практически бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень удобно. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал стандартный 3,25-дюймовый инструмент с зернистостью 240 из карбида кремния. Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования.Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Очень удобно. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал стандартный 3,25-дюймовый инструмент с зернистостью 240 из карбида кремния. Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования.Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Шаг 2. Mise en Place
Разберитесь в беспорядке.
Теперь, когда у вас есть модный новый Flex-Hone, собирайте все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное хонинговальное масло BRM, потому что я любитель модных брюк и рекламы.Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо дрели с батарейным питанием. Что-то вроде этого старого Milwaukee Magnum эпохи 80-х обладает желаемым ворчанием и скоростью, более плотно захватывает инструмент ручным патроном и его скорость легче контролировать.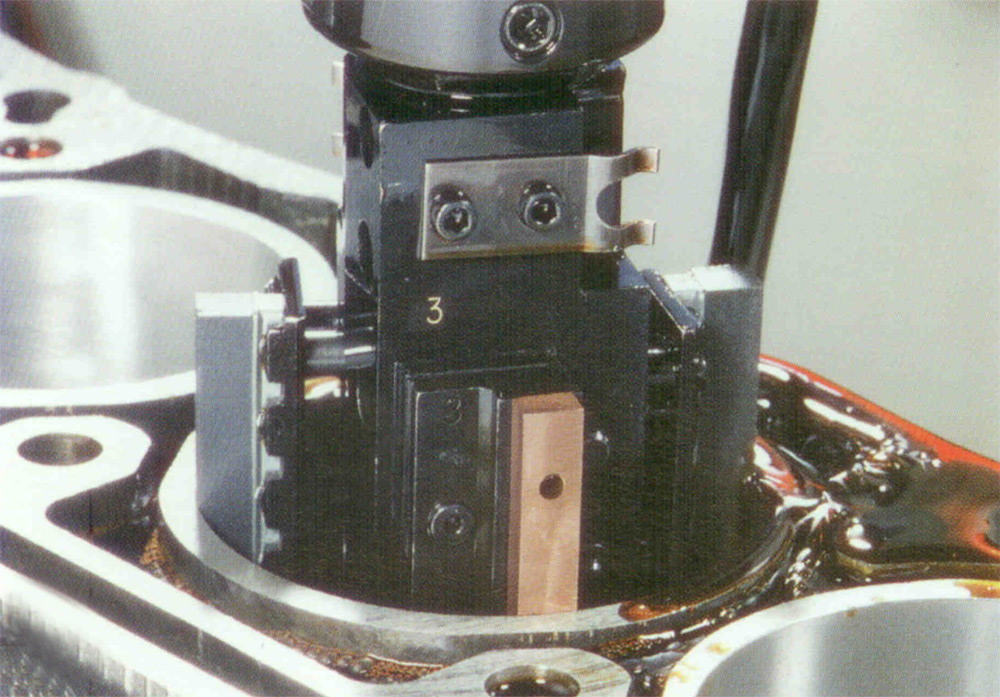 Ваш пробег, конечно, может отличаться.
Ваш пробег, конечно, может отличаться.
Шаг 3: Подготовка детали
Брутто.
Готовы к заточке!
Цилиндры Project Firebolt были противные . У них был красивый слой ржавчины на поверхности, они были заметно потрепаны и потрескались.Я хотел очистить и отточить их, прежде чем даже пытаться их измерить. Получить точные показания манометра намного проще с гладким и чистым отверстием, чем с неровным и ржавым. Подготовить цилиндры было довольно просто. Как только деталь была зажата в моих тисках, я нанес обильное покрытие специального хонинговального масла на цилиндр и немного сбрызнул инструмент для большей точности. Установив Flex-Hone на сверло и тщательно смазав цилиндр, я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOONE
Отточен (наверное) до совершенства.
К сожалению, здесь нет фотографий фактического заточки, так как мои руки были заняты, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное маслом отверстие. Вам нужно в течение одной минуты продвигать гибкую шлифовальную головку внутрь и наружу, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.По истечении минуты извлеките Flex-Hone , все еще вращающийся , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в своем цилиндре и не вставляйте тот, который не вращается.
Вам нужно в течение одной минуты продвигать гибкую шлифовальную головку внутрь и наружу, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.По истечении минуты извлеките Flex-Hone , все еще вращающийся , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в своем цилиндре и не вставляйте тот, который не вращается.
Шаг 5: Время купаться!
♪ ♫ Я вымою эту грязь …
… прямо из моих отверстий ♫ ♪
После того, как ваши отверстия будут тщательно заточены, они будут покрыты жидкостью из масла, металла и песка от инструмента. Лучший способ справиться с этим — хорошая теплая ванна. Используя смесь горячей воды и простого мыла для посуды, я намылил цилиндры и промыл их тряпкой.Так вот, я сделал это в своей ванне, что привело к ужасному беспорядку, так что имейте в виду. Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6: Осмотр и смазка
А теперь посмотрим, что мы сделали.
Вот и все! Теперь у вас есть только что отточенные цилиндры, и пора заканчивать. Внимательно посмотрите на свою работу.Вам нужны блестящие отверстия и красивый, плотный узор с перекрестной штриховкой. Этот узор с перекрестной штриховкой помогает кольцам цепляться за стенки цилиндра и гарантирует, что масло попадет туда, где нужно, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша штриховка не совсем подходящая, вам, возможно, придется выполнить еще один проход. Если все в порядке, покройте отверстия красивым тонким слоем моторного масла, чтобы защитить вашу работу и предотвратить внезапную ржавчину.
Развязка
Готов к переустановке.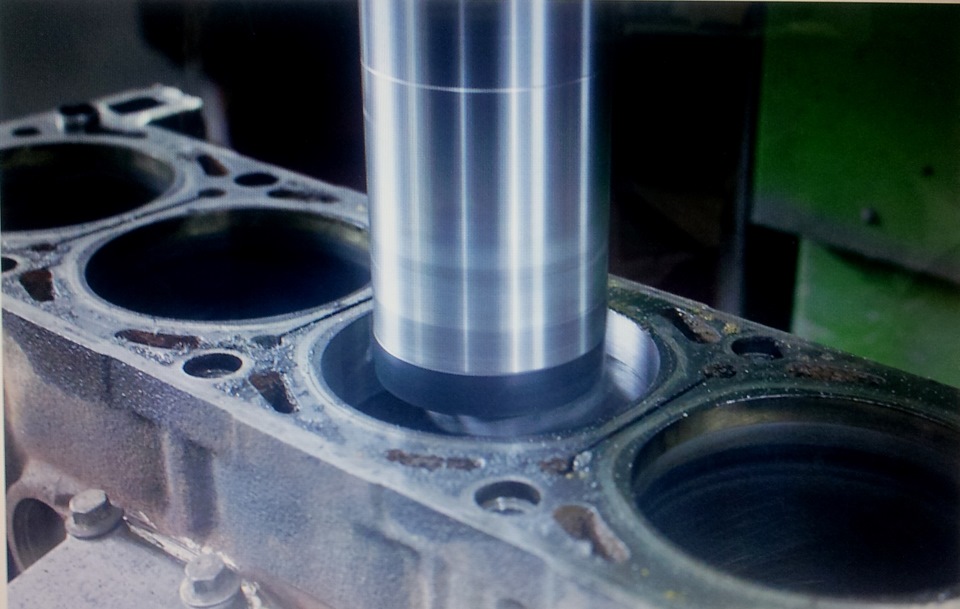
В общем, этот проект занял у меня около часа, когда я все собрал вместе. Это было легко сделать с помощью основных механических инструментов, которые у меня были (кроме самого Flex-Hone, конечно, который я должен был заказать), и очистить эти неприятные цилиндры. Честно предупреждаю, что фактическая часть процесса хонингования, часть с сверлом, маслом и прядильным инструментом, чрезвычайно беспорядочная, . Он разбрасывает грязный, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне.Так что, знаете, пара тряпок и инструменты — хорошая идея.
Если вы хотя бы немного разбираетесь в гаечном ключе, привыкшем к внутренним компонентам двигателей, вы вполне можете это сделать. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите некоторые видео BRM, и все будет готово. Удачи!
Инструменты для шлифования цилиндров | Summit Racing
Чистите ли вы только что обработанный блок или очищаете цилиндры старого блока от глазури, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете.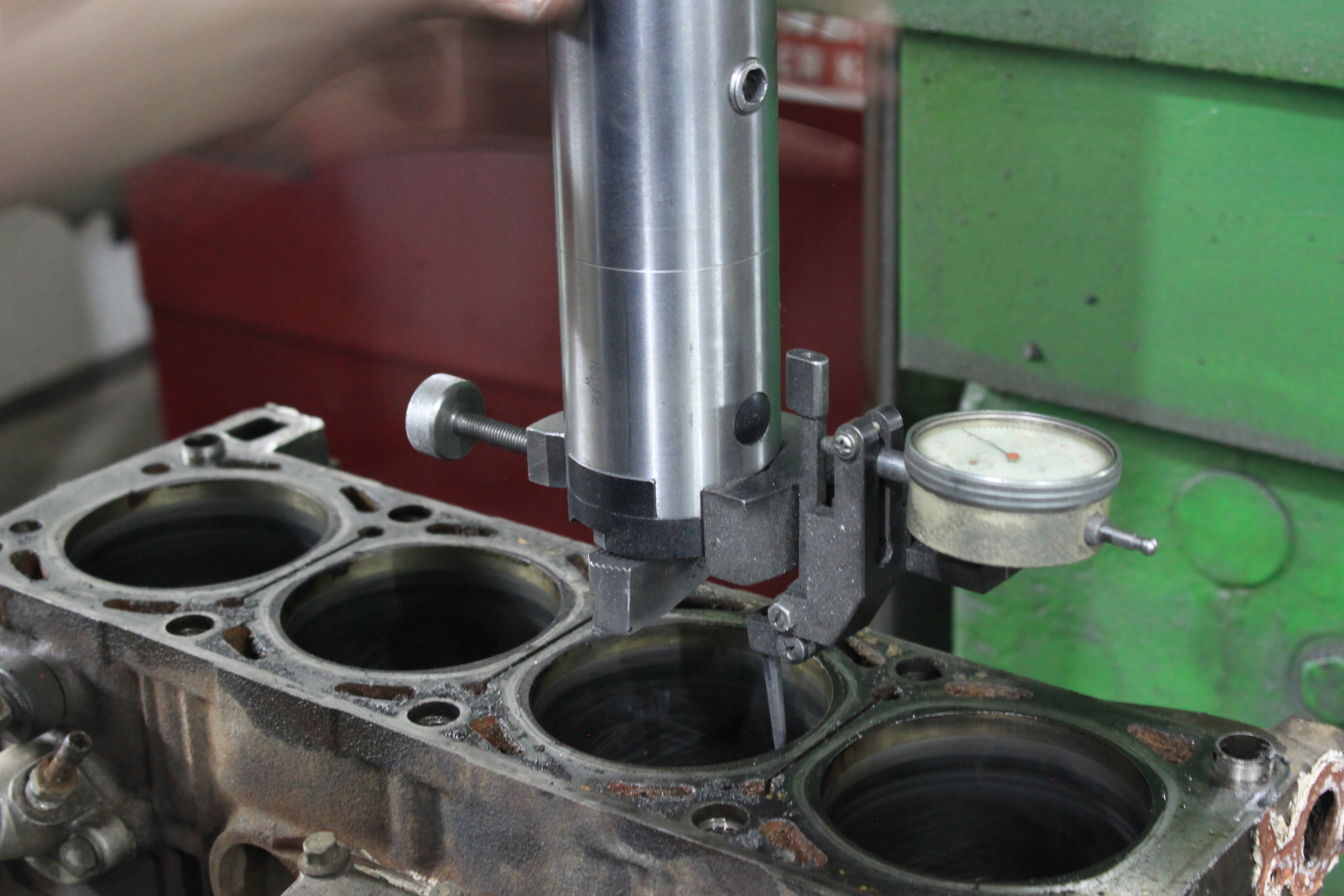 Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!
Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!
Штампы цилиндров
Существует два основных типа хонинговальных инструментов для цилиндров. В инструментах каменного типа используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. Губки кисточкой, иногда называемые шариковыми, имеют десятки абразивных материалов. …Читать большеЧистите ли вы только что обработанный блок или очищаете цилиндры старого блока от глазури, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете.Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!
Штампы цилиндров
Существует два основных типа хонинговальных инструментов для цилиндров. В инструментах каменного типа используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. Щеточные шлифовальные круги, иногда называемые шариковыми, имеют десятки абразивных шариков, прикрепленных к жесткой металлической щетине.
В инструментах каменного типа используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. Щеточные шлифовальные круги, иногда называемые шариковыми, имеют десятки абразивных шариков, прикрепленных к жесткой металлической щетине.Использование шлифовального станка для цилиндра
Какой бы стиль вы ни выбрали, управление им очень похоже.Ось хона вставляется в патрон электродрели, а инструмент и цилиндр смазываются маслом. Затем хонок вставляется в цилиндр и вращается сверлом. Заточку обрабатывают несколько раз вверх и вниз, а затем процесс можно повторить с более мелким зерном.Помимо устранения заусенцев и дефектов, оставшихся после процесса обработки, конечной целью процесса хонингования является создание мелкой штриховки на стенке цилиндра, которая поможет удерживать масло.
Инструменты для хонингования цилиндров можно использовать для чистовой обработки цилиндров двигателя, главных цилиндров сцепления, тормозов и т. Д. Summit предлагает широкий выбор, и вы можете делать покупки по размеру цилиндра ниже.